- Информационные системы в металлургии

Содержание
- 2. Литература: 1. Спирин Н.А., Лавров В.В. Информационные технологии в металлургии. Екатеринбург: УГТУ – УПИ, 2004. –
- 3. Информация в современном мире превратилась в один из наиболее важных ресурсов, а информационные системы (ИС) стали
- 4. Классификация информационных систем
- 5. По типу хранимых данных ИС делятся на фактографические и документальные. Фактографические системы предназначены для хранения и
- 6. В автоматических ИС все операции по переработке информации выполняются без участия человека. Автоматизированные ИС предполагают участие
- 7. Информационно-решающие системы осуществляют, кроме того, операции переработки информации по определенному алгоритму. По характеру использования выходной информации
- 8. В зависимости от сферы применения различают следующие классы ИС. Информационные системы организационного управления - предназначены для
- 9. химического состава и т.п.), процедур контроля допустимости значений параметров и регулирования технологических процессов. ИС автоматизированного проектирования
- 10. Основные понятия теории информационных систем Событие – последствие поведения (действия) человека или функционирования технического устройства в
- 11. Автоматизированная информационная система в общем случае осуществляет следующие операции: Сбор, первичная обработка и оценка достоверности информации;
- 12. 5. Возможная вторичная обработка, когда полученную информацию нельзя использовать непосредственно, т.е. когда она в том виде,
- 13. Структура информационной системы
- 14. Автоматизированная информационная система – это искусственно созданная человеком взаимосвязанная совокупность средств (в том числе и компьютерных),
- 15. Информационные системы в металлургии Главная цель информационных систем в металлургии – создание эффективной и надежной информационной
- 16. Структурированная схема интегрированной АСУ литейным производством
- 17. Характеристика металлургического производства как объекта управления Технологические и производственные процессы в зависимости от вида выпускаемой продукции
- 18. Эту функцию обычно выполняет плановая служба предприятия или плановый отдел. Синхронизация – комплекс операций по обеспечению
- 19. По структуре металлургическое производство может быть однолинейным, многолинейным, и многолинейным с перекрестными взаимосвязями. В прямой зависимости
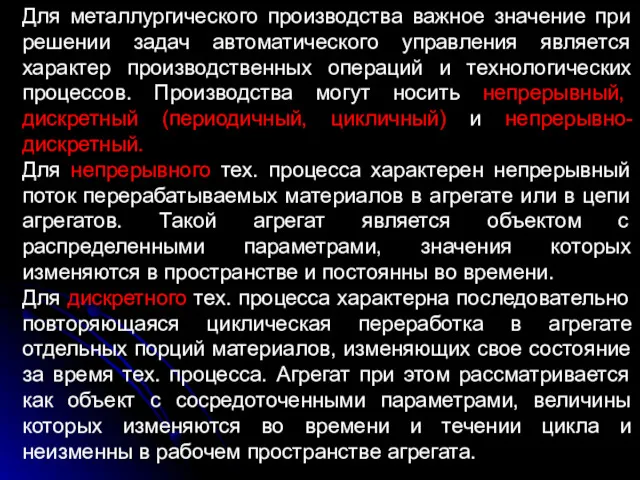
- 20. Для металлургического производства важное значение при решении задач автоматического управления является характер производственных операций и технологических
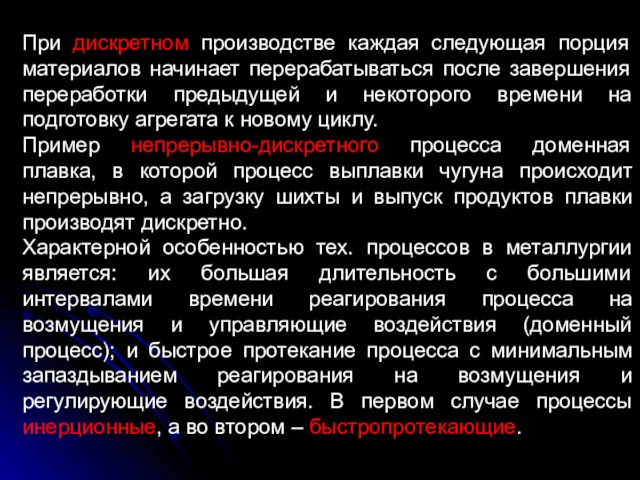
- 21. При дискретном производстве каждая следующая порция материалов начинает перерабатываться после завершения переработки предыдущей и некоторого времени
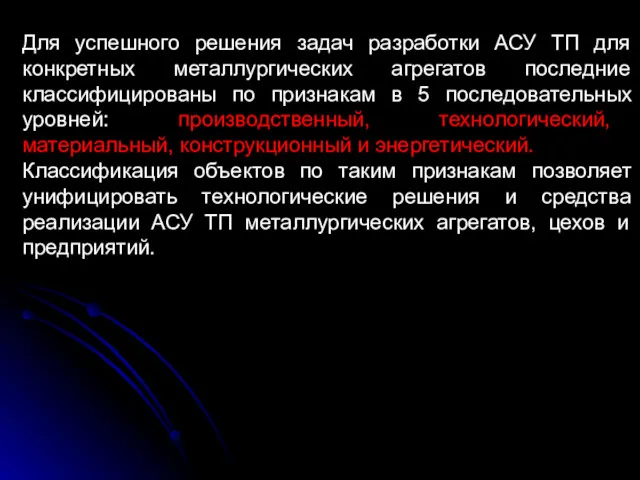
