- Моделирование процессов формообразования деталей. (Лекция 8)

Содержание
- 2. Расчет траектории движения инструмента. Виртуальный контроль траектории инструмента. Контроль точности обработки. Алгоритмы оптимизации траектории инструмента. Особенности
- 3. 8 Операционные технологические процессы для обработки на станке с ЧПУ Определение последовательности и содержания переходов Выбор
- 4. Использование 3D моделей при решении задач разработки операционного ТП для оборудования с ЧПУ
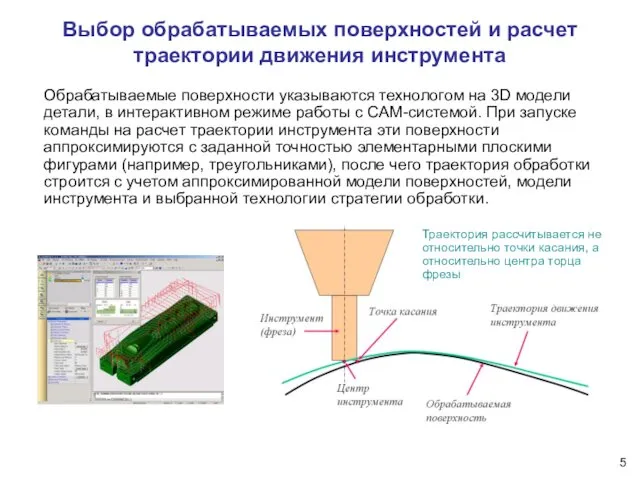
- 5. Выбор обрабатываемых поверхностей и расчет траектории движения инструмента Обрабатываемые поверхности указываются технологом на 3D модели детали,
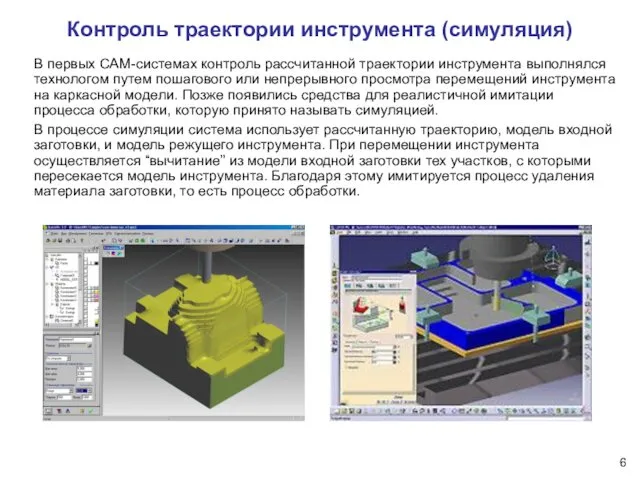
- 6. Контроль траектории инструмента (симуляция) В первых CAM-системах контроль рассчитанной траектории инструмента выполнялся технологом путем пошагового или
- 7. Пример симуляции высокоскоростной обработки
- 8. Контроль точности обработки Симуляция позволяет технологу оценить лишь правильность траектории движения инструмента в целом, но не
- 9. Оптимизация траектории инструмента Использование 3D модели текущего состояния заготовки непосредственно в процессе формирования траектории инструмента создает
- 10. Алгоритмы оптимизации (1) Контроль возможных столкновений инструмента с заготовкой на холостых перемещениях При обнаружении возможного столкновения,
- 11. Алгоритмы оптимизации (2) Фрезерование с ограничением по Z Все перемещения, лежащие выше заданного Z (или ниже
- 12. Алгоритмы оптимизации (3) Контроль возможных столкновений державки инструмента с заготовкой При обнаружении столкновения система выдает предупреждение
- 13. Особенности 5-координатных станков 5-координатные станки имеют две дополнительные степени свободы инструмента, обеспечивающие возможность наклона оси инструмента
- 14. Описание положения инструмента в его траектории при 5-координатной обработке x, y, z – координаты центра инструмента
