- Программирование обработки на токарных станках с ЧПУ (09)

Содержание
- 2. Зоны токарной обработки Открытая зона (рис. а) формируется при снятии припуска с цилиндрической или конической поверхности.
- 3. Схемы удаления припуска при черновой обработке Граница черновой зоны обработки. Определяется черновым контуром детали (точки 1-7),
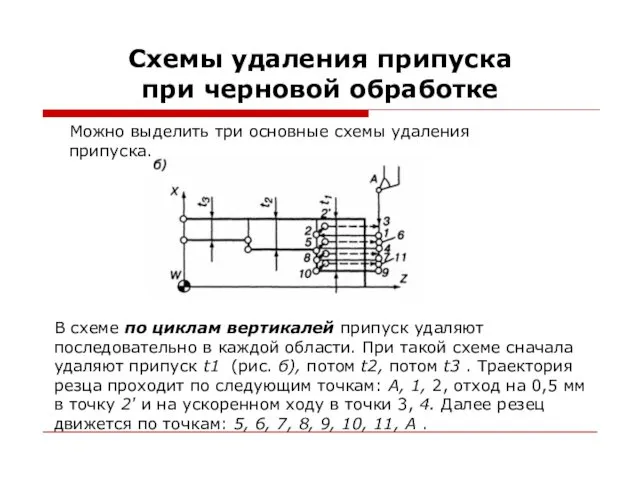
- 4. Схемы удаления припуска при черновой обработке В схеме по циклам вертикалей припуск удаляют последовательно в каждой
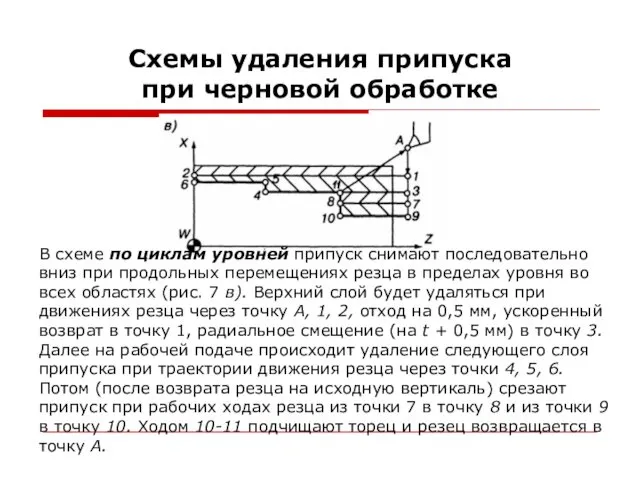
- 5. Схемы удаления припуска при черновой обработке В схеме по циклам уровней припуск снимают последовательно вниз при
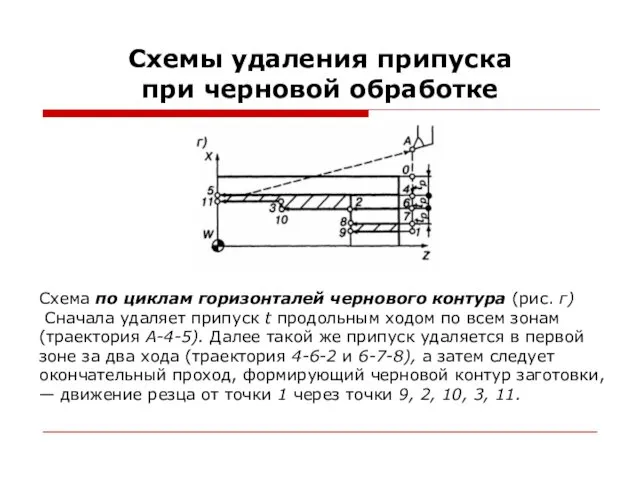
- 6. Схемы удаления припуска при черновой обработке Схема по циклам горизонталей чернового контура (рис. г) Сначала удаляет
- 7. Номенклатура инструментов
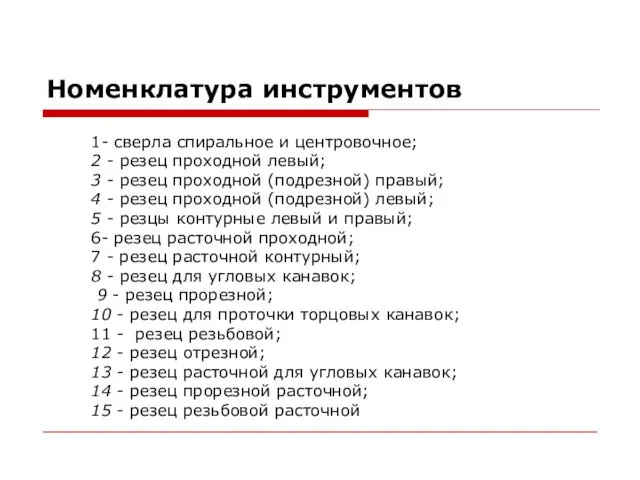
- 8. Номенклатура инструментов 1- сверла спиральное и центровочное; 2 - резец проходной левый; 3 - резец проходной
- 9. Составление расчетно-технологической карты токарной операции ОПЕРАЦИОННЫЙ ЭСКИЗ
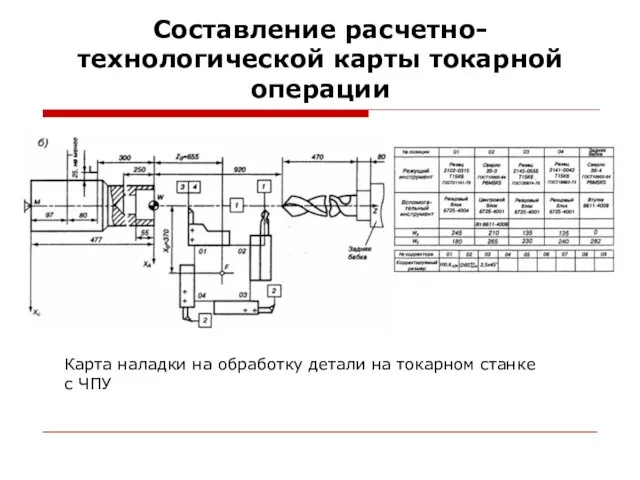
- 10. Составление расчетно-технологической карты токарной операции Карта наладки на обработку детали на токарном станке с ЧПУ
- 11. Кодирование и запись управляющей программы Размерные перемещения у токарных станков в большинстве случаев кодируют с адресами
