- Сварные соединения

Содержание
- 2. Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических деталей с применением нагрева (до
- 3. ОСНОВНЫЕ ВИДЫ ЭЛЕКТРОСВАРКИ — ДУГОВАЯ, ГАЗОВАЯ И КОНТАКТНАЯ. Разновидности дуговой сварки: - ручная сварка; этот метод
- 4. ДОСТОИНСТВА: - простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной простотой технологического процесса
- 5. НЕДОСТАТКИ: - возникновение остаточных напряжений в свариваемых элементах; - коробление деталей из-за неравномерного нагрева в процессе
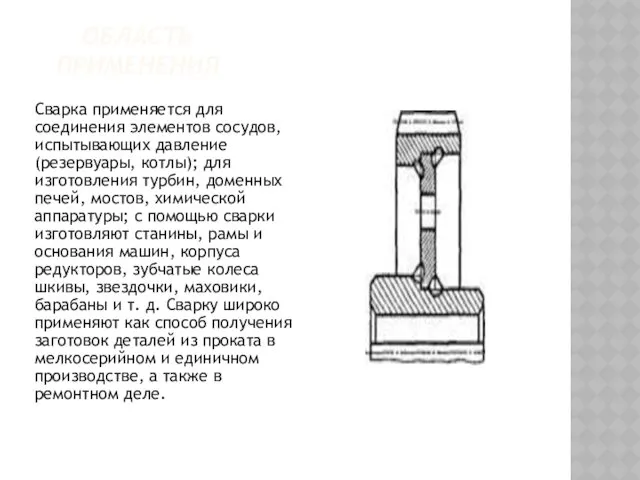
- 6. ОБЛАСТЬ ПРИМЕНЕНИЯ Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы); для изготовления турбин, доменных
- 7. СТЫКОВОЕ СОЕДИНЕНИЕ
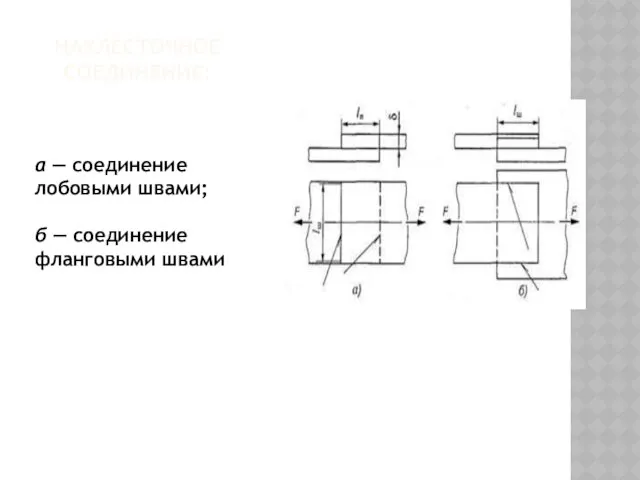
- 8. НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ: а — соединение лобовыми швами; б — соединение фланговыми швами
- 9. СОЕДИНЕНИЯ С НАКЛАДКАМИ
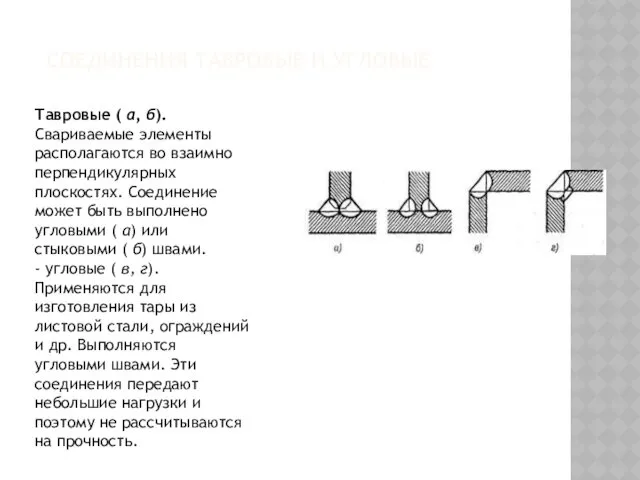
- 10. СОЕДИНЕНИЯ ТАВРОВЫЕ И УГЛОВЫЕ Тавровые ( а, б). Свариваемые элементы располагаются во взаимно перпендикулярных плоскостях. Соединение
- 11. ТИПЫ УГЛОВЫХ ШВОВ б — вогнутый; в — выпуклый; г — специальный Вогнутые швы применяют в
- 13. Скачать презентацию
Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических
Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических
ОСНОВНЫЕ ВИДЫ ЭЛЕКТРОСВАРКИ — ДУГОВАЯ, ГАЗОВАЯ И КОНТАКТНАЯ.
Разновидности дуговой сварки:
- ручная
ОСНОВНЫЕ ВИДЫ ЭЛЕКТРОСВАРКИ — ДУГОВАЯ, ГАЗОВАЯ И КОНТАКТНАЯ.
