- Браслеты. Подвижные соединения

Содержание
- 2. Звеньевое соединение. Основная форма всех возможных соединений — комбинация вставленных друг в друга кольцевых звеньев. Для
- 4. Шарнирные соединения. Проволочный шарнир Существует много разновидностей такого шарнира, и его можно использовать различными способами. Обычно
- 5. Шарнирное соединение.
- 6. Теннисные браслеты.
- 7. 3. Пружинный шарнир применяют, как правило, в портсигарах для автоматического открывания крышки. Его сборка производится так
- 11. Бареттерное соединение. Такого соединения следует отнести ограниченный радиус движения - с одной (из-за вставленного клина) и
- 12. Штифтование качающихся соединений. Процесс штифтования таких соединений состоит из двух этапов: предварительного - подготовки к сборке,
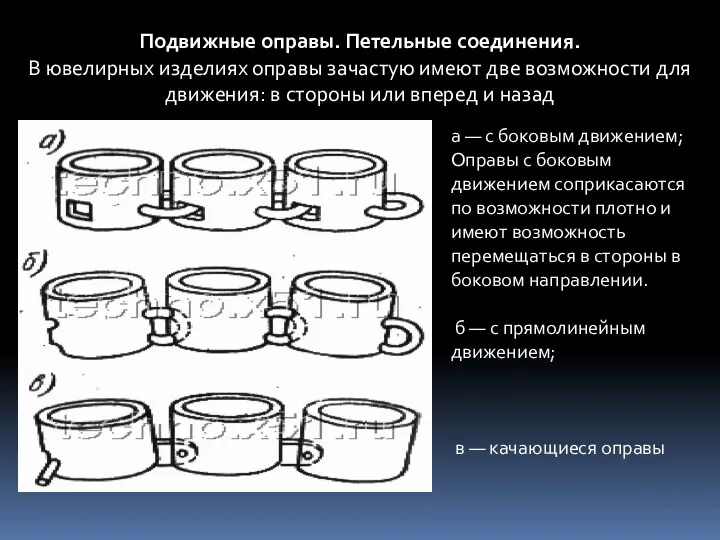
- 15. Подвижные оправы. Петельные соединения. В ювелирных изделиях оправы зачастую имеют две возможности для движения: в стороны
- 16. Оправы с боковым движением должны иметь параллельные стороны. В соответствии с шириной соединительного ушка на нижнюю
- 18. Процесс их изготовления: В каждой оправе на противоположных сторонах, посередине, просверливают отверстие, а под ним на
- 20. Скачать презентацию

Звеньевое соединение.
Основная форма всех возможных соединений — комбинация вставленных друг в
Звеньевое соединение.
Основная форма всех возможных соединений — комбинация вставленных друг в

Шарнирные соединения.
Проволочный шарнир
Существует много разновидностей такого шарнира, и его можно использовать
Шарнирные соединения.
Проволочный шарнир
Существует много разновидностей такого шарнира, и его можно использовать

Шарнирное соединение.
Шарнирное соединение.

Теннисные браслеты.
Теннисные браслеты.
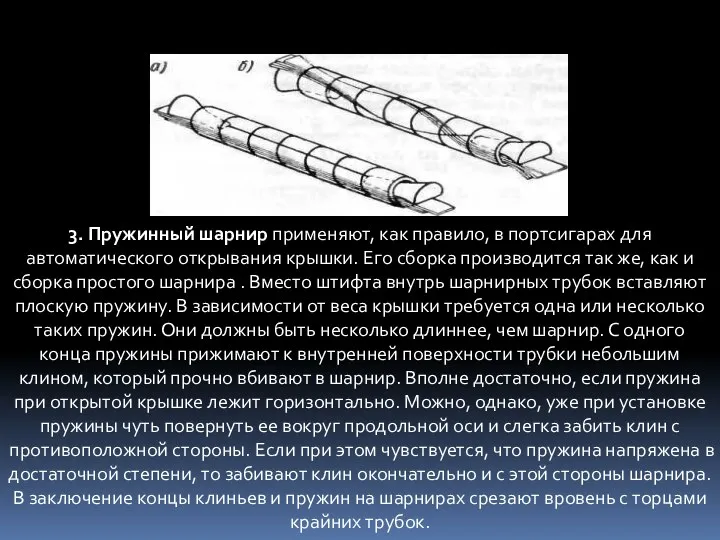
3. Пружинный шарнир применяют, как правило, в портсигарах для автоматического открывания крышки.
3. Пружинный шарнир применяют, как правило, в портсигарах для автоматического открывания крышки.




Бареттерное соединение.
Такого соединения следует отнести ограниченный радиус движения - с одной
Бареттерное соединение.
Такого соединения следует отнести ограниченный радиус движения - с одной
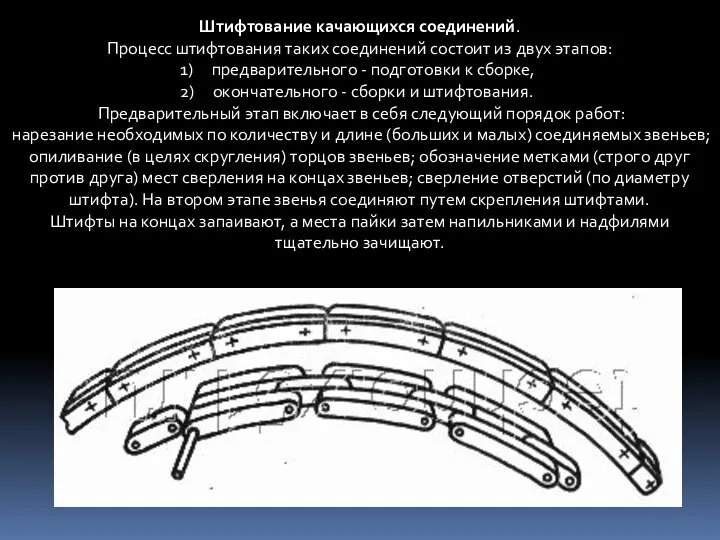
Штифтование качающихся соединений.
Процесс штифтования таких соединений состоит из двух этапов:
Штифтование качающихся соединений.
Процесс штифтования таких соединений состоит из двух этапов:


Подвижные оправы. Петельные соединения.
В ювелирных изделиях оправы зачастую имеют две возможности
Подвижные оправы. Петельные соединения.
В ювелирных изделиях оправы зачастую имеют две возможности
