- Слесарные работы. Основное оборудование рабочего места и инструмент слесаря

Содержание
- 2. 1. Основное оборудование рабочего места и инструмент слесаря Вопрос №1
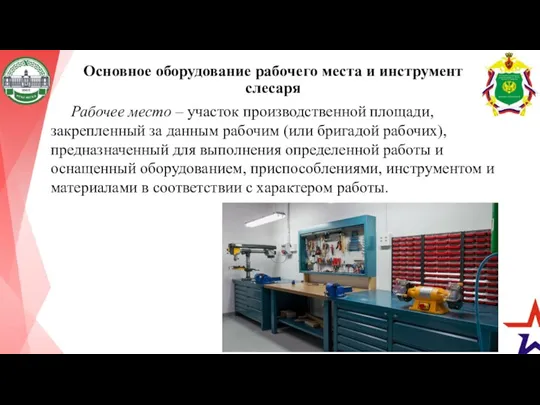
- 3. Основное оборудование рабочего места и инструмент слесаря Рабочее место – участок производственной площади, закрепленный за данным
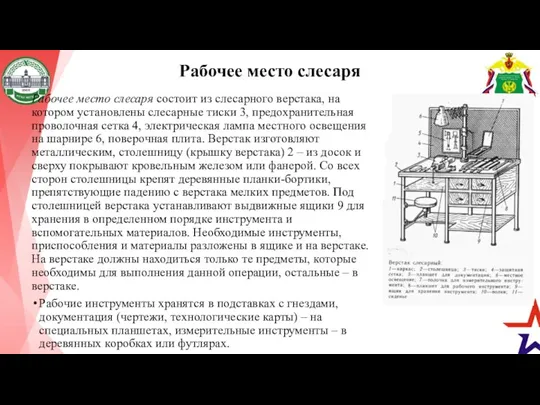
- 4. Рабочее место слесаря Рабочее место слесаря состоит из слесарного верстака, на котором установлены слесарные тиски 3,
- 5. Оборудование рабочего места и инструмент слесаря Габариты верстака: длина – 1000-1200 мм ширина – 700-800 мм
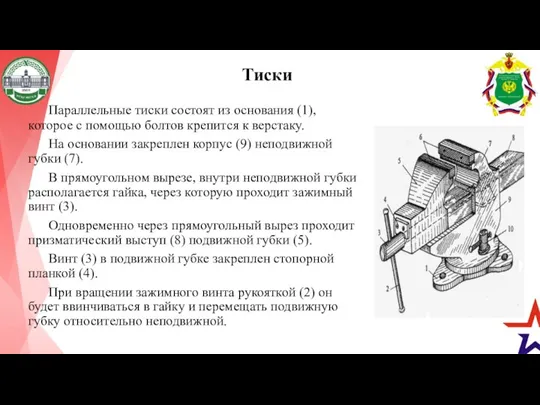
- 6. Тиски Параллельные тиски состоят из основания (1), которое с помощью болтов крепится к верстаку. На основании
- 7. Требования к рабочему месту слесаря Большое влияние на производительность труда слесаря оказывает правильная организация и оснащенность
- 8. Организация рабочего места слесаря Часть производственной площади цеха или мастерской с оборудованием, приспособлениями, инструментом и материалами,
- 9. Основные требования к слесарному инструменту Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены
- 10. Гаечные ключи не должны иметь трещин и забоин, величина зева должна соответствовать указанному размеру на ключе,
- 11. Ошибки, снижающие точность измерений использование поврежденного измерительного инструмента; загрязненность рабочих поверхностей измерительного инструмента; неправильное положение нулевой
- 12. Вопрос №2 Разметка. Рубка. Резка. Опиловка. Зачистка.
