- Колесные пары. Устройство и ремонт тепловозов

Содержание
- 2. Изучить устройство колесной пары и ее элементов; нормы допусков и износов элементов; неисправности колесных пар, с
- 3. воспринимают вертикальные нагрузки от кузова, тележек, ТЭД и передают эти нагрузки на рельсы; К.П. при движении
- 4. Устройство колесной пары тепловоза
- 5. Техническая характеристика
- 6. Ось с посаженным зубчатым колесом (собранным УЗК) запрессовывают в колёсные центры в холодном состоянии. Перед установкой
- 7. Общее устройство колесной пары тепловоза 1.Буксовая шейка 2.Предподступичная часть оси 3.4.Подступичные части оси 5. Шейка под
- 8. Ось колесной пары
- 9. Бандаж колесной пары
- 10. Знаки и клейма колесных пар
- 11. При формировании, ремонте и освидетельствовании колесных пар применяются следующие знаки и клейма: - клеймо в форме
- 12. - клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары (спрессовка с оси всех
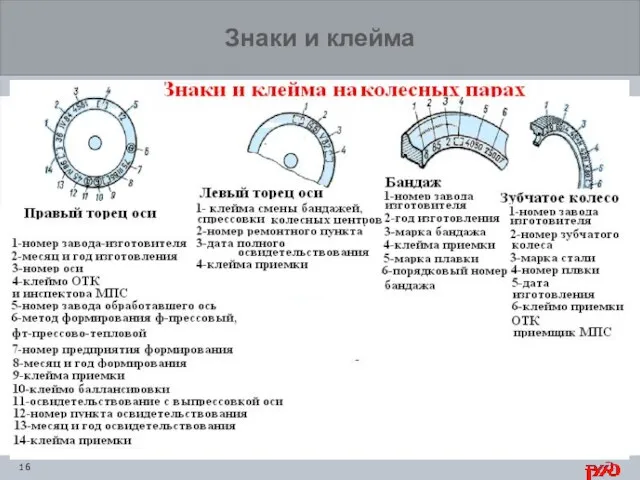
- 13. Клейма и знаки на правом торце оси зона I - знаки маркировки и клеймения при изготовлении
- 14. Клейма и знаки на левом торце оси 1 – место постановки клейм смены бандажей, спрессовки левого
- 15. Знаки и клейма на наружной грани бандажа 1 — условный номер или товарный знак предприятия-изготовителя; 2
- 16. 111 Знаки и клейма
- 17. Осмотр и освидетельствование колесных пар. Для проверки состояния и своевременного изъятия из эксплуатации колесных пар, угрожающих
- 18. Осмотр колесных пар производится пар производится ежесменно перед выездом из депо, во время остановок на промежуточных
- 19. Осмотр колесных пар Отсутствие трещин, ползунов, выбоин, раздавленностей, вмятин, отколов, раковин, выщербин недопустимых размеров на бандажах
- 20. Обыкновенное освидетельствование колесных пар: Выполняться все проверки, предусмотренные осмотром колесных пар под ТПС и дополнительно проводиться:
- 21. Обыкновенное освидетельствование колесных пар: проверка состояния пружинных пакетов и заклепок зубчатых колес, плотность насадки косозубых венцов,
- 22. Полное освидетельствование колесных пар: При полном освидетельствовании колесных пар должны выполняться все работы, предусмотренные обыкновенным освидетельствованием.
