- Відновлення деталей ручним зварюванням

Содержание
- 2. Зварювання — технологічний процес одержання нерознімного з'єднання металевих виробів при їхньому місцевому нагріванні до розплавлення чи
- 3. На ремонтних підприємствах зварюванням і наплавленням відновлюють понад 60% деталей. Переваги : - високою продуктивністю і
- 4. Недоліки: зміна структур основного металу в зоні термічного впливу тапоява місцевих напружень, що приводять до жолоблення
- 5. Види зварювання з розплавленням металу: Дугове: нагрівання і розплавлення металу відбуваються за рахунок енергії, що виділяється
- 6. Дугове зварювання і наплавлення. Їх виконують на постійному та змінному струмі. На змінному струмі виконують зварювання
- 7. 3. Обладнання. Для електродугового зварювання і наплавлення застосовуюсь джерела постійного (перетворювачі, випрямлячі, генератори) і змінного струму
- 8. Підготовка кромок для ручного дугового зварювання у стик
- 9. а - без розфасування: б,в - розчищенням V-подібної фаски; г,д - з розчищенням фасок з двох
- 11. Вибір електродів Електроди вибирають по двох критеріях: Виду металу з якого виготовленна деталь ; Товщина деталі
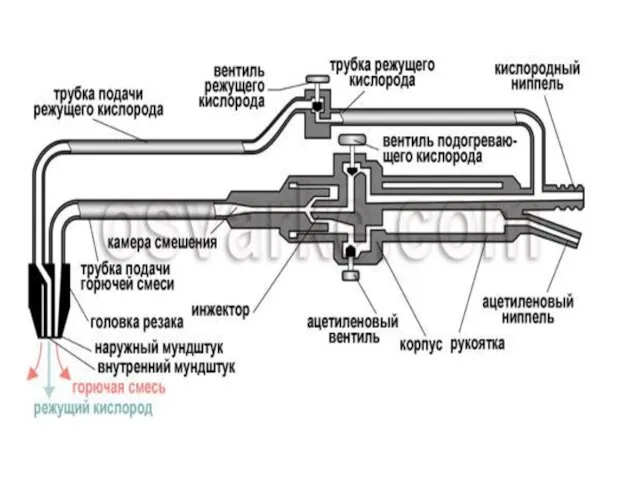
- 18. 4. Газове зварювання і наплавлення. При газовому зварюванні і наплавленні метал нагрівається і розплавляється теплом, яке
- 19. Залежно від співвідношення виграти кисню і ацетилену (α=О2/С2Н2) існують три види полум'я при газовому зварюванні (наплавленні):
- 20. Режими газового зварювання визначаються його способом, потужністю і видом полум'я, діаметром присадного прутка, кутом нахилу пальника.
- 22. Перевагами газового зварювання і наплавлення є використання простого і дешевого обладнання можливість широкого маневрування потужністю полум'я
- 29. Скачать презентацию
Зварювання — технологічний процес одержання нерознімного з'єднання металевих виробів при їхньому
Зварювання — технологічний процес одержання нерознімного з'єднання металевих виробів при їхньому
На ремонтних підприємствах зварюванням і наплавленням відновлюють понад 60% деталей.
Переваги
На ремонтних підприємствах зварюванням і наплавленням відновлюють понад 60% деталей.
Переваги
Недоліки:
зміна структур основного металу в зоні термічного впливу тапоява місцевих напружень,
Недоліки:
зміна структур основного металу в зоні термічного впливу тапоява місцевих напружень,
Види зварювання з розплавленням металу:
Дугове: нагрівання і розплавлення металу відбуваються за
Види зварювання з розплавленням металу:
Дугове: нагрівання і розплавлення металу відбуваються за

