- Сборка неподвижных и неразъемных соединений деталей

Содержание
- 2. Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения деталей. Часто неразъемные соединения
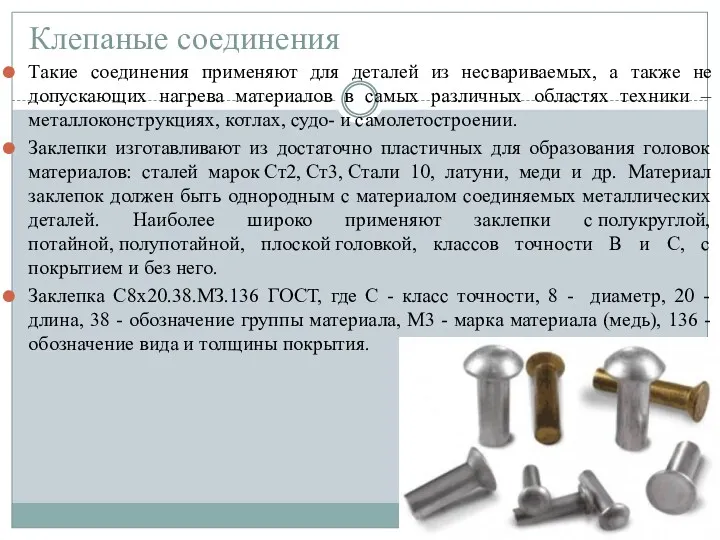
- 3. Клепаные соединения Такие соединения применяют для деталей из несвариваемых, а также не допускающих нагрева материалов в
- 4. Виды заклепочных соединений Заклёпочные соединения делятся на: прочные (рассчитанные только на восприятие и передачу силовых нагрузок);
- 5. Достоинства и недостатки клепаных соединений Достоинства: простое технологическое исполнение; способность соединять разнородные металлы; высокая надежность соединения;
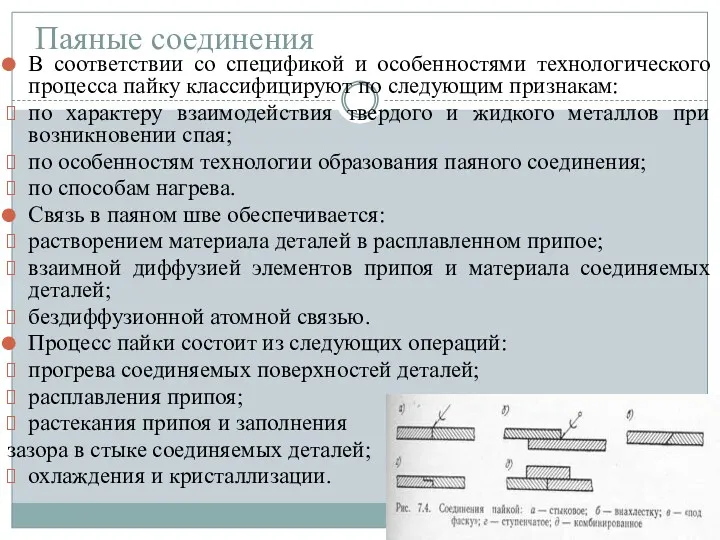
- 6. Паяные соединения В соответствии со спецификой и особенностями технологического процесса пайку классифицируют по следующим признакам: по
- 7. В соответствии со спецификой и особенностями технологического процесса пайку классифицируют по следующим признакам: по характеру взаимодействия
- 8. Достоинства и недостатки паяных соединений Достоинства: возможность соединять детали не только из однородных, но и разнородных
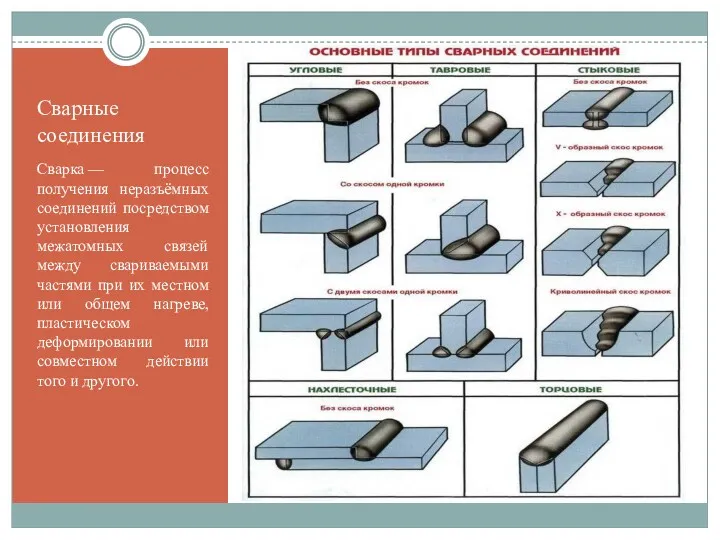
- 9. Сварные соединения Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при
- 10. Достоинства и недостатки сварных соединений Достоинства: высокая технологичность сварки, определяющая низкую стоимость сварного соединения; возможность получения
- 11. Клеевое соединение
- 16. Скачать презентацию
Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения
Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения
Клепаные соединения
Такие соединения применяют для деталей из несвариваемых, а также не
Клепаные соединения
Такие соединения применяют для деталей из несвариваемых, а также не
Виды заклепочных соединений
Заклёпочные соединения делятся на:
прочные (рассчитанные только на восприятие и передачу
Виды заклепочных соединений
Заклёпочные соединения делятся на:
прочные (рассчитанные только на восприятие и передачу
Достоинства и недостатки клепаных соединений
Достоинства:
простое технологическое исполнение;
способность соединять разнородные металлы;
Достоинства и недостатки клепаных соединений
Достоинства:
простое технологическое исполнение;
способность соединять разнородные металлы;
Паяные соединения
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют
Паяные соединения
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют по
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют по
Достоинства и недостатки паяных соединений
Достоинства:
возможность соединять детали не только из однородных,
Достоинства и недостатки паяных соединений
Достоинства:
возможность соединять детали не только из однородных,
Сварные соединения
