- Технологический процесс изготовления детали Шестерня

Содержание
- 2. Цели и задачи Цель работы – разработка технологического процесса изготовления детали «Шестерня». Для достижения данной цели
- 3. Чертеж детали
- 4. Анализ детали Деталь «Шестерня» представляет собой косозубое колесо. Простая конфигурация наружного контура – зубчатый венец с
- 5. Выбор заготовки Вес детали 7.6 кг, годовой выпуск составляет 200 штук в год, что соответствует мелкосерийному
- 6. Марка: 12ХН3А(заменители: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР) Класс: Сталь конструкционная легированная
- 7. Марка: 12ХН3А(заменители: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР) Удельный вес: 7850 кг/м3 Температура ковки, °С: начала 1220,
- 8. Механические свойства прутка стали 12ХН3А
- 9. Маршрут обработки:
- 10. Токарно-винторезный станок ТВ-101 Данный станок обеспечивает точность позиционирования и обработки поверхности 10 мкм, обладает хорошей жесткостью
- 11. Зубофрезерный станок 53А50 Полуавтомат универсальный зубофрезерный. Имеет неподвижный стол и подвижную стойку, наличие универсального фрезерного суппорта
- 12. Внутришлифовальный станок I-grind 200D CNC Предназначен для шлифования внутренних отверстий Ø6-200. Все перемещения во время шлифования
- 13. Зубошевинговальный станок HGS 4H-NC4 Станок предназначен для окончательной Обработки цилиндрических зубчатых колес шеверами. Данный станок характеризует
- 14. Применяемый режущий и измерительный инструмент Штангенциркуль ШЦ-I-200-0.01 ГОСТ 166-89; Штангенциркуль ШЦ-I-125-0.01 ГОСТ 166-89; Калибр-пробка Ø90Н7 ГОСТ
- 15. 005 - Пилоотрезная Отрезать заготовку, выдерживая размер 95(±1) Инструмент: Пила ленточная SIRIUS Z 1*3-3/4
- 16. 010 – Токарная, установ 1 Торцевать выдерживая размер 93(-0,5) Точить Ø176(-0,16), выдерживая размер 60(+1) Точить Ø
- 17. 010 – Токарная, установ 1 Центровать Сверлить отверстие Ø30 Расточить отверстие выдерживая Ø89(+0,1) Инструмент: Сверло центровочное