Дугове зварювання і наплавлення.
Їх виконують на постійному та змінному струмі. На
Дугове зварювання і наплавлення.
Їх виконують на постійному та змінному струмі. На
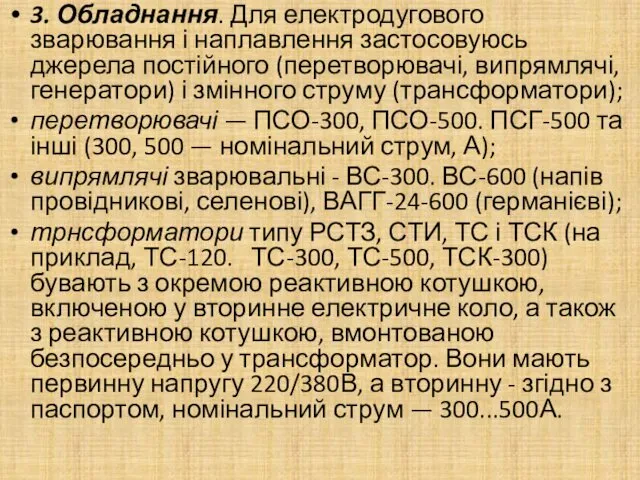
3. Обладнання. Для електродугового зварювання і наплавлення застосовуюсь джерела постійного (перетворювачі,
3. Обладнання. Для електродугового зварювання і наплавлення застосовуюсь джерела постійного (перетворювачі,
Підготовка кромок для ручного дугового зварювання у стик
Підготовка кромок для ручного дугового зварювання у стик
а - без розфасування:
б,в - розчищенням V-подібної фаски;
г,д -
а - без розфасування:
б,в - розчищенням V-подібної фаски;
г,д -
Вибір електродів
Електроди вибирають по двох критеріях:
Виду металу з якого виготовленна деталь
Вибір електродів
Електроди вибирають по двох критеріях:
Виду металу з якого виготовленна деталь





4. Газове зварювання і наплавлення.
При газовому зварюванні і наплавленні метал нагрівається
4. Газове зварювання і наплавлення.
При газовому зварюванні і наплавленні метал нагрівається
Залежно від співвідношення виграти кисню і ацетилену (α=О2/С2Н2) існують три види
Залежно від співвідношення виграти кисню і ацетилену (α=О2/С2Н2) існують три види
Режими газового зварювання
визначаються його способом, потужністю і видом полум'я, діаметром
Режими газового зварювання
визначаються його способом, потужністю і видом полум'я, діаметром

Перевагами газового зварювання і наплавлення є
використання простого і дешевого обладнання
можливість широкого
Перевагами газового зварювання і наплавлення є
використання простого і дешевого обладнання
можливість широкого



 Презентация к уроку физики в 7 классе Путешествие в Королевство Сил
Презентация к уроку физики в 7 классе Путешествие в Королевство Сил Использование ИКТ на уроках физики. Основная роль ИКТ в работе учителя
Использование ИКТ на уроках физики. Основная роль ИКТ в работе учителя Diffraction grating
Diffraction grating Жұмыс орындарындағы электромагниттік сәулеленулер
Жұмыс орындарындағы электромагниттік сәулеленулер Приборы электромагнитной и электродинамической систем
Приборы электромагнитной и электродинамической систем Расчет давления жидкости на дно и стенки сосуда
Расчет давления жидкости на дно и стенки сосуда Определение по заданному обозначению посадки, предельных отклонений и размеров элементов деталей, допусков отверстия вала
Определение по заданному обозначению посадки, предельных отклонений и размеров элементов деталей, допусков отверстия вала Основные понятия теории механизмов и машин
Основные понятия теории механизмов и машин Эксперимент – как метод активизации мыслительной деятельности учащихся на уроках физики
Эксперимент – как метод активизации мыслительной деятельности учащихся на уроках физики Механизмдердің күштік талдауының кинеитостатикалық әдісі
Механизмдердің күштік талдауының кинеитостатикалық әдісі Оптика
Оптика Методическая разработка урока Плотность вещества
Методическая разработка урока Плотность вещества Кольца Ньютона
Кольца Ньютона Водородоподобные системы в квантовой механике
Водородоподобные системы в квантовой механике Квалиметриялық шкалалар
Квалиметриялық шкалалар Презентация для 8 класса Испарение и конденсация
Презентация для 8 класса Испарение и конденсация Векторная диаграмма токов и напряжений
Векторная диаграмма токов и напряжений Общая химическая технология. Кинетика ХТП. Понятия движущей силы. Лекция №1
Общая химическая технология. Кинетика ХТП. Понятия движущей силы. Лекция №1 Ремонт и обслуживание проточного водонагревателя
Ремонт и обслуживание проточного водонагревателя Гидравлический пресс
Гидравлический пресс Решение задач по геометрической оптике
Решение задач по геометрической оптике Механічна робота. Потужність
Механічна робота. Потужність Рентгенофазовый анализ
Рентгенофазовый анализ Курс физики
Курс физики Презентация. Построение векторной диаграммы
Презентация. Построение векторной диаграммы Презентация по физике для 10 класса МКТ газов
Презентация по физике для 10 класса МКТ газов Основные положения МКТ.
Основные положения МКТ. Действие электрического тока на организм человека. (Лекция 6)
Действие электрического тока на организм человека. (Лекция 6)