- Ремонт автомобилей. Ремонт коленчатых валов и шатунов. (Тема 4.5)

Содержание
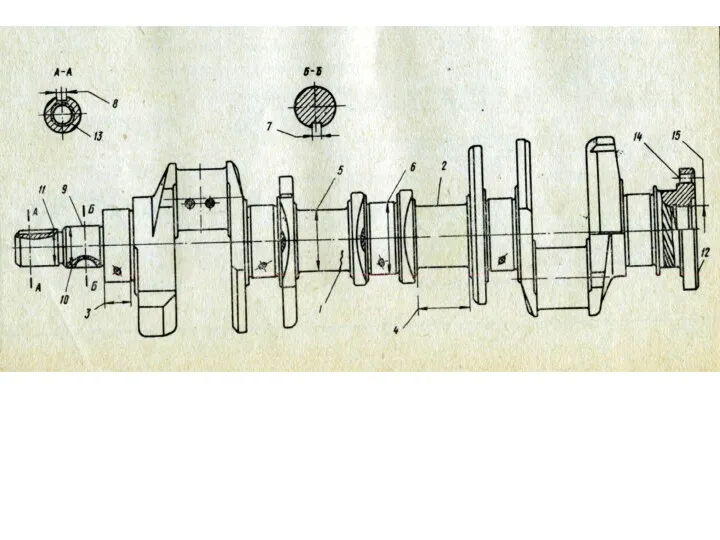
- 2. Коленчатый вал ЗМЗ-53. Материал – чугун высокопрочный ТУ 2544 Твёрдость – HRC – 50.
- 3. Коленчатый вал ЗМЗ-53. Материал – чугун высокопрочный ТУ 2544 Твёрдость – HRC – 50. Дефекты: -
- 5. - биение торцевой поверхности фланца - износ шеек под шестерню и ступицу шкива - износ коренных
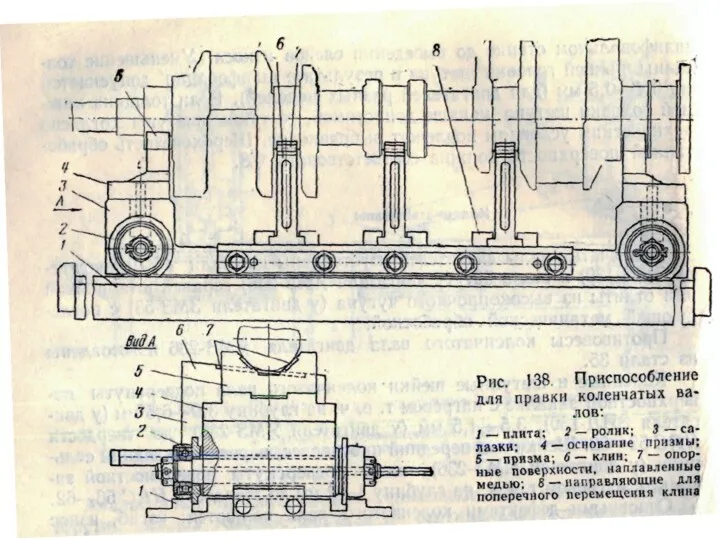
- 7. Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05 мм. Способ ремонта – правка прессом
- 8. Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05 мм. Способ ремонта – правка прессом
- 9. Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05 мм. Способ ремонта – правка прессом
- 11. Износ шпоночных канавок – устраняют заваркой с последующим фрезерованием под номинальный размер.
- 12. Износ отверстий во фланце – ремонт развёртыванием под ремонтный размер в сборе с маховиком.
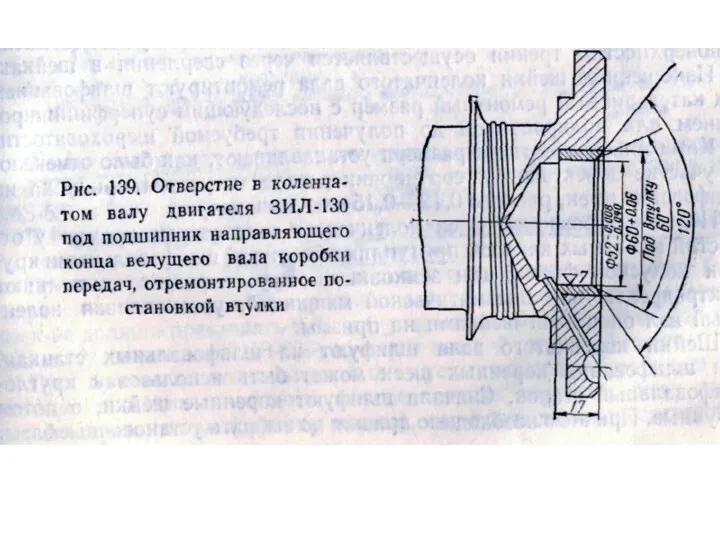
- 13. Износ отверстия под подшипник вала КПП - постановка ДРД (втулки). Отверстие растачивают на токарном станке, запрессовывают
- 15. Биение торцовой поверхности фланца – (допустимое – 0,04 мм) – проточка фланца на токарном станке.