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между
Сварные соединения
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между
Достоинства и недостатки сварных соединений
Достоинства:
высокая технологичность сварки, определяющая низкую стоимость сварного
Достоинства и недостатки сварных соединений
Достоинства:
высокая технологичность сварки, определяющая низкую стоимость сварного
Клеевое соединение
Клеевое соединение

 Авиационный механик (авиационный техник-механик, авиамеханик)
Авиационный механик (авиационный техник-механик, авиамеханик) Простые механизмы
Простые механизмы Презетнация для урока по физике 11 класс Соединение проводников
Презетнация для урока по физике 11 класс Соединение проводников Электризация тел. Два рода зарядов
Электризация тел. Два рода зарядов Приборы и методы радиометрических измерений
Приборы и методы радиометрических измерений Да здравствует физика!
Да здравствует физика! Forces and Motion If I were…
Forces and Motion If I were… Электромагнитные колебания. Основные понятия
Электромагнитные колебания. Основные понятия Законы Ньютона. Импульс
Законы Ньютона. Импульс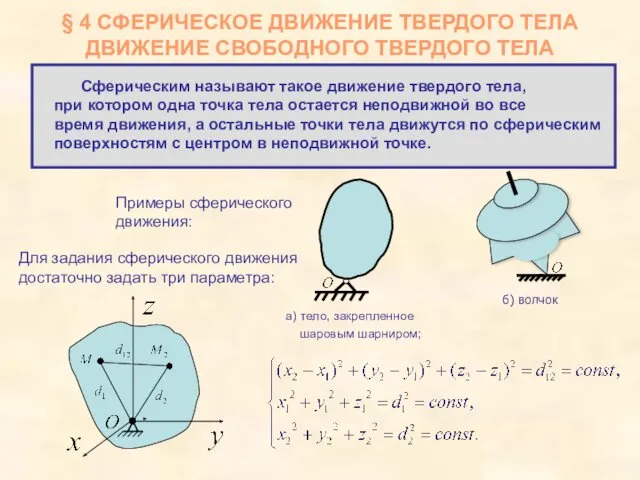 Сферическое движение твердого тела движение свободного твердого тела
Сферическое движение твердого тела движение свободного твердого тела Силы в механике. Законы Ньютона
Силы в механике. Законы Ньютона Шаровая молния
Шаровая молния Проблемное обучение в преподавании физики
Проблемное обучение в преподавании физики Экспериментальные методы исследования частиц
Экспериментальные методы исследования частиц Influence of supply voltage on torque–speed curve
Influence of supply voltage on torque–speed curve ЭМК Колебательный контур
ЭМК Колебательный контур Масова частка речовини у розчині
Масова частка речовини у розчині Ядерная энергетика. 9 класс
Ядерная энергетика. 9 класс Молекулярная физика и термодинамика
Молекулярная физика и термодинамика Механические и электромагнитные колебания и волны. (Раздел 07)
Механические и электромагнитные колебания и волны. (Раздел 07) Гидравлический домкрат в быту
Гидравлический домкрат в быту Электроемкость. Задачи
Электроемкость. Задачи Конструкция автомобиля. Коробка передач. Назначение и типы. Общее устройство и принцип работы
Конструкция автомобиля. Коробка передач. Назначение и типы. Общее устройство и принцип работы Переходные процессы в линейных электрических цепях
Переходные процессы в линейных электрических цепях Измерители механических напряжений гребного вала и счетчики топлива
Измерители механических напряжений гребного вала и счетчики топлива Расчёт ферм
Расчёт ферм Литография
Литография Изотопы. Радиоактивные превращения атомных ядер
Изотопы. Радиоактивные превращения атомных ядер