- Соединения неразъемные

Содержание
- 2. Определения: Соединения − неподвижные связи между элементами машин. Соединение деталей – конструктивное обеспечение их контакта с
- 3. Классификация соединений: по возможности разборки без разрушения соединяемых деталей – разъёмные и неразъёмные соединения; по возможности
- 4. Заклёпочные соединения. Определение: Заклёпочное (клёпаное) соединение - неразъёмное неподвижное соединение, образованное с применением специальных закладных деталей
- 5. Рис. 12.1. Заклёпочное соединение: а – в процессе сборки; б – в собранном виде 1, 2
- 6. Определение: Заклёпочный шов − ряд заклёпок, соединяющих кромки двух или нескольких деталей.
- 7. 1) по функциональному назначению – прочные, предназначенные только для передачи нагрузки; плотные, обеспечивающие герметичное разделение сред,
- 8. Рис. 12.2. Основные типы заклёпочных швов: а – нахлёсточный; б – стыковой с одной накладкой; в
- 9. Рис. 12.3. Некоторые виды заклёпок : а) со сферической головкой; б) с потайной головкой; в) с
- 10. Материалы для изготовления заклёпок Требования к материалу заклёпки: 1) высокая пластичность и незакаливаемость при нагревании; 2)
- 11. Рис. 12.5. Напряжения в заклёпочном шве 4 вида возможных разрушений заклёпочного шва: срез заклёпки; смятие заклёпки
- 12. Сварные соединения Определение: Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных связей между деталями при
- 13. Достоинства и недостатки сварных соединений Достоинства : 1) высокая технологичность сварки, обусловливающая низкую стоимость сварного соединения;
- 14. Недостатки: 1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении; 2) возможность создания в
- 15. Некоторые разновидности технологических процессов получения сварных соединений По наличию источника тепла: холодная сварка, сварка с нагреванием;
- 16. Электродуговая сварка плавлением находит самое широкое применение в промышленности, строительстве и других областях производства, как с
- 17. Определения: Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным швом. Формирование сварочного шва
- 18. Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в) тавровое; г) нахлёсточное; д) торцовое
- 20. Рис. 12.8. Расположение сварочных швов по отношению к действующей нагрузке: а) лобовой; б) фланговый; в) косой;
- 21. Паяные и клеевые соединения. Определение: Паяные соединения - соединения, образованные за счет химического или физического (адгезия,
- 22. Достоинства и недостатки паяных соединений Достоинства паяных соединений: 1) возможность соединения разнородных материалов; 2) возможность соединения
- 23. Припои: 1) низкотемпературные (Тпл 2) среднетемпературные или мягкие (150...200 3) высокотемпературные или твердые (350...400
- 24. Флюсы при пайке предназначены для защиты металла от окисления и удаления окисной пленки. Флюсы бывают твердые,
- 25. Клеевые соединения Определение Клеевые соединения − соединения, образованные под действием адгезионных сил, возникающих при затвердевании или
- 27. Скачать презентацию
Определения:
Соединения − неподвижные связи между элементами машин.
Соединение деталей – конструктивное
Определения:
Соединения − неподвижные связи между элементами машин.
Соединение деталей – конструктивное