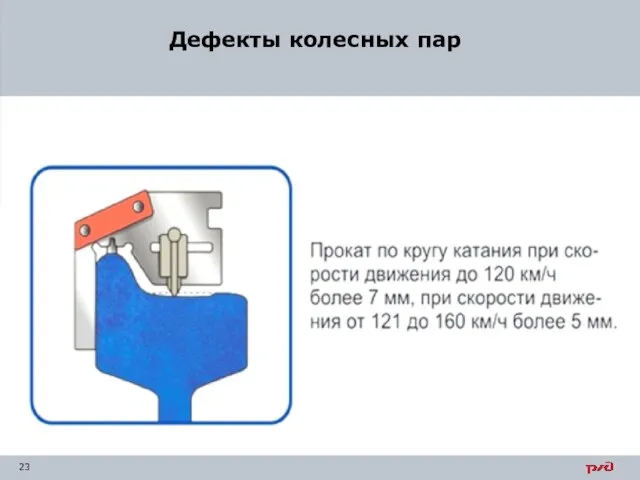
- 23. Дефекты колесных пар
- 24. Дефекты колесных пар
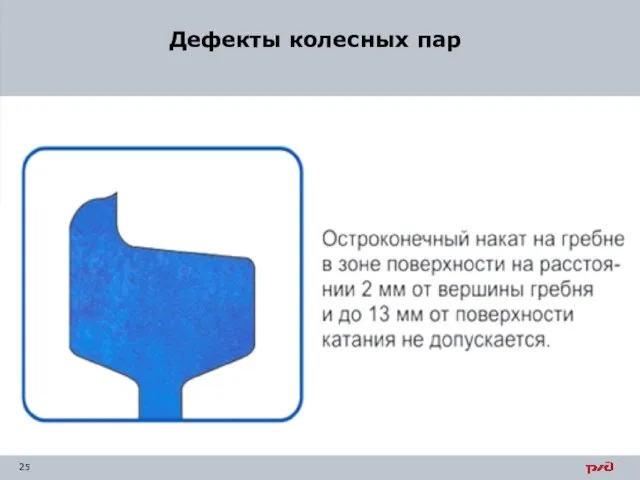
- 25. Дефекты колесных пар
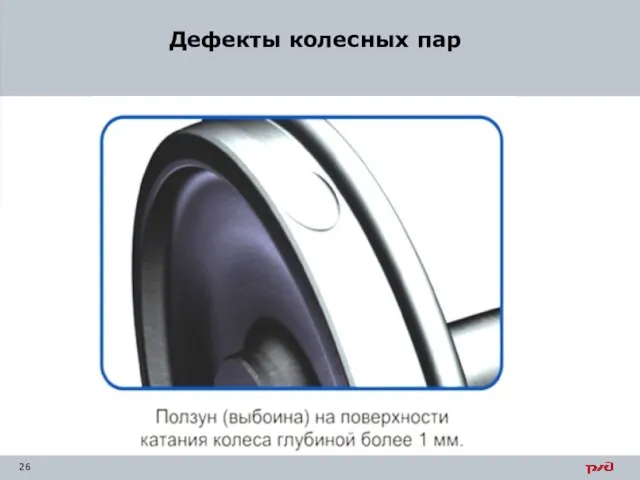
- 26. Дефекты колесных пар
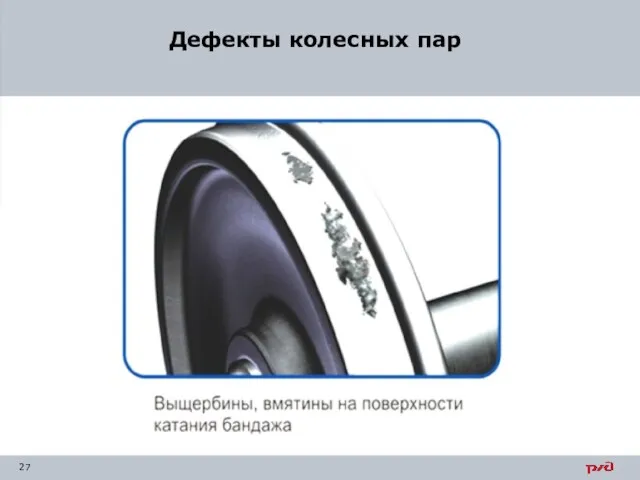
- 27. Дефекты колесных пар
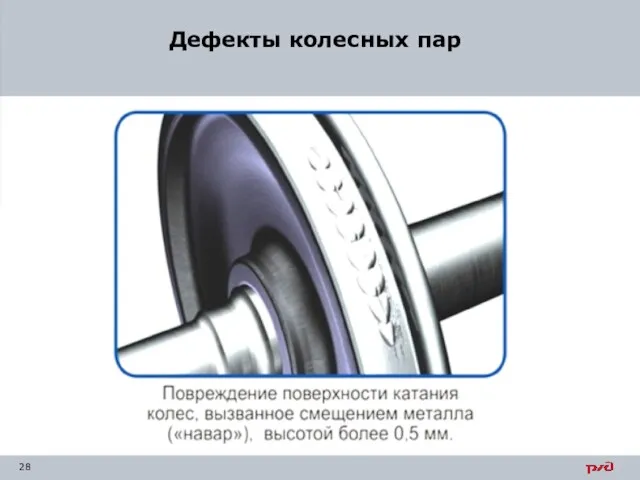
- 28. Дефекты колесных пар
- 29. Дефекты колесных пар
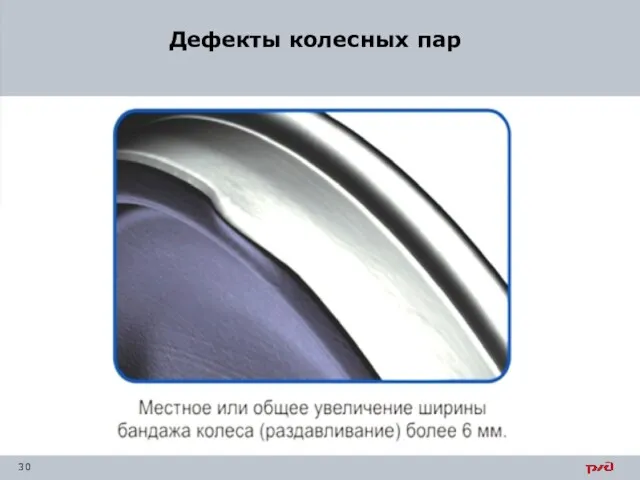
- 30. Дефекты колесных пар
- 31. Дефекты колесных пар
- 32. Дефекты колесных пар
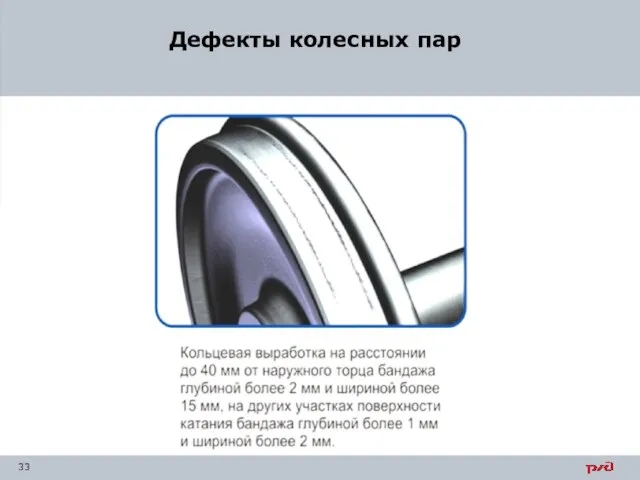
- 33. Дефекты колесных пар
- 34. Дефекты колесных пар
- 35. Допускаемая скорость следования поезда в зависимости от глубины ползуна (выбоины)