- 22. Для успешного решения задач разработки АСУ ТП для конкретных металлургических агрегатов последние классифицированы по признакам в
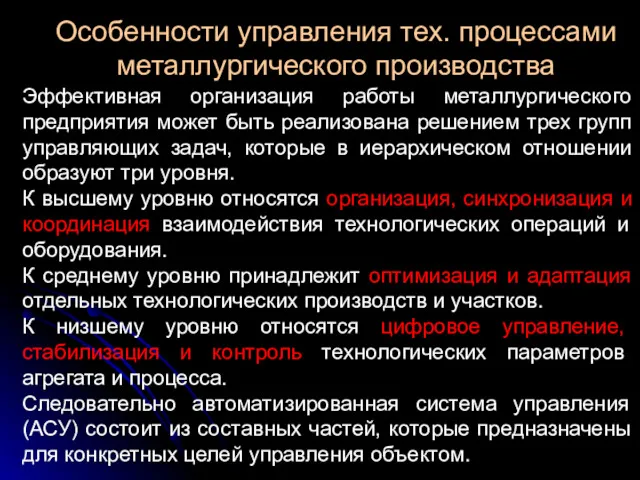
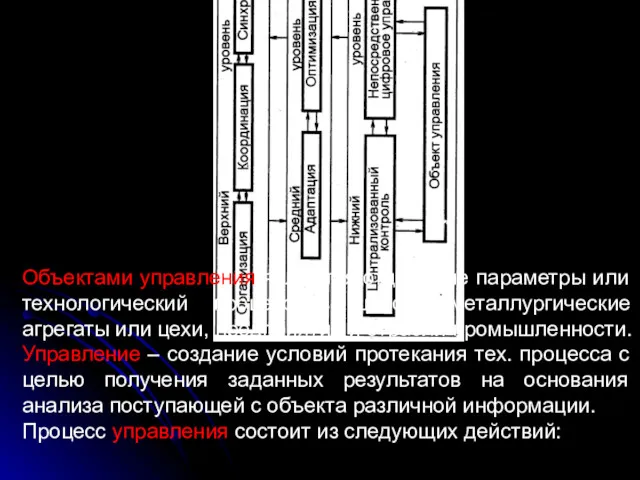
- 23. Особенности управления тех. процессами металлургического производства Эффективная организация работы металлургического предприятия может быть реализована решением трех
- 24. Объектами управления являются отдельные параметры или технологический процесс в целом; металлургические агрегаты или цехи, предприятия и
- 25. получение исходной информации о целях управления; получение оперативной информации о состоянии объекта и технологического процесса в
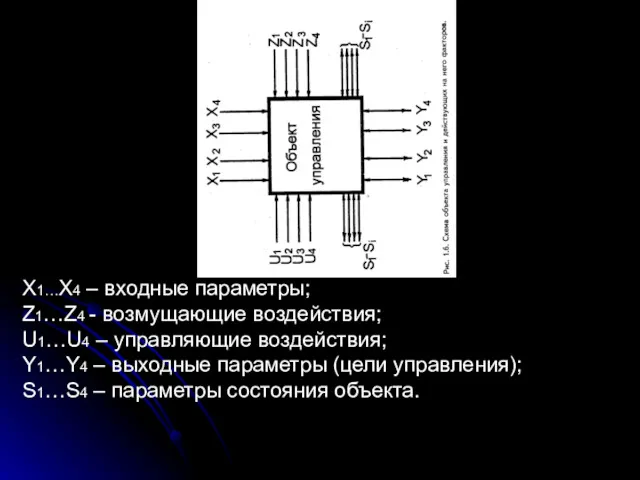
- 26. Х1…Х4 – входные параметры; Z1…Z4 - возмущающие воздействия; U1…U4 – управляющие воздействия; Y1…Y4 – выходные параметры
- 27. Основные металлургические агрегаты (доменные и мартеновские печи, кислородные конверторы и т.п.) являются, с точки зрения теории
- 28. Существенные трудности для контроля, регулирования и управления работой металлургическими агрегатами создают: инерционность и быстротечность процессов и
- 29. Установившийся режим достигается, если в объекте абсолютно полностью соблюдается материальный и энергетический баланс, что на практике
- 30. Таким агрегатам свойственно явление самовыравнивания, которое проявляется в возвращении теплового состояния агрегата после окончания возмущения к
- 31. Экономические аспекты автоматизации производственных процессов в металлургической промышленности Капитальные вложения в сферу управления в два раза
- 32. Экономическим критерием, наиболее полно отражающим эффективность производства, является повышение производительности труда, которая учитывает и живой и
- 33. повышение производительности агрегатов эквивалентно строительству новых агрегатов; улучшение качества металла увеличивает срок службы изготовленных из него
- 34. Эффективность АСУ и затраты на их приобретение, монтаж, наладку и обслуживание связаны экспоненциальной зависимостью: где Э
- 35. Зависимость эффективности производственного процесса от количества информации J и ее стоимости К Из зависимости следует, что
- 36. 2. Разработку и внедрение систем управления целесообразно выполнять поэтапно, создавая иерархические системы, позволяющие создавать автономное функционирование
- 37. 4. Максимальный экономический эффект от автоматизации металлургических процессов достигается при модернизации конструкций агрегатов, интенсификации технологических процессов,
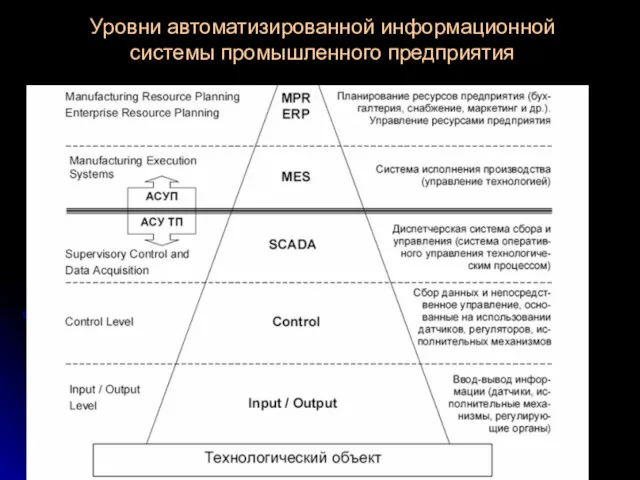
- 38. Уровни автоматизированной информационной системы промышленного предприятия
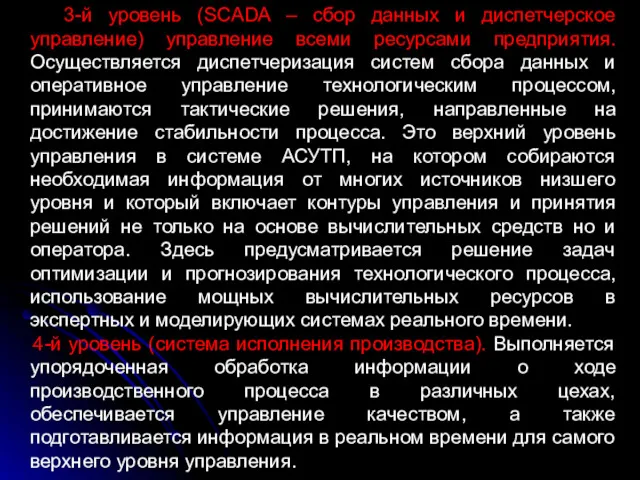
- 39. 5-й уровень (MRP, ERP) управление всеми ресурсами предприятия. Информационные структуры, отвечающие за работу предприятий в целом.