Классификация соединений:
по возможности разборки без разрушения соединяемых деталей – разъёмные и
Классификация соединений:
по возможности разборки без разрушения соединяемых деталей – разъёмные и
Заклёпочные соединения.
Определение:
Заклёпочное (клёпаное) соединение - неразъёмное неподвижное соединение, образованное с
Заклёпочные соединения.
Определение:
Заклёпочное (клёпаное) соединение - неразъёмное неподвижное соединение, образованное с
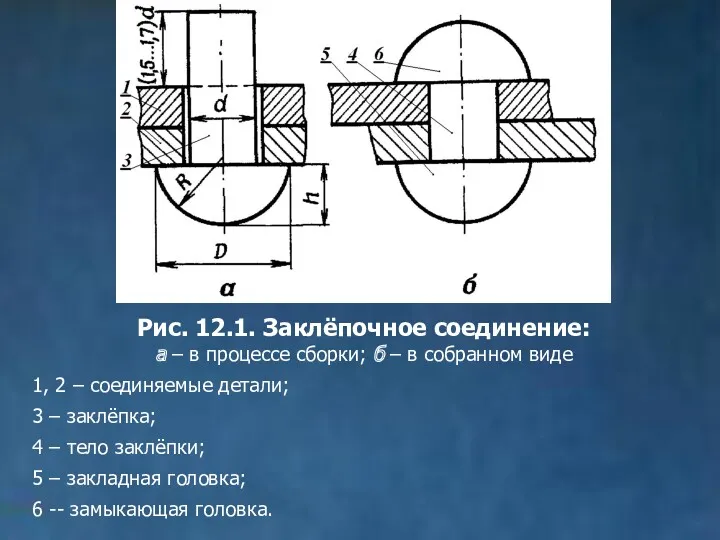
Рис. 12.1. Заклёпочное соединение:
а – в процессе сборки; б – в
Рис. 12.1. Заклёпочное соединение: а – в процессе сборки; б – в
Определение:
Заклёпочный шов − ряд заклёпок, соединяющих кромки двух или нескольких деталей.
Определение:
Заклёпочный шов − ряд заклёпок, соединяющих кромки двух или нескольких деталей.
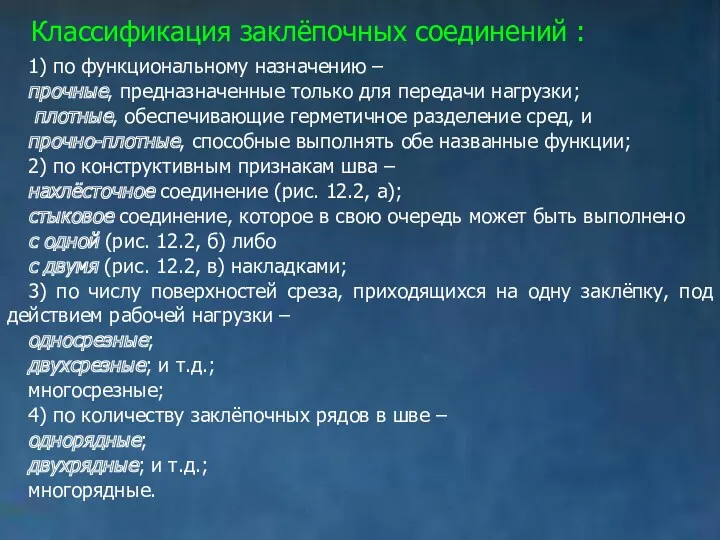
1) по функциональному назначению –
прочные, предназначенные только для передачи нагрузки;
1) по функциональному назначению –
прочные, предназначенные только для передачи нагрузки;
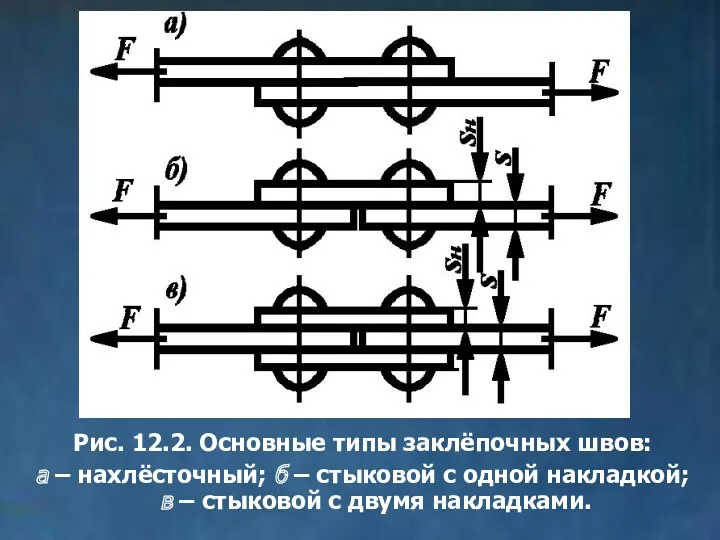
Рис. 12.2. Основные типы заклёпочных швов:
а – нахлёсточный; б –
Рис. 12.2. Основные типы заклёпочных швов:
а – нахлёсточный; б –

