- Метрология, стандартизация и сертификация

Содержание
- 2. Метрология (от греч. «метро» – мера и «логос» – учение) – это наука об измерениях, методах
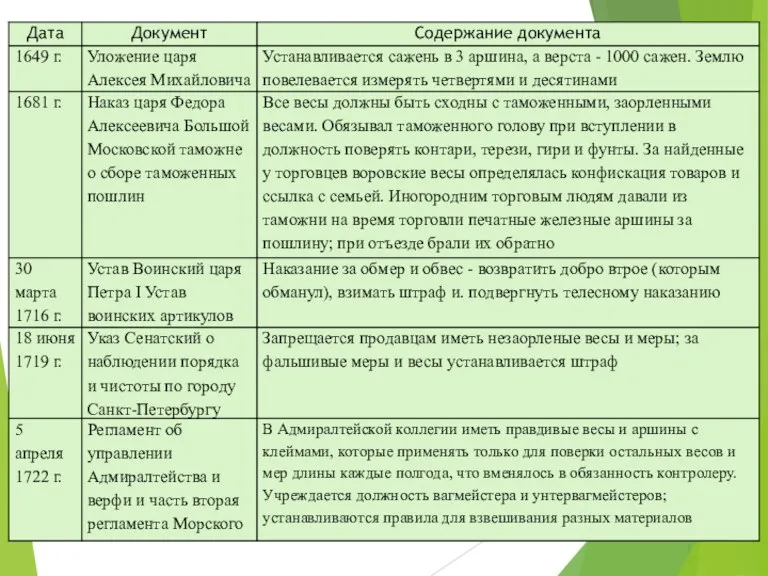
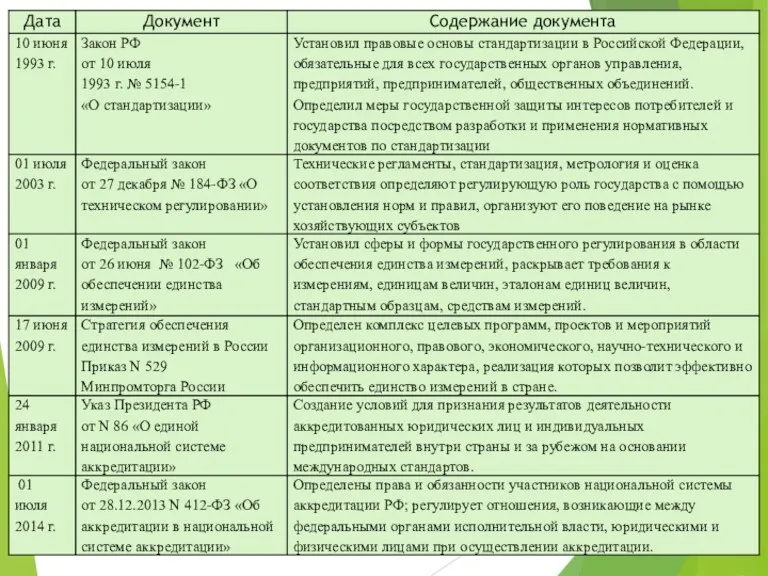
- 3. История развития метрологии в России
- 6. 1893 – 1907 гг. Главная палата мер и весов Возглавлял Д.И. Менделеев
- 8. Нормы точности Точность в технике - это степень приближения значения параметра изделия, процесса и т.д. к
- 9. Виды взаимозаменяемости Взаимозаменяемостью называется принцип конструирования, производства и эксплуатации машин, обеспечивающий их бесподгоночную сборку (или замену
- 10. Понятия о размерах, отклонениях и допусках Номинальный размер деталей и соединения Основные понятия и определения установлены
- 11. Нормальные линейные размеры (мм) Основные ряды по ГОСТ 6636 Стандарт содержит четыре основных ряда чисел (Ra
- 12. Действительный размер Dд, dд – размер, установленный измерением допустимой погрешностью. Предельные размеры – два предельно допустимых
- 13. Отклонение – алгебраическая разность между размером (действительным, предельным) и соответствующим номинальным размерам. Действительное отклонение Eд, eд
- 14. Графическое изображение размеров, допуска и отклонений элемента Поле допуска – поле, ограниченное наибольшим и на- именьшим
- 15. Предельные размеры, отклонения и допуски отверстия и вала
- 16. Основные понятия о посадках Валы и отверстия 1 – отверстия, 2 - валы Две или несколько
- 17. Образование зазоров и натягов в соединении Зазор S – разность между размерами отверстия (D) и вала
- 18. Посадки с зазором Предельные значения зазоров в соединении Посадка с зазором – посадка, при которой всегда
- 19. Посадки с натягом Предельные значения натягов в соединении Посадка с натягом – посадка, при которой всегда
- 20. Переходные посадки Предельные значения зазоров и натягов в соединении Переходная посадка – посадка, при которой возможно
- 21. Расположение полей допусков валов и отверстий Посадка с зазором Посадка с натягом Переходная посадка
- 22. Принципы построения системы допусков и посадок Для обеспечения качества продукции, повышения эффективности производства за счет унификации
- 23. Единая система полей допусков и посадок. Основные признаки системы. ЕСДП является составной частью более широкого комплекса
- 24. Структурная схема построения ЕСДП Интервалы номинальных размеров Основные отклонения отверстий Поля допусков отверстий Рекомендуемые посадки в
- 25. Интервалы размеров Интервалы номинальных размеров, мм Номинальные размеры, охватываемые ЕСДП, разбиты на следующие диапазоны: менее 1
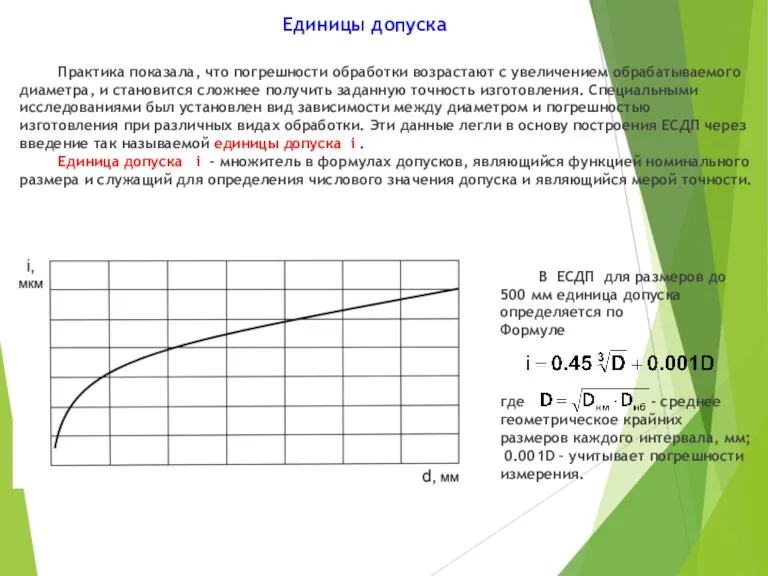
- 26. Единицы допуска Практика показала, что погрешности обработки возрастают с увеличением обрабатываемого диаметра, и становится сложнее получить
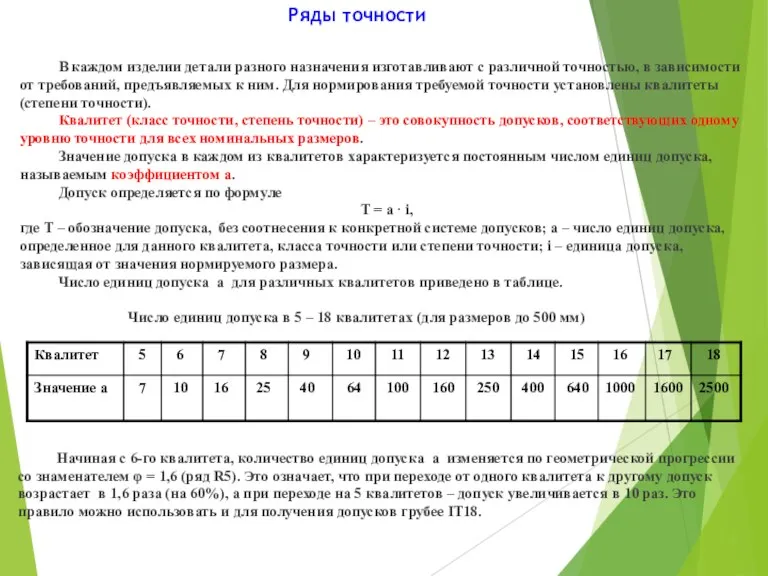
- 27. Ряды точности Начиная с 6-го квалитета, количество единиц допуска a изменяется по геометрической прогрессии со знаменателем
- 28. Значения допусков , мкм
- 29. Поля допусков основных деталей Расположение полей допусков основного вала и отверстия Система ЕСДП является предельно односторонней.