- 40. 3-й уровень (SCADA – сбор данных и диспетчерское управление) управление всеми ресурсами предприятия. Осуществляется диспетчеризация систем
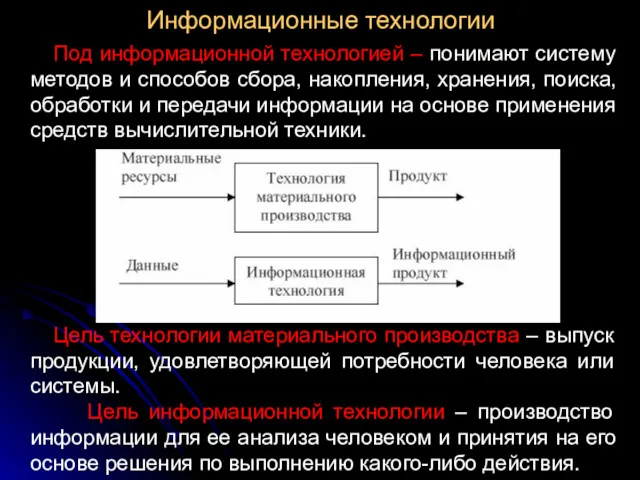
- 41. Информационные технологии Под информационной технологией – понимают систему методов и способов сбора, накопления, хранения, поиска, обработки
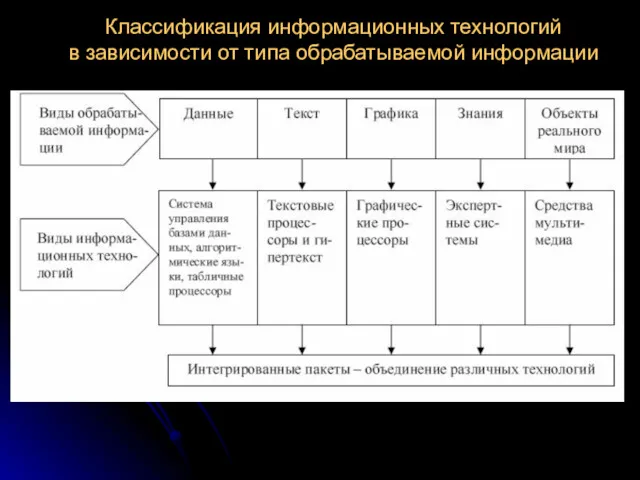
- 42. Классификация информационных технологий в зависимости от типа обрабатываемой информации
- 43. Информационные технологии сбора и обработки информации Особенностью создания цифровой структуры промышленного предприятия является необходимость тесной интеграции
- 44. АСУТП представляет собой замкнутую систему, обеспечивающую автоматизированный сбор и обработку информации, необходимой для оптимизации управления технологическим
- 45. технологических параметров, вычисление параметров процесса, формирование и выдачу текущих и обобщающих технологических и экономических показателей оперативному
- 46. Эволюция структуры управления технологическими процессами от традиционных к структурированным АСУТП а – традиционный вариант построения АСУТП
- 47. Недостатки традиционного варианта построения АСУТП - множество интерфейсов, сложность и запутанность связей между объектами; - несовместимость
- 48. Устройства связи с объектом (УСО) Неотъемлемой частью АСУТП являются УСО, назначение которых заключается в сопряжении датчиковой
- 49. - Предварительная низкочастотная фильтрация аналогового сигнала – ограничение частот первичного сигнала с целью снижения влияния на
- 50. Также, ряд УСО может выполнять более сложные задачи за счет наличия в их составе подсистемы аналого-цифрового
- 51. С развитием цифровой технологии наметилась тенденция перехода от централизованных систем управления к распределенным системам управления. Современная
- 52. Это объясняется различными причинами, наиболее важными из которых являются: значительное сокращение общих затрат на кабельную сеть,
- 53. Открытые и закрытые информационные системы Сегодня никакой производитель не может поставлять всю номенклатуру изделий, требующихся в
- 54. Открытость означает: отсутствие патентов и авторских прав на спецификацию стандарта и его расширений; отсутствие лицензионной платы
- 55. Информационные технологии хранения данных По мере распространения компьютеров и их совершенствования (главным образом, запоминающих устройств, сохраняющих