- 16. Износ шеек под сальники – наплавка под слоем флюса. Перед наплавкой прошлифовать слой не менее 0,25
- 17. Износ шеек под шестерню и ступицу шкива – наплавка с последующим шлифованием под номинальный размер, предварительно
- 18. Износ коренных и шатунных шеек – шлифование под ремонтный размер (-0,25; -0,5; -0,75; -1,00; -1,25; -1,5)
- 20. Перед шлифованием края отверстий масляных каналов притупляют (зенкуют), инструмент – электродрель или пневмодрель.
- 21. Перед шлифованием края отверстий масляных каналов притупляют (зенкуют), инструмент – электродрель или пневмодрель. Шлифовку шеек выполняют
- 22. При шлифовке коренных шеек за базы принимаются: фаска отверстия под подшипник вала КПП, шейка под шестерню.
- 23. При шлифовке коренных шеек за базы принимаются: фаска отверстия под подшипник вала КПП, шейка под шестерню.
- 24. При шлифовании шатунных шеек базы – те-же или коренные шейки.
- 25. При шлифовании шатунных шеек базы – те-же или коренные шейки. К/вал устанавливают в зажимы центросместителей (с
- 26. При шлифовании шатунных шеек базы – те-же или коренные шейки. К/вал устанавливают в зажимы центросместителей (с
- 27. Скорость шлифования – 32 – 35 м/сек Скорость к/вала окружная: - шлиф.коренных шеек – 20 –
- 28. После шлифования шейки полируются.
- 29. После шлифования шейки полируются. Замер диаметра – микрометром или непрерывно приспособлением с индикатором.