- 15. Задача 5Х-постпроцессора – расчет координат станка Раньше разработчику постпроцессора приходилось вручную определять формулы этого математического преобразования
- 16. Использование 3D модели станка в системе IMSpost для автоматического расчета координат инструмента
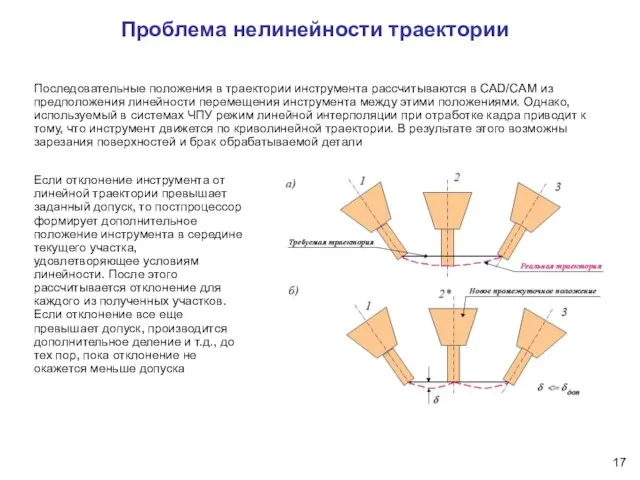
- 17. Проблема нелинейности траектории Если отклонение инструмента от линейной траектории превышает заданный допуск, то постпроцессор формирует дополнительное
- 18. Виртуальный производственный комплекс Vericut Реалистичная визуализация процесса съема материала с заготовки по готовым управляющим программам Контроль
- 19. Маршрутно-операционный ТП механической обработки О – операция Об - оборудование Пр – приспособление П – переход
- 20. Методы автоматизированного проектирования ТП Индивидуальное проектирование Использование библиотек элементов ТП Проектирование на основе ТП-аналога Деталь ?
- 21. Операционные заготовки и операционные эскизы
- 22. Создание 3D моделей операционных заготовок с целью последующего построения операционных эскизов Модели операционных заготовок являются промежуточными
- 23. Методы создания 3D моделей операционных заготовок Вариант А: Моделирование техпроцесса (удаление материала от исходной заготовки, до
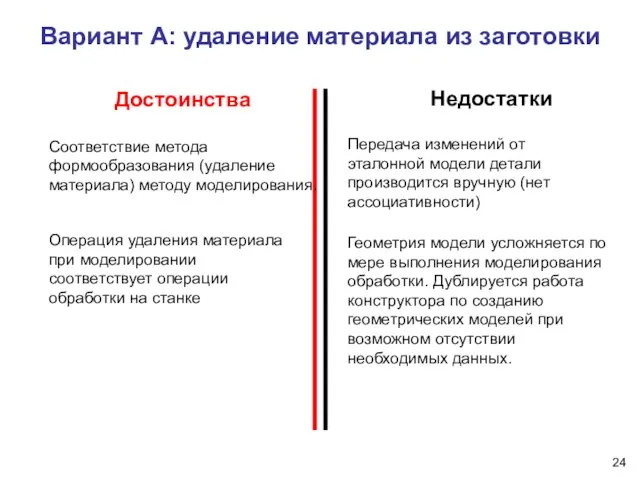
- 24. Вариант А: удаление материала из заготовки Достоинства Недостатки Передача изменений от эталонной модели детали производится вручную
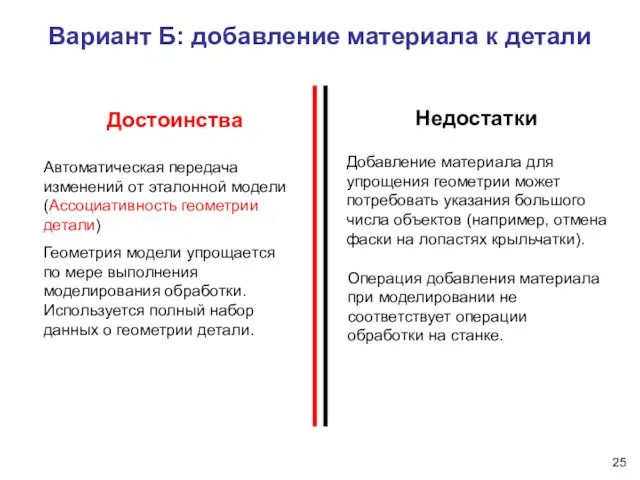
- 25. Вариант Б: добавление материала к детали Достоинства Недостатки Автоматическая передача изменений от эталонной модели (Ассоциативность геометрии
- 26. Схема действий в варианте А Модель заготовки Моделирование операции 1 Экспорт Эскиз заготовки Операционный эскиз 1
- 27. Схема действий в варианте Б Модель детали Добавление материала, удаленного на операции (К) Экспорт Операционный эскиз
- 28. Вариант В: Создание модели заготовки в процессе обработки (ЗвПО)
- 30. Скачать презентацию
Расчет траектории движения инструмента.