- 30. Поля допусков отверстий и валов Значения размера определенной точности характеризуется величиной и расположением допуска относительно номинального
- 31. Посадка Посадка в системе отверстия в системе вала Правила определения основных отклонений отверстий Общее правило -
- 32. Относительные положения полей допусков для данного интервала диаметров
- 33. Обозначение отверстий и валов
- 34. Назначения и особенности основных отклонений 1 Основные отклонения H и h равны нулю. Эти отклонения относятся
- 35. Образование полей допусков отверстий
- 36. Образование полей допусков валов
- 37. Предпочтительные поля допусков отверстий и валов Стандартом ограничены теоретически возможные сочетания полей допусков отверстий и валов,
- 38. Посадки в системе отверстия и в системе вала Посадки во всех системах образуются сочетанием полей допусков
- 39. Обозначение посадок. Основные и комбинированные посадки. Обозначают посадки записью полей допусков отверстия и вала, обычно в
- 40. Образование посадок в системе отверстия 1 – поле допуска основного отверстия (с основным отклонением H)
- 41. Образование посадок в системе вала 1 – поле допуска основного вала (с основным отклонением h)
- 42. Температурный режим В зависимости от температуры, которую имеет изготовленная деталь, ее размеры будут различные. Поэтому установлено,
- 43. Обозначение полей допусков и посадок на чертежах Нанесение предельных отклонений на чертежах регламентируется ГОСТ 2.307, входящим
- 44. Обозначение посадок на чертежах
- 45. Общие допуски. Предельные отклонения размеров с неуказанными допусками Допускается дополнять условные обозначения поясняющими словами: - «Общие
- 46. Стандарты и стандартизация Стандартизация – это деятельность, направленная на разработку и установление требований, норм, правил, характеристик
- 47. Шероховатость поверхности Шероховатостью поверхности согласно ГОСТу 25142 - 82 называют совокупность неровностей поверхности с относительно малыми
- 48. Шероховатость поверхности 1. Среднее арифметическое отклонение профиля Ra - среднее арифметическое из абсолютных значений отклонений профиля
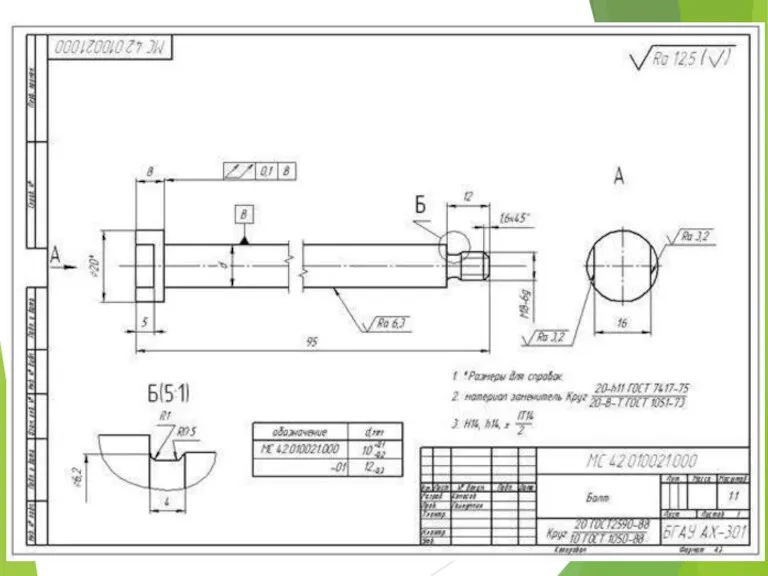
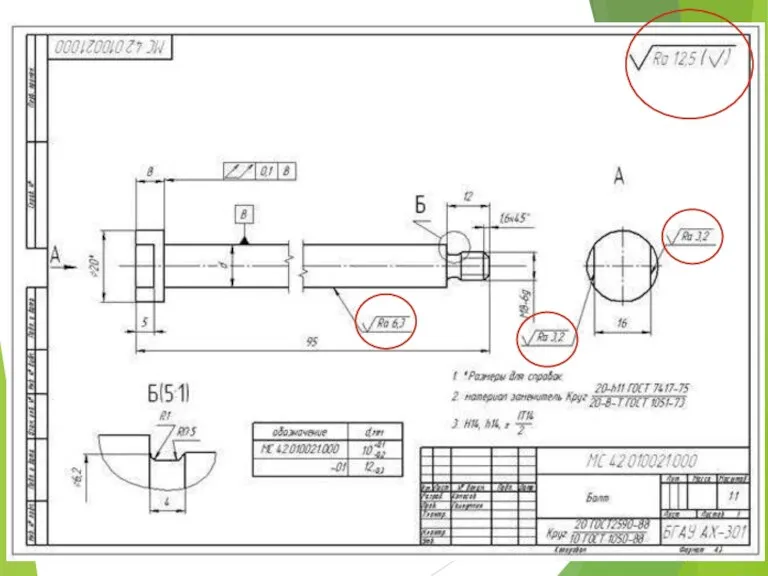
- 49. Обозначение на чертеже Пример
