- Установка сайлентблоков с наружной металлической обоймой

Содержание
- 2. 1. Установка сайлентблоков с наружной металлической обоймой
- 3. 1. Подготовка поверхности посадочного места: Сайлентблоки, независимо от их исполнения, устанавливаются в посадочные места с натягом,
- 4. 2. Подбор оправки: Для запрессовки сайлентблоков с металлической цилиндрической наружной поверхностью без буртов достаточно иметь цилиндрическую
- 5. В случае, если сайлентблок по конструкции должен утопать внутрь посадочного места, оправка должна быть меньше по
- 6. Целесообразно использовать консистентную смазку, прессование производить без нагрева и на прессе. 3
- 7. Требования при запрессовки: Перед прессованием необходимо убедиться в том, что внутренняя втулка, имеющая большую длину, чем
- 8. 2. Установка сайлентблоков с отбортовкой на наружной металлической обойме
- 9. Сайлентблоки, имеющие на наружном торце отбортовку, прессуются аналогично. Требование только одно: отверстие в оправке не должно
- 10. Усилие через оправку можно применять по всей поверхности как и в предыдущем варианте (даже на полиуретановый
- 11. Такого вида сайлентблоки бывают и с торцевой шайбой. В этом случае запрессовка может производиться оправкой без
- 12. 3. Установка сайлентблоков без наружной металлической обоймы