Виртуальный контроль траектории инструмента.
Контроль точности обработки.
Алгоритмы
Расчет траектории движения инструмента.
Виртуальный контроль траектории инструмента.
Контроль точности обработки.
Алгоритмы

8 Операционные технологические процессы для обработки на станке с ЧПУ
Определение последовательности
8 Операционные технологические процессы для обработки на станке с ЧПУ
Определение последовательности

Использование 3D моделей при решении задач разработки операционного ТП для оборудования
Использование 3D моделей при решении задач разработки операционного ТП для оборудования
Выбор обрабатываемых поверхностей и расчет траектории движения инструмента
Обрабатываемые поверхности указываются
Выбор обрабатываемых поверхностей и расчет траектории движения инструмента
Обрабатываемые поверхности указываются
Контроль траектории инструмента (симуляция)
В первых CAM-системах контроль рассчитанной траектории инструмента выполнялся
Контроль траектории инструмента (симуляция)
В первых CAM-системах контроль рассчитанной траектории инструмента выполнялся
Пример симуляции высокоскоростной обработки
Пример симуляции высокоскоростной обработки
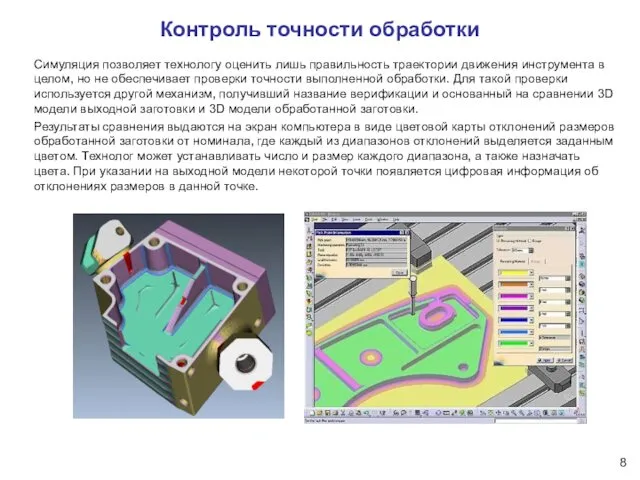
Контроль точности обработки
Симуляция позволяет технологу оценить лишь правильность траектории движения
Контроль точности обработки
Симуляция позволяет технологу оценить лишь правильность траектории движения
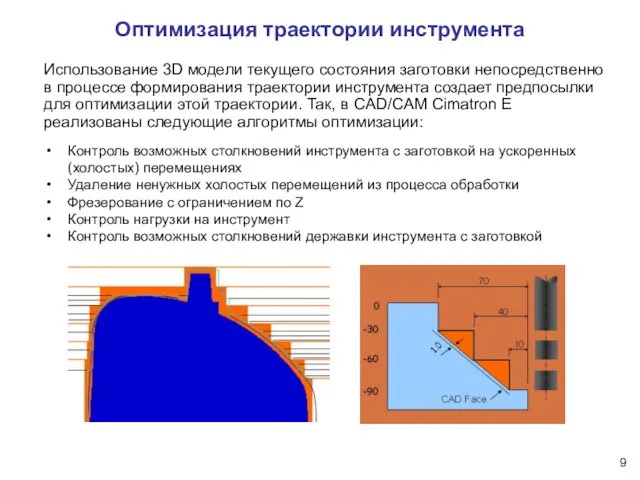
Оптимизация траектории инструмента
Использование 3D модели текущего состояния заготовки непосредственно в процессе
Оптимизация траектории инструмента
Использование 3D модели текущего состояния заготовки непосредственно в процессе