- 52. Допуски формы и расположения ГОСТ 24642 – 81 Зависимости между допуском размера и допусками формы или
- 53. Обозначение на чертеже
- 54. Обозначение на чертеже
- 55. Основы стандартизации Стандартизация (в соответствии с законом «О техническом регулировании») - деятельность по установлению правил и
- 57. Классификация средств измерений
- 58. Мера – средство измерений, предназначенное для воспроизведения физической величины заданного размера. Измерительный прибор – средство измерений,
- 59. Измерительная система – совокупность средств измерений (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, соединенных между
- 60. Структурные схемы измерительных устройств Основные составные части измерительных устройств: преобразовательный элемент – элемент средства измерений, в
- 62. Скачать презентацию
Метрология (от греч. «метро» – мера и «логос» – учение) –
Метрология (от греч. «метро» – мера и «логос» – учение) –
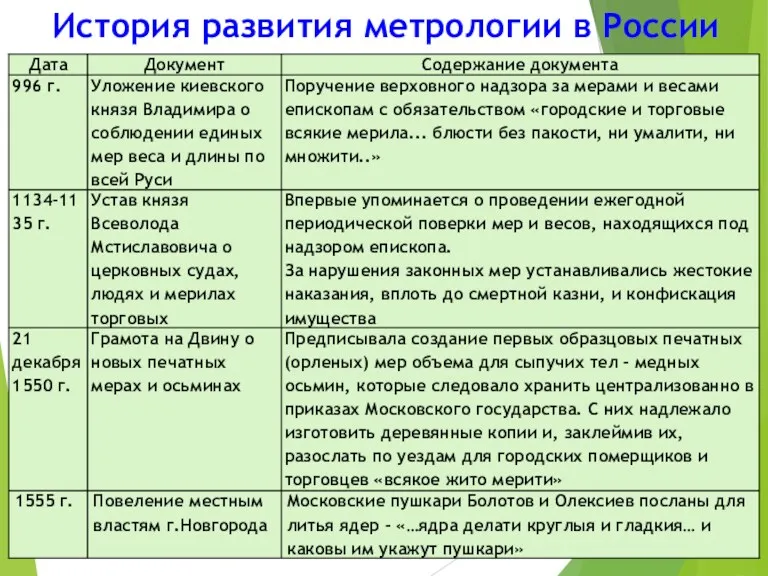
История развития метрологии в России
История развития метрологии в России
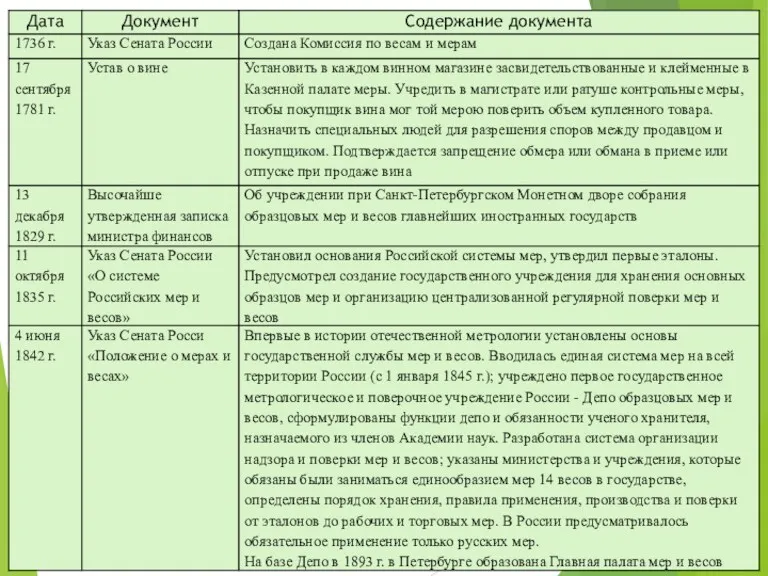
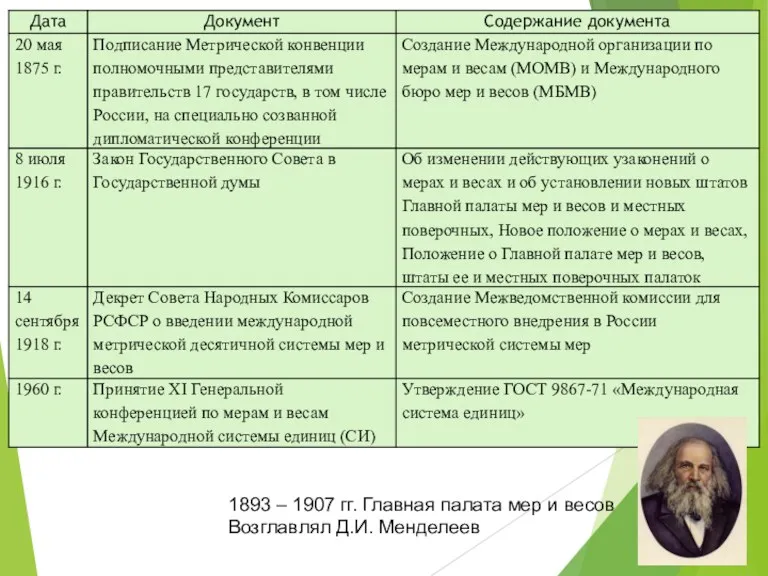
1893 – 1907 гг. Главная палата мер и весов
Возглавлял Д.И. Менделеев
1893 – 1907 гг. Главная палата мер и весов
Возглавлял Д.И. Менделеев

Нормы точности
Точность в технике - это степень приближения значения параметра изделия,
Нормы точности
Точность в технике - это степень приближения значения параметра изделия,
Виды взаимозаменяемости
Взаимозаменяемостью называется принцип конструирования, производства и эксплуатации машин, обеспечивающий их
Виды взаимозаменяемости
Взаимозаменяемостью называется принцип конструирования, производства и эксплуатации машин, обеспечивающий их

Понятия о размерах, отклонениях и допусках
Номинальный размер деталей и соединения
Основные
Понятия о размерах, отклонениях и допусках
Номинальный размер деталей и соединения
Основные
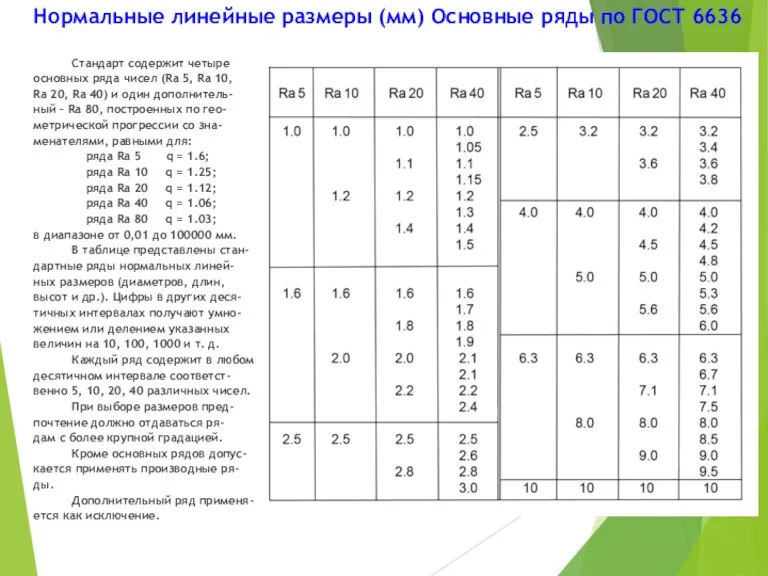
Нормальные линейные размеры (мм) Основные ряды по ГОСТ 6636
Стандарт содержит четыре
Нормальные линейные размеры (мм) Основные ряды по ГОСТ 6636
Стандарт содержит четыре
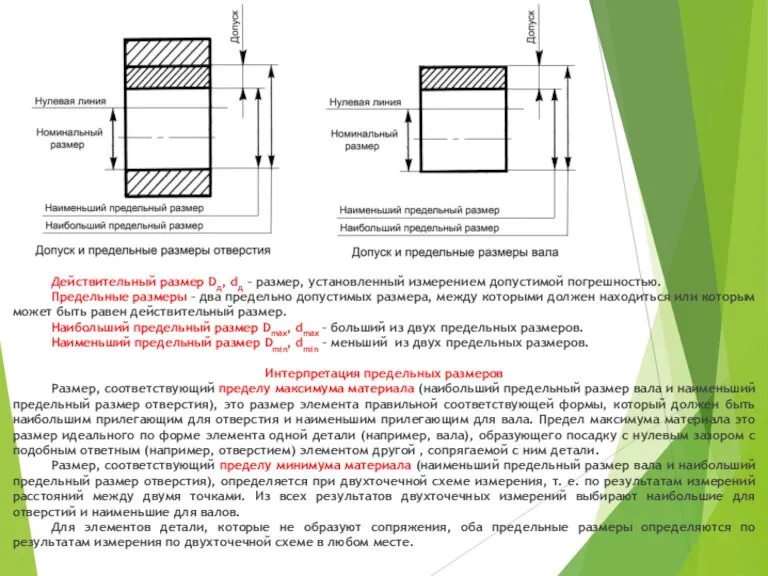
Действительный размер Dд, dд – размер, установленный измерением допустимой погрешностью.