- 18. 010 – Токарная, установ 1 Точить канавки Ø93,5(+0,35), выдерживая размеры 23(+0,1) и 67(+0,15) Выполнить фаски Инструмент:
- 19. 010 – Токарная, установ 2 Торцевать выдерживая размер 90(-0,5) Точить Ø176(-0,16) Точить Ø120(-0,5), выдерживая размер 15(+0,2)
- 20. 015 – Зубофрезерная Фрезеровать зубья Инструмент: Фреза червяная 2510-4049 М8 ГОСТ 9324-80, напайки сплав Р6М5
- 21. 020 - Нитроцементация Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по условиям работы которых
- 22. 025 - Термическая Термическая обработка - это совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов
- 23. 030 - Внутришлифовальная Шлифовать, выдерживая размер Ø90(+0,035) Инструмент: Круг шлифовальный КП 63х63х20 24А 26Н С1 К
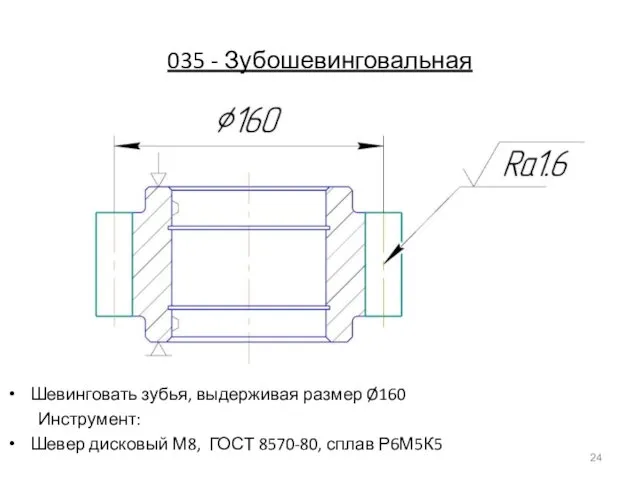
- 24. 035 - Зубошевинговальная Шевинговать зубья, выдерживая размер Ø160 Инструмент: Шевер дисковый М8, ГОСТ 8570-80, сплав Р6М5К5
- 25. 040 - Контрольная Процесс контроля готовой продукции это важный этап изготовления. Отрасль машиностроения развивается не только
- 26. 045 - Покрытие Готовую продукцию необходимо довести до заказчика и покупателя сохранив ее поверхностные свойства, поэтому
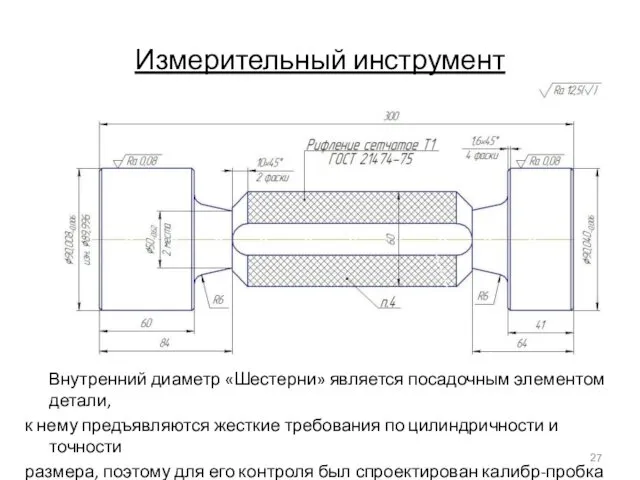
- 27. Измерительный инструмент Внутренний диаметр «Шестерни» является посадочным элементом детали, к нему предъявляются жесткие требования по цилиндричности
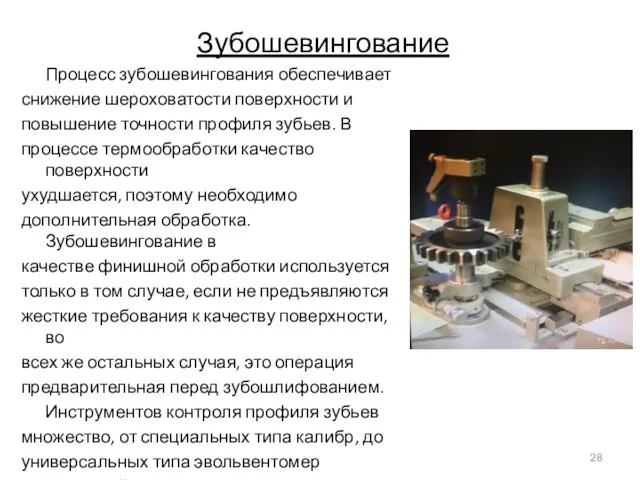
- 28. Зубошевингование Процесс зубошевингования обеспечивает снижение шероховатости поверхности и повышение точности профиля зубьев. В процессе термообработки качество
- 29. Заключение В процессе выполнения работы, была изучена учебная методическая литература. Технологическая и справочная документация, государственные стандарты
- 31. Скачать презентацию
Цели и задачи
Цель работы – разработка технологического процесса изготовления детали «Шестерня».
Для
Цели и задачи
Цель работы – разработка технологического процесса изготовления детали «Шестерня».
