- Участок отгрузки ЛПЦ-10. Контролёр в производстве черных металлов

Содержание
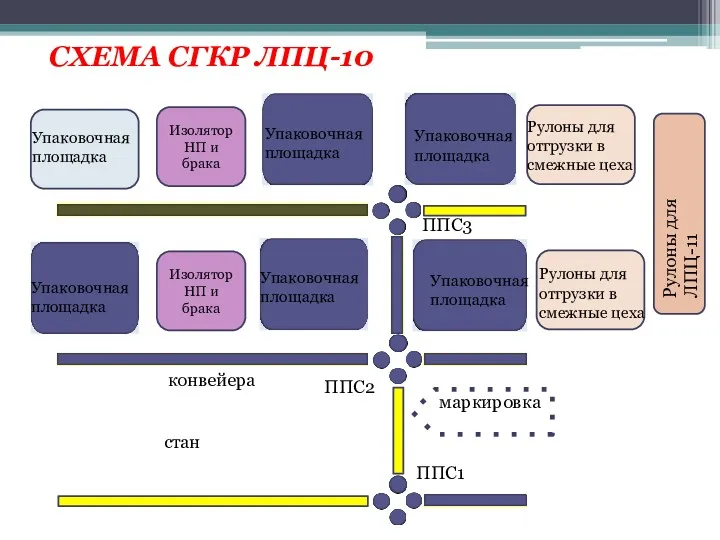
- 2. Упаковочная площадка Упаковочная площадка Упаковочная площадка Упаковочная площадка Рулоны для ЛПЦ-11 Упаковочная площадка Упаковочная площадка Рулоны
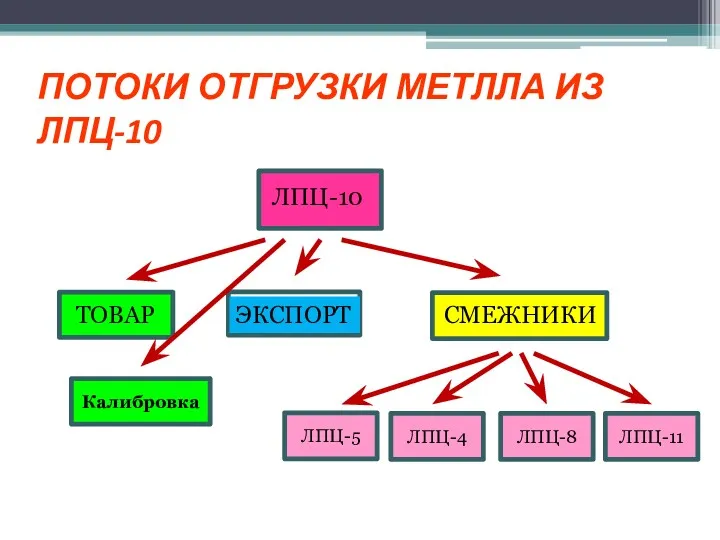
- 3. ПОТОКИ ОТГРУЗКИ МЕТЛЛА ИЗ ЛПЦ-10 ЛПЦ-10 ТОВАР ЭКСПОРТ СМЕЖНИКИ ЛПЦ-5 ЛПЦ-4 ЛПЦ-8 ЛПЦ-11 Калибровка
- 4. Паспорт партии Контролер с помощью программы «АРМ аттестации выдает бригадиру паспорт на взятую в работу плавко-партию
- 5. ОБРАБОТКА ДЕФЕКТОВ Плавко-партия комплектно выставляется на упаковочные стенды (ромашки) Контролер осматривает взятый в работу металл на
- 6. ОТБОР ПРОБ Отбор проб горячекатаных рулонов для проведения механических испытаний производится резчиком горячего металла на участке
- 7. КОРРЕКТИРОВКА ВЕСА РУЛОНОВ Бригадир возвращает контролеру паспорт, в котором указано количество срезанного металла с дефектами в
- 8. Формировочная карточка Штабелеровщик на учете оформляет формировочную карточку на вагон и передает ее контролеру ОКП для
- 9. АТТЕСТАЦИЯ И ВЫДАЧА ТСД После получения результатов испытаний контролер ОКП проверяет их на соответствие НД и
- 11. Скачать презентацию
Упаковочная
площадка
Упаковочная
площадка
Упаковочная
площадка
Упаковочная
площадка
Рулоны для ЛПЦ-11
Упаковочная
площадка
Упаковочная
площадка
Рулоны для
отгрузки
Упаковочная
площадка
Упаковочная
площадка
Упаковочная
площадка
Упаковочная
площадка
Рулоны для ЛПЦ-11
Упаковочная
площадка
Упаковочная
площадка
Рулоны для
отгрузки
ПОТОКИ ОТГРУЗКИ МЕТЛЛА ИЗ ЛПЦ-10
ЛПЦ-10
ТОВАР
ЭКСПОРТ
СМЕЖНИКИ
ЛПЦ-5
ЛПЦ-4
ЛПЦ-8
ЛПЦ-11
Калибровка
ПОТОКИ ОТГРУЗКИ МЕТЛЛА ИЗ ЛПЦ-10
ЛПЦ-10
ТОВАР
ЭКСПОРТ
СМЕЖНИКИ
ЛПЦ-5
ЛПЦ-4
ЛПЦ-8
ЛПЦ-11
Калибровка
Паспорт партии
Контролер с помощью программы «АРМ аттестации выдает бригадиру паспорт на
Паспорт партии
Контролер с помощью программы «АРМ аттестации выдает бригадиру паспорт на
ОБРАБОТКА ДЕФЕКТОВ
Плавко-партия комплектно выставляется на упаковочные стенды (ромашки)
Контролер осматривает взятый в
ОБРАБОТКА ДЕФЕКТОВ
Плавко-партия комплектно выставляется на упаковочные стенды (ромашки)
Контролер осматривает взятый в
ОТБОР ПРОБ
Отбор проб горячекатаных рулонов для проведения механических испытаний производится резчиком
ОТБОР ПРОБ
Отбор проб горячекатаных рулонов для проведения механических испытаний производится резчиком
КОРРЕКТИРОВКА ВЕСА РУЛОНОВ
Бригадир возвращает контролеру паспорт, в котором указано количество срезанного
КОРРЕКТИРОВКА ВЕСА РУЛОНОВ
Бригадир возвращает контролеру паспорт, в котором указано количество срезанного
Формировочная карточка
Штабелеровщик на учете оформляет формировочную карточку на вагон и передает
Формировочная карточка
Штабелеровщик на учете оформляет формировочную карточку на вагон и передает
АТТЕСТАЦИЯ И ВЫДАЧА ТСД
После получения результатов испытаний контролер ОКП проверяет их
АТТЕСТАЦИЯ И ВЫДАЧА ТСД