Предельные
Действительный размер Dд, dд – размер, установленный измерением допустимой погрешностью.
Предельные
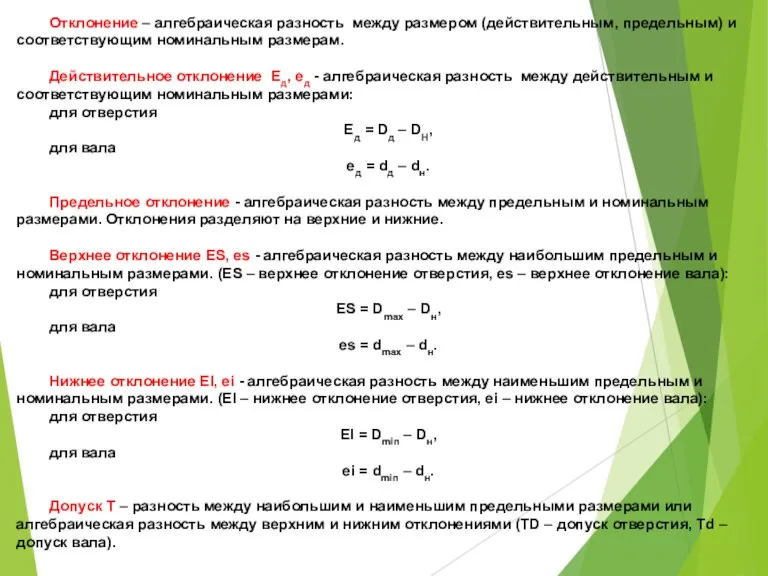
Отклонение – алгебраическая разность между размером (действительным, предельным) и соответствующим
Отклонение – алгебраическая разность между размером (действительным, предельным) и соответствующим
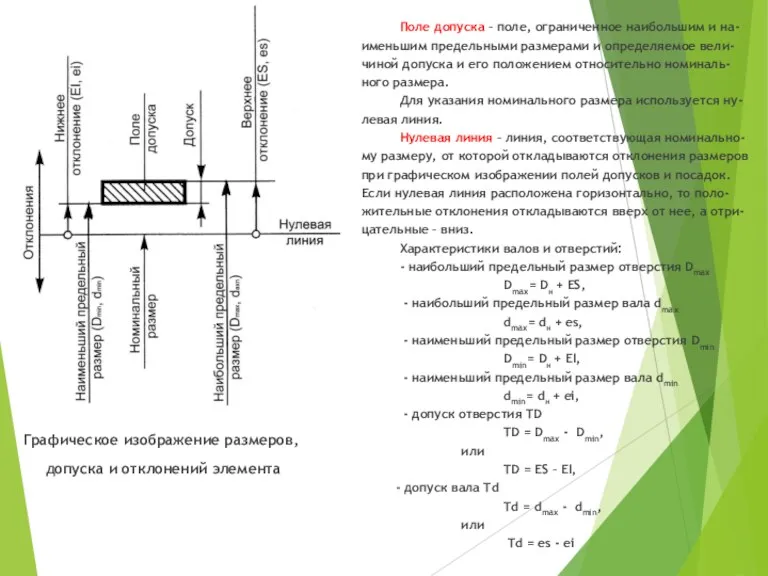
Графическое изображение размеров,
допуска и отклонений элемента
Поле допуска – поле, ограниченное
Графическое изображение размеров,
допуска и отклонений элемента
Поле допуска – поле, ограниченное

Предельные размеры, отклонения и допуски отверстия и вала
Предельные размеры, отклонения и допуски отверстия и вала

Основные понятия о посадках
Валы и отверстия
1 – отверстия, 2 - валы
Две
Основные понятия о посадках
Валы и отверстия
1 – отверстия, 2 - валы
Две
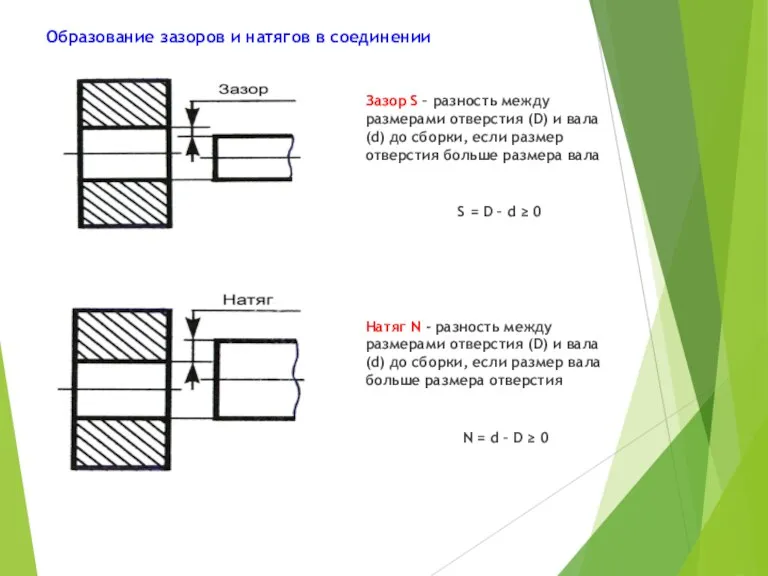
Образование зазоров и натягов в соединении
Зазор S – разность между размерами
Образование зазоров и натягов в соединении
Зазор S – разность между размерами
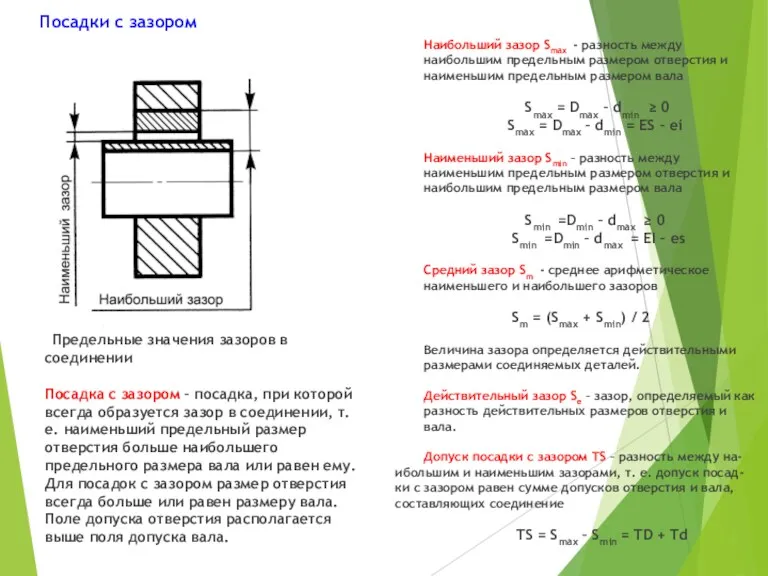
Посадки с зазором
Предельные значения зазоров в соединении
Посадка с зазором –
Посадки с зазором
Предельные значения зазоров в соединении
Посадка с зазором –
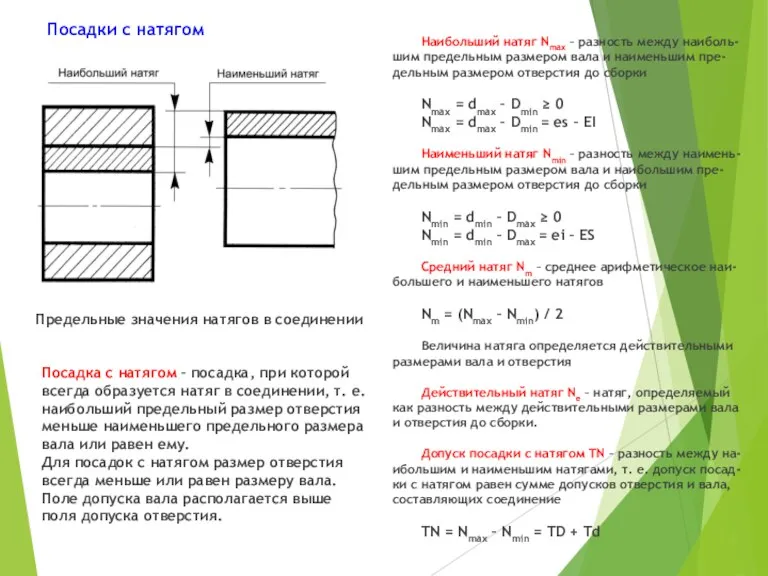
Посадки с натягом
Предельные значения натягов в соединении
Посадка с натягом –
Посадки с натягом
Предельные значения натягов в соединении
Посадка с натягом –
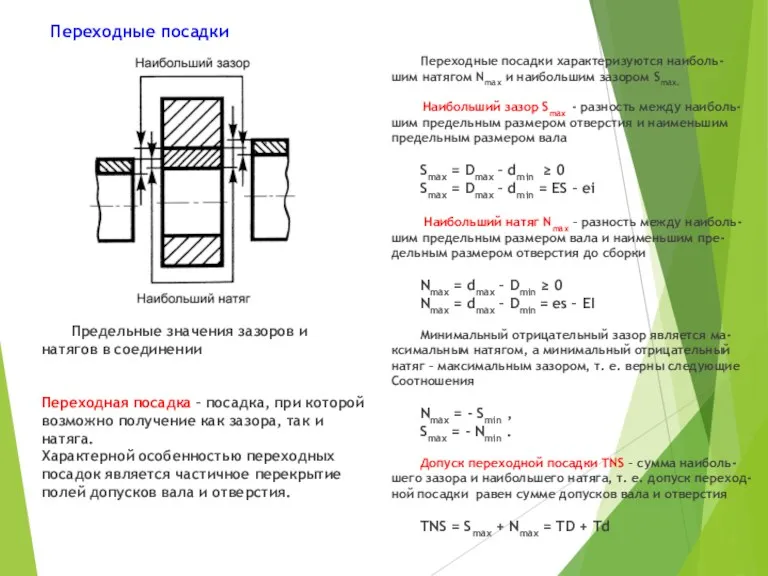
Переходные посадки
Предельные значения зазоров и натягов в соединении
Переходная посадка –
Переходные посадки
Предельные значения зазоров и натягов в соединении
Переходная посадка –
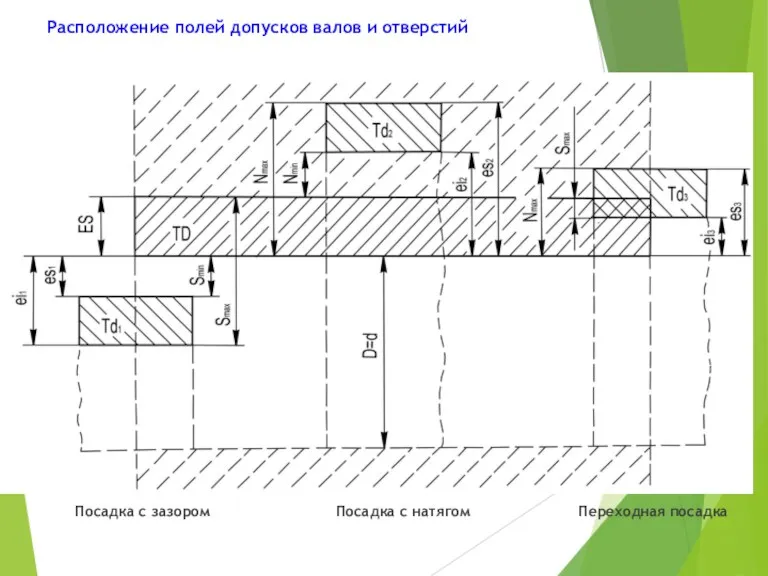
Расположение полей допусков валов и отверстий
Посадка с зазором Посадка с
Расположение полей допусков валов и отверстий
Посадка с зазором Посадка с
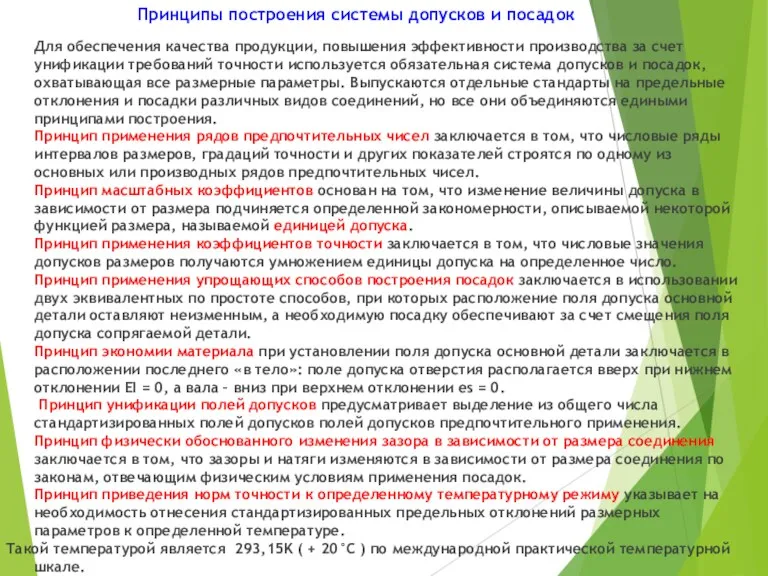
Принципы построения системы допусков и посадок
Для обеспечения качества продукции, повышения эффективности
Принципы построения системы допусков и посадок
Для обеспечения качества продукции, повышения эффективности
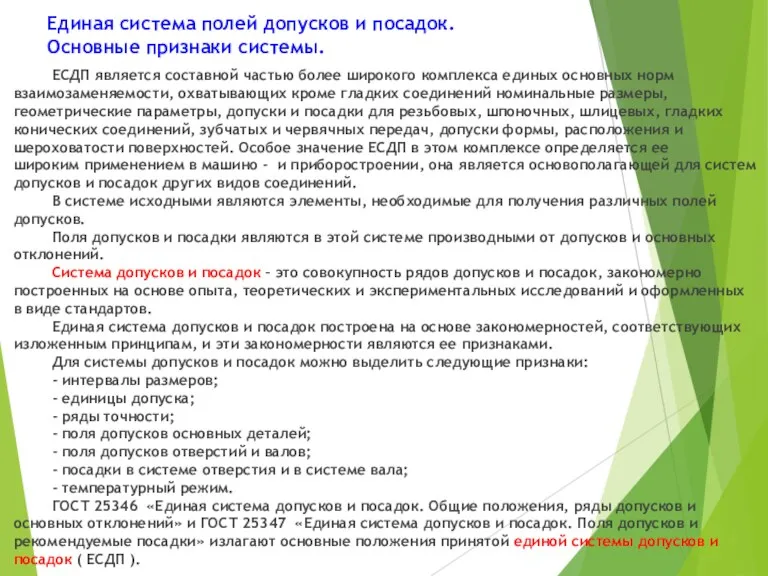
Единая система полей допусков и посадок.