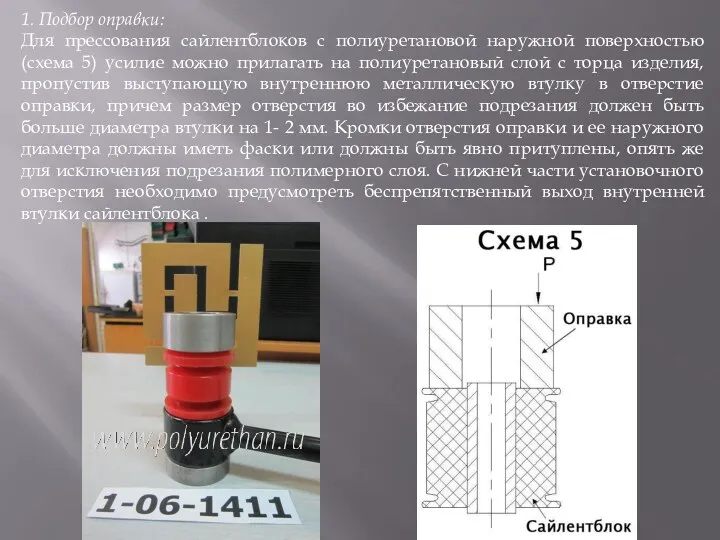
- 13. 1. Подбор оправки: Для прессования сайлентблоков с полиуретановой наружной поверхностью (схема 5) усилие можно прилагать на
- 14. Бывает, что внутренняя втулка выступает по длине за габариты наружной поверхности незначительно (до 2-3 мм). В
- 15. 1 2 2. Процесс запрессовки:
- 16. Перед установкой поверхность посадочного места обязательно должна быть обработана достаточным количеством смазки. Когда сайлентблок зайдет в
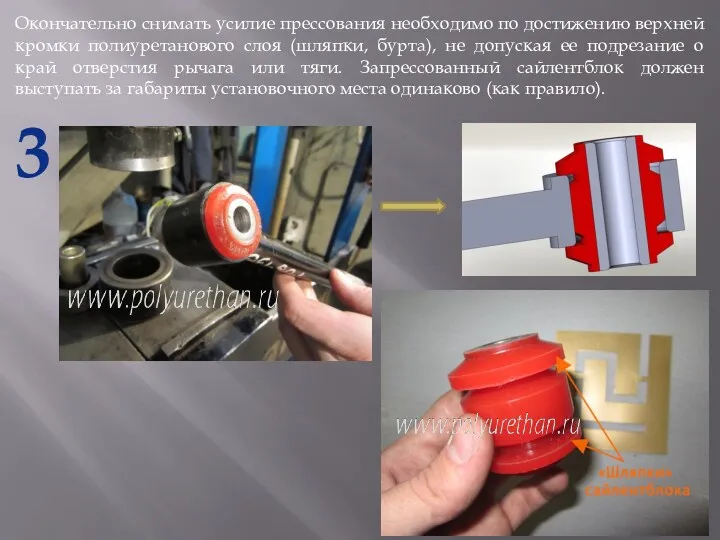
- 17. 3 Окончательно снимать усилие прессования необходимо по достижению верхней кромки полиуретанового слоя (шляпки, бурта), не допуская
- 18. Если это не обеспечено с первого раза, возможно приложить усилие запрессовки еще раз с нужной стороны
- 19. 4. Использование конусов для запрессовки
- 20. Иногда для облегчения прессования целесообразно применять конус, который своим бОльшим диаметром обеспечит гарантированный заход изделия в
- 22. 5. Особенности установки сайлентблоков с запрессованной внутренней металлической втулкой
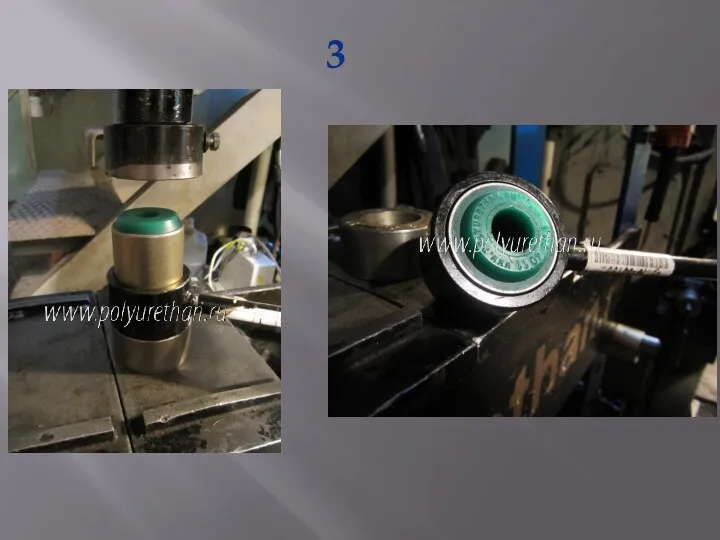
- 23. При прессовании полиуретановых изделий, имеющих по конструкции неприваренную внутреннюю втулку, иногда целесообразно прессовать отдельно полимерное изделие
- 24. 3
- 26. Скачать презентацию