Алгоритмы оптимизации (1)
Контроль возможных
столкновений инструмента
с заготовкой на холостых
перемещениях
При
Алгоритмы оптимизации (1)
Контроль возможных
столкновений инструмента
с заготовкой на холостых
перемещениях
При
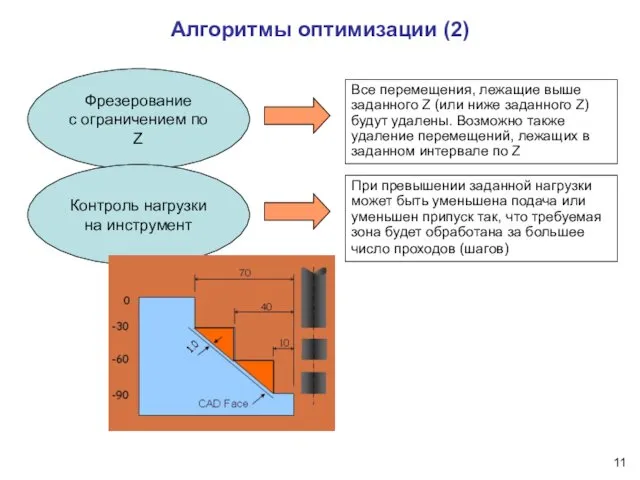
Алгоритмы оптимизации (2)
Фрезерование
с ограничением по Z
Все перемещения, лежащие выше заданного
Алгоритмы оптимизации (2)
Фрезерование
с ограничением по Z
Все перемещения, лежащие выше заданного

Алгоритмы оптимизации (3)
Контроль возможных
столкновений державки
инструмента с заготовкой
При обнаружении
Алгоритмы оптимизации (3)
Контроль возможных
столкновений державки
инструмента с заготовкой
При обнаружении
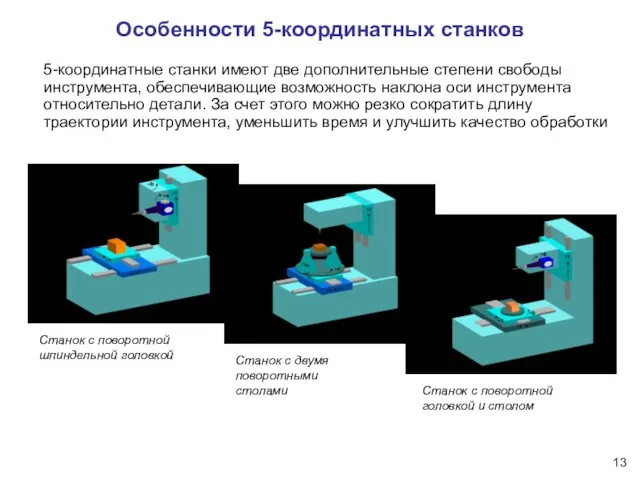
Особенности 5-координатных станков
5-координатные станки имеют две дополнительные степени свободы инструмента, обеспечивающие
Особенности 5-координатных станков
5-координатные станки имеют две дополнительные степени свободы инструмента, обеспечивающие

Описание положения инструмента в его траектории при 5-координатной обработке
x, y, z
Описание положения инструмента в его траектории при 5-координатной обработке
x, y, z
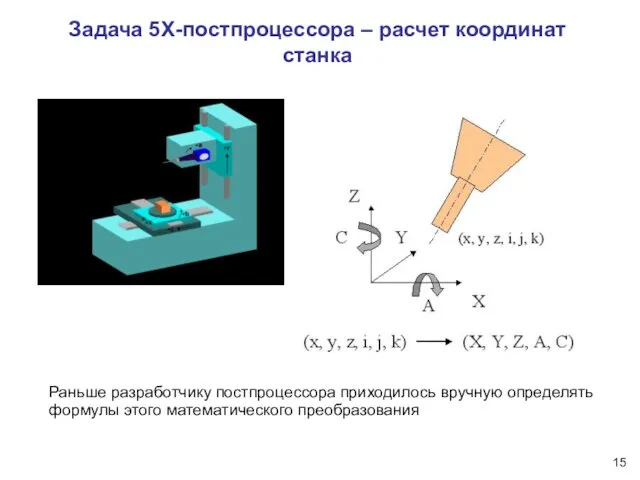
Задача 5Х-постпроцессора – расчет координат станка
Раньше разработчику постпроцессора приходилось вручную определять
Задача 5Х-постпроцессора – расчет координат станка
Раньше разработчику постпроцессора приходилось вручную определять
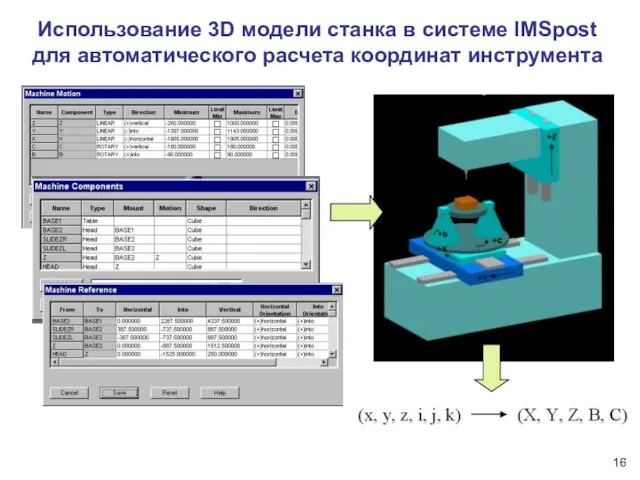
Использование 3D модели станка в системе IMSpost для автоматического расчета координат
Использование 3D модели станка в системе IMSpost для автоматического расчета координат
Проблема нелинейности траектории