Основные признаки системы.
ЕСДП является составной частью
Единая система полей допусков и посадок.
Основные признаки системы.
ЕСДП является составной частью
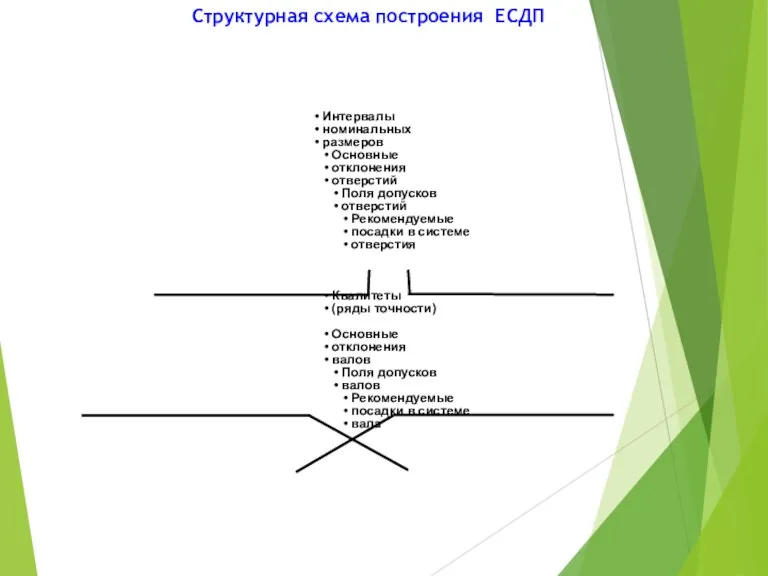
Структурная схема построения ЕСДП
Интервалы
номинальных
размеров
Основные
отклонения
отверстий
Поля допусков
отверстий
Рекомендуемые
посадки в системе
отверстия
Квалитеты
(ряды точности)
Основные
отклонения
валов
Поля допусков
валов
Рекомендуемые
посадки в системе
вала
Структурная схема построения ЕСДП
Интервалы
номинальных
размеров
Основные
отклонения
отверстий
Поля допусков
отверстий
Рекомендуемые
посадки в системе
отверстия
Квалитеты
(ряды точности)
Основные
отклонения
валов
Поля допусков
валов
Рекомендуемые
посадки в системе
вала
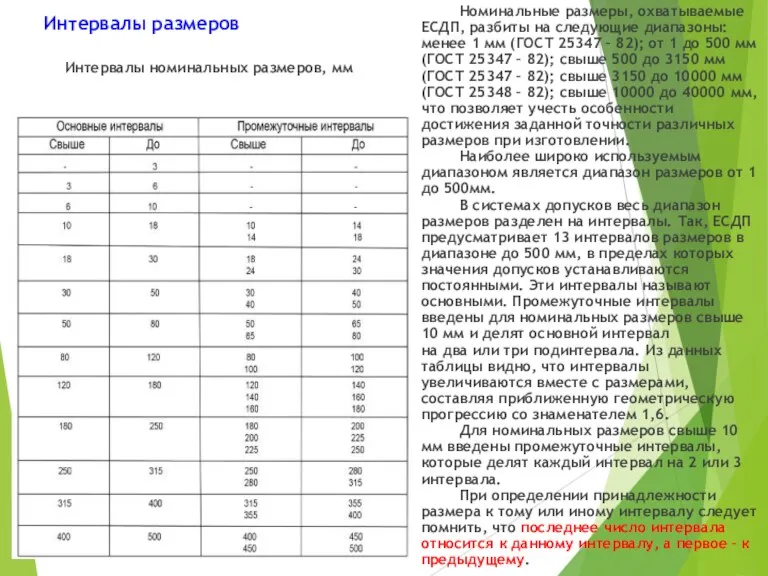
Интервалы размеров
Интервалы номинальных размеров, мм
Номинальные размеры, охватываемые ЕСДП, разбиты на
Интервалы размеров
Интервалы номинальных размеров, мм
Номинальные размеры, охватываемые ЕСДП, разбиты на
Единицы допуска
Практика показала, что погрешности обработки возрастают с увеличением обрабатываемого диаметра,
Единицы допуска
Практика показала, что погрешности обработки возрастают с увеличением обрабатываемого диаметра,
Ряды точности
Начиная с 6-го квалитета, количество единиц допуска a изменяется по
Ряды точности
Начиная с 6-го квалитета, количество единиц допуска a изменяется по

Значения допусков , мкм
Значения допусков , мкм
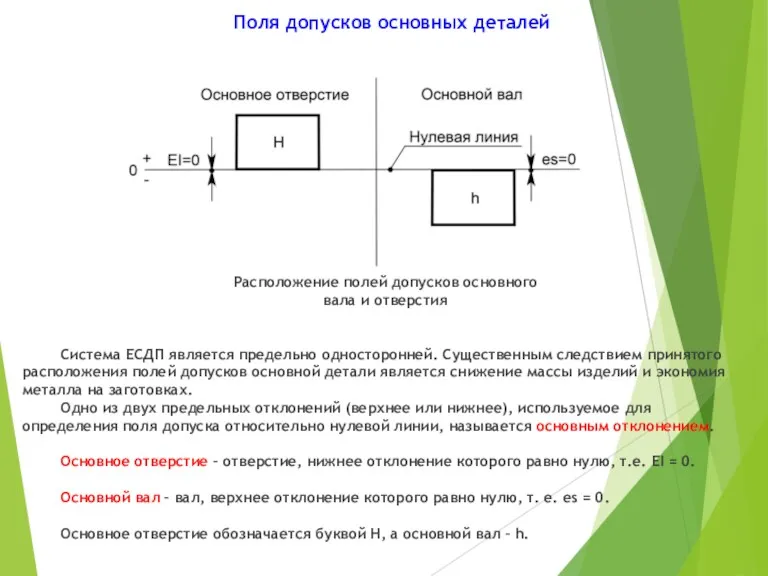
Поля допусков основных деталей
Расположение полей допусков основного
вала и
Поля допусков основных деталей
Расположение полей допусков основного
вала и