Для
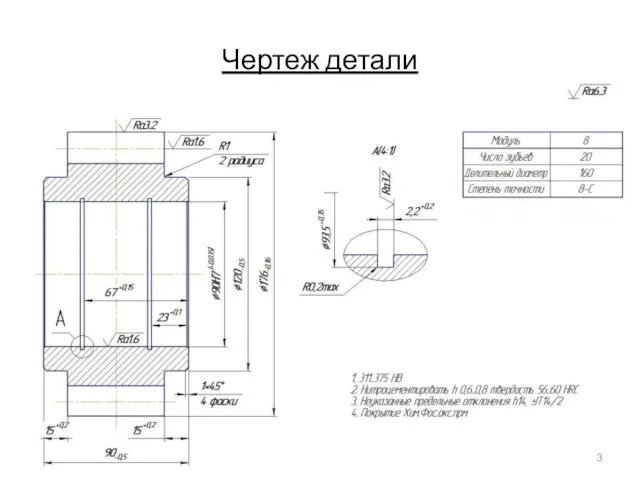
Чертеж детали
Чертеж детали
Анализ детали
Деталь «Шестерня» представляет собой косозубое колесо. Простая конфигурация наружного контура
Анализ детали
Деталь «Шестерня» представляет собой косозубое колесо. Простая конфигурация наружного контура
Выбор заготовки
Вес детали 7.6 кг, годовой выпуск составляет 200 штук в
Выбор заготовки
Вес детали 7.6 кг, годовой выпуск составляет 200 штук в
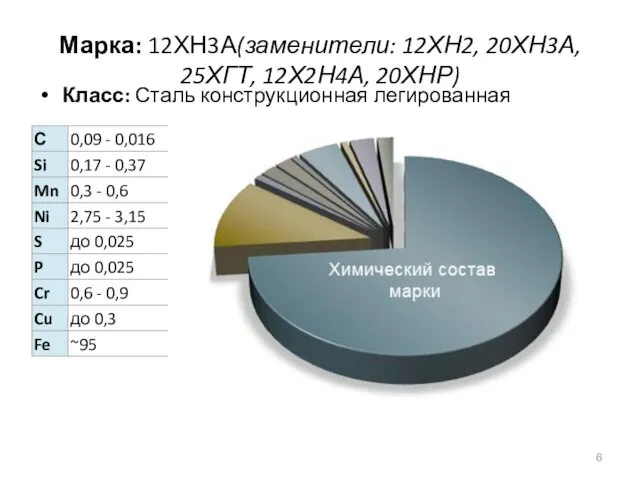
Марка: 12ХН3А(заменители: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР)
Класс: Сталь конструкционная легированная
Марка: 12ХН3А(заменители: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР)
Класс: Сталь конструкционная легированная
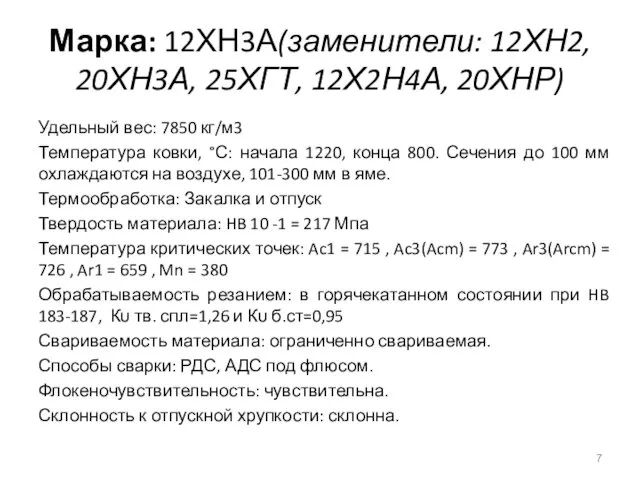
Марка: 12ХН3А(заменители: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР)
Удельный вес: 7850 кг/м3
Температура ковки, °С:
Марка: 12ХН3А(заменители: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР)
Удельный вес: 7850 кг/м3
Температура ковки, °С:

Механические свойства прутка стали 12ХН3А
Механические свойства прутка стали 12ХН3А
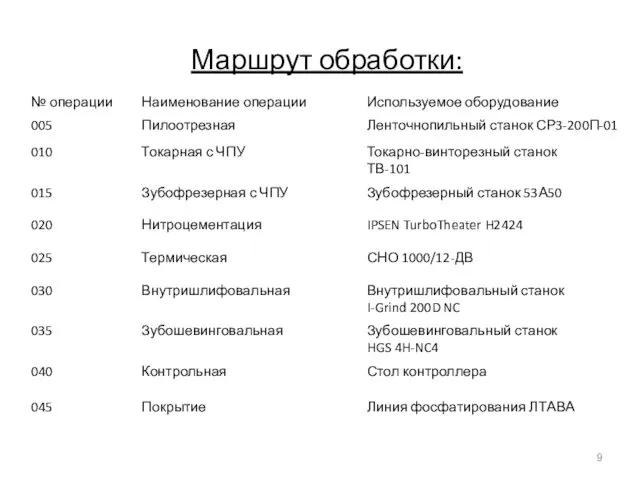
Маршрут обработки:
Маршрут обработки:
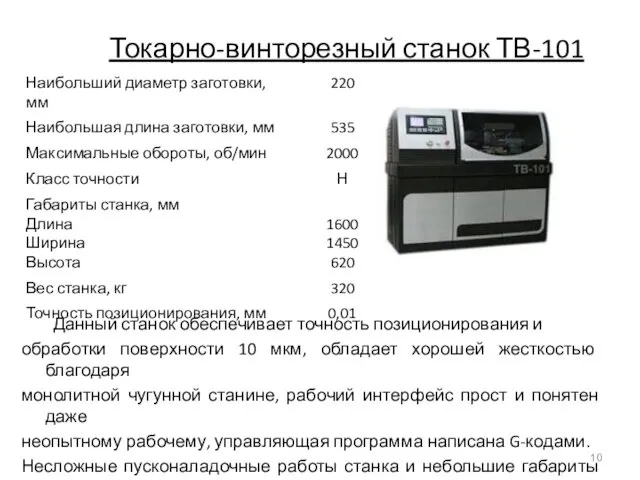
Токарно-винторезный станок ТВ-101
Данный станок обеспечивает точность позиционирования и
обработки поверхности 10 мкм,
Токарно-винторезный станок ТВ-101
Данный станок обеспечивает точность позиционирования и