- 30. После шлифования шейки полируются. Замер диаметра – микрометром или непрерывно приспособлением с индикатором. После проточки шеек
- 31. Ремонт шатунов.
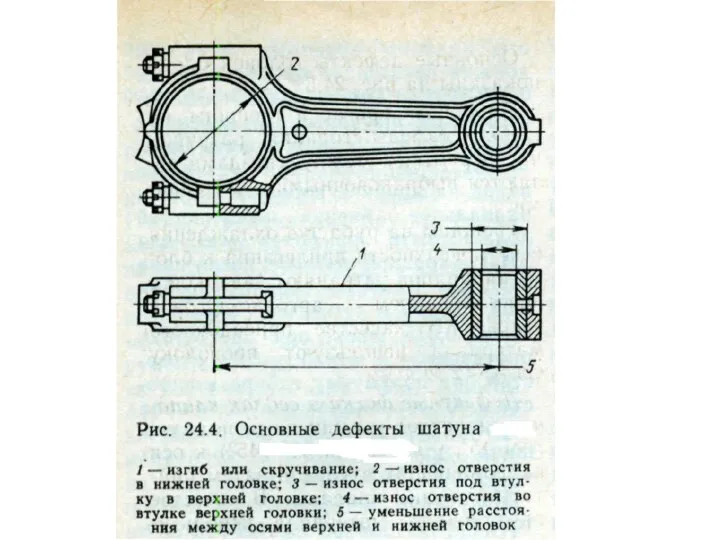
- 32. Шатун ЗМЗ-53. Материал – сталь 45Г2 (и крышки) НВ 228 – 269 В верхней головке –
- 34. Изгиб и скручивание стержня шатуна. Изгиб измеряется по взаимному отклонению осей отверстий в верхней и нижней
- 37. Допустимый изгиб – 0,003мм на 100мм длины шатуна. Скручивание – 0,04мм на 100мм длины. Способ ремонта
- 38. После правки шатун подвергают термической стабилизации: - нагрев до 400 – 4500С - выдержка 1,5 часа
- 39. Износ втулки верхней головки – замена втулки на новую. Износ отверстия под втулку – постановка ДРД
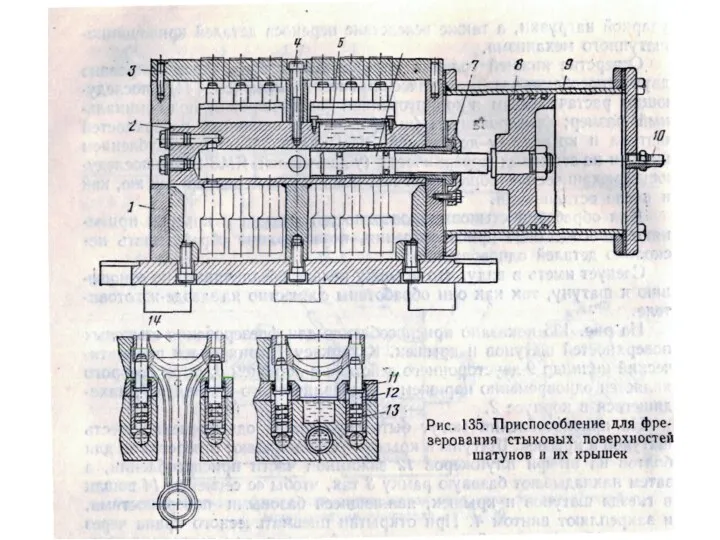
- 40. Износ отверстия нижней головки шатуна. Способы ремонта: 1) Осталивание с последующей расточкой и шлифованием. 2) Фрезерование
- 42. Крышки и шатуны не обезличивают. Перед расточкой собирают шатуны с крышками.
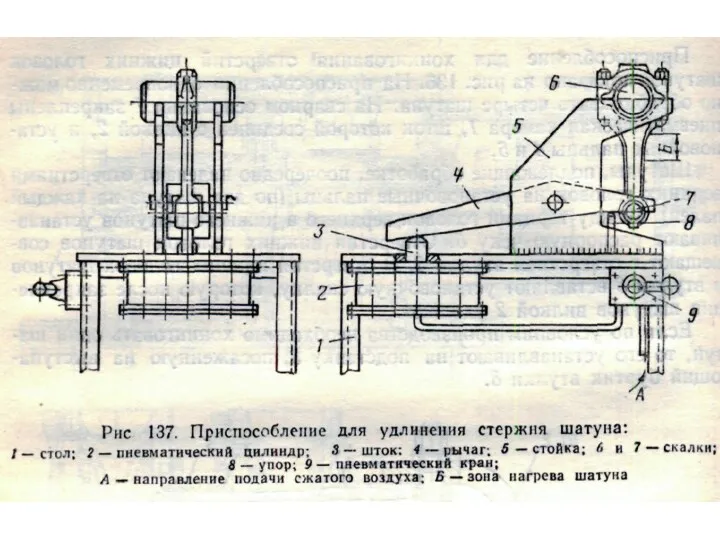
- 44. После обработки контролируют расстояние между осями отверстий шатуна. При необходимости шатун удлиняется: - нагрев ТВЧ в
- 49. Скачать презентацию
Коленчатый вал ЗМЗ-53.
Материал – чугун высокопрочный ТУ 2544
Твёрдость – HRC
Коленчатый вал ЗМЗ-53. Материал – чугун высокопрочный ТУ 2544 Твёрдость – HRC
Коленчатый вал ЗМЗ-53.