- 56. - выполнение функций по преобразованию информации, специфичных для данного приложения; - предоставление удобного интерфейса для конечных
- 57. Типичными примерами больших информационных систем являются: - системы бронирования и продажи авио- и железнодорожных билетов; -
- 58. База данных – это именованная совокупность данных, организованная по определенным правилам, предусматривающим общие принципы описания, хранения
- 59. К основным задачам, которые решаются СУБД, относятся: - хранение информации; - контроль и защита информации; -
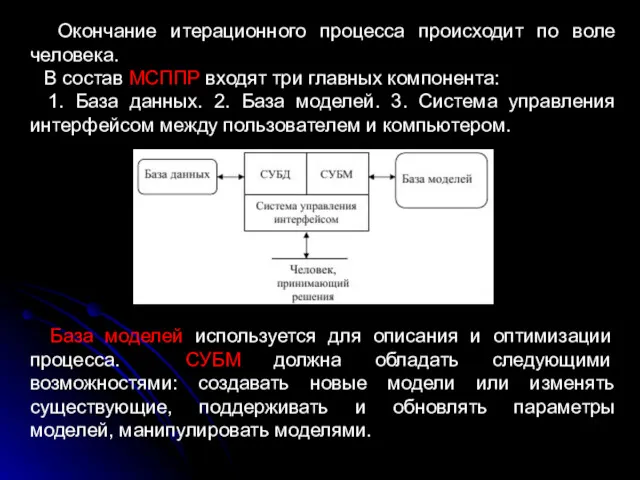
- 60. Модельные системы поддержки принятия решений Модельные системы поддержки принятия решений (МСППР) появились в 70-80-е годы, чему
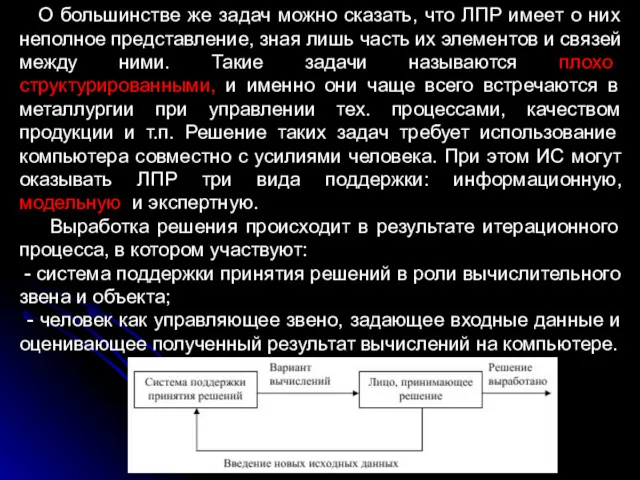
- 61. О большинстве же задач можно сказать, что ЛПР имеет о них неполное представление, зная лишь часть
- 62. Окончание итерационного процесса происходит по воле человека. В состав МСППР входят три главных компонента: 1. База
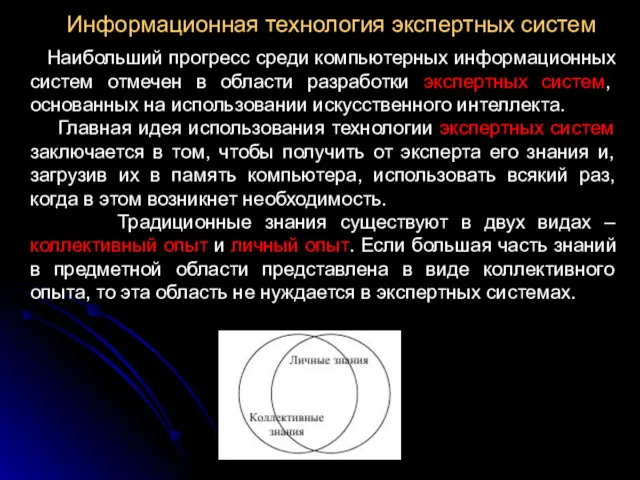
- 63. Информационная технология экспертных систем Наибольший прогресс среди компьютерных информационных систем отмечен в области разработки экспертных систем,
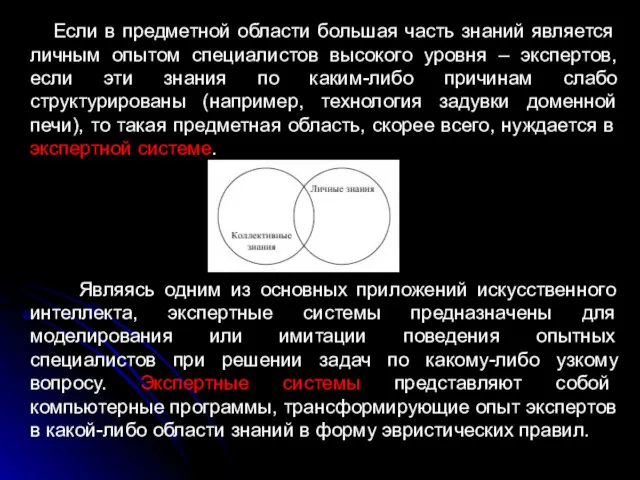
- 64. Если в предметной области большая часть знаний является личным опытом специалистов высокого уровня – экспертов, если
- 65. В экспертных системах используется принципиально новый компонент ИТ – база знаний, которая содержит факты, описывающие проблемную
- 67. Скачать презентацию
Литература:
1. Спирин Н.А., Лавров В.В. Информационные технологии в металлургии. Екатеринбург: УГТУ
Литература:
1. Спирин Н.А., Лавров В.В. Информационные технологии в металлургии. Екатеринбург: УГТУ
Информация в современном мире превратилась в один из наиболее важных ресурсов,
Информация в современном мире превратилась в один из наиболее важных ресурсов,
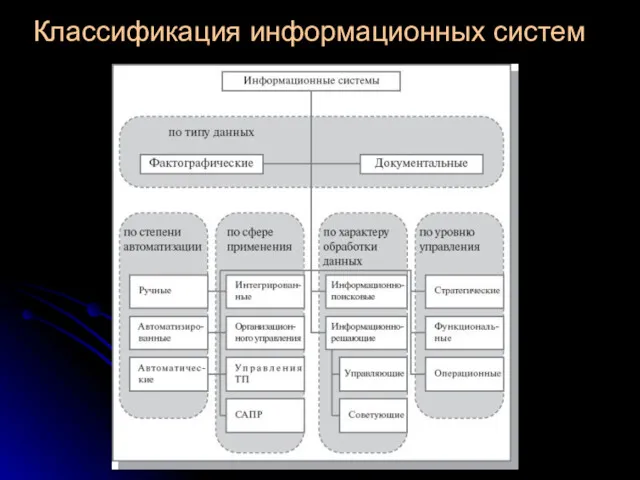
Классификация информационных систем
Классификация информационных систем
По типу хранимых данных ИС делятся на фактографические и документальные. Фактографические
По типу хранимых данных ИС делятся на фактографические и документальные. Фактографические
В автоматических ИС все операции по переработке информации выполняются без участия
В автоматических ИС все операции по переработке информации выполняются без участия
Информационно-решающие системы осуществляют, кроме того, операции переработки информации по определенному алгоритму.