Рис. 12.3. Некоторые виды заклёпок : а) со сферической головкой; б)
Рис. 12.3. Некоторые виды заклёпок : а) со сферической головкой; б)

Материалы для изготовления заклёпок
Требования к материалу заклёпки:
1) высокая пластичность и незакаливаемость
Материалы для изготовления заклёпок
Требования к материалу заклёпки:
1) высокая пластичность и незакаливаемость
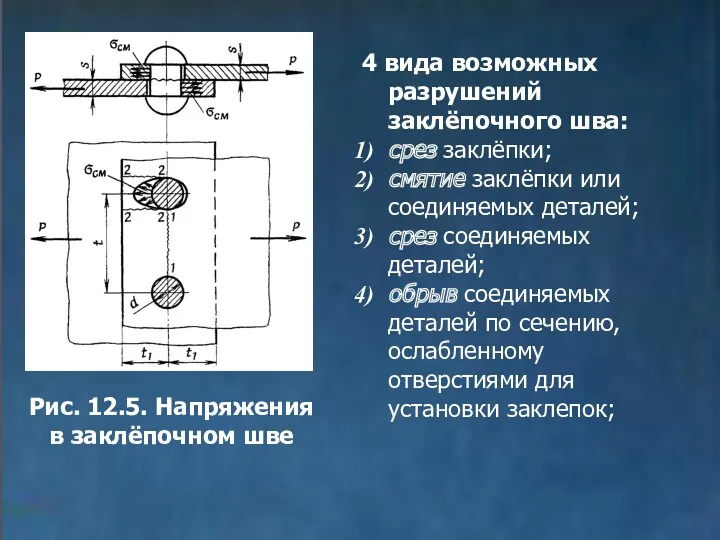
Рис. 12.5. Напряжения в заклёпочном шве
4 вида возможных разрушений заклёпочного
Рис. 12.5. Напряжения в заклёпочном шве
4 вида возможных разрушений заклёпочного
Сварные соединения
Определение:
Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных
Сварные соединения
Определение:
Сварные соединения – неразъёмные соединения, образованные посредством установления межатомных
Достоинства и недостатки сварных соединений
Достоинства :
1) высокая технологичность сварки, обусловливающая низкую
Достоинства и недостатки сварных соединений
Достоинства :
1) высокая технологичность сварки, обусловливающая низкую

Недостатки:
1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении;
2)
Недостатки:
1) коробление (самопроизвольная деформация) изделий в процессе сварки и при старении;
2)

Некоторые разновидности технологических процессов получения сварных соединений
По наличию источника тепла: холодная
Некоторые разновидности технологических процессов получения сварных соединений
По наличию источника тепла: холодная
Электродуговая сварка плавлением
находит самое широкое применение в промышленности, строительстве
Электродуговая сварка плавлением
находит самое широкое применение в промышленности, строительстве
Определения:
Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным
Определения:
Металл, затвердевший после расплавления и соединяющий сваренные детали соединения, называют сварочным

Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в)
Рис. 12.6. Конструктивные типы сварных соединений: а) стыковое; б) угловое; в)


Рис. 12.8. Расположение сварочных швов
по отношению к действующей нагрузке:
а)
Рис. 12.8. Расположение сварочных швов по отношению к действующей нагрузке: а)