Если отклонение инструмента от линейной траектории превышает заданный
Проблема нелинейности траектории
Если отклонение инструмента от линейной траектории превышает заданный

Виртуальный производственный комплекс Vericut
Реалистичная визуализация процесса съема материала с заготовки по
Виртуальный производственный комплекс Vericut
Реалистичная визуализация процесса съема материала с заготовки по
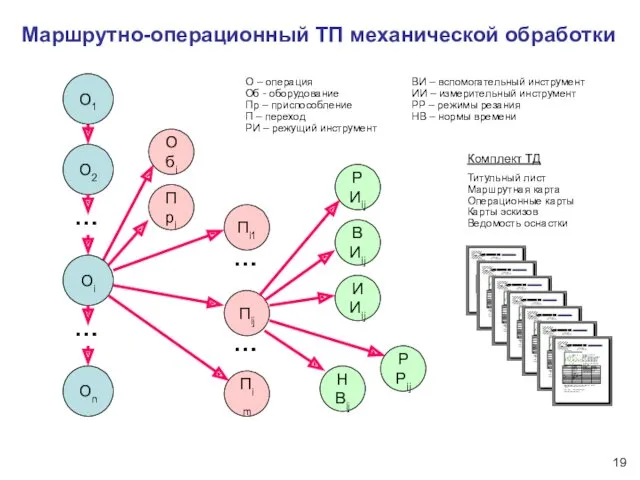
Маршрутно-операционный ТП механической обработки
О – операция
Об - оборудование
Пр – приспособление
П –
Маршрутно-операционный ТП механической обработки
О – операция
Об - оборудование
Пр – приспособление
П –
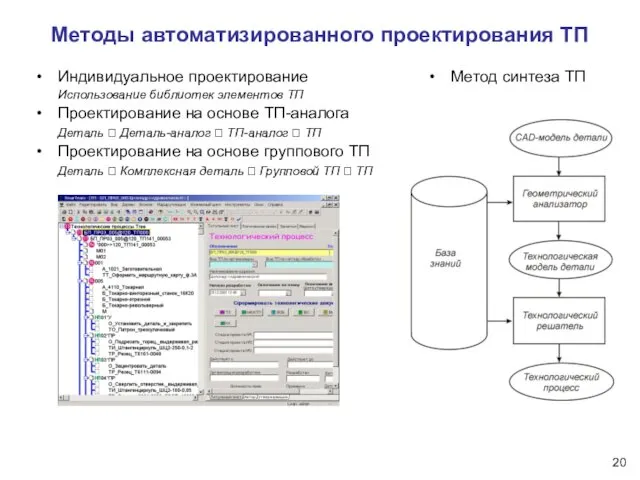
Методы автоматизированного проектирования ТП
Индивидуальное проектирование
Использование библиотек элементов ТП
Проектирование на основе ТП-аналога
Деталь
Методы автоматизированного проектирования ТП
Индивидуальное проектирование
Использование библиотек элементов ТП
Проектирование на основе ТП-аналога
Деталь
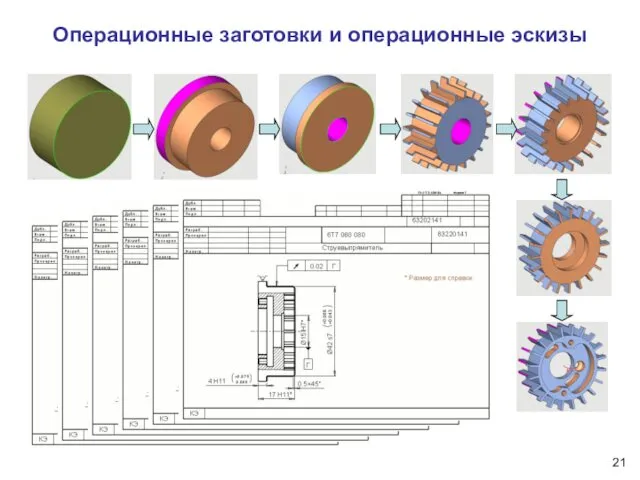
Операционные заготовки и операционные эскизы
Операционные заготовки и операционные эскизы
Создание 3D моделей операционных заготовок с целью последующего построения операционных эскизов
Модели
Создание 3D моделей операционных заготовок с целью последующего построения операционных эскизов
Модели
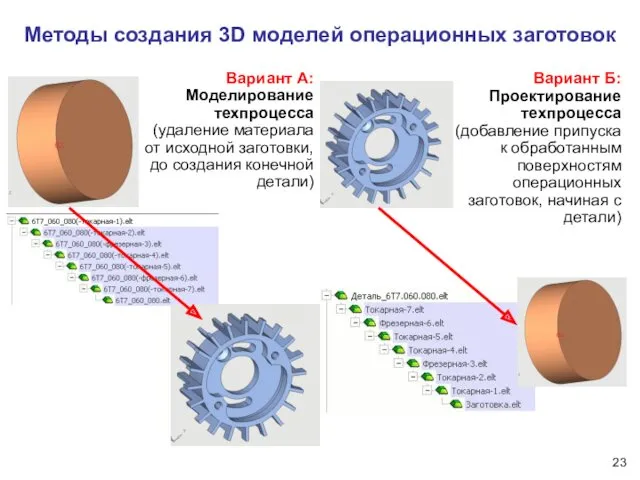
Методы создания 3D моделей операционных заготовок
Вариант А: Моделирование техпроцесса (удаление материала
Методы создания 3D моделей операционных заготовок
Вариант А: Моделирование техпроцесса (удаление материала
Вариант А: удаление материала из заготовки
Достоинства
Недостатки
Передача изменений от эталонной модели детали