- 13. Разметка Разметка – это слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно обработке,
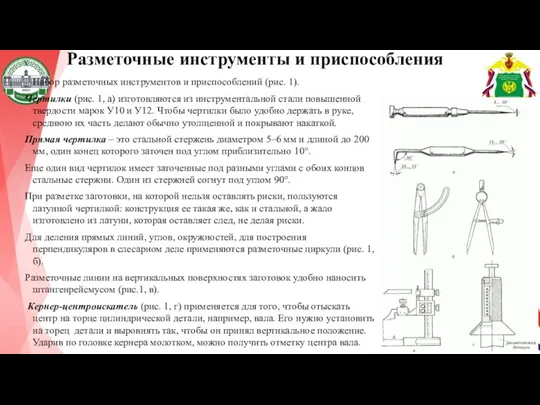
- 14. Разметочные инструменты и приспособления Набор разметочных инструментов и приспособлений (рис. 1). Чертилки (рис. 1, а) изготовляются
- 15. Разметку нужно производить на разметочной плите. Если специальную разметочную плиту, изготовленную из серого чугуна. Ее нужно
- 16. Разметка металлических заготовок Разметка – это слесарная операция, но поскольку в ходе ее заготовка не подвергается
- 17. Чертилку во время проведения линии нужно все время прижимать к линейке или угольнику и не менять
- 18. Необходимо руководствоваться правилами при выборе базовой поверхности: – если у заготовки уже обработано несколько плоских поверхностей,
- 19. Опиливание и зачистка металлических деталей под определенный размер Люди, мало сведущие в слесарных работах, зачастую путают
- 20. Выбор напильника по длине зависит от величины детали: он должен быть длиннее обрабатываемой плоскости, как минимум,
- 21. Во время работы рукоятка напильника должна опираться на центр ладони правой руки, а пальцы левой руки
- 22. Производить движения следует обеими руками, распределяя силу давления на инструмент следующим образом: – начало рабочего хода
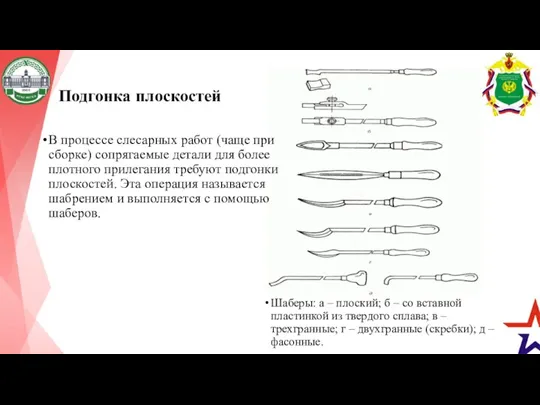
- 23. Подгонка плоскостей В процессе слесарных работ (чаще при сборке) сопрягаемые детали для более плотного прилегания требуют
- 24. Рубка зубилом и крейцмейселем стали и чугуна Рубка металла производится на наковальне или на массивной металлической
- 25. Качество рубки и безопасность производящего ее слесаря зависят и от того, как держится инструмент. Пальцы на
- 26. Резка Резка металла ножницами Если операцию по отделению части металла от заготовки невозможно (или нецелесообразно) производить
- 27. Резка металла ножовочным полотном При работе с толстыми листами полосового или профильного металла, а также в
- 28. Техника резки Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки упирается в середину ладони
- 29. Вопрос №3 Понятие о резьбовых соединениях
- 30. Резьбовое соединение – наиболее простой и надежный вид крепления деталей и узлов. Его отличают такие преимущества,
- 31. Резьбовые соединения Наружную резьбу нарезают плашкой. Плашка - инструмент для нанесения резьбы на болтах, винтах, шпильках
- 33. Скачать презентацию
1. Основное оборудование рабочего места и инструмент слесаря
Вопрос №1
1. Основное оборудование рабочего места и инструмент слесаря
Вопрос №1
Основное оборудование рабочего места и инструмент слесаря
Рабочее место – участок производственной площади,
Основное оборудование рабочего места и инструмент слесаря
Рабочее место – участок производственной площади,
Рабочее место слесаря
Рабочее место слесаря состоит из слесарного верстака, на котором установлены
Рабочее место слесаря
Рабочее место слесаря состоит из слесарного верстака, на котором установлены
Оборудование рабочего места и инструмент слесаря
Габариты верстака:
длина – 1000-1200 мм
ширина
Оборудование рабочего места и инструмент слесаря
Габариты верстака:
длина – 1000-1200 мм
ширина
Тиски
Параллельные тиски состоят из основания (1), которое с помощью болтов крепится
Тиски
Параллельные тиски состоят из основания (1), которое с помощью болтов крепится
Требования к рабочему месту слесаря
Большое влияние на производительность труда слесаря оказывает
Требования к рабочему месту слесаря
Большое влияние на производительность труда слесаря оказывает
Организация рабочего места слесаря
Часть производственной площади цеха или мастерской с оборудованием,
Организация рабочего места слесаря
Часть производственной площади цеха или мастерской с оборудованием,
Основные требования к слесарному инструменту
Рукоятки молотков, кувалд и другого инструмента ударного
Основные требования к слесарному инструменту
Рукоятки молотков, кувалд и другого инструмента ударного
Гаечные ключи не должны иметь трещин и забоин, величина зева должна
Гаечные ключи не должны иметь трещин и забоин, величина зева должна
Ошибки, снижающие точность измерений
использование поврежденного измерительного инструмента;
загрязненность рабочих поверхностей измерительного инструмента;
неправильное
Ошибки, снижающие точность измерений
использование поврежденного измерительного инструмента;
загрязненность рабочих поверхностей измерительного инструмента;
неправильное
Вопрос №2
Разметка. Рубка. Резка. Опиловка. Зачистка.