После получения результатов испытаний контролер ОКП проверяет их
 Вращение звезд. (Тема 17)
Вращение звезд. (Тема 17) Динаміка матеріальної точки
Динаміка матеріальної точки Как развивалось электрическое освещение
Как развивалось электрическое освещение Явление электромагнитной индукции
Явление электромагнитной индукции Статистика носителей заряда в полупроводниках
Статистика носителей заряда в полупроводниках Реальные среды. Жидкости и твердые тела
Реальные среды. Жидкости и твердые тела Элементы физической кинетики
Элементы физической кинетики Явление электромагнитной индукции
Явление электромагнитной индукции Кран машиниста поезда, с дистанционным управлением №130
Кран машиниста поезда, с дистанционным управлением №130 Сопротивление материалов. Введение. Основные понятия
Сопротивление материалов. Введение. Основные понятия Компрессор холодильника
Компрессор холодильника Конспект к уроку на тему РЕШЕНИЕ ЗАДАЧ НА РАСЧЕТ СОПРОТИВЛЕНИЯ ПРОВОДНИКА, СИЛЫ ТОКА, НАПРЯЖЕНИЯ.
Конспект к уроку на тему РЕШЕНИЕ ЗАДАЧ НА РАСЧЕТ СОПРОТИВЛЕНИЯ ПРОВОДНИКА, СИЛЫ ТОКА, НАПРЯЖЕНИЯ. Дослідження режимів роботи рентгенівських апаратів
Дослідження режимів роботи рентгенівських апаратів Свисты-волны ОНЧ диапазона (1-30 кГц) в магнитосфере
Свисты-волны ОНЧ диапазона (1-30 кГц) в магнитосфере презентация к уроку Диффузия вещества. Золото этрусков.
презентация к уроку Диффузия вещества. Золото этрусков. Использование формулы плотности для нахождения массы геометрических тел (физика+геометрия)
Использование формулы плотности для нахождения массы геометрических тел (физика+геометрия) Двигатели ISF3.8 CM2220 и ISF3.8 CM2220 AN. Ознакомительный курс
Двигатели ISF3.8 CM2220 и ISF3.8 CM2220 AN. Ознакомительный курс Применение современных образовательных технологий в обучении физике учащихся с ограниченными возможностями здоровья.
Применение современных образовательных технологий в обучении физике учащихся с ограниченными возможностями здоровья. Диагностирование системы смазки двигателя
Диагностирование системы смазки двигателя конспект урока - игры по теме Тепловые явления
конспект урока - игры по теме Тепловые явления Лекция 9. Расчет пространственных систем
Лекция 9. Расчет пространственных систем Что такое механика?
Что такое механика? Газовые законы. 10 класс
Газовые законы. 10 класс A4CFx – New Alpha. Power Train Variation Engine
A4CFx – New Alpha. Power Train Variation Engine Закон Кулона. Электрическое поле. Напряженность электрического поля. Принцип суперпозиции полей. Силовые линии электрического
Закон Кулона. Электрическое поле. Напряженность электрического поля. Принцип суперпозиции полей. Силовые линии электрического Устами младенца. Игра для 7 класса по физике
Устами младенца. Игра для 7 класса по физике Сила трения вокруг нас
Сила трения вокруг нас Методы формирования и исследования квазиодномерных проводников
Методы формирования и исследования квазиодномерных проводников