Информационно-решающие системы осуществляют, кроме того, операции переработки информации по определенному алгоритму.
В зависимости от сферы применения различают следующие классы ИС.
Информационные системы организационного
В зависимости от сферы применения различают следующие классы ИС.
Информационные системы организационного
химического состава и т.п.), процедур контроля допустимости значений параметров и регулирования
химического состава и т.п.), процедур контроля допустимости значений параметров и регулирования
Основные понятия теории
информационных систем
Событие – последствие поведения (действия) человека или
Основные понятия теории
информационных систем
Событие – последствие поведения (действия) человека или
Автоматизированная информационная система в общем случае осуществляет следующие операции:
Сбор, первичная обработка
Автоматизированная информационная система в общем случае осуществляет следующие операции:
Сбор, первичная обработка
5. Возможная вторичная обработка, когда полученную информацию нельзя использовать непосредственно, т.е.
5. Возможная вторичная обработка, когда полученную информацию нельзя использовать непосредственно, т.е.
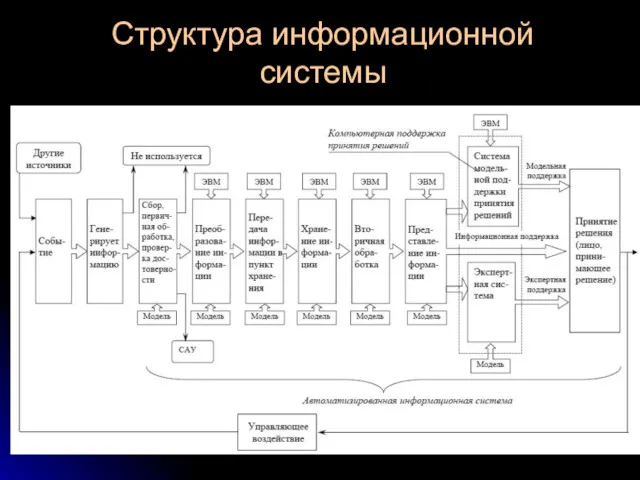
Структура информационной системы
Структура информационной системы
Автоматизированная информационная система – это искусственно созданная человеком взаимосвязанная совокупность средств
Автоматизированная информационная система – это искусственно созданная человеком взаимосвязанная совокупность средств
Информационные системы в металлургии
Главная цель информационных систем в металлургии – создание
Информационные системы в металлургии
Главная цель информационных систем в металлургии – создание

Структурированная схема интегрированной АСУ
литейным производством
Структурированная схема интегрированной АСУ
литейным производством
Характеристика металлургического производства как объекта управления
Технологические и производственные процессы в зависимости
Характеристика металлургического производства как объекта управления
Технологические и производственные процессы в зависимости
Эту функцию обычно выполняет плановая служба предприятия или плановый отдел.
Синхронизация –
Эту функцию обычно выполняет плановая служба предприятия или плановый отдел.
Синхронизация –

По структуре металлургическое производство может быть однолинейным, многолинейным, и многолинейным с
По структуре металлургическое производство может быть однолинейным, многолинейным, и многолинейным с
Для металлургического производства важное значение при решении задач автоматического управления является
Для металлургического производства важное значение при решении задач автоматического управления является
При дискретном производстве каждая следующая порция материалов начинает перерабатываться после завершения
При дискретном производстве каждая следующая порция материалов начинает перерабатываться после завершения
Для успешного решения задач разработки АСУ ТП для конкретных металлургических агрегатов
Для успешного решения задач разработки АСУ ТП для конкретных металлургических агрегатов
Особенности управления тех. процессами металлургического производства
Эффективная организация работы металлургического
Особенности управления тех. процессами металлургического производства
Эффективная организация работы металлургического
Объектами управления являются отдельные параметры или технологический процесс в целом; металлургические
Объектами управления являются отдельные параметры или технологический процесс в целом; металлургические
получение исходной информации о целях управления;
получение оперативной информации о
получение исходной информации о целях управления;
получение оперативной информации о
Х1…Х4 – входные параметры;
Z1…Z4 - возмущающие воздействия;
U1…U4 – управляющие воздействия;
Y1…Y4 –
Х1…Х4 – входные параметры;
Z1…Z4 - возмущающие воздействия;
U1…U4 – управляющие воздействия;
Y1…Y4 –
Основные металлургические агрегаты (доменные и мартеновские печи, кислородные конверторы и т.п.)
Основные металлургические агрегаты (доменные и мартеновские печи, кислородные конверторы и т.п.)