Вопрос №2
Разметка. Рубка. Резка. Опиловка. Зачистка.
Разметка
Разметка – это слесарная операция, но поскольку в ходе ее заготовка
Разметка
Разметка – это слесарная операция, но поскольку в ходе ее заготовка
Разметочные инструменты и приспособления
Набор разметочных инструментов и приспособлений (рис. 1).
Чертилки (рис. 1, а) изготовляются
Разметочные инструменты и приспособления
Набор разметочных инструментов и приспособлений (рис. 1).
Чертилки (рис. 1, а) изготовляются
Разметку нужно производить на разметочной плите. Если специальную разметочную плиту, изготовленную
Разметку нужно производить на разметочной плите. Если специальную разметочную плиту, изготовленную
Разметка металлических заготовок
Разметка – это слесарная операция, но поскольку в ходе
Разметка металлических заготовок
Разметка – это слесарная операция, но поскольку в ходе
Чертилку во время проведения линии нужно все время прижимать к линейке
Чертилку во время проведения линии нужно все время прижимать к линейке
Необходимо руководствоваться правилами при выборе базовой поверхности:
– если у заготовки уже обработано
Необходимо руководствоваться правилами при выборе базовой поверхности:
– если у заготовки уже обработано
Опиливание и зачистка металлических деталей под определенный размер
Люди, мало сведущие в
Опиливание и зачистка металлических деталей под определенный размер
Люди, мало сведущие в
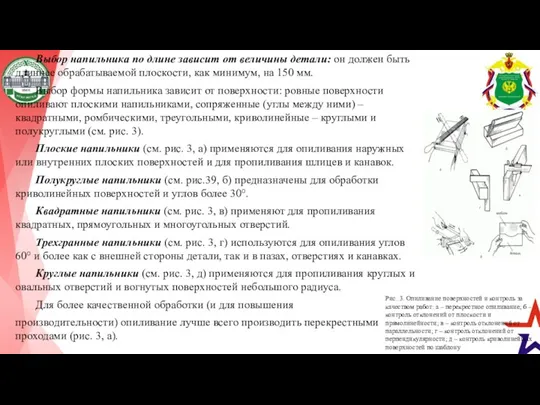
Выбор напильника по длине зависит от величины детали: он должен быть
Выбор напильника по длине зависит от величины детали: он должен быть
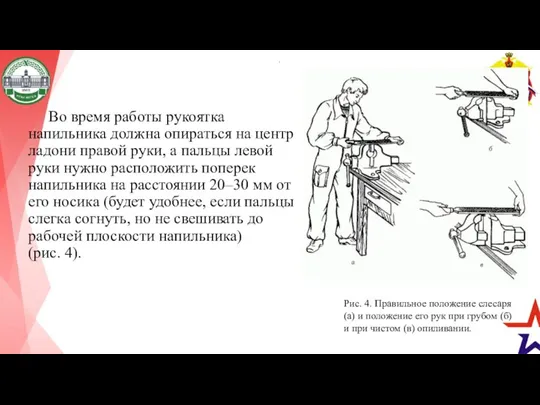
Во время работы рукоятка напильника должна опираться на центр ладони правой