Разновидности дуговой сварки:
- ручная
ДОСТОИНСТВА:
- простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной
ДОСТОИНСТВА:
- простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной
НЕДОСТАТКИ:
- возникновение остаточных напряжений в свариваемых элементах;
- коробление деталей из-за неравномерного
НЕДОСТАТКИ:
- возникновение остаточных напряжений в свариваемых элементах;
- коробление деталей из-за неравномерного
ОБЛАСТЬ ПРИМЕНЕНИЯ
Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы);
ОБЛАСТЬ ПРИМЕНЕНИЯ
Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы);

СТЫКОВОЕ СОЕДИНЕНИЕ
СТЫКОВОЕ СОЕДИНЕНИЕ
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ:
а — соединение лобовыми швами;
б — соединение фланговыми швами
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ:
а — соединение лобовыми швами;
б — соединение фланговыми швами
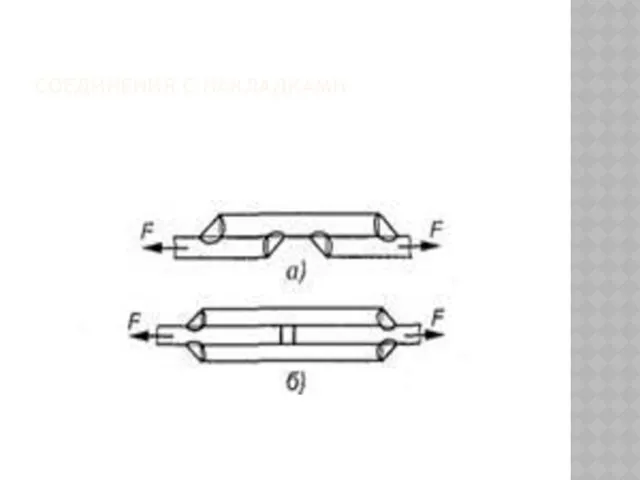
СОЕДИНЕНИЯ С НАКЛАДКАМИ
СОЕДИНЕНИЯ С НАКЛАДКАМИ
СОЕДИНЕНИЯ ТАВРОВЫЕ И УГЛОВЫЕ
Тавровые ( а, б).
Свариваемые элементы располагаются во
СОЕДИНЕНИЯ ТАВРОВЫЕ И УГЛОВЫЕ
Тавровые ( а, б).
Свариваемые элементы располагаются во
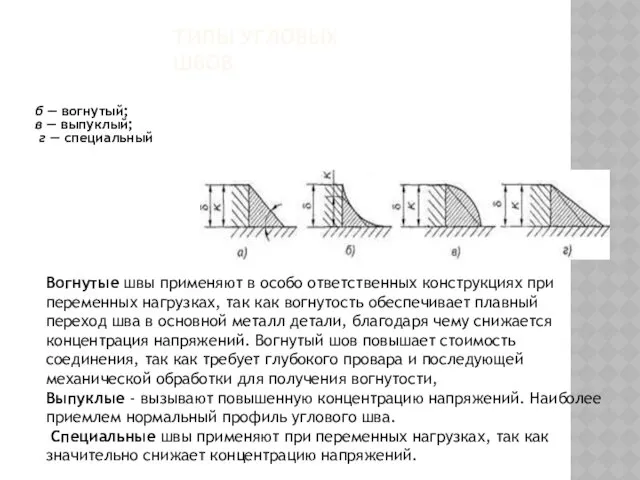
ТИПЫ УГЛОВЫХ ШВОВ
б — вогнутый;
в — выпуклый;
г — специальный
Вогнутые
ТИПЫ УГЛОВЫХ ШВОВ
б — вогнутый;
в — выпуклый;
г — специальный
Вогнутые
 Термодинамика. Теплота
Термодинамика. Теплота Диффузия примесей. Практическое занятие №7
Диффузия примесей. Практическое занятие №7 Барометрическая формула. (Лекция 6)
Барометрическая формула. (Лекция 6) Рекомендации по выбору посадок
Рекомендации по выбору посадок Образование гидридов
Образование гидридов Скорость испарения воды. Опыты
Скорость испарения воды. Опыты Прямолинейные колебания точки
Прямолинейные колебания точки Процессы переноса: диффузия, теплопроводность и вязкость
Процессы переноса: диффузия, теплопроводность и вязкость Механическая работа. 7 класс
Механическая работа. 7 класс Электрическое напряжение. Единицы напряжения. Вольтметр. Измерение напряжения
Электрическое напряжение. Единицы напряжения. Вольтметр. Измерение напряжения Электромонтер по ремонту электрооборудования
Электромонтер по ремонту электрооборудования Метрология, стандартизация и сертификация
Метрология, стандартизация и сертификация Билеты. Кислородного баллона
Билеты. Кислородного баллона Источники света
Источники света А.С. Попов, изобретатель радио
А.С. Попов, изобретатель радио Интегрированный урок по физике и информатике 6 класс
Интегрированный урок по физике и информатике 6 класс Атмосферное давление 7
Атмосферное давление 7 Энергия. Потенциальная и кинетическая энергия тел
Энергия. Потенциальная и кинетическая энергия тел Ультразвук
Ультразвук Двигатели самолетов с вертикальным взлетом и посадкой. Тяговооруженность
Двигатели самолетов с вертикальным взлетом и посадкой. Тяговооруженность Исследовательский проект Машина Голдберга Как включить свет?
Исследовательский проект Машина Голдберга Как включить свет? Решение задач по теме Закон сохранения импульса
Решение задач по теме Закон сохранения импульса Реактивний двигун
Реактивний двигун Проектировочный расчет закрытой зубчатой передачи
Проектировочный расчет закрытой зубчатой передачи Quick Quiz
Quick Quiz Презентация Законы Ньютона
Презентация Законы Ньютона Применение первого закона термодинамики к различным процессам
Применение первого закона термодинамики к различным процессам Системно-деятельностный подход в обучении физики как основа ФГОС
Системно-деятельностный подход в обучении физики как основа ФГОС