Вариант А: удаление материала из заготовки
Достоинства
Недостатки
Передача изменений от эталонной модели детали
Вариант Б: добавление материала к детали
Достоинства
Недостатки
Автоматическая передача изменений от эталонной модели
Вариант Б: добавление материала к детали
Достоинства
Недостатки
Автоматическая передача изменений от эталонной модели

Схема действий в варианте А
Модель заготовки
Моделирование операции 1
Экспорт
Эскиз заготовки
Операционный эскиз 1
Экспорт
Экспорт
Схема действий в варианте А
Модель заготовки
Моделирование операции 1
Экспорт
Эскиз заготовки
Операционный эскиз 1
Экспорт
Экспорт

Схема действий в варианте Б
Модель детали
Добавление материала, удаленного на операции (К)
Экспорт
Операционный
Схема действий в варианте Б
Модель детали
Добавление материала, удаленного на операции (К)
Экспорт
Операционный
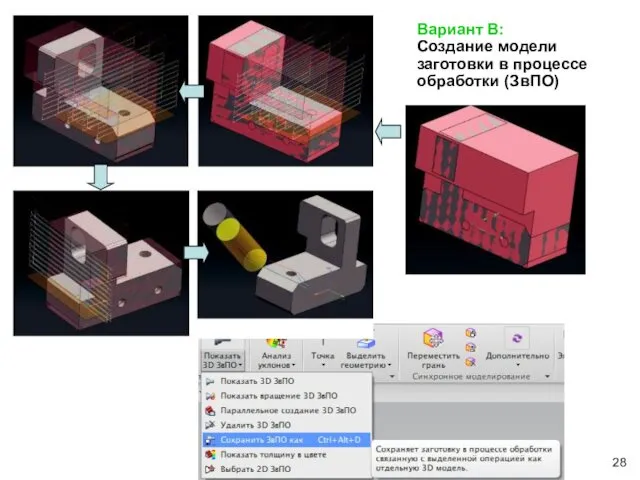
Вариант В:
Создание модели заготовки в процессе обработки (ЗвПО)
Вариант В:
Создание модели заготовки в процессе обработки (ЗвПО)
 Компьютерная графика (Autodesk 3ds max). Лекция 9.1. Настройка освещения в сцене (Standard, VRay)
Компьютерная графика (Autodesk 3ds max). Лекция 9.1. Настройка освещения в сцене (Standard, VRay) Измерение количества информации. 7 класс
Измерение количества информации. 7 класс Технические средства информатизации
Технические средства информатизации Компьютер и здоровье человека
Компьютер и здоровье человека Числа в памяти компьютера
Числа в памяти компьютера Тесты.Коммуникационные технологии 8кл. Угринович
Тесты.Коммуникационные технологии 8кл. Угринович Презентация урок №20_Редактирование и устройства ввода графического изображения_5класс