обработки поверхности 10 мкм,

Зубофрезерный станок 53А50
Полуавтомат универсальный
зубофрезерный. Имеет неподвижный
стол и подвижную стойку, наличие
универсального фрезерного
Зубофрезерный станок 53А50
Полуавтомат универсальный
зубофрезерный. Имеет неподвижный
стол и подвижную стойку, наличие
универсального фрезерного

Внутришлифовальный станок I-grind 200D CNC
Предназначен для шлифования внутренних отверстий Ø6-200. Все
Внутришлифовальный станок I-grind 200D CNC
Предназначен для шлифования внутренних отверстий Ø6-200. Все

Зубошевинговальный станок HGS 4H-NC4
Станок предназначен для окончательной
Обработки цилиндрических зубчатых
колес шеверами. Данный
Зубошевинговальный станок HGS 4H-NC4
Станок предназначен для окончательной
Обработки цилиндрических зубчатых
колес шеверами. Данный
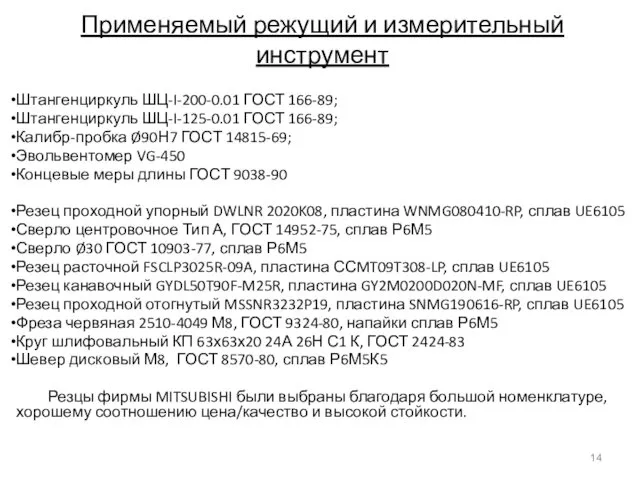
Применяемый режущий и измерительный инструмент
Штангенциркуль ШЦ-I-200-0.01 ГОСТ 166-89;
Штангенциркуль ШЦ-I-125-0.01 ГОСТ 166-89;
Калибр-пробка
Применяемый режущий и измерительный инструмент
Штангенциркуль ШЦ-I-200-0.01 ГОСТ 166-89;
Штангенциркуль ШЦ-I-125-0.01 ГОСТ 166-89;
Калибр-пробка
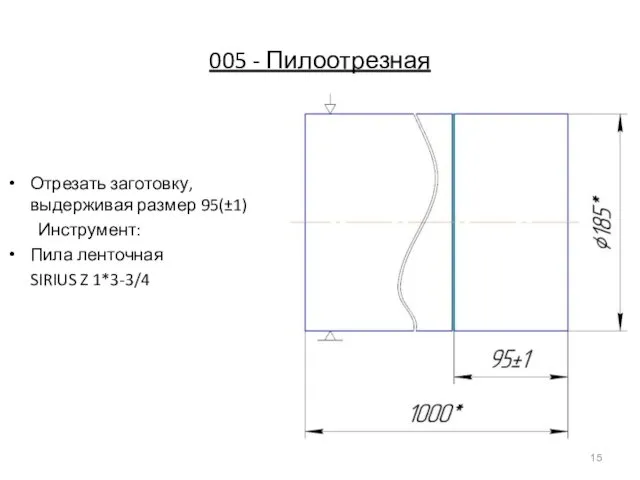
005 - Пилоотрезная
Отрезать заготовку, выдерживая размер 95(±1)
Инструмент:
Пила ленточная
SIRIUS Z
005 - Пилоотрезная
Отрезать заготовку, выдерживая размер 95(±1)
Инструмент:
Пила ленточная
SIRIUS Z

010 – Токарная, установ 1
Торцевать выдерживая размер 93(-0,5)
Точить Ø176(-0,16), выдерживая размер