Паяные и клеевые соединения.
Определение:
Паяные соединения - соединения, образованные за счет
Паяные и клеевые соединения.
Определение:
Паяные соединения - соединения, образованные за счет
Достоинства и недостатки паяных соединений
Достоинства паяных соединений:
1) возможность соединения разнородных материалов;
2)
Достоинства и недостатки паяных соединений
Достоинства паяных соединений:
1) возможность соединения разнородных материалов;
2)
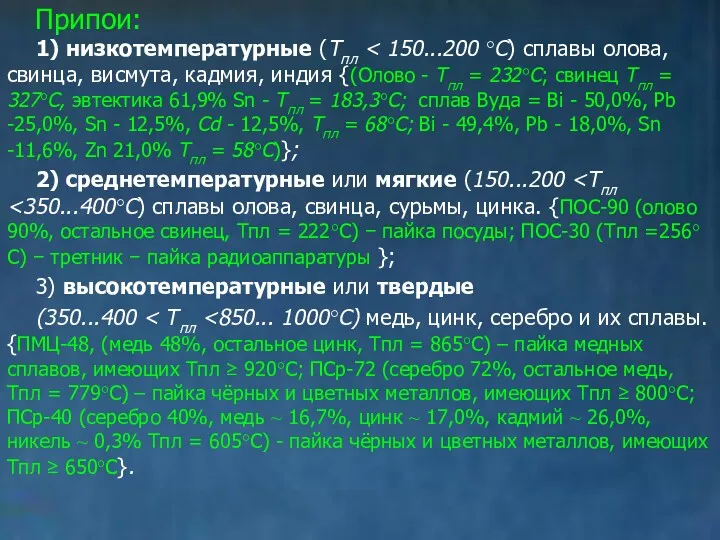
Припои:
1) низкотемпературные (Тпл < 150...200 °С) сплавы олова, свинца, висмута,
Припои:
1) низкотемпературные (Тпл < 150...200 °С) сплавы олова, свинца, висмута,
Флюсы при пайке предназначены для защиты металла от окисления и удаления
Флюсы при пайке предназначены для защиты металла от окисления и удаления
Клеевые соединения
Определение
Клеевые соединения − соединения, образованные под действием адгезионных сил, возникающих
Клеевые соединения
Определение
Клеевые соединения − соединения, образованные под действием адгезионных сил, возникающих
 Термодинамика. Теплота
Термодинамика. Теплота Еркін және еріксіз тербелістер. Резонанс
Еркін және еріксіз тербелістер. Резонанс Понятие о технической системе. 6 класс
Понятие о технической системе. 6 класс Урок по теме: Функциональная зависимость
Урок по теме: Функциональная зависимость Medbiophysics as a branch of applied physics. Mechanical vibrations in the medical applications
Medbiophysics as a branch of applied physics. Mechanical vibrations in the medical applications Построение и применение комплексов радиорелейной, тропосферной, спутниковой связи
Построение и применение комплексов радиорелейной, тропосферной, спутниковой связи Силы в природе, законы Ньютона
Силы в природе, законы Ньютона Электростатическое поле в вакууме
Электростатическое поле в вакууме Рулевое управление
Рулевое управление Катушки со сталью в цепи синусоидального тока
Катушки со сталью в цепи синусоидального тока Биологическое действие радиации. Закон радиоактивного распада
Биологическое действие радиации. Закон радиоактивного распада Заттың тығыздығы
Заттың тығыздығы Центр тяжести
Центр тяжести Устойчивость элементов конструкций
Устойчивость элементов конструкций Электрические однофазные цепи синусоидального тока
Электрические однофазные цепи синусоидального тока Курс лекций по сопротивлению материалов (11- 18)
Курс лекций по сопротивлению материалов (11- 18)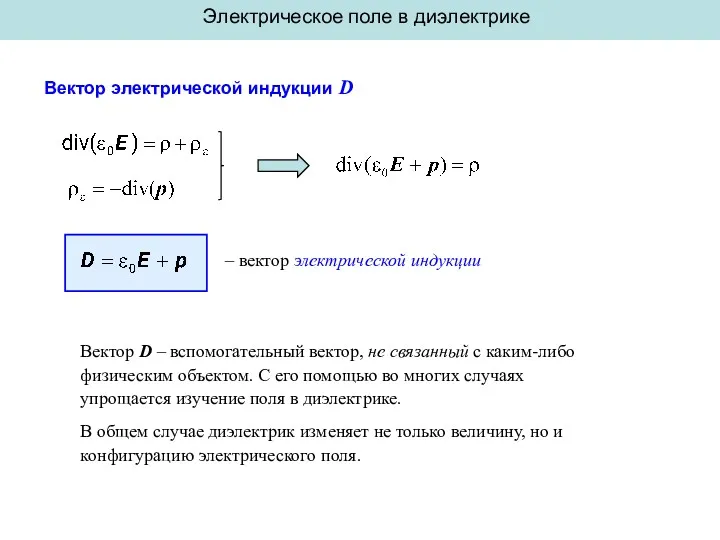 Электрическое поле в диэлектрике
Электрическое поле в диэлектрике 1. Строение атома
1. Строение атома Газды разряд түрлері
Газды разряд түрлері Литография. Виды литографии
Литография. Виды литографии Эксперимент на уроках физики в основной школе как средство формирования УУД
Эксперимент на уроках физики в основной школе как средство формирования УУД Параметри електричних ланцюгів змінного струму
Параметри електричних ланцюгів змінного струму Законы сохранения в механике
Законы сохранения в механике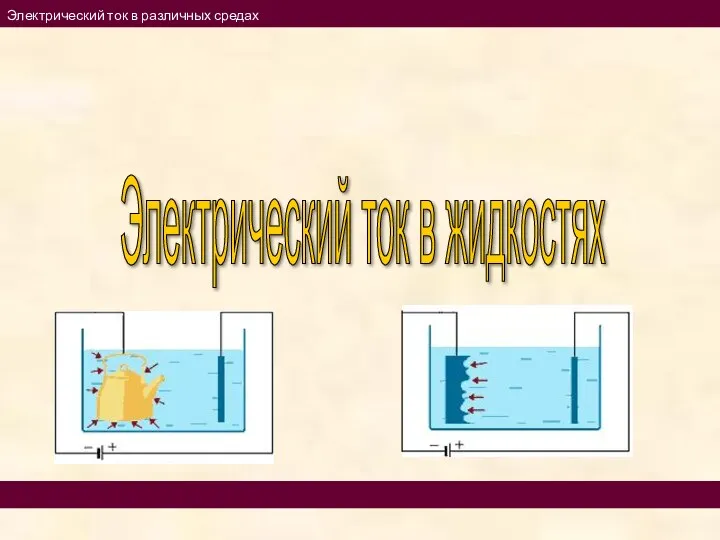 Электрический ток в различных средах
Электрический ток в различных средах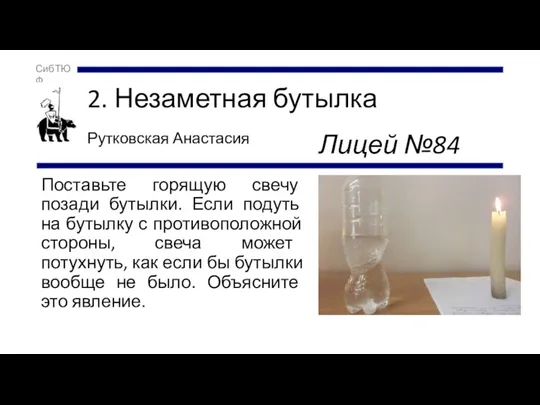 Незаметная бутылка. Эксперимент
Незаметная бутылка. Эксперимент Сдвиг и кручение. Закон Гука при сдвиге. Условие прочности при чистом сдвиге
Сдвиг и кручение. Закон Гука при сдвиге. Условие прочности при чистом сдвиге Кран вспомогательного тормоза №254
Кран вспомогательного тормоза №254 Строительство и эксплуатация зданий и сооружений. Техническая механика
Строительство и эксплуатация зданий и сооружений. Техническая механика