- 37. Скачать презентацию
Изучить устройство колесной пары и ее элементов; нормы допусков и износов
воспринимают вертикальные нагрузки от кузова, тележек, ТЭД и передают эти
воспринимают вертикальные нагрузки от кузова, тележек, ТЭД и передают эти

Устройство колесной пары тепловоза
Устройство колесной пары тепловоза
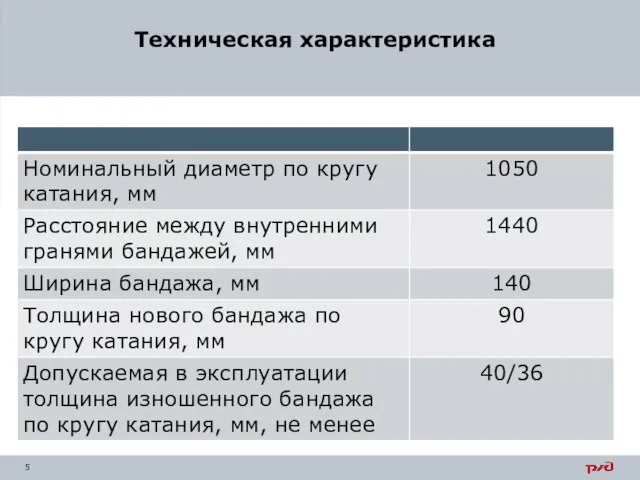
Техническая характеристика
Техническая характеристика
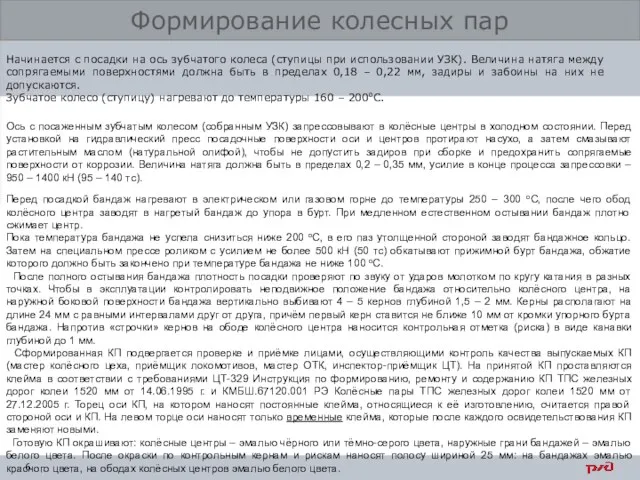
Ось с посаженным зубчатым колесом (собранным УЗК) запрессовывают в колёсные
Ось с посаженным зубчатым колесом (собранным УЗК) запрессовывают в колёсные

Общее устройство колесной пары тепловоза
1.Буксовая шейка