Существенные трудности для контроля, регулирования и управления работой металлургическими агрегатами создают:
Существенные трудности для контроля, регулирования и управления работой металлургическими агрегатами создают:
Установившийся режим достигается, если в объекте абсолютно полностью соблюдается материальный и
Установившийся режим достигается, если в объекте абсолютно полностью соблюдается материальный и
Таким агрегатам свойственно явление самовыравнивания, которое проявляется в возвращении теплового состояния
Таким агрегатам свойственно явление самовыравнивания, которое проявляется в возвращении теплового состояния
Экономические аспекты автоматизации производственных процессов в металлургической промышленности
Капитальные вложения в сферу
Экономические аспекты автоматизации производственных процессов в металлургической промышленности
Капитальные вложения в сферу
Экономическим критерием, наиболее полно отражающим эффективность производства, является повышение производительности труда,
Экономическим критерием, наиболее полно отражающим эффективность производства, является повышение производительности труда,
повышение производительности агрегатов эквивалентно строительству новых агрегатов;
улучшение качества металла
повышение производительности агрегатов эквивалентно строительству новых агрегатов;
улучшение качества металла
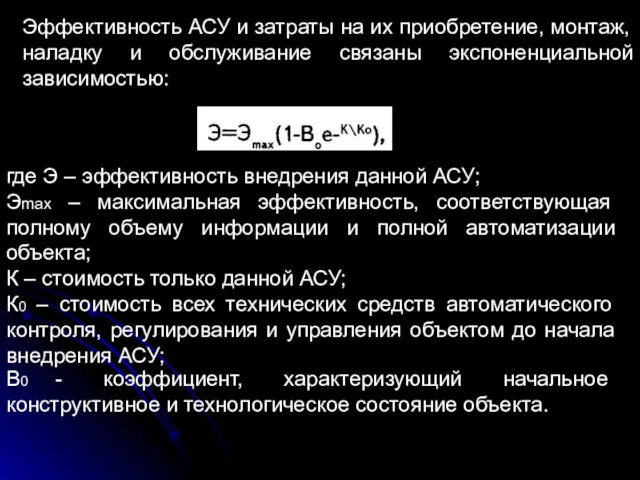
Эффективность АСУ и затраты на их приобретение, монтаж, наладку и обслуживание
Эффективность АСУ и затраты на их приобретение, монтаж, наладку и обслуживание
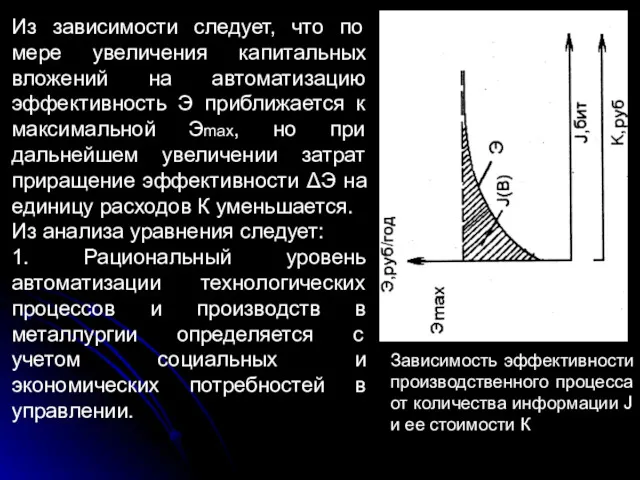
Зависимость эффективности производственного процесса от количества информации J и ее стоимости
Зависимость эффективности производственного процесса от количества информации J и ее стоимости
2. Разработку и внедрение систем управления целесообразно выполнять поэтапно, создавая иерархические
2. Разработку и внедрение систем управления целесообразно выполнять поэтапно, создавая иерархические
4. Максимальный экономический эффект от автоматизации металлургических процессов достигается при модернизации
4. Максимальный экономический эффект от автоматизации металлургических процессов достигается при модернизации
Уровни автоматизированной информационной системы промышленного предприятия
Уровни автоматизированной информационной системы промышленного предприятия
5-й уровень (MRP, ERP) управление всеми ресурсами предприятия. Информационные структуры,
5-й уровень (MRP, ERP) управление всеми ресурсами предприятия. Информационные структуры,
3-й уровень (SCADA – сбор данных и диспетчерское управление) управление
3-й уровень (SCADA – сбор данных и диспетчерское управление) управление
Информационные технологии
Под информационной технологией – понимают систему методов и способов
Информационные технологии
Под информационной технологией – понимают систему методов и способов
Классификация информационных технологий
в зависимости от типа обрабатываемой информации
Классификация информационных технологий
в зависимости от типа обрабатываемой информации
Информационные технологии сбора и обработки информации
Особенностью создания цифровой структуры промышленного
Информационные технологии сбора и обработки информации
Особенностью создания цифровой структуры промышленного
АСУТП представляет собой замкнутую систему, обеспечивающую автоматизированный сбор и обработку