010 – Токарная, установ 1
Торцевать выдерживая размер 93(-0,5)
Точить Ø176(-0,16), выдерживая размер
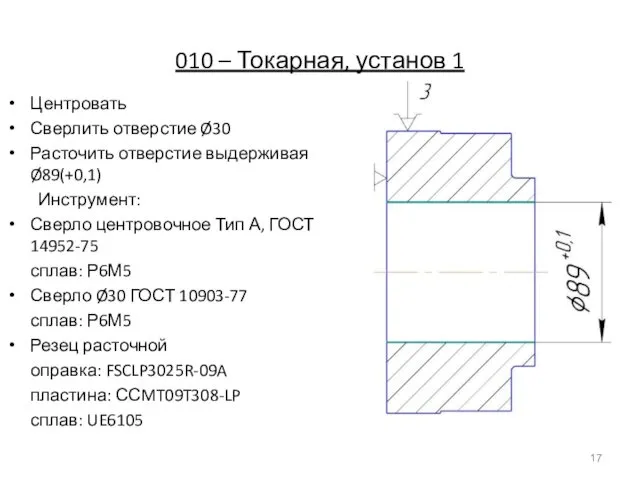
010 – Токарная, установ 1
Центровать
Сверлить отверстие Ø30
Расточить отверстие выдерживая Ø89(+0,1)
Инструмент:
Сверло центровочное
010 – Токарная, установ 1
Центровать
Сверлить отверстие Ø30
Расточить отверстие выдерживая Ø89(+0,1)
Инструмент:
Сверло центровочное

010 – Токарная, установ 1
Точить канавки Ø93,5(+0,35), выдерживая размеры 23(+0,1) и
010 – Токарная, установ 1
Точить канавки Ø93,5(+0,35), выдерживая размеры 23(+0,1) и

010 – Токарная, установ 2
Торцевать выдерживая размер 90(-0,5)
Точить Ø176(-0,16)
Точить Ø120(-0,5), выдерживая
010 – Токарная, установ 2
Торцевать выдерживая размер 90(-0,5)
Точить Ø176(-0,16)
Точить Ø120(-0,5), выдерживая
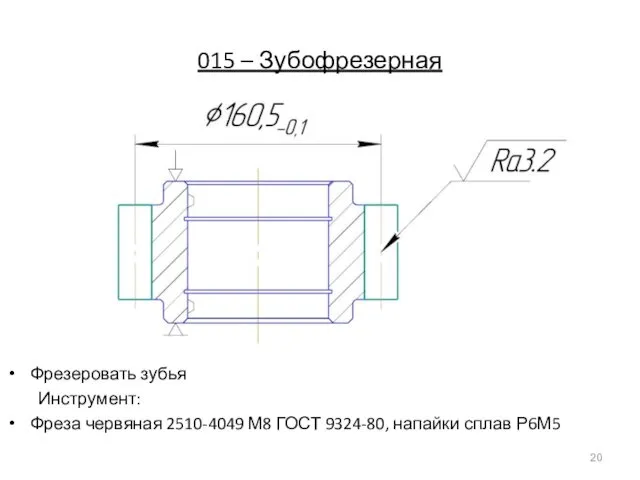
015 – Зубофрезерная
Фрезеровать зубья
Инструмент:
Фреза червяная 2510-4049 М8 ГОСТ 9324-80, напайки сплав
015 – Зубофрезерная
Фрезеровать зубья
Инструмент:
Фреза червяная 2510-4049 М8 ГОСТ 9324-80, напайки сплав
020 - Нитроцементация
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по
020 - Нитроцементация
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по
025 - Термическая
Термическая обработка - это совокупность операций нагрева, выдержки и охлаждения
025 - Термическая
Термическая обработка - это совокупность операций нагрева, выдержки и охлаждения

030 - Внутришлифовальная