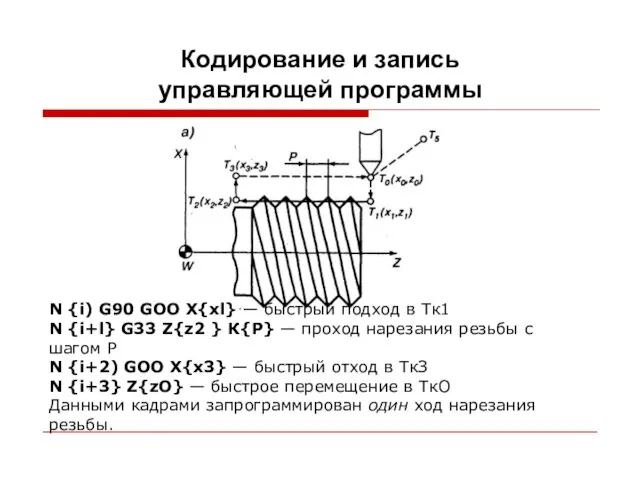
- 12. Кодирование и запись управляющей программы N {i) G90 GOO X{xl} — быстрый подход в Тк1 N
- 13. Кодирование и запись управляющей программы Для уменьшения динамической ошибки траектории при изменении направления движения инструмента подготовительной
- 14. Пример. Обточка детали "вал" Построение траектории инструмента при обточке вала
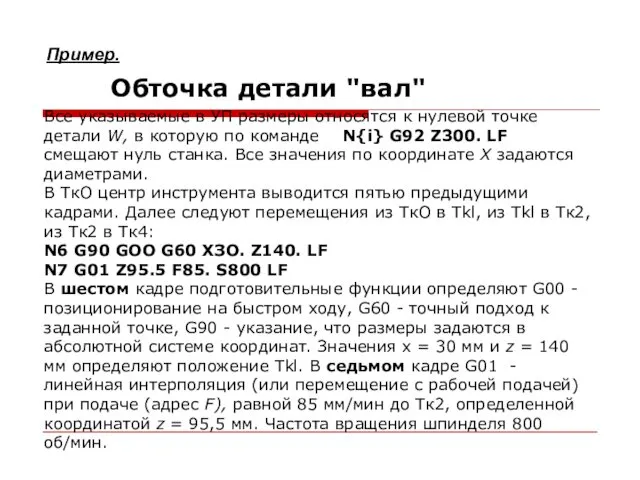
- 15. Пример. Обточка детали "вал" Все указываемые в УП размеры относятся к нулевой точке детали W, в
- 16. Пример. Обточка детали "вал" N8 G96 Х58 Z71 S75 LF По команде восьмого кадра инструмент перемещается
- 17. Пример. Обточка детали "вал" N9 G91 G97 Z-11. S410 LF — перемещение в Тк 5 N10
- 18. Пример. Обточка детали "вал" Задать и закодировать в УП перемещение инструмента от Тк5 до Тк8 целесообразно
- 19. Пример Обработка валика с однозаходной резьбой Построение траектории инструмента при нарезании однозаходной резьбы
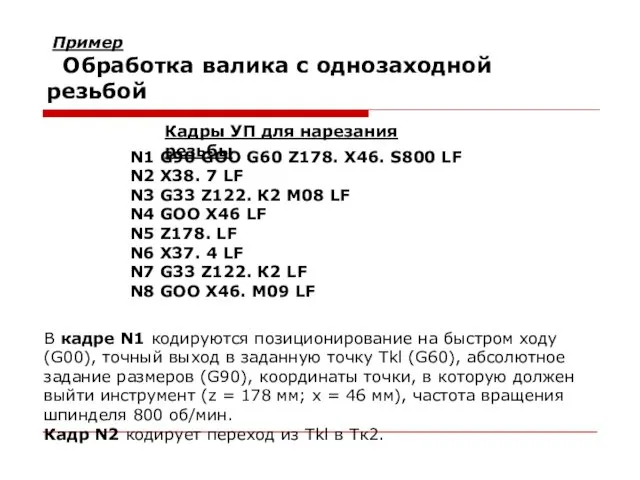
- 20. Пример Обработка валика с однозаходной резьбой Кадры УП для нарезания резьбы N1 G90 GOO G60 Z178.
- 21. Пример Обработка валика с однозаходной резьбой В кадре N3 дается команда на осуществление первого прохода при
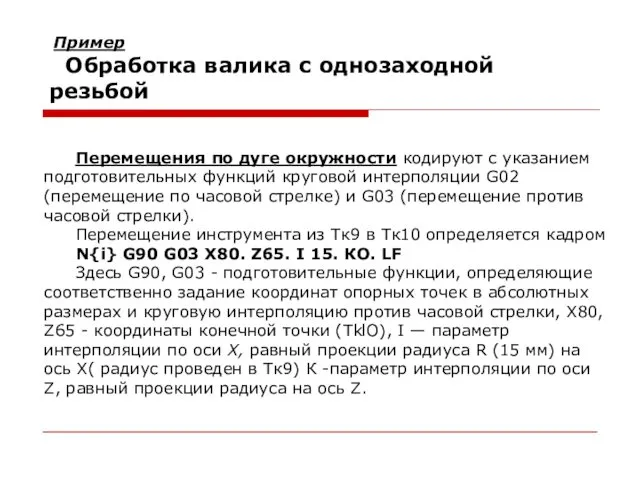
- 22. Пример Обработка валика с однозаходной резьбой Перемещения по дуге окружности кодируют с указанием подготовительных функций круговой