Материал – чугун высокопрочный ТУ 2544
Твёрдость – HRC
Коленчатый вал ЗМЗ-53. Материал – чугун высокопрочный ТУ 2544 Твёрдость – HRC
- биение торцевой поверхности фланца
- износ шеек под шестерню и
- биение торцевой поверхности фланца - износ шеек под шестерню и
Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05
Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05
Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05
Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05
Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05
Изгиб. Допустимый изгиб (биение средних шеек относительно крайних) – 0,05
Износ шпоночных канавок – устраняют заваркой с последующим фрезерованием под
Износ шпоночных канавок – устраняют заваркой с последующим фрезерованием под
Износ отверстий во фланце – ремонт развёртыванием под ремонтный размер
Износ отверстий во фланце – ремонт развёртыванием под ремонтный размер
Износ отверстия под подшипник вала КПП -
постановка ДРД (втулки). Отверстие
Износ отверстия под подшипник вала КПП - постановка ДРД (втулки). Отверстие
Биение торцовой поверхности фланца –
(допустимое – 0,04 мм) –
Биение торцовой поверхности фланца – (допустимое – 0,04 мм) –
Износ шеек под сальники – наплавка под слоем флюса. Перед
Износ шеек под сальники – наплавка под слоем флюса. Перед
Износ шеек под шестерню и ступицу шкива – наплавка с
Износ шеек под шестерню и ступицу шкива – наплавка с
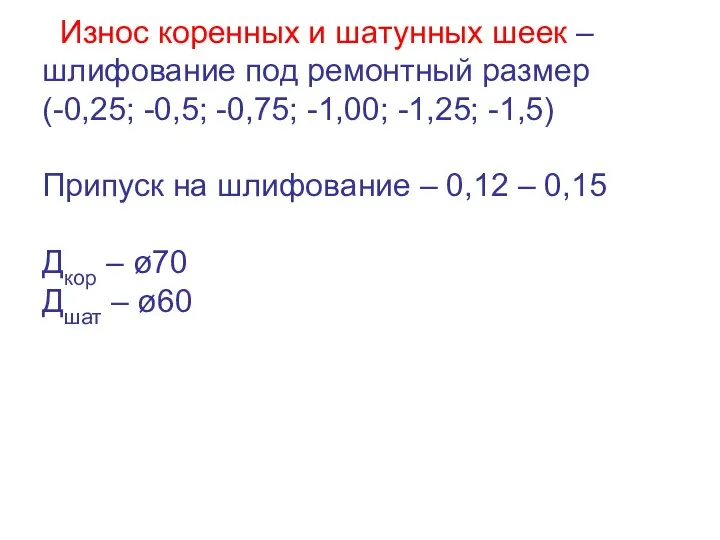
Износ коренных и шатунных шеек –
шлифование под ремонтный размер
Износ коренных и шатунных шеек – шлифование под ремонтный размер
Перед шлифованием края отверстий масляных каналов притупляют (зенкуют), инструмент –
Перед шлифованием края отверстий масляных каналов притупляют (зенкуют), инструмент –
Перед шлифованием края отверстий масляных каналов притупляют (зенкуют), инструмент –
Перед шлифованием края отверстий масляных каналов притупляют (зенкуют), инструмент –
При шлифовке коренных шеек за базы принимаются: фаска отверстия под
При шлифовке коренных шеек за базы принимаются: фаска отверстия под
При шлифовке коренных шеек за базы принимаются: фаска отверстия под
При шлифовке коренных шеек за базы принимаются: фаска отверстия под
При шлифовании шатунных шеек базы – те-же или коренные шейки.
При шлифовании шатунных шеек базы – те-же или коренные шейки.
При шлифовании шатунных шеек базы – те-же или коренные шейки.
При шлифовании шатунных шеек базы – те-же или коренные шейки.
При шлифовании шатунных шеек базы – те-же или коренные шейки.
При шлифовании шатунных шеек базы – те-же или коренные шейки.
Скорость шлифования – 32 – 35 м/сек
Скорость к/вала окружная:
- шлиф.коренных
Скорость шлифования – 32 – 35 м/сек Скорость к/вала окружная: - шлиф.коренных
После шлифования шейки полируются.
После шлифования шейки полируются.
После шлифования шейки полируются.
Замер диаметра – микрометром или непрерывно
После шлифования шейки полируются. Замер диаметра – микрометром или непрерывно
После шлифования шейки полируются.
Замер диаметра – микрометром или непрерывно
После шлифования шейки полируются. Замер диаметра – микрометром или непрерывно
Ремонт шатунов.
Ремонт шатунов.
Шатун ЗМЗ-53.
Материал – сталь 45Г2 (и крышки)
НВ 228 – 269
Шатун ЗМЗ-53. Материал – сталь 45Г2 (и крышки) НВ 228 – 269
Изгиб и скручивание стержня шатуна.
Изгиб измеряется по взаимному отклонению осей
Изгиб и скручивание стержня шатуна. Изгиб измеряется по взаимному отклонению осей
Допустимый изгиб – 0,003мм на 100мм длины шатуна.
Скручивание –
Допустимый изгиб – 0,003мм на 100мм длины шатуна. Скручивание –
После правки шатун подвергают термической стабилизации:
- нагрев до 400
После правки шатун подвергают термической стабилизации: - нагрев до 400
Износ втулки верхней головки – замена втулки на новую.