1. Установка сайлентблоков с наружной металлической обоймой
1. Установка сайлентблоков с наружной металлической обоймой
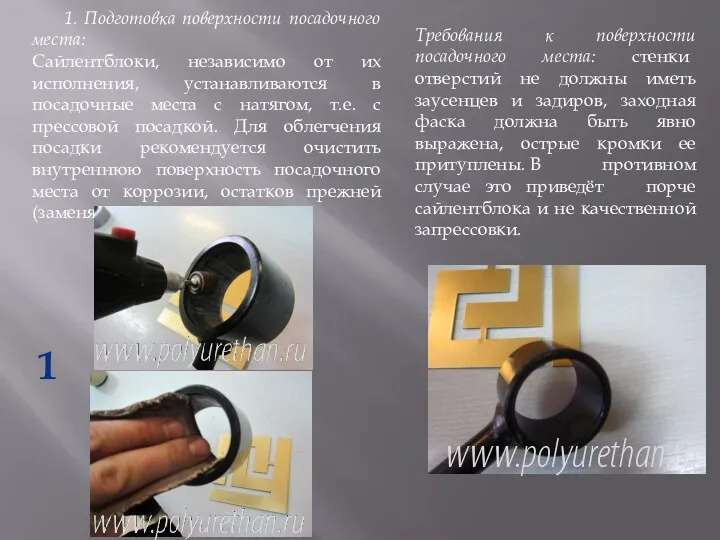
1. Подготовка поверхности посадочного места:
Сайлентблоки, независимо от их исполнения, устанавливаются
1. Подготовка поверхности посадочного места:
Сайлентблоки, независимо от их исполнения, устанавливаются
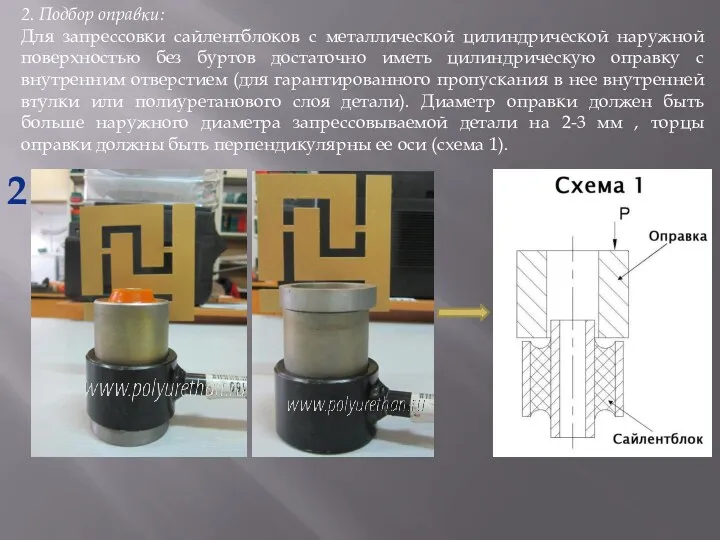
2. Подбор оправки:
Для запрессовки сайлентблоков с металлической цилиндрической наружной поверхностью без
2. Подбор оправки:
Для запрессовки сайлентблоков с металлической цилиндрической наружной поверхностью без
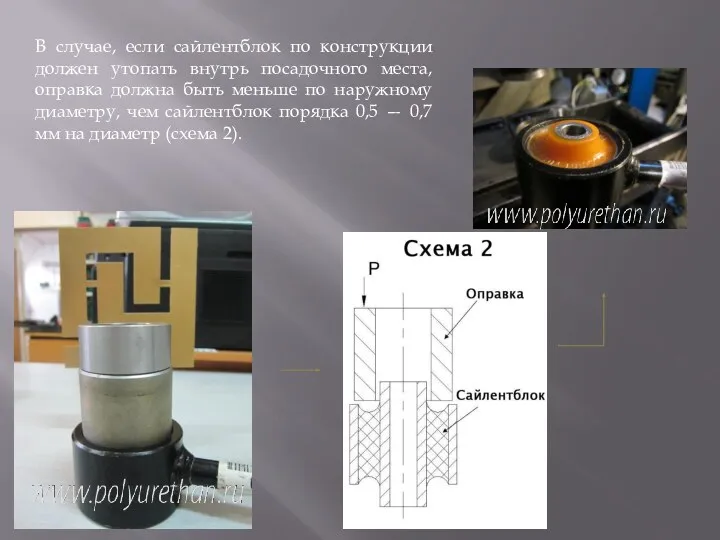
В случае, если сайлентблок по конструкции должен утопать внутрь посадочного места,
В случае, если сайлентблок по конструкции должен утопать внутрь посадочного места,