- 24. Скачать презентацию
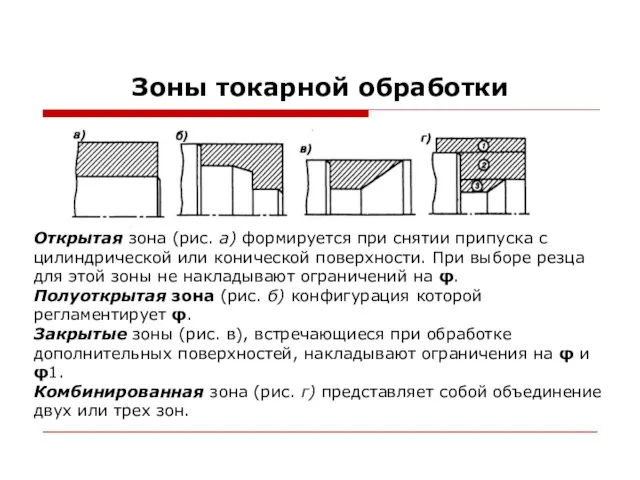
Зоны токарной обработки
Открытая зона (рис. а) формируется при снятии припуска
Зоны токарной обработки
Открытая зона (рис. а) формируется при снятии припуска

Схемы удаления припуска
при черновой обработке
Граница черновой зоны обработки. Определяется
Схемы удаления припуска
при черновой обработке
Граница черновой зоны обработки. Определяется
Схемы удаления припуска
при черновой обработке
В схеме по циклам вертикалей припуск
Схемы удаления припуска
при черновой обработке
В схеме по циклам вертикалей припуск
Схемы удаления припуска
при черновой обработке
В схеме по циклам уровней припуск
Схемы удаления припуска
при черновой обработке
В схеме по циклам уровней припуск
Схемы удаления припуска
при черновой обработке
Схема по циклам горизонталей чернового контура
Схемы удаления припуска
при черновой обработке
Схема по циклам горизонталей чернового контура

Номенклатура инструментов
Номенклатура инструментов
Номенклатура инструментов
1- сверла спиральное и центровочное;
2 - резец проходной левый;
Номенклатура инструментов
1- сверла спиральное и центровочное;
2 - резец проходной левый;

Составление расчетно-технологической карты токарной операции
ОПЕРАЦИОННЫЙ ЭСКИЗ
Составление расчетно-технологической карты токарной операции
ОПЕРАЦИОННЫЙ ЭСКИЗ