Износ
Износ втулки верхней головки – замена втулки на новую. Износ
Износ отверстия нижней головки шатуна.
Способы ремонта:
1) Осталивание с последующей расточкой
Износ отверстия нижней головки шатуна. Способы ремонта: 1) Осталивание с последующей расточкой
Крышки и шатуны не обезличивают.
Перед расточкой собирают шатуны с
Крышки и шатуны не обезличивают. Перед расточкой собирают шатуны с
После обработки контролируют расстояние между осями отверстий шатуна. При необходимости
После обработки контролируют расстояние между осями отверстий шатуна. При необходимости


 Урок узагальнення та систематизації знань з теми Теплові явища. Розв’язування задач. 8 клас
Урок узагальнення та систематизації знань з теми Теплові явища. Розв’язування задач. 8 клас Вес тела
Вес тела Recowery trucks
Recowery trucks Волновая оптика. Интерференция света
Волновая оптика. Интерференция света Токарно-винторезный станок мод. 16К20
Токарно-винторезный станок мод. 16К20 Робота і потужність електричного струму. Закон Джоуля-Ленца
Робота і потужність електричного струму. Закон Джоуля-Ленца Электростатическое поле в вакууме
Электростатическое поле в вакууме Квантовая физика. Фотоэффект. Урок 29
Квантовая физика. Фотоэффект. Урок 29 Chapter 20 Thermodynamics
Chapter 20 Thermodynamics Датчик температуры охлаждающей жидкости
Датчик температуры охлаждающей жидкости Ядерная энергетика. (§66-§73)
Ядерная энергетика. (§66-§73) Гидравликалық машиналар
Гидравликалық машиналар Семинарское занятие по теме основы электростатики, 10 класс
Семинарское занятие по теме основы электростатики, 10 класс Шкалы измерений
Шкалы измерений Техника безопасности при работе с электрическим током. Проблемы энергосбережения
Техника безопасности при работе с электрическим током. Проблемы энергосбережения Альтернативные источники энергии
Альтернативные источники энергии Производственный процесс ремонта АТ
Производственный процесс ремонта АТ Презентация к уроку по физике в 7 классе на тему Сложение сил. Равнодействующая сил
Презентация к уроку по физике в 7 классе на тему Сложение сил. Равнодействующая сил Синергетика
Синергетика Прогноз температуры и влажности воздуха
Прогноз температуры и влажности воздуха Тұрақты тоқ заңдары
Тұрақты тоқ заңдары Сила пружності. Закон Гука
Сила пружності. Закон Гука Аморфные твердые тела. (Лекция 6)
Аморфные твердые тела. (Лекция 6) Техническое обслуживание и текущий ремонт сцепления, коробки передач, карданной передачи автомобиля
Техническое обслуживание и текущий ремонт сцепления, коробки передач, карданной передачи автомобиля Электродинамика. Заряды
Электродинамика. Заряды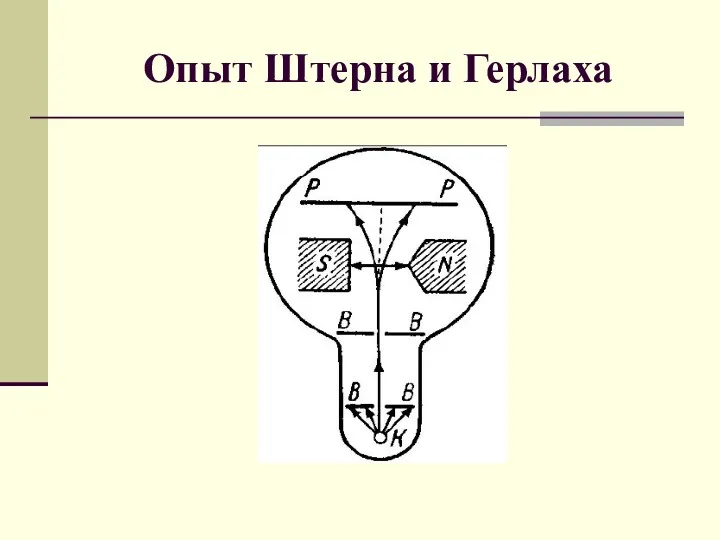 Опыт Штерна и Герлаха
Опыт Штерна и Герлаха Электричество и магнетизм. Электростатика
Электричество и магнетизм. Электростатика презентация по физике
презентация по физике