Целесообразно использовать консистентную смазку, прессование производить без нагрева и на прессе.
3
Целесообразно использовать консистентную смазку, прессование производить без нагрева и на прессе.
3

Требования при запрессовки: Перед прессованием необходимо убедиться в том, что внутренняя
Требования при запрессовки: Перед прессованием необходимо убедиться в том, что внутренняя

2. Установка сайлентблоков с отбортовкой на наружной металлической обойме
2. Установка сайлентблоков с отбортовкой на наружной металлической обойме

Сайлентблоки, имеющие на наружном торце отбортовку, прессуются аналогично. Требование только одно:
Сайлентблоки, имеющие на наружном торце отбортовку, прессуются аналогично. Требование только одно:
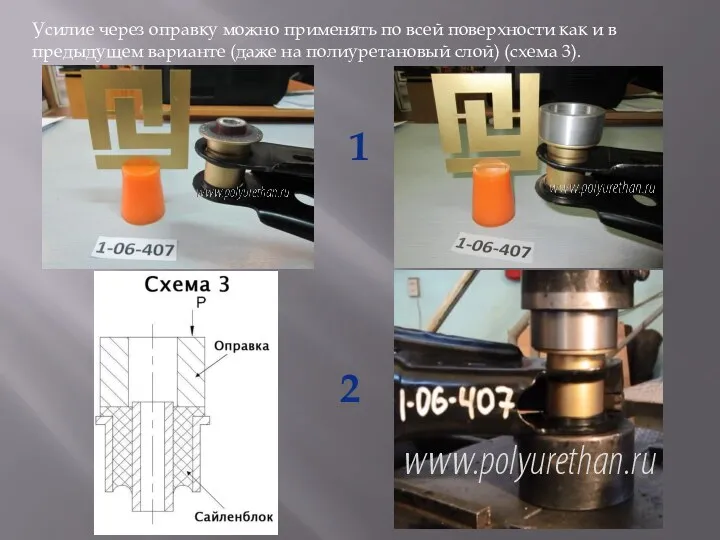
Усилие через оправку можно применять по всей поверхности как и в
Усилие через оправку можно применять по всей поверхности как и в
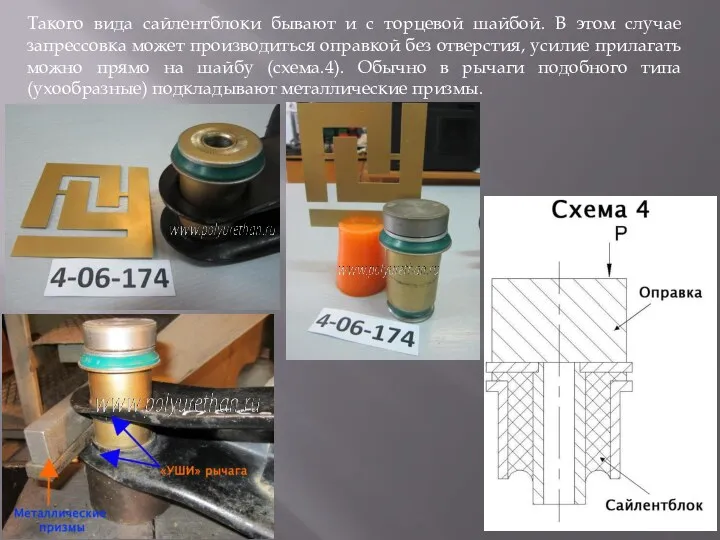
Такого вида сайлентблоки бывают и с торцевой шайбой. В этом случае
Такого вида сайлентблоки бывают и с торцевой шайбой. В этом случае

3. Установка сайлентблоков без наружной металлической обоймы
3. Установка сайлентблоков без наружной металлической обоймы
1. Подбор оправки:
Для прессования сайлентблоков с полиуретановой наружной поверхностью (схема 5)
1. Подбор оправки:
Для прессования сайлентблоков с полиуретановой наружной поверхностью (схема 5)

Бывает, что внутренняя втулка выступает по длине за габариты наружной поверхности
Бывает, что внутренняя втулка выступает по длине за габариты наружной поверхности

1
2
2. Процесс запрессовки:
1
2
2. Процесс запрессовки:

Перед установкой поверхность посадочного места обязательно должна быть обработана достаточным количеством
Перед установкой поверхность посадочного места обязательно должна быть обработана достаточным количеством
3
Окончательно снимать усилие прессования необходимо по достижению верхней кромки полиуретанового слоя
3
Окончательно снимать усилие прессования необходимо по достижению верхней кромки полиуретанового слоя
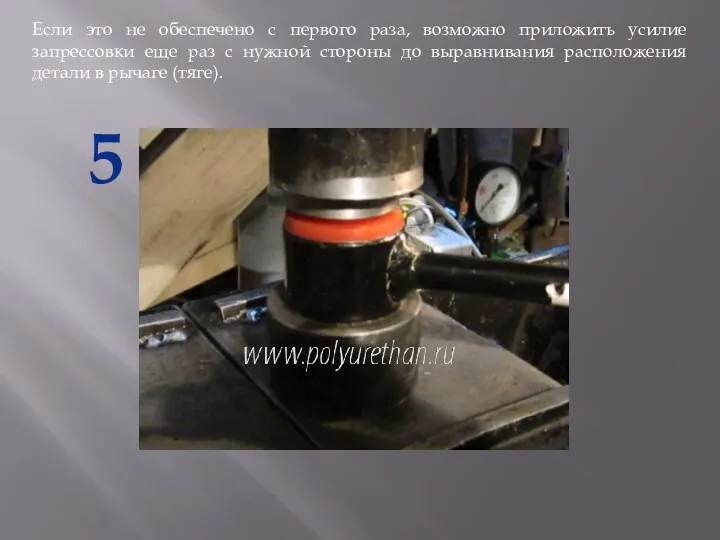
Если это не обеспечено с первого раза, возможно приложить усилие запрессовки
Если это не обеспечено с первого раза, возможно приложить усилие запрессовки