Шлифовать, выдерживая размер Ø90(+0,035)
Инструмент:
Круг шлифовальный
КП 63х63х20 24А 26Н
030 - Внутришлифовальная
Шлифовать, выдерживая размер Ø90(+0,035)
Инструмент:
Круг шлифовальный
КП 63х63х20 24А 26Н
035 - Зубошевинговальная
Шевинговать зубья, выдерживая размер Ø160
Инструмент:
Шевер дисковый М8, ГОСТ 8570-80,
035 - Зубошевинговальная
Шевинговать зубья, выдерживая размер Ø160
Инструмент:
Шевер дисковый М8, ГОСТ 8570-80,
040 - Контрольная
Процесс контроля готовой продукции это важный этап изготовления. Отрасль
040 - Контрольная
Процесс контроля готовой продукции это важный этап изготовления. Отрасль
045 - Покрытие
Готовую продукцию необходимо довести до заказчика и покупателя
сохранив ее
045 - Покрытие
Готовую продукцию необходимо довести до заказчика и покупателя
сохранив ее
Измерительный инструмент
Внутренний диаметр «Шестерни» является посадочным элементом детали,
к нему предъявляются жесткие
Измерительный инструмент
Внутренний диаметр «Шестерни» является посадочным элементом детали,
к нему предъявляются жесткие
Зубошевингование
Процесс зубошевингования обеспечивает
снижение шероховатости поверхности и
повышение точности профиля зубьев. В
процессе термообработки
Зубошевингование
Процесс зубошевингования обеспечивает
снижение шероховатости поверхности и
повышение точности профиля зубьев. В
процессе термообработки
Заключение
В процессе выполнения работы, была изучена учебная методическая литература.