Поля допусков отверстий и валов
Значения размера определенной точности характеризуется величиной и
Поля допусков отверстий и валов
Значения размера определенной точности характеризуется величиной и
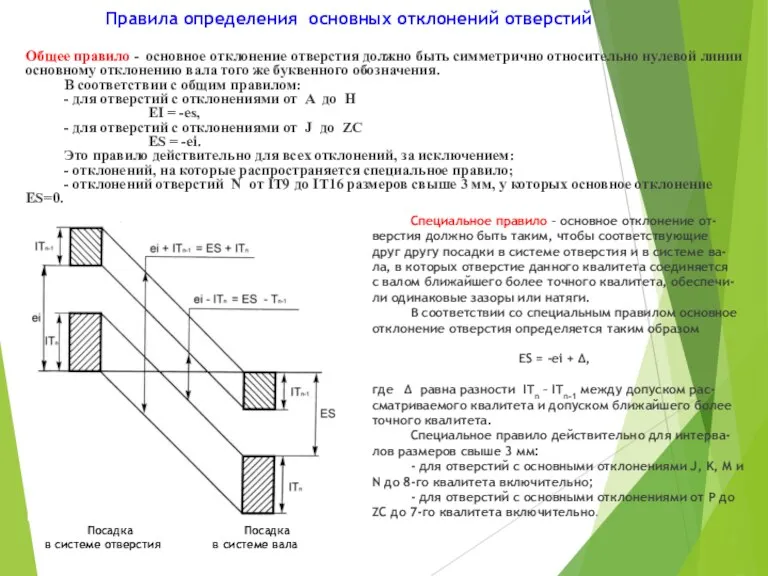
Посадка Посадка
в системе отверстия в системе вала
Правила определения
Посадка Посадка
в системе отверстия в системе вала
Правила определения
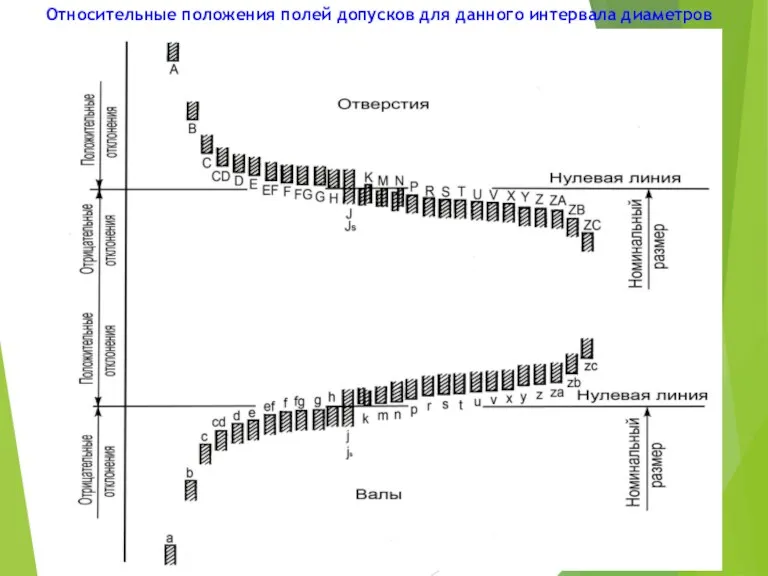
Относительные положения полей допусков для данного интервала диаметров
Относительные положения полей допусков для данного интервала диаметров
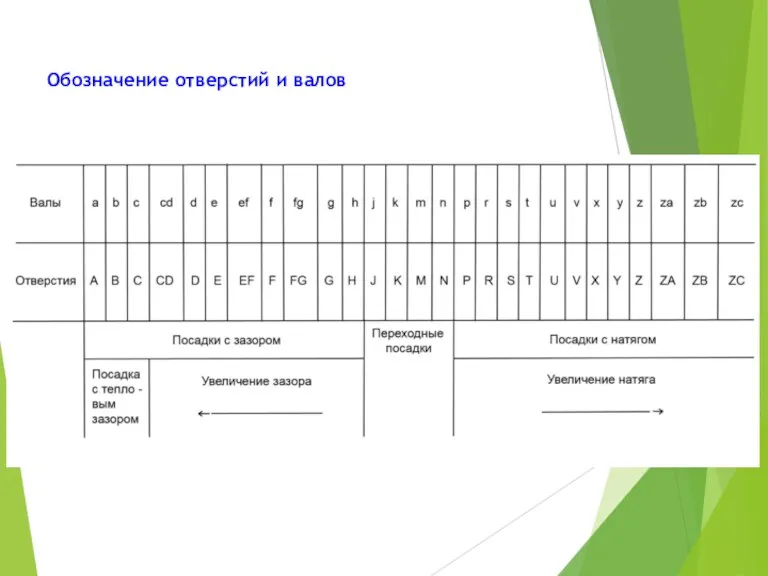
Обозначение отверстий и валов
Обозначение отверстий и валов
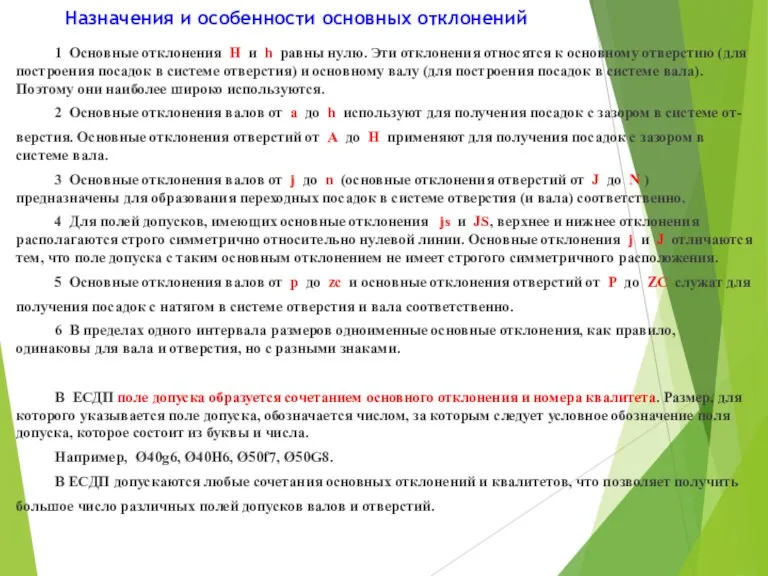
Назначения и особенности основных отклонений
1 Основные отклонения H и h равны
Назначения и особенности основных отклонений
1 Основные отклонения H и h равны
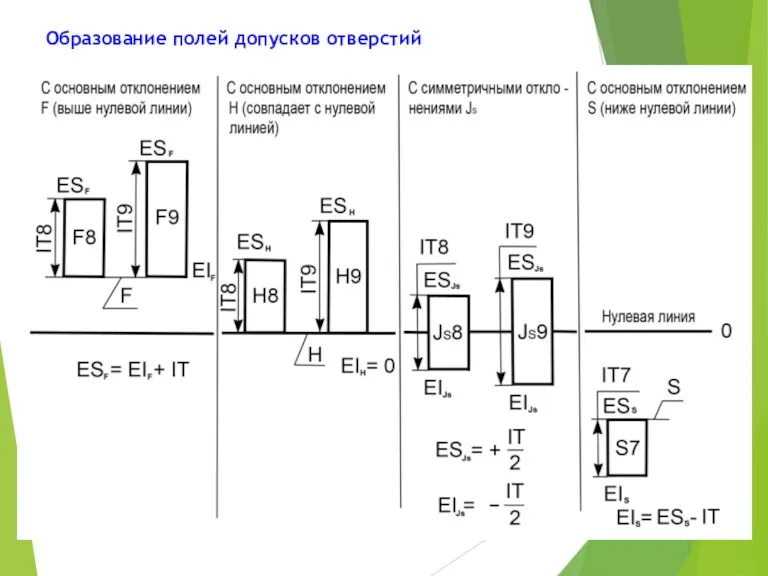
Образование полей допусков отверстий
Образование полей допусков отверстий
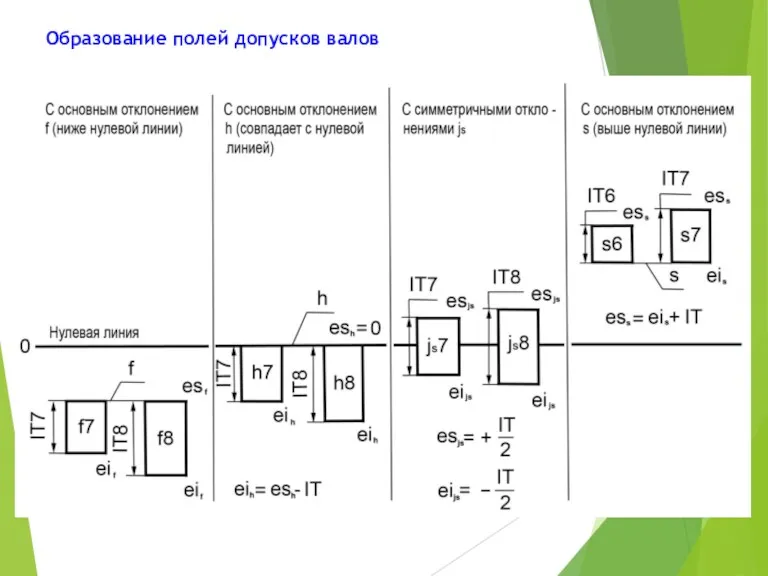
Образование полей допусков валов
Образование полей допусков валов
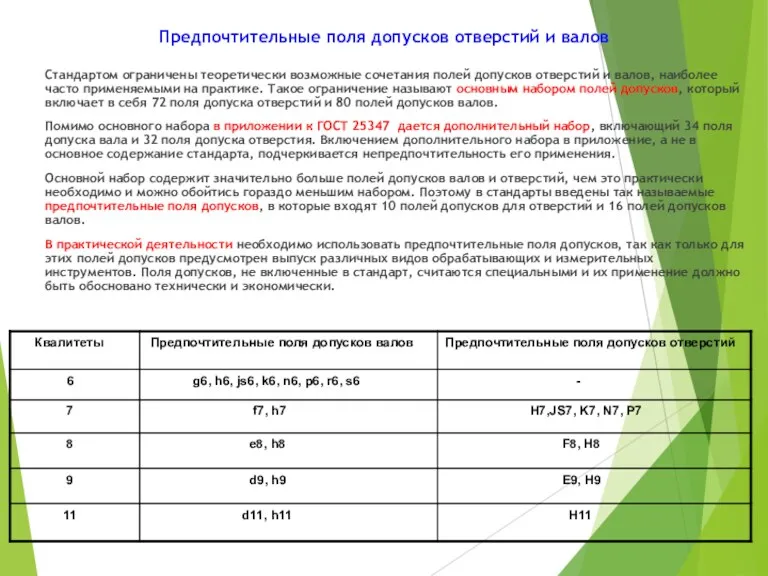
Предпочтительные поля допусков отверстий и валов
Стандартом ограничены теоретически возможные сочетания полей
Предпочтительные поля допусков отверстий и валов
Стандартом ограничены теоретически возможные сочетания полей
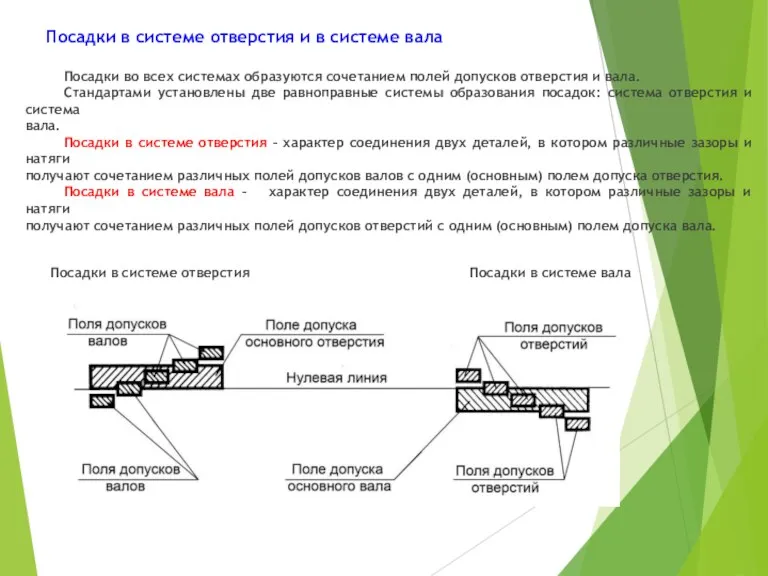
Посадки в системе отверстия и в системе вала
Посадки во всех системах
Посадки в системе отверстия и в системе вала
Посадки во всех системах
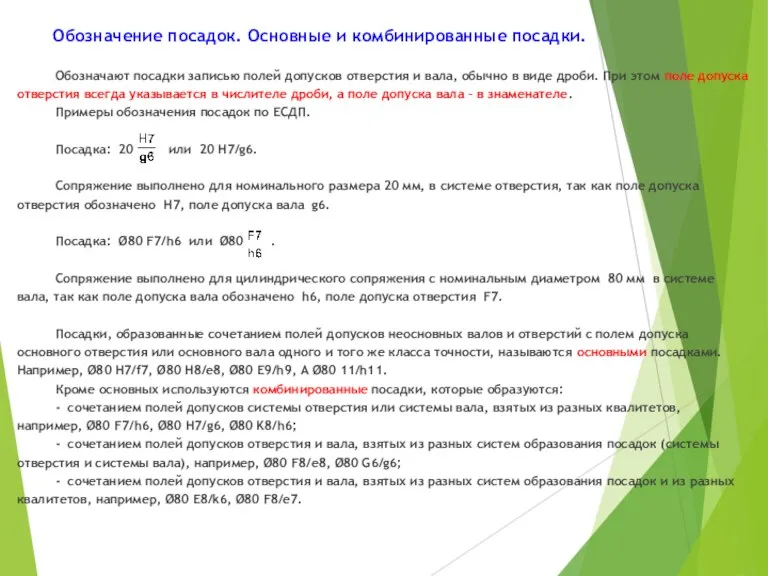
Обозначение посадок. Основные и комбинированные посадки.