Производить движения следует обеими руками, распределяя силу давления на инструмент следующим
Производить движения следует обеими руками, распределяя силу давления на инструмент следующим
Подгонка плоскостей
В процессе слесарных работ (чаще при сборке) сопрягаемые детали для
Подгонка плоскостей
В процессе слесарных работ (чаще при сборке) сопрягаемые детали для
Рубка зубилом и крейцмейселем стали и чугуна
Рубка металла производится на наковальне
Рубка зубилом и крейцмейселем стали и чугуна
Рубка металла производится на наковальне
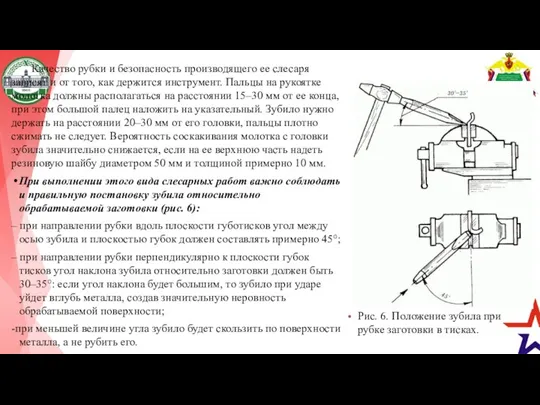
Качество рубки и безопасность производящего ее слесаря зависят и от того,
Качество рубки и безопасность производящего ее слесаря зависят и от того,
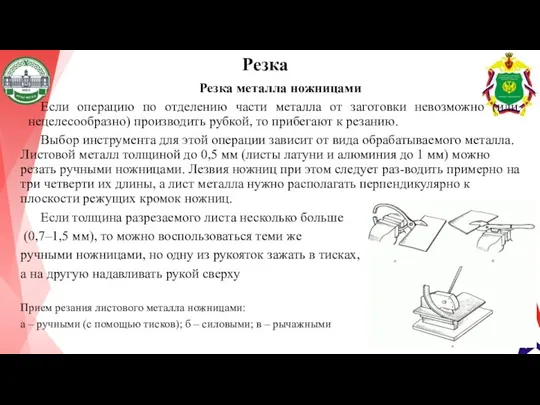
Резка
Резка металла ножницами
Если операцию по отделению части металла от заготовки
Резка
Резка металла ножницами
Если операцию по отделению части металла от заготовки
Резка металла ножовочным полотном
При работе с толстыми листами полосового или профильного
Резка металла ножовочным полотном
При работе с толстыми листами полосового или профильного
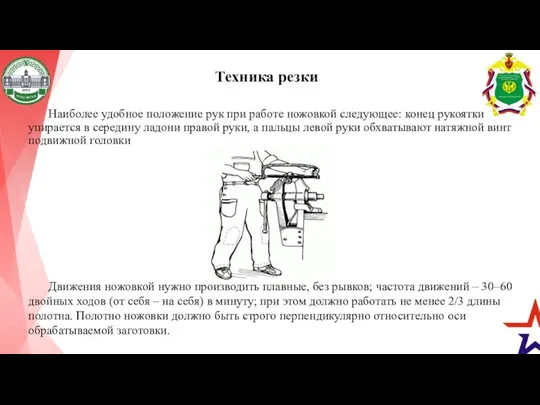
Техника резки
Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки
Техника резки
Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки
Вопрос №3
Понятие о резьбовых соединениях
Вопрос №3
Понятие о резьбовых соединениях

Резьбовое соединение – наиболее простой и надежный вид крепления деталей и
Резьбовое соединение – наиболее простой и надежный вид крепления деталей и
Резьбовые соединения
Наружную резьбу нарезают плашкой.
Плашка - инструмент для нанесения резьбы
Резьбовые соединения
Наружную резьбу нарезают плашкой.