4. Использование конусов для запрессовки
4. Использование конусов для запрессовки

Иногда для облегчения прессования целесообразно применять конус, который своим бОльшим диаметром
Иногда для облегчения прессования целесообразно применять конус, который своим бОльшим диаметром


5. Особенности установки сайлентблоков с запрессованной внутренней металлической втулкой
5. Особенности установки сайлентблоков с запрессованной внутренней металлической втулкой
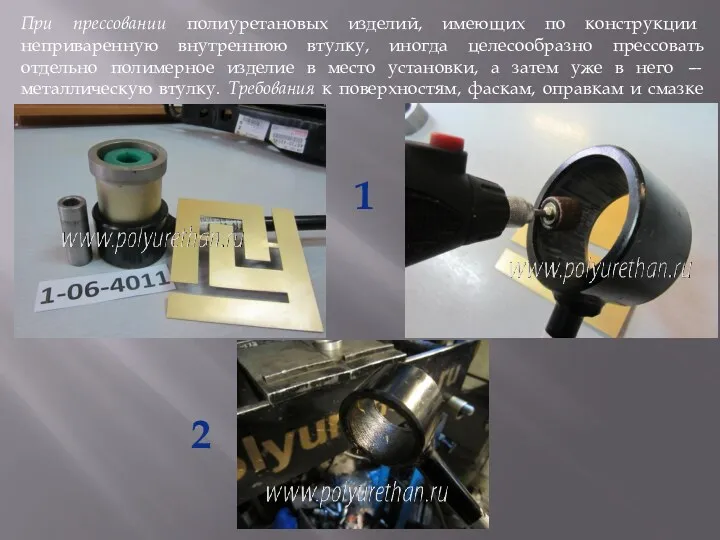
При прессовании полиуретановых изделий, имеющих по конструкции неприваренную внутреннюю втулку, иногда
При прессовании полиуретановых изделий, имеющих по конструкции неприваренную внутреннюю втулку, иногда
3
3
 Ультрафиолетовое излучение
Ультрафиолетовое излучение Методы определения скорости света
Методы определения скорости света Физико-химические методы анализа. Хроматография
Физико-химические методы анализа. Хроматография Саївський НВК Фізика-8
Саївський НВК Фізика-8 Ядерные силы. Энергия связи. Дефект масс
Ядерные силы. Энергия связи. Дефект масс Действие магнитного поля на заряженные частицы. Сила Лоренца
Действие магнитного поля на заряженные частицы. Сила Лоренца Холодильники
Холодильники Рычаг. Момент силы. Условие равновесия рычага
Рычаг. Момент силы. Условие равновесия рычага ГАЗель Next c двигателем Monoturbo VW EA189
ГАЗель Next c двигателем Monoturbo VW EA189 Invent yourself
Invent yourself Закон Ома для полной цепи
Закон Ома для полной цепи Флюксметр
Флюксметр Обработка экспериментальных данных. Часть 2
Обработка экспериментальных данных. Часть 2 плоское зеркало
плоское зеркало Интерференция света. (Лекция 11)
Интерференция света. (Лекция 11) Аберрации оптической системы глаза
Аберрации оптической системы глаза Автомеханік
Автомеханік Қатты дененің динамикасы
Қатты дененің динамикасы Люминесценция
Люминесценция Валы и оси
Валы и оси Презентация к уроку физики 7класс по теме Давление. Способы изменения давления
Презентация к уроку физики 7класс по теме Давление. Способы изменения давления Нейтронная активность
Нейтронная активность разработка урока 11 класс физика Волновые явления
разработка урока 11 класс физика Волновые явления Поверхностное натяжение жидкости
Поверхностное натяжение жидкости Тепловое излучение
Тепловое излучение Давление твёрдых тел. Урок-исследование. Закрепление знаний
Давление твёрдых тел. Урок-исследование. Закрепление знаний Электрический ток
Электрический ток М.В.Ломоносов
М.В.Ломоносов