Обозначают посадки записью полей допусков отверстия
Обозначение посадок. Основные и комбинированные посадки.
Обозначают посадки записью полей допусков отверстия
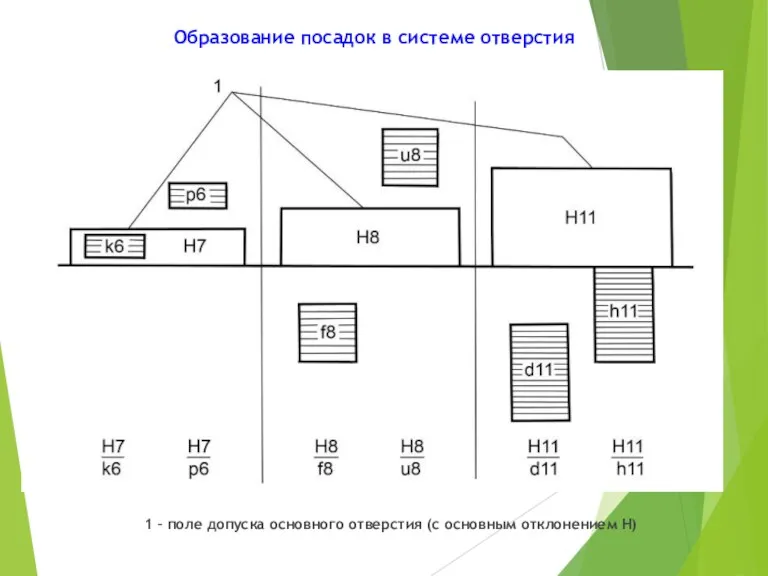
Образование посадок в системе отверстия
1 – поле допуска основного отверстия
Образование посадок в системе отверстия
1 – поле допуска основного отверстия

Образование посадок в системе вала
1 – поле допуска основного вала
Образование посадок в системе вала
1 – поле допуска основного вала
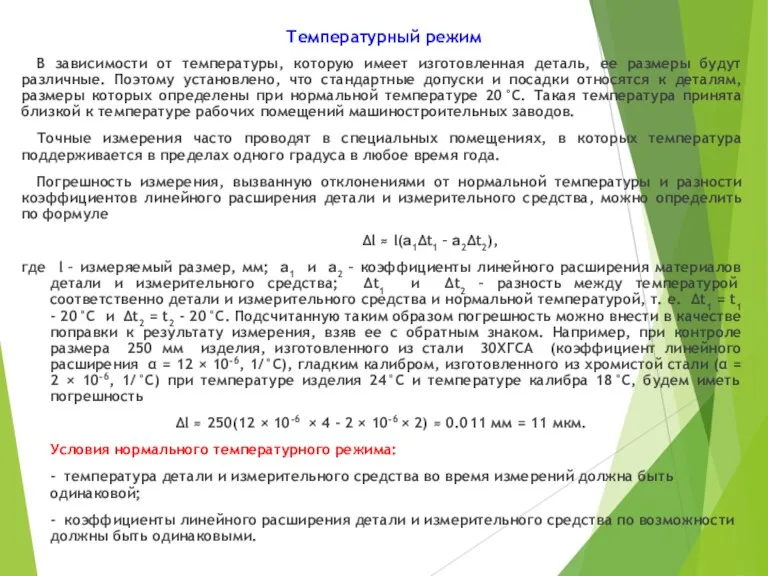
Температурный режим
В зависимости от температуры, которую имеет изготовленная деталь, ее размеры
Температурный режим
В зависимости от температуры, которую имеет изготовленная деталь, ее размеры
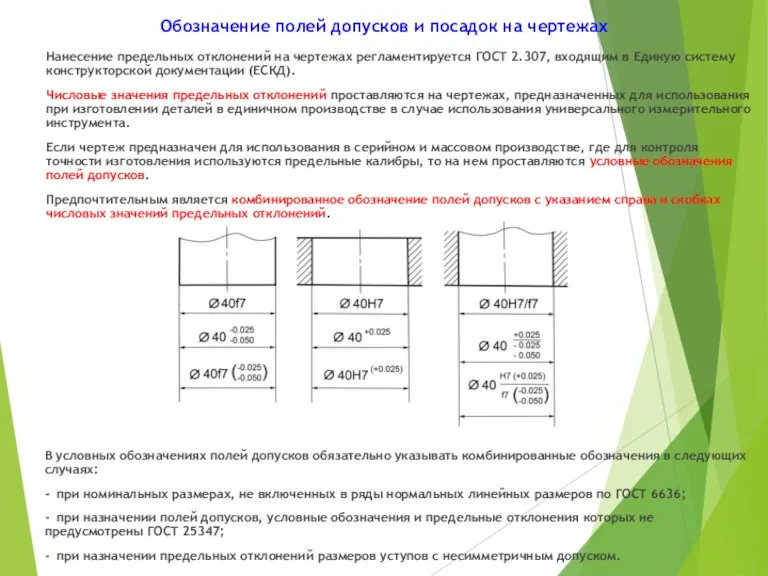
Обозначение полей допусков и посадок на чертежах
Нанесение предельных отклонений на чертежах
Обозначение полей допусков и посадок на чертежах
Нанесение предельных отклонений на чертежах

Обозначение посадок на чертежах
Обозначение посадок на чертежах
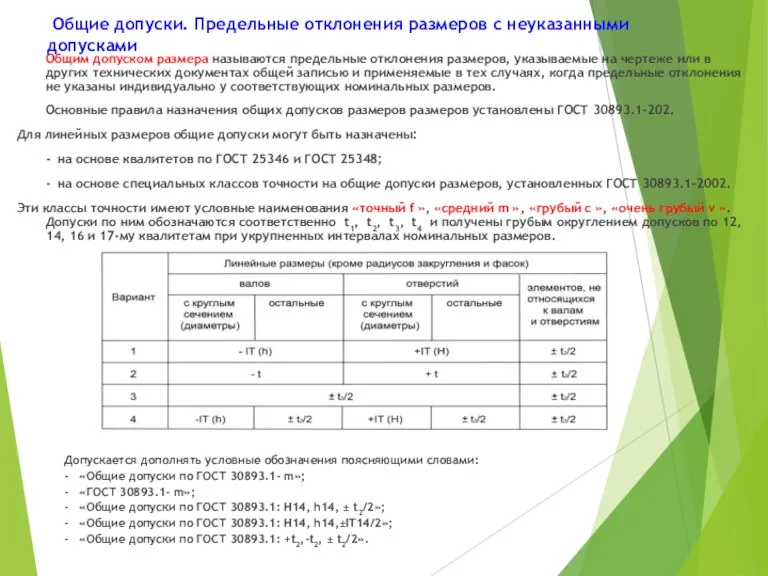
Общие допуски. Предельные отклонения размеров с неуказанными допусками
Допускается дополнять условные
Общие допуски. Предельные отклонения размеров с неуказанными допусками
Допускается дополнять условные
Стандарты и стандартизация
Стандартизация – это деятельность, направленная на разработку и установление
Стандарты и стандартизация
Стандартизация – это деятельность, направленная на разработку и установление
Шероховатость поверхности
Шероховатостью поверхности согласно ГОСТу 25142 - 82 называют совокупность
Шероховатость поверхности
Шероховатостью поверхности согласно ГОСТу 25142 - 82 называют совокупность
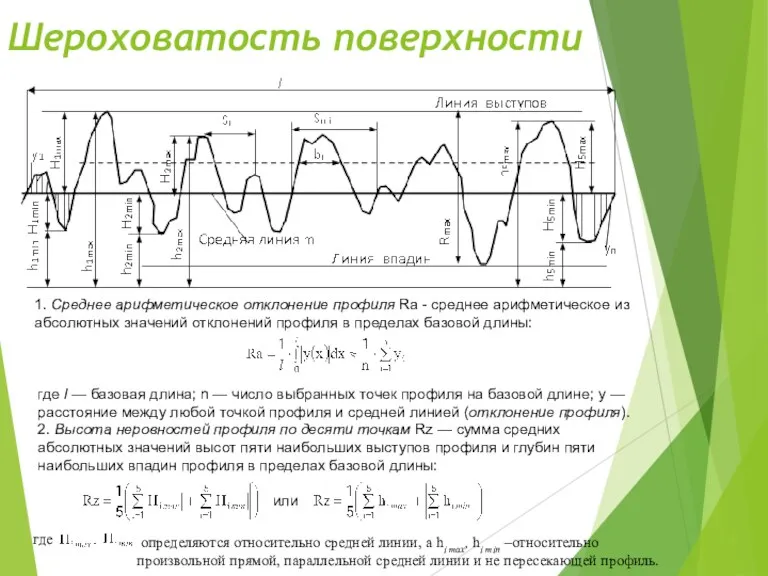
Шероховатость поверхности
1. Среднее арифметическое отклонение профиля Ra - среднее арифметическое
Шероховатость поверхности
1. Среднее арифметическое отклонение профиля Ra - среднее арифметическое

Обозначение на чертеже
Пример
Обозначение на чертеже
Пример
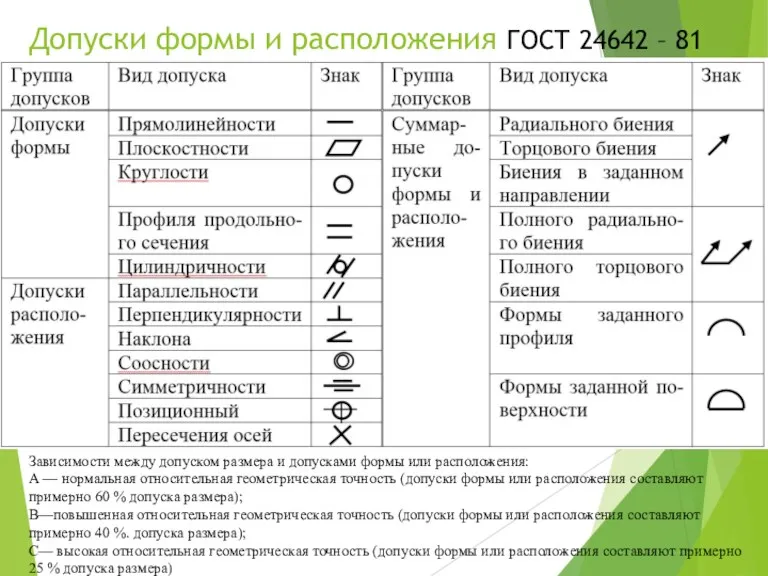
Допуски формы и расположения ГОСТ 24642 – 81
Зависимости между допуском размера
Допуски формы и расположения ГОСТ 24642 – 81
Зависимости между допуском размера
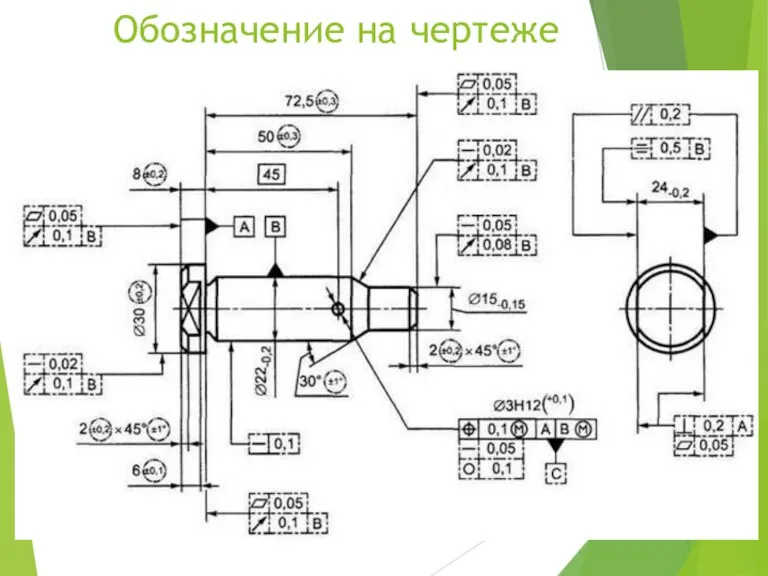
Обозначение на чертеже
Обозначение на чертеже

Обозначение на чертеже
Обозначение на чертеже
Основы стандартизации
Стандартизация (в соответствии с законом «О техническом регулировании») - деятельность по
Основы стандартизации
Стандартизация (в соответствии с законом «О техническом регулировании») - деятельность по


Классификация средств измерений
Классификация средств измерений
Мера – средство измерений, предназначенное для воспроизведения физической величины заданного размера.
Измерительный
Мера – средство измерений, предназначенное для воспроизведения физической величины заданного размера.
Измерительный
Измерительная система – совокупность средств измерений (мер, измерительных приборов, измерительных преобразователей)