2.Предподступичная часть оси
3.4.Подступичные части оси
5. Шейка
Общее устройство колесной пары тепловоза
1.Буксовая шейка 2.Предподступичная часть оси 3.4.Подступичные части оси 5. Шейка
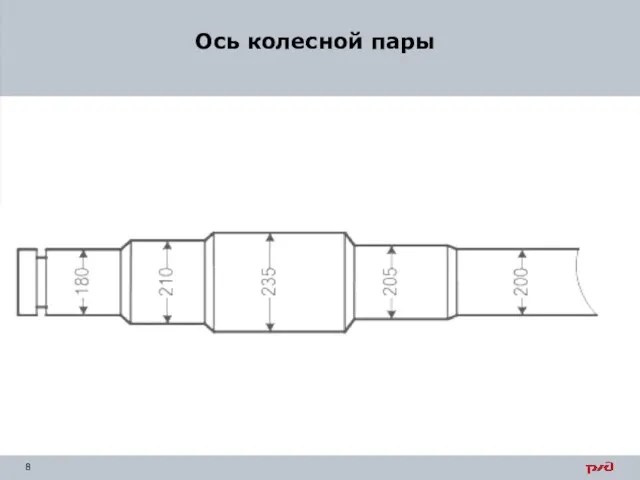
Ось колесной пары
Ось колесной пары
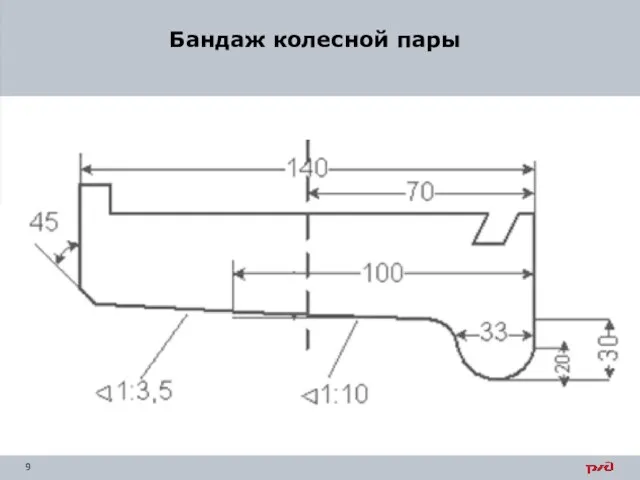
Бандаж колесной пары
Бандаж колесной пары
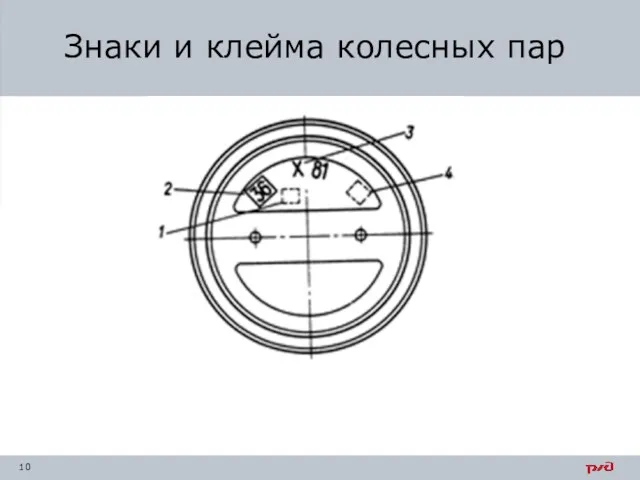
Знаки и клейма колесных пар
Знаки и клейма колесных пар
При формировании, ремонте и освидетельствовании колесных пар применяются следующие знаки
При формировании, ремонте и освидетельствовании колесных пар применяются следующие знаки
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной
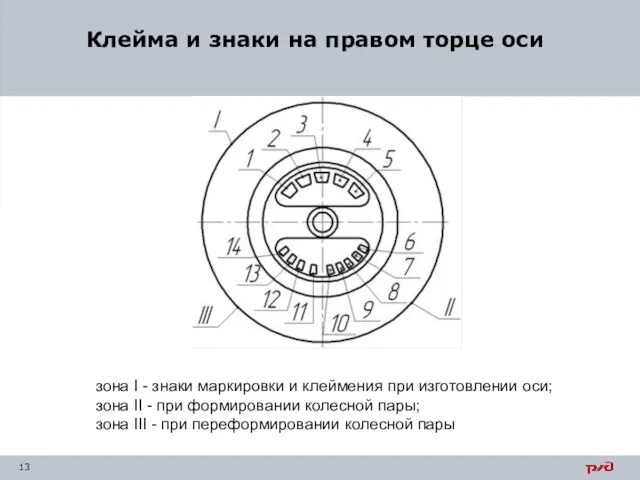
Клейма и знаки на правом торце оси
зона I - знаки маркировки
Клейма и знаки на правом торце оси
зона I - знаки маркировки
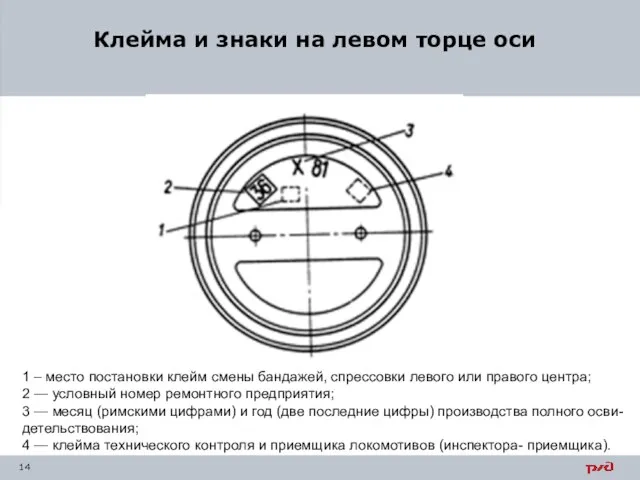
Клейма и знаки на левом торце оси
1 – место постановки клейм
Клейма и знаки на левом торце оси
1 – место постановки клейм
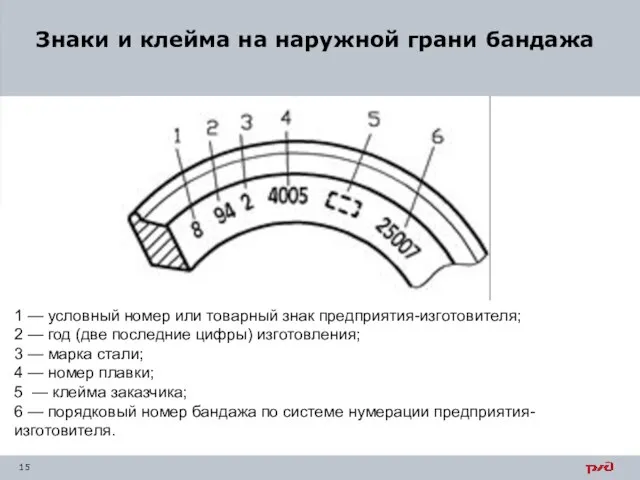
Знаки и клейма на наружной грани бандажа
1 — условный номер или
Знаки и клейма на наружной грани бандажа
1 — условный номер или
111
Знаки и клейма
111
Знаки и клейма
Осмотр и освидетельствование колесных пар.
Для проверки состояния и своевременного изъятия из
Осмотр и освидетельствование колесных пар.