АСУТП представляет собой замкнутую систему, обеспечивающую автоматизированный сбор и обработку
технологических параметров, вычисление параметров процесса, формирование и выдачу текущих и
технологических параметров, вычисление параметров процесса, формирование и выдачу текущих и
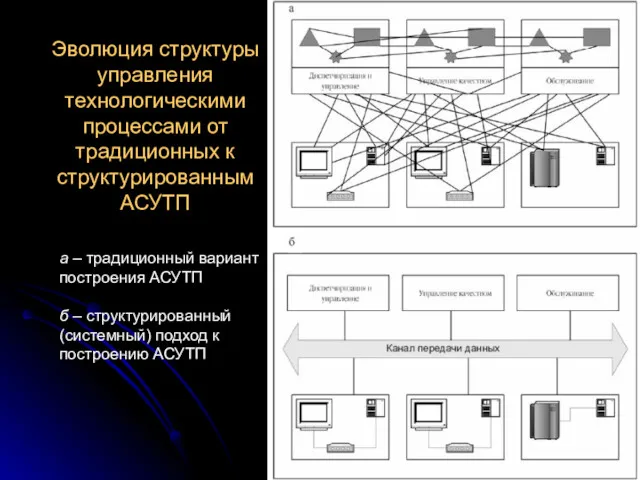
Эволюция структуры управления технологическими процессами от традиционных к структурированным АСУТП
а –
Эволюция структуры управления технологическими процессами от традиционных к структурированным АСУТП
а –
Недостатки традиционного варианта построения АСУТП
- множество интерфейсов, сложность и
Недостатки традиционного варианта построения АСУТП
- множество интерфейсов, сложность и
Устройства связи с объектом (УСО)
Неотъемлемой частью АСУТП являются УСО, назначение
Устройства связи с объектом (УСО)
Неотъемлемой частью АСУТП являются УСО, назначение
- Предварительная низкочастотная фильтрация аналогового сигнала – ограничение частот первичного
- Предварительная низкочастотная фильтрация аналогового сигнала – ограничение частот первичного
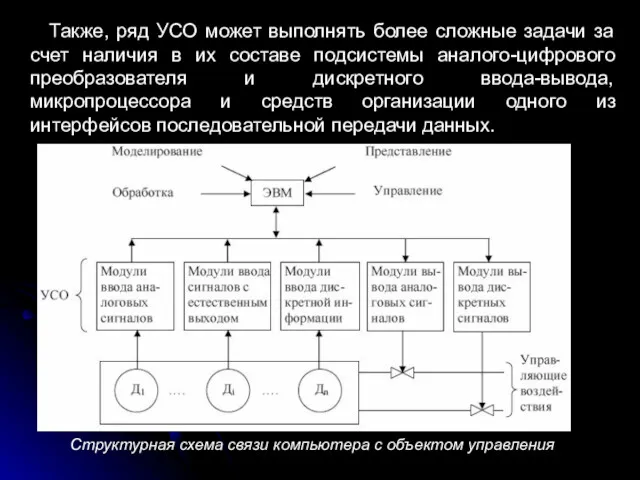
Также, ряд УСО может выполнять более сложные задачи за счет
Также, ряд УСО может выполнять более сложные задачи за счет

С развитием цифровой технологии наметилась тенденция перехода от централизованных систем
С развитием цифровой технологии наметилась тенденция перехода от централизованных систем
Это объясняется различными причинами, наиболее важными из которых являются:
значительное сокращение
Это объясняется различными причинами, наиболее важными из которых являются:
значительное сокращение
Открытые и закрытые информационные системы
Сегодня никакой производитель не может поставлять
Открытые и закрытые информационные системы
Сегодня никакой производитель не может поставлять
Открытость означает:
отсутствие патентов и авторских прав на спецификацию стандарта
Открытость означает:
отсутствие патентов и авторских прав на спецификацию стандарта
Информационные технологии хранения данных
По мере распространения компьютеров и их совершенствования
Информационные технологии хранения данных
По мере распространения компьютеров и их совершенствования
- выполнение функций по преобразованию информации, специфичных для данного приложения;
- выполнение функций по преобразованию информации, специфичных для данного приложения;
Типичными примерами больших информационных систем являются:
- системы бронирования
Типичными примерами больших информационных систем являются:
- системы бронирования
База данных – это именованная совокупность данных, организованная по определенным
База данных – это именованная совокупность данных, организованная по определенным
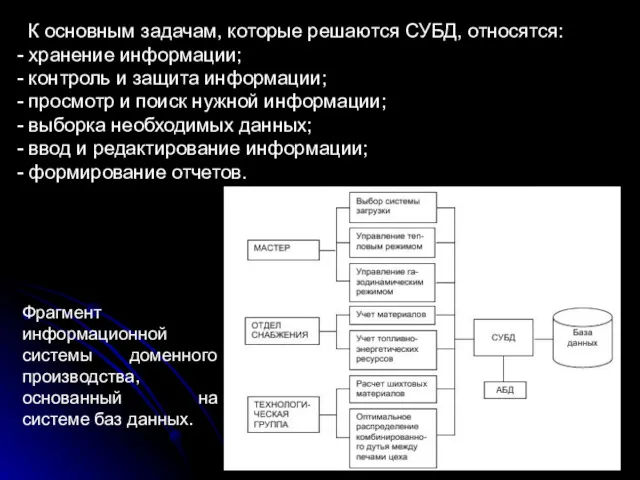
К основным задачам, которые решаются СУБД, относятся:
- хранение информации;
К основным задачам, которые решаются СУБД, относятся:
- хранение информации;
Модельные системы поддержки принятия решений
Модельные системы поддержки принятия решений (МСППР)
Модельные системы поддержки принятия решений
Модельные системы поддержки принятия решений (МСППР)
О большинстве же задач можно сказать, что ЛПР имеет о
О большинстве же задач можно сказать, что ЛПР имеет о
Окончание итерационного процесса происходит по воле человека.
В состав МСППР