Плашка - инструмент для нанесения резьбы
 Взаимодействие излучения с полупроводниками
Взаимодействие излучения с полупроводниками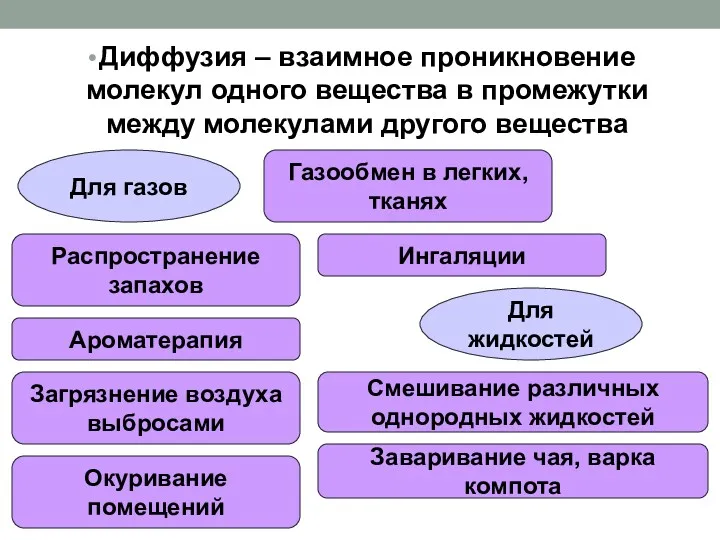 Диффузия. Распространение запахов
Диффузия. Распространение запахов Пр-во, передача и исп-е эл. энергии
Пр-во, передача и исп-е эл. энергии Деятельностный подход к обучению или Урок открытия нового знания
Деятельностный подход к обучению или Урок открытия нового знания Закон прямолинейного распространения света. Солнечные и Лунные затмения
Закон прямолинейного распространения света. Солнечные и Лунные затмения Заземляющие устройства в эл. сетях. Методика их расчета
Заземляющие устройства в эл. сетях. Методика их расчета Електричні двигуни
Електричні двигуни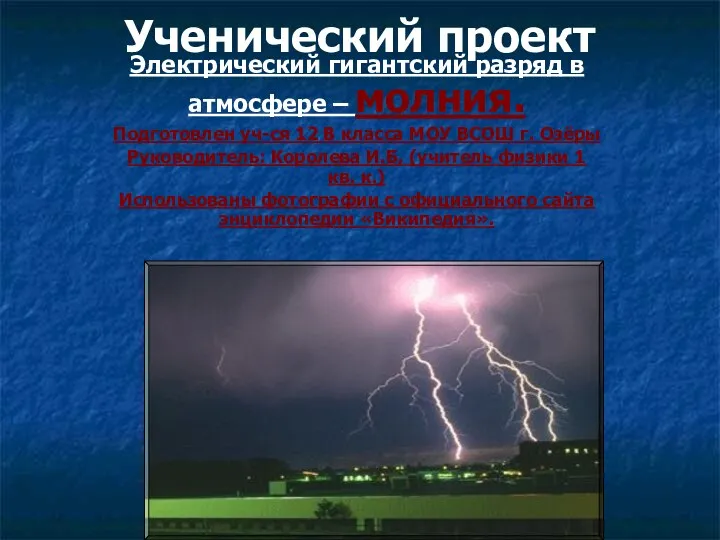 Проек по теме Молния
Проек по теме Молния Инфракрасная спектроскопия
Инфракрасная спектроскопия Системы переменного тока на вертолёте МИ-8МТВ-1
Системы переменного тока на вертолёте МИ-8МТВ-1 Технология RFID
Технология RFID Сферическое движение
Сферическое движение Изучение механизмов и их работа Тема: Повторение тем
Изучение механизмов и их работа Тема: Повторение тем Зубчатые передачи с зацеплением
Зубчатые передачи с зацеплением Колесные пары. Устройство и ремонт тепловозов
Колесные пары. Устройство и ремонт тепловозов Методы и техника исследований и измерений характеристик ТЭП, ЭГЭ, ЭГК на предреакторной и реакторной экспериментальных базах
Методы и техника исследований и измерений характеристик ТЭП, ЭГЭ, ЭГК на предреакторной и реакторной экспериментальных базах Жарықтың жұтылуы (абсорбция)
Жарықтың жұтылуы (абсорбция) Конические зубчатые передачи
Конические зубчатые передачи Раздаточная коробка передач в автомобиле
Раздаточная коробка передач в автомобиле Термодинамика. Идеальный газ. Законы идеального газа
Термодинамика. Идеальный газ. Законы идеального газа Механическая работа. Мощность
Механическая работа. Мощность Законы сохранения в механике
Законы сохранения в механике Тема №4. Электрооборудование. Занятие №1. Общее устройство электрооборудования
Тема №4. Электрооборудование. Занятие №1. Общее устройство электрооборудования Колебания и волны. Тема 5
Колебания и волны. Тема 5 Электромагнитная индукция
Электромагнитная индукция Электрическое поле в вакууме
Электрическое поле в вакууме Метод гидро- и сольвотермального синтеза
Метод гидро- и сольвотермального синтеза Электрический ток в газах
Электрический ток в газах