Измерительная система – совокупность средств измерений (мер, измерительных приборов, измерительных преобразователей)

Структурные схемы измерительных устройств
Основные составные части измерительных устройств:
преобразовательный элемент –
Структурные схемы измерительных устройств
Основные составные части измерительных устройств:
преобразовательный элемент –
 Исследование последовательного соединения проводников
Исследование последовательного соединения проводников Динамика материальной точки. Лекция 2
Динамика материальной точки. Лекция 2 Подготовка к ОГЭ 2021 году в новом формате, по физике
Подготовка к ОГЭ 2021 году в новом формате, по физике Механические характеристики материалов
Механические характеристики материалов Синтез наноматериалов золь-гель методом. (Лекция 5)
Синтез наноматериалов золь-гель методом. (Лекция 5) Устройство и назначение передач винт-гайка
Устройство и назначение передач винт-гайка Излучение и прием электромагнитных волн. Принципы радиосвязи
Излучение и прием электромагнитных волн. Принципы радиосвязи Волновые явления
Волновые явления Методы моментов. Метод сферических гармоник. Уравнение переноса в Р1-приближении. Диффузионное приближение
Методы моментов. Метод сферических гармоник. Уравнение переноса в Р1-приближении. Диффузионное приближение Механические подвески автомобиля
Механические подвески автомобиля Особенности заданий ЕГЭ. Колебания и волны
Особенности заданий ЕГЭ. Колебания и волны Дифракция құбылысы. Френел және Фраунгофер жуықтаулары. Амплитудалық және фазалық дифракциялық торлар
Дифракция құбылысы. Френел және Фраунгофер жуықтаулары. Амплитудалық және фазалық дифракциялық торлар презентация Обнаружение магнитного поля по его действию на электрический ток
презентация Обнаружение магнитного поля по его действию на электрический ток Волновая оптика
Волновая оптика Изобретение радио. Принципы радиосвязи. Телевидение
Изобретение радио. Принципы радиосвязи. Телевидение Електричний заряд. Закон збереження електричного заряду
Електричний заряд. Закон збереження електричного заряду Аэродинамический нагрев
Аэродинамический нагрев Сила трения. Автор Максимова Наталья Сергеевна
Сила трения. Автор Максимова Наталья Сергеевна Ходовая часть боевой машины пехоты. Тема 13
Ходовая часть боевой машины пехоты. Тема 13 испарение и конденсация
испарение и конденсация Резьбовые соединения
Резьбовые соединения Молекулярная физика и термодинамика
Молекулярная физика и термодинамика Конспект урока на тему: Плотность вещества 7 класс
Конспект урока на тему: Плотность вещества 7 класс Обертальний рух. Приклади обертального руху в природі
Обертальний рух. Приклади обертального руху в природі Электрооборудование автомобилей. Сигнальное оборудование. (Урок 8)
Электрооборудование автомобилей. Сигнальное оборудование. (Урок 8) Простые механизмы. Рычаг. Равновесие сил на рычаге
Простые механизмы. Рычаг. Равновесие сил на рычаге Плотность вещества
Плотность вещества Учебная практика (техническое обслуживание автомобилей)
Учебная практика (техническое обслуживание автомобилей)