Презентация урок №20_Редактирование и устройства ввода графического изображения_5класс Корпоративный документооборот. Организация документооборота на предприятии. (Тема 5)
Корпоративный документооборот. Организация документооборота на предприятии. (Тема 5) Дистанційне навчання
Дистанційне навчання Internet Security
Internet Security Расчет параметров полнодоступных систем РИ с ожиданием
Расчет параметров полнодоступных систем РИ с ожиданием Устройство компьютера. Принципы фон Неймана
Устройство компьютера. Принципы фон Неймана Trees. File systems
Trees. File systems MS Excel в курсовой работе
MS Excel в курсовой работе Что такое QR-код и как его создать, расшифровать
Что такое QR-код и как его создать, расшифровать Скрипты. Урок1
Скрипты. Урок1 ICT NEWS Computer viruses
ICT NEWS Computer viruses Конкурс. Территория детства - моя библиотека. Как Маша стала читателем
Конкурс. Территория детства - моя библиотека. Как Маша стала читателем Индивидуальный практикум по информатике
Индивидуальный практикум по информатике Cloud Basics
Cloud Basics Информатика - ғасыр талабы
Информатика - ғасыр талабы Информация Свойства информации
Информация Свойства информации Ya za kadrom
Ya za kadrom Геоинформационные системы
Геоинформационные системы Способы перевода из одной системы счисления в другую
Способы перевода из одной системы счисления в другую Как сделать свой блог лучше
Как сделать свой блог лучше Успеть за 24 часа: Как грамотно организовать рабочие процессы с помощью сервиса Битрикс24
Успеть за 24 часа: Как грамотно организовать рабочие процессы с помощью сервиса Битрикс24 Сравнительный анализ дизайнов интернет-сайтов
Сравнительный анализ дизайнов интернет-сайтов