Заключение
В процессе выполнения работы, была изучена учебная методическая литература.
 Самолёт Ан-124 Руслан. Взаимозаменяемость деталей самолетов. (Лекция 11)
Самолёт Ан-124 Руслан. Взаимозаменяемость деталей самолетов. (Лекция 11) Основы термодинамики
Основы термодинамики Измерение и оценка факторов: неионизирующие электромагнитные поля (ЭМП) и излучения
Измерение и оценка факторов: неионизирующие электромагнитные поля (ЭМП) и излучения Слесарные работы. Основное оборудование рабочего места и инструмент слесаря
Слесарные работы. Основное оборудование рабочего места и инструмент слесаря Колебания. Основные определения
Колебания. Основные определения Ядерный реактор
Ядерный реактор лабораторная работа №1 10 класс
лабораторная работа №1 10 класс Электростатика
Электростатика Интерференция света
Интерференция света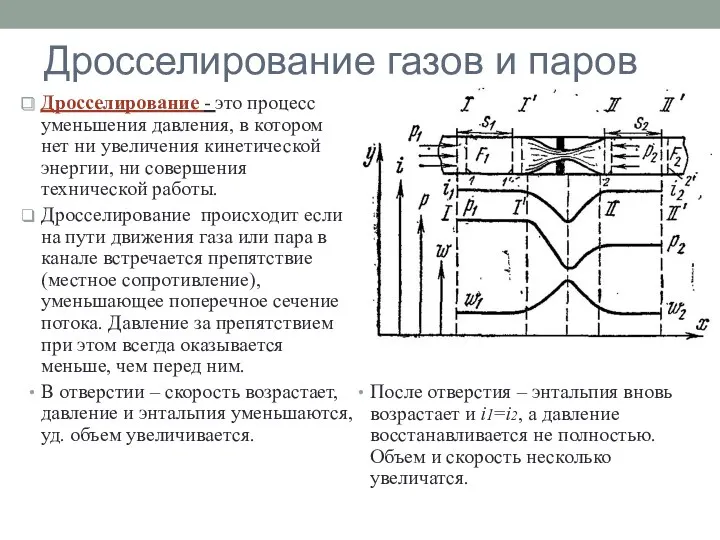 Дросселирование газов и паров
Дросселирование газов и паров Фізичні та хімічні явища
Фізичні та хімічні явища Силы в механике: сила упругости, сила сухого и вязкого трения
Силы в механике: сила упругости, сила сухого и вязкого трения Судовые кислотные аккумуляторы
Судовые кислотные аккумуляторы Изучение электрической цепи.
Изучение электрической цепи. Лінійні електричні кола постійного струму
Лінійні електричні кола постійного струму Расчеты элементов конструкции на срез и смятие
Расчеты элементов конструкции на срез и смятие Полупроводники
Полупроводники Определение коэффициента поверхностного натяжения синтетических моющих средств
Определение коэффициента поверхностного натяжения синтетических моющих средств Строение атома. Ученые древности о строении вещества
Строение атома. Ученые древности о строении вещества Пористость. Виды пористости
Пористость. Виды пористости Изучение последовательного и параллельного соединения проводников. Отчет о лабораторной работе №9
Изучение последовательного и параллельного соединения проводников. Отчет о лабораторной работе №9 Дисперсия света
Дисперсия света Лекция № 8. Тема: Физические механизмы переноса веществ через мембрану
Лекция № 8. Тема: Физические механизмы переноса веществ через мембрану Физика в професії кухаря
Физика в професії кухаря Тепловое излучение. Лекция 9
Тепловое излучение. Лекция 9 Физическая игра Счастливый случай. 8 класс
Физическая игра Счастливый случай. 8 класс Формирование позитивного отношения к ядерной энергетике
Формирование позитивного отношения к ядерной энергетике дз_ДИФРАКЦИЯ
дз_ДИФРАКЦИЯ