Для проверки состояния и своевременного изъятия из
Осмотр колесных пар производится пар производится ежесменно перед выездом из депо,
Осмотр колесных пар производится пар производится ежесменно перед выездом из депо,
Осмотр колесных пар
Отсутствие трещин, ползунов, выбоин, раздавленностей, вмятин, отколов, раковин,
Осмотр колесных пар
Отсутствие трещин, ползунов, выбоин, раздавленностей, вмятин, отколов, раковин,
Обыкновенное освидетельствование колесных пар:
Выполняться все проверки, предусмотренные осмотром колесных пар под
Обыкновенное освидетельствование колесных пар:
Выполняться все проверки, предусмотренные осмотром колесных пар под
Обыкновенное освидетельствование колесных пар:
проверка состояния пружинных пакетов и заклепок зубчатых колес,
Обыкновенное освидетельствование колесных пар:
проверка состояния пружинных пакетов и заклепок зубчатых колес,
Полное освидетельствование колесных пар:
При полном освидетельствовании колесных пар должны выполняться все
Полное освидетельствование колесных пар:
При полном освидетельствовании колесных пар должны выполняться все
Дефекты колесных пар
Дефекты колесных пар

Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар

Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар

Дефекты колесных пар
Дефекты колесных пар

Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар
Дефекты колесных пар

Дефекты колесных пар
Дефекты колесных пар
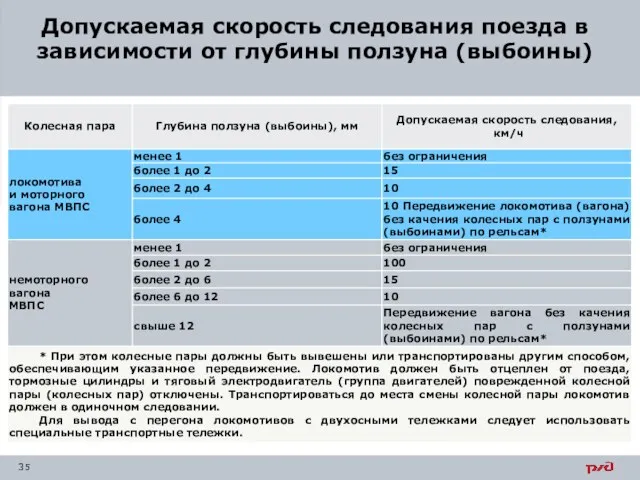
Допускаемая скорость следования поезда в зависимости от глубины ползуна (выбоины)
Допускаемая скорость следования поезда в зависимости от глубины ползуна (выбоины)
 Примеры задач к курсу Гидропривод
Примеры задач к курсу Гидропривод Компенсация реактивной мощности. Синхронные двигатели. Лекция 05
Компенсация реактивной мощности. Синхронные двигатели. Лекция 05 Полный привод Audi quattro
Полный привод Audi quattro Прямолинейное равноускоренное движение
Прямолинейное равноускоренное движение A4CFx – New Alpha. Power Train Variation Engine
A4CFx – New Alpha. Power Train Variation Engine Светодиоды. Светодиодные лампы или светодиодные светильники
Светодиоды. Светодиодные лампы или светодиодные светильники Фізика як наука
Фізика як наука Об открытии закона Архимеда.
Об открытии закона Архимеда. Общие сведения о деталях машин
Общие сведения о деталях машин Основы расчета реакторов
Основы расчета реакторов Асинхронные генераторы
Асинхронные генераторы Простые механизмы
Простые механизмы Электроразведка. Электрическое и магнитное поля
Электроразведка. Электрическое и магнитное поля Гидравлический пресс
Гидравлический пресс Инструкция пользователя MyKia 2. 0
Инструкция пользователя MyKia 2. 0 Способы соединения жил кабелей
Способы соединения жил кабелей Физика в баскетболе
Физика в баскетболе “Положение тела в пространстве”
“Положение тела в пространстве” Фізика у XVII столітті
Фізика у XVII столітті Пластыкалық қалдықтар
Пластыкалық қалдықтар Урок-презентация по теме Звуковой барьер
Урок-презентация по теме Звуковой барьер Магнит өрісі. Магнит индукция векторы
Магнит өрісі. Магнит индукция векторы Автоматизация производственных процессов в машиностроении
Автоматизация производственных процессов в машиностроении Введение в Физику
Введение в Физику Презентация по теме Сила тока
Презентация по теме Сила тока Резьбовые соединения (РС)
Резьбовые соединения (РС) Geely atlas
Geely atlas Основы триботехники. Лекция 1
Основы триботехники. Лекция 1