Окончание итерационного процесса происходит по воле человека.
В состав МСППР
Информационная технология экспертных систем
Наибольший прогресс среди компьютерных информационных систем отмечен
Информационная технология экспертных систем
Наибольший прогресс среди компьютерных информационных систем отмечен
Если в предметной области большая часть знаний является личным опытом
Если в предметной области большая часть знаний является личным опытом
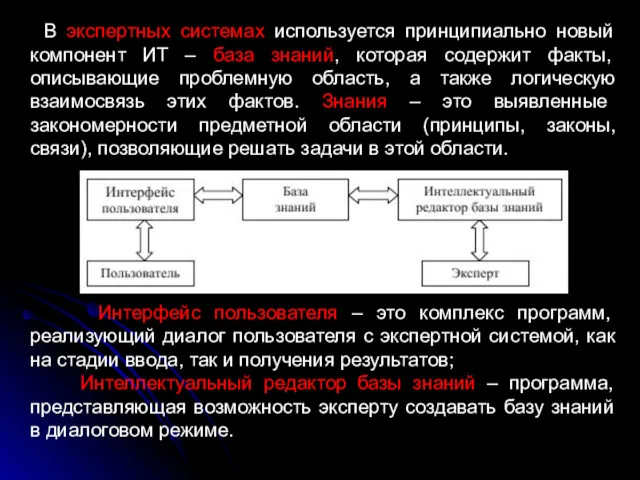
В экспертных системах используется принципиально новый компонент ИТ – база
В экспертных системах используется принципиально новый компонент ИТ – база
 Архитектура и протоколы Internet. Базовый курс
Архитектура и протоколы Internet. Базовый курс Alfa Factory. Application Rulesets
Alfa Factory. Application Rulesets Базы данных. Информационные систем. Тема 1. Информационные системы
Базы данных. Информационные систем. Тема 1. Информационные системы Кодирование и обработка звуковой информации. Создание звукового клипа
Кодирование и обработка звуковой информации. Создание звукового клипа История компьютерной техники
История компьютерной техники Современные веб-технологии. Front-end фреймворки
Современные веб-технологии. Front-end фреймворки Блог в инстаграме Выбор одежды во время распродаж (в каком магазине что лучше покупать)
Блог в инстаграме Выбор одежды во время распродаж (в каком магазине что лучше покупать) Метрика як основа вимірювання. Кількісне забезпечення якості
Метрика як основа вимірювання. Кількісне забезпечення якості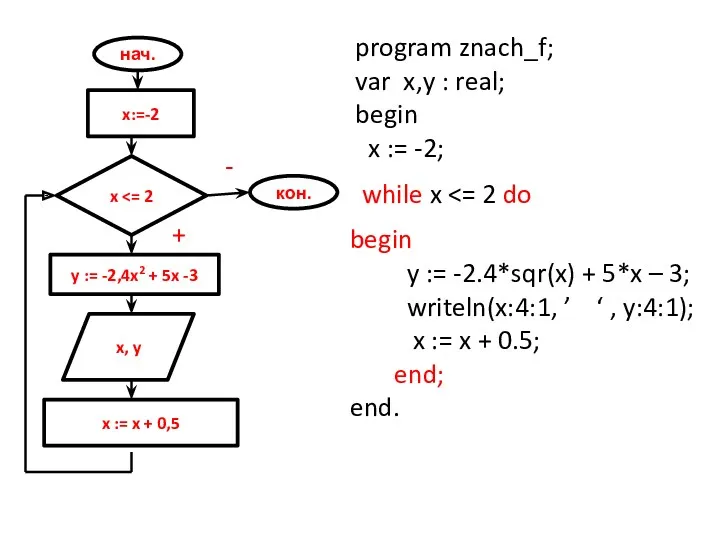 Презентация к уроку Цикл с постусловием
Презентация к уроку Цикл с постусловием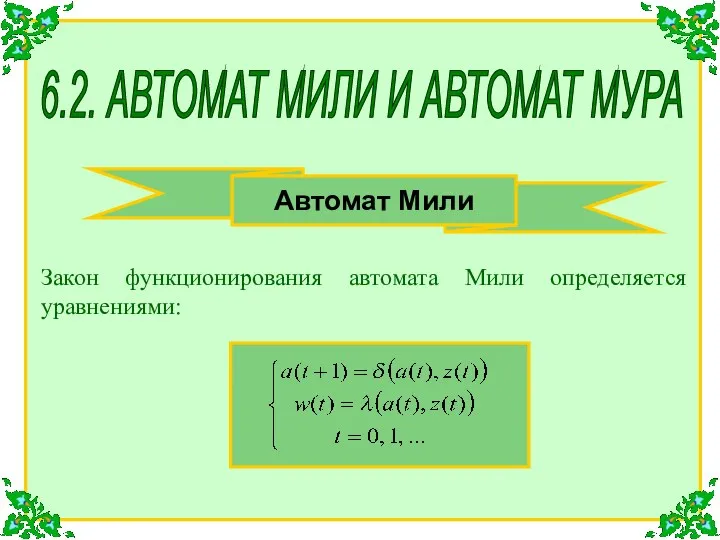 Автомат Мили и автомат Мура
Автомат Мили и автомат Мура Створення програмованих проєктів
Створення програмованих проєктів Поколения компьютеров, их характерные особенности
Поколения компьютеров, их характерные особенности Настройка коммутаторов Cisco
Настройка коммутаторов Cisco Инженерная и компьютерная графика. Системы автоматизированного проектирования (САПР), тема 9
Инженерная и компьютерная графика. Системы автоматизированного проектирования (САПР), тема 9 Различные технологии в 3D-печати
Различные технологии в 3D-печати Информационные процессы Передача информации
Информационные процессы Передача информации Основы хранения, обработки и управления данными предприятия. Лекция 4
Основы хранения, обработки и управления данными предприятия. Лекция 4 Игровой проект Pixelmon Pro
Игровой проект Pixelmon Pro Автоматизация офиса
Автоматизация офиса Урок-игра по информатике
Урок-игра по информатике Система геометрического моделирования и программирования обработки для станков с ЧПУ. Опыт использования. НТЦ ГеММа
Система геометрического моделирования и программирования обработки для станков с ЧПУ. Опыт использования. НТЦ ГеММа Виды и технологические возможности CAD/CAM/САЕ систем
Виды и технологические возможности CAD/CAM/САЕ систем Компьютер
Компьютер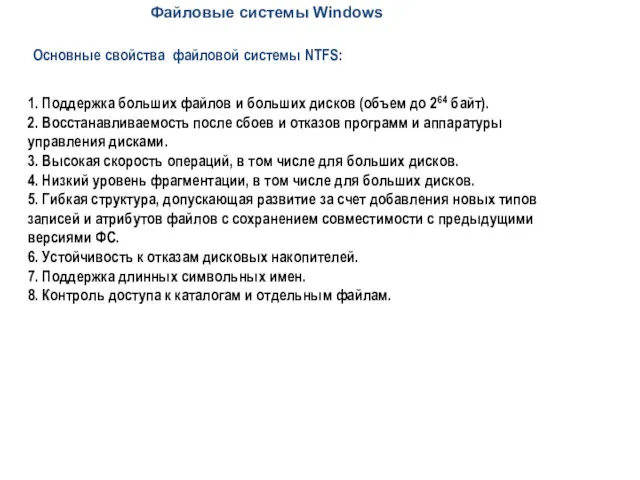 Файловые системы Windows
Файловые системы Windows f79699a4-e083-4513-9ea8-5b9f4f0b50f0
f79699a4-e083-4513-9ea8-5b9f4f0b50f0 Разработка Web-технологий в сопровождении НОЦ
Разработка Web-технологий в сопровождении НОЦ Архитектура базы данных
Архитектура базы данных Механизмы профилирования трафика
Механизмы профилирования трафика