Составление расчетно-технологической карты токарной операции
Карта наладки на обработку детали на токарном
Составление расчетно-технологической карты токарной операции
Карта наладки на обработку детали на токарном
Кодирование и запись
управляющей программы
Размерные перемещения у токарных станков в
Кодирование и запись
управляющей программы
Размерные перемещения у токарных станков в
Кодирование и запись
управляющей программы
N {i) G90 GOO X{xl} — быстрый
Кодирование и запись
управляющей программы
N {i) G90 GOO X{xl} — быстрый
Кодирование и запись
управляющей программы
Для уменьшения динамической ошибки траектории при изменении
Кодирование и запись
управляющей программы
Для уменьшения динамической ошибки траектории при изменении

Пример.
Обточка детали "вал"
Построение траектории инструмента при обточке вала
Пример.
Обточка детали "вал"
Построение траектории инструмента при обточке вала
Пример.
Обточка детали "вал"
Все указываемые в УП размеры относятся к нулевой
Пример.
Обточка детали "вал"
Все указываемые в УП размеры относятся к нулевой
Пример.
Обточка детали "вал"
N8 G96 Х58 Z71 S75 LF
По команде
Пример.
Обточка детали "вал"
N8 G96 Х58 Z71 S75 LF
По команде
Пример.
Обточка детали "вал"
N9 G91 G97 Z-11. S410 LF — перемещение
Пример.
Обточка детали "вал"
N9 G91 G97 Z-11. S410 LF — перемещение

Пример.
Обточка детали "вал"
Задать и закодировать в УП перемещение инструмента от
Пример.
Обточка детали "вал"
Задать и закодировать в УП перемещение инструмента от

Пример
Обработка валика с однозаходной резьбой
Построение траектории инструмента при нарезании
Пример
Обработка валика с однозаходной резьбой
Построение траектории инструмента при нарезании
Пример
Обработка валика с однозаходной резьбой
Кадры УП для нарезания резьбы
Пример
Обработка валика с однозаходной резьбой
Кадры УП для нарезания резьбы

Пример
Обработка валика с однозаходной резьбой
В кадре N3 дается команда
Пример
Обработка валика с однозаходной резьбой
В кадре N3 дается команда
Пример
Обработка валика с однозаходной резьбой
Перемещения по дуге окружности кодируют
Пример
Обработка валика с однозаходной резьбой
Перемещения по дуге окружности кодируют
 HTML құжатында кестелерді қалыптастыру. Кесте параметрлерін тағайындау тегтері
HTML құжатында кестелерді қалыптастыру. Кесте параметрлерін тағайындау тегтері Исследование аппаратного обеспечения компьютера и сетевого оборудования для организации работы школьного здания
Исследование аппаратного обеспечения компьютера и сетевого оборудования для организации работы школьного здания Тестирование мобильных приложений. (Лекция 19)
Тестирование мобильных приложений. (Лекция 19) Проверка на нормальность распределения. Законы распределения вероятностей в R
Проверка на нормальность распределения. Законы распределения вероятностей в R Изменение и удаление данных. Изменение данных в таблицах
Изменение и удаление данных. Изменение данных в таблицах Цифровой логический уровень архитектуры ЭВМ
Цифровой логический уровень архитектуры ЭВМ Цикл с заданным условием продолжения работы
Цикл с заданным условием продолжения работы Test cases creation. Part 1. Tat training
Test cases creation. Part 1. Tat training Государственная система обеспечения информационной безопасности РФ. (Лекция 3)
Государственная система обеспечения информационной безопасности РФ. (Лекция 3) Информационные угрозы
Информационные угрозы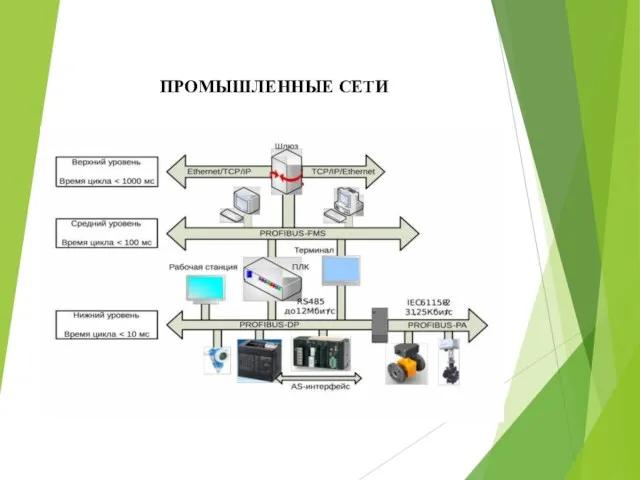 Промышленные сети
Промышленные сети Интернет-технологии в деятельности органов государственного управления
Интернет-технологии в деятельности органов государственного управления Своя игра
Своя игра Основные понятия и принципы объектно-ориентированного программирования. Язык программирования Java
Основные понятия и принципы объектно-ориентированного программирования. Язык программирования Java Кодирование графической информации
Кодирование графической информации Стандартные функции языка CLIPS. Логические (предикатные) функции
Стандартные функции языка CLIPS. Логические (предикатные) функции Requirements
Requirements Информационные процессы в системах. 10 класс
Информационные процессы в системах. 10 класс MS PowerPoint компонент Microsoft Оffice. Средство подготовки презентаций
MS PowerPoint компонент Microsoft Оffice. Средство подготовки презентаций Возможности MS Publisher
Возможности MS Publisher Data. DB. DBMS
Data. DB. DBMS Автоматизация холодных контактов
Автоматизация холодных контактов Инструментальные средства программирования
Инструментальные средства программирования Глобальная сеть - Интернет
Глобальная сеть - Интернет Something about С++
Something about С++ Логические законы и правила преобразования логических выражений
Логические законы и правила преобразования логических выражений Игра-викторина по информатике для 5-х классов. Внеклассное мероприятие
Игра-викторина по информатике для 5-х классов. Внеклассное мероприятие 3D-сканеры
3D-сканеры