- Способы восстановления деталей

Содержание
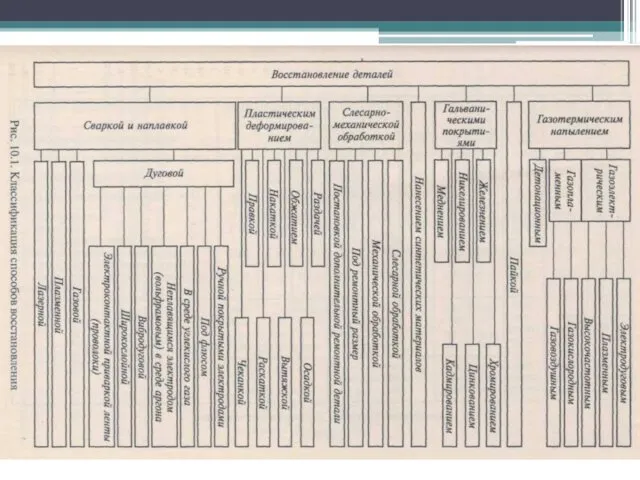
- 2. Классификация способов восстановления деталей Основная задача, которую преследуют ремонтные предприятия, это снижение себестоимости ремонта машин и
- 3. Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по сравнению с изготовлением новых деталей
- 4. Несмотря на рентабельность, трудоемкость восстановления деталей еще неоправданно высока и даже на крупных ремонтных предприятиях в
- 5. Основой технологического цикла восстановления потребительских свойств автомобиля являются ремонтные технологические процессы, основанные на различных способах воздействия
- 6. Основные способы воздействия на материал детали: механические, основанные на: - резании лезвийным и абразивным инструментом (сверление,
- 7. тепловые — воздействие на металл при образовании неразъемных соединений, при восстановлении размеров детали сваркой, наплавкой и
- 9. ЛЕЗВИЙНАЯ ОБРАБОТКА ДЕТАЛЕЙ Технологические операции сверления Движения осевого инструмента при обработке отверстий на разных операциях: а
- 10. Сверление выполняется спиральными сверлами диаметром до 80 мм и обеспечивает точность не выше 12—14-го квалитетов и
- 11. Развертывание отверстий - чистовая операция, обеспечивает точность до 7— 9-го квалитетов и шероховатость Ra 0,8...1,6 мкм.
- 12. ТОНКОЕ РАСТАЧИВАНИЕ ОТВЕРСТИЙ Применяется перед хонингованием, суперфинишированием, полированием: - для увеличения диаметра и улучшения точностных параметров
- 13. Инструмент – специальные расточные резцы с прямоугольным или круглым сечением стержня и режущей кромкой, расположенной выше
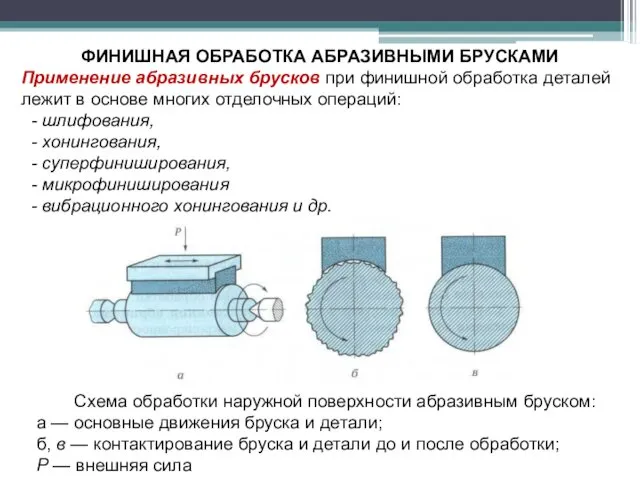
- 14. ФИНИШНАЯ ОБРАБОТКА АБРАЗИВНЫМИ БРУСКАМИ Применение абразивных брусков при финишной обработка деталей лежит в основе многих отделочных
- 15. Абразивные бруски охватывают и срезают выступающие участки микро- и макро неровностей. Удельная площадь опорной поверхности: -
- 16. ШЛИФОВАНИЕ Шлифование используется как метод предварительной и окончательной обработки плоских и цилиндрических поверхностей абразивными кругами. При
- 17. ХОНИНГОВАНИЕ Применяется после растачивания, развертывания и шлифования: - для отделки отверстий с целью повышения точности его
- 18. Способы крепления хона при разном числе степеней свободы детали: а, б — жесткое; в, — одношарнирное;
- 19. Конструкции хонов с двухшарнирным (а), одношарнирным (б) и жестким креплением: 1 – планка, 2 – кольцевая
- 20. Разновидность хонингования - вибрационное хонингование, Хону или детали придается дополнительное круговое или возвратно-поступательное движение с малой
- 21. При хонинговании применяются бруски из электрокорунда, карбида кремния или синтетических алмазов. Процесс хонингования обычно осуществляется при
- 22. Хонингование применяется и при отделке наружных поверхностей тел вращения, в частности шеек коленчатых валов. Хонинговальное устройство
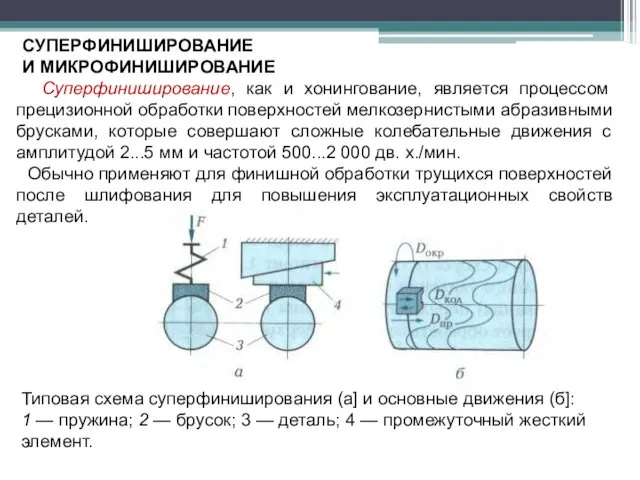
- 23. СУПЕРФИНИШИРОВАНИЕ И МИКРОФИНИШИРОВАНИЕ Суперфиниширование, как и хонингование, является процессом прецизионной обработки поверхностей мелкозернистыми абразивными брусками, которые
- 24. Наиболее распространенные схемы суперфиниширования: а — в центрах с продольной и поперечной подачей; б — бесцентровое;
- 25. При обработке шеек коленчатых, кулачковых и других ответственных валов, когда одновременно с повышением качества поверхности необходимо
- 26. Микрофиниширование применяется при обработке шеек коленчатых и распределительных валов, тормозных барабанов, поршневых пальцев, плунжеров, валов коробок
- 27. ПОЛИРОВАНИЕ АБРАЗИВНОЙ ЛЕНТОЙ И МЯГКИМИ КРУГАМИ Обработка абразивной лентой (полирование) применяется как завершающая операция в тех
- 28. Полирование на ручных машинках при зачистке деталей
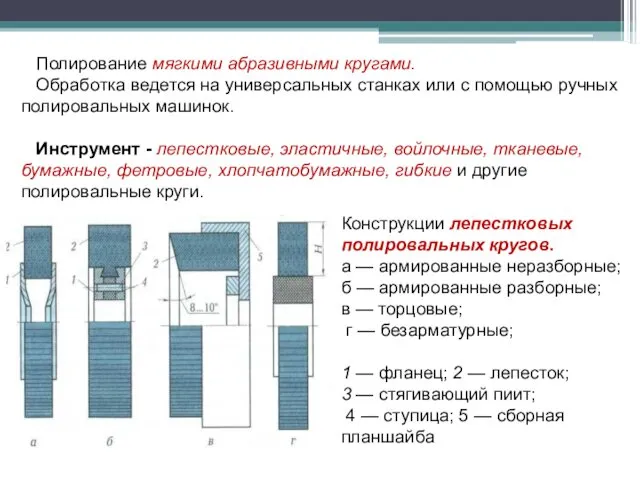
- 29. Полирование мягкими абразивными кругами. Обработка ведется на универсальных станках или с помощью ручных полировальных машинок. Инструмент
- 30. Войлочные круги – обладают: - большой эластичностью, - хорошо поддаются правке, - прочно удерживают нанесенные на
- 32. Скачать презентацию
Классификация способов восстановления деталей
Основная задача, которую преследуют ремонтные предприятия, это снижение
Классификация способов восстановления деталей
Основная задача, которую преследуют ремонтные предприятия, это снижение
Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по
Технологии восстановления деталей относятся к разряду наиболее ресурсосберегающих, так как по
Несмотря на рентабельность, трудоемкость восстановления деталей еще неоправданно высока и даже
Основой технологического цикла восстановления потребительских свойств автомобиля являются ремонтные технологические
Основой технологического цикла восстановления потребительских свойств автомобиля являются ремонтные технологические
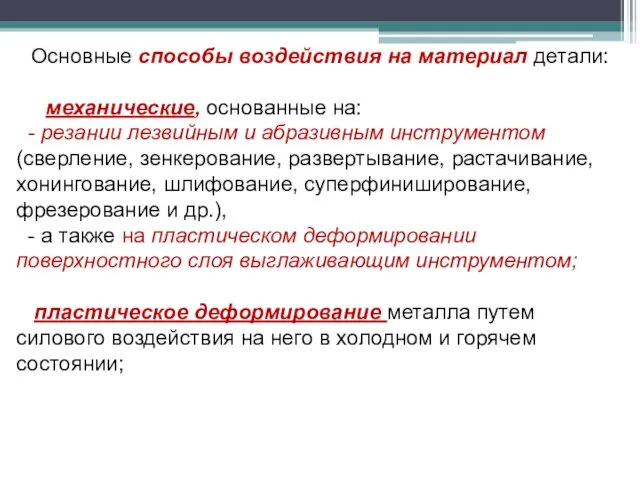
Основные способы воздействия на материал детали:
механические, основанные на:
-
Основные способы воздействия на материал детали:
механические, основанные на:
-
тепловые — воздействие на металл при образовании неразъемных соединений, при
тепловые — воздействие на металл при образовании неразъемных соединений, при
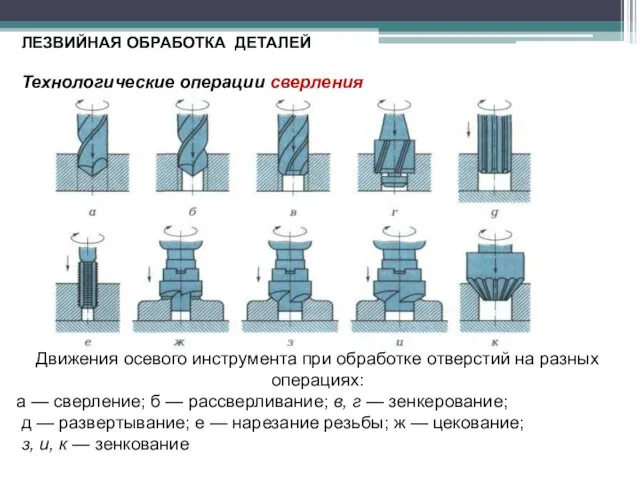
ЛЕЗВИЙНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Технологические операции сверления
Движения осевого инструмента при обработке отверстий на
ЛЕЗВИЙНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Технологические операции сверления
Движения осевого инструмента при обработке отверстий на
Сверление выполняется спиральными сверлами диаметром до 80 мм и обеспечивает
Сверление выполняется спиральными сверлами диаметром до 80 мм и обеспечивает
Развертывание отверстий - чистовая операция, обеспечивает точность до 7— 9-го
Развертывание отверстий - чистовая операция, обеспечивает точность до 7— 9-го
ТОНКОЕ РАСТАЧИВАНИЕ ОТВЕРСТИЙ
Применяется перед хонингованием, суперфинишированием, полированием:
- для увеличения
ТОНКОЕ РАСТАЧИВАНИЕ ОТВЕРСТИЙ
Применяется перед хонингованием, суперфинишированием, полированием:
- для увеличения

Инструмент – специальные расточные резцы с прямоугольным или круглым сечением
Инструмент – специальные расточные резцы с прямоугольным или круглым сечением
ФИНИШНАЯ ОБРАБОТКА АБРАЗИВНЫМИ БРУСКАМИ
Применение абразивных брусков при финишной обработка деталей лежит
ФИНИШНАЯ ОБРАБОТКА АБРАЗИВНЫМИ БРУСКАМИ
Применение абразивных брусков при финишной обработка деталей лежит
Абразивные бруски охватывают и срезают выступающие участки микро- и макро
Абразивные бруски охватывают и срезают выступающие участки микро- и макро
ШЛИФОВАНИЕ
Шлифование используется как метод предварительной и окончательной обработки плоских
ШЛИФОВАНИЕ
Шлифование используется как метод предварительной и окончательной обработки плоских
ХОНИНГОВАНИЕ
Применяется после растачивания, развертывания и шлифования:
- для отделки
ХОНИНГОВАНИЕ
Применяется после растачивания, развертывания и шлифования:
- для отделки
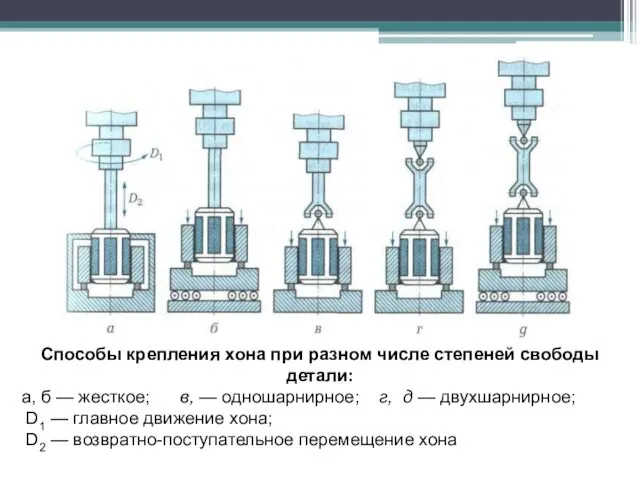
Способы крепления хона при разном числе степеней свободы детали:
а, б —
Способы крепления хона при разном числе степеней свободы детали:
а, б —

Конструкции хонов с двухшарнирным (а), одношарнирным (б)
и жестким креплением:
1 –
Конструкции хонов с двухшарнирным (а), одношарнирным (б)
и жестким креплением:
1 –
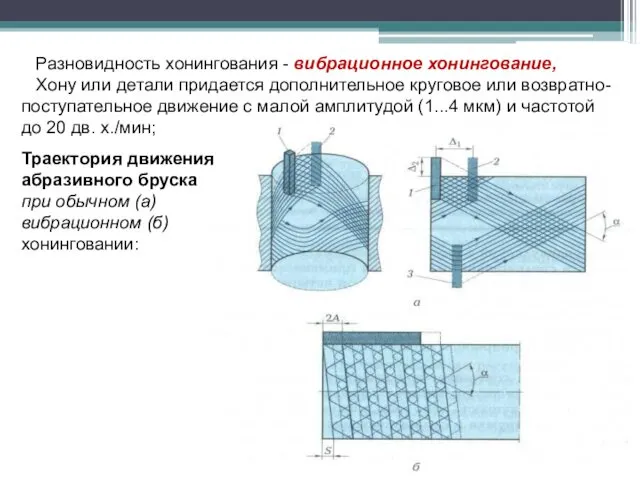
Разновидность хонингования - вибрационное хонингование,
Хону или детали придается
Разновидность хонингования - вибрационное хонингование,
Хону или детали придается
При хонинговании применяются бруски из электрокорунда, карбида кремния или синтетических
При хонинговании применяются бруски из электрокорунда, карбида кремния или синтетических
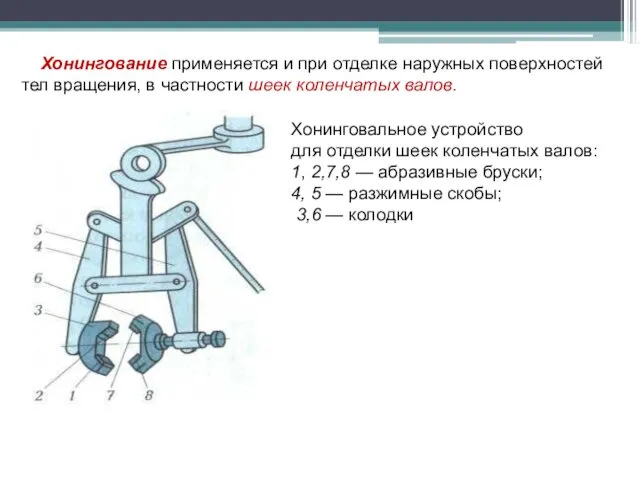
Хонингование применяется и при отделке наружных поверхностей тел вращения, в
Хонингование применяется и при отделке наружных поверхностей тел вращения, в
СУПЕРФИНИШИРОВАНИЕ
И МИКРОФИНИШИРОВАНИЕ
Суперфиниширование, как и хонингование, является процессом прецизионной обработки поверхностей
СУПЕРФИНИШИРОВАНИЕ
И МИКРОФИНИШИРОВАНИЕ
Суперфиниширование, как и хонингование, является процессом прецизионной обработки поверхностей
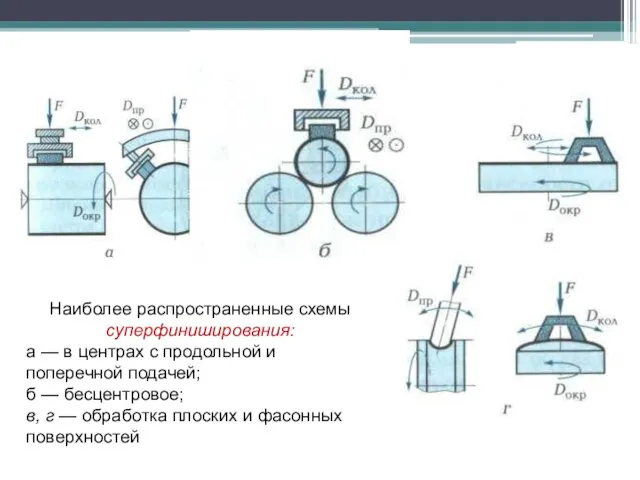
Наиболее распространенные схемы суперфиниширования:
а — в центрах с продольной и поперечной
Наиболее распространенные схемы суперфиниширования:
а — в центрах с продольной и поперечной
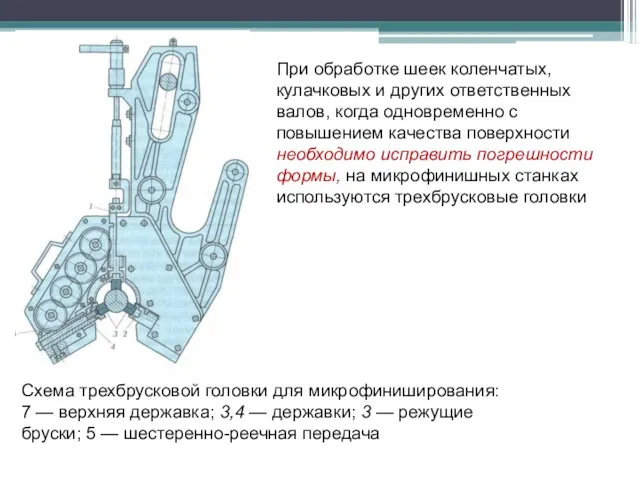
При обработке шеек коленчатых, кулачковых и других ответственных валов, когда одновременно
При обработке шеек коленчатых, кулачковых и других ответственных валов, когда одновременно
Микрофиниширование применяется при обработке шеек коленчатых и распределительных валов, тормозных
Микрофиниширование применяется при обработке шеек коленчатых и распределительных валов, тормозных
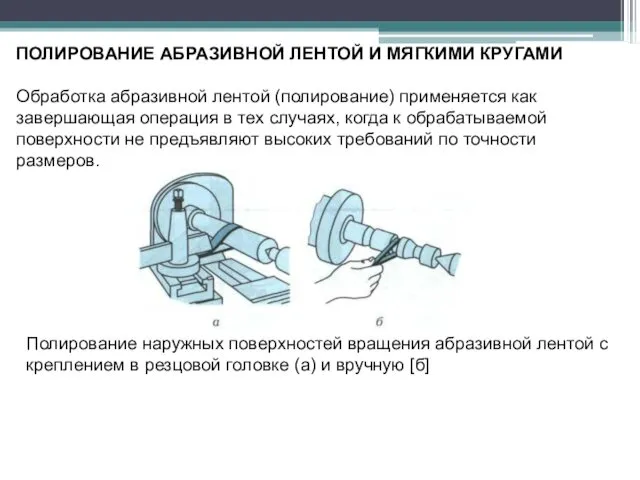
ПОЛИРОВАНИЕ АБРАЗИВНОЙ ЛЕНТОЙ И МЯГКИМИ КРУГАМИ
Обработка абразивной лентой (полирование) применяется как
ПОЛИРОВАНИЕ АБРАЗИВНОЙ ЛЕНТОЙ И МЯГКИМИ КРУГАМИ
Обработка абразивной лентой (полирование) применяется как
Полирование на ручных машинках при зачистке деталей
Полирование на ручных машинках при зачистке деталей
Полирование мягкими абразивными кругами.
Обработка ведется на универсальных станках или
Полирование мягкими абразивными кругами.
Обработка ведется на универсальных станках или
Войлочные круги – обладают:
- большой эластичностью,
- хорошо поддаются
Войлочные круги – обладают:
- большой эластичностью,
- хорошо поддаются
 Структура и взаимодействие адронов
Структура и взаимодействие адронов Електричний струм у газах
Електричний струм у газах Работа и потенциальная энергия электростатического поля
Работа и потенциальная энергия электростатического поля Теоретические основы электротехники
Теоретические основы электротехники Лекция 20 (3). Тепловое излучение. Внешний фотоэффект. Давление света. Эффект Комптона
Лекция 20 (3). Тепловое излучение. Внешний фотоэффект. Давление света. Эффект Комптона Элементы специальной теории относительности (СТО)
Элементы специальной теории относительности (СТО) Устройство и принцип работы крана машиниста 394
Устройство и принцип работы крана машиниста 394 The Electric Field
The Electric Field Поверхневий натяг. Властивості рідин. Змочування. Капілярні явища
Поверхневий натяг. Властивості рідин. Змочування. Капілярні явища Электромагнитное поле
Электромагнитное поле Конструирование элементов ременных и цепных передач
Конструирование элементов ременных и цепных передач Конустық қосылыстардың өзара алмасымдылығы, әдістері және кұралдары
Конустық қосылыстардың өзара алмасымдылығы, әдістері және кұралдары Инструменты для опиливания и их классификация
Инструменты для опиливания и их классификация Методы определения реологических свойств
Методы определения реологических свойств Теплопередача: теплопроводность, конвекция, излучение
Теплопередача: теплопроводность, конвекция, излучение Презентация по физике на тему _Шкала электромагнитных волн_
Презентация по физике на тему _Шкала электромагнитных волн_ Energy and power, solar astronomy. (Lecture 4)
Energy and power, solar astronomy. (Lecture 4) Введение. Физика – наука о природе. Погрешность измерений
Введение. Физика – наука о природе. Погрешность измерений Классическая механика Ньютона и Галилея
Классическая механика Ньютона и Галилея Колесный движитель автомобиля
Колесный движитель автомобиля Основы термодинамики
Основы термодинамики Система отображения РЛ информации. Сведения об индикаторных устройствах. (Тема 6.1)
Система отображения РЛ информации. Сведения об индикаторных устройствах. (Тема 6.1) Ионизирующие излучения
Ионизирующие излучения Структура пограничного слоя при продольном обтекании сотовой поверхности
Структура пограничного слоя при продольном обтекании сотовой поверхности Характеристики відцентрових насосів
Характеристики відцентрових насосів Плазма. Часть 2. Земная природная плазма
Плазма. Часть 2. Земная природная плазма Введение. Общие сведения о машинах и механизмах
Введение. Общие сведения о машинах и механизмах Absorption heat pumps and refrigerating machines
Absorption heat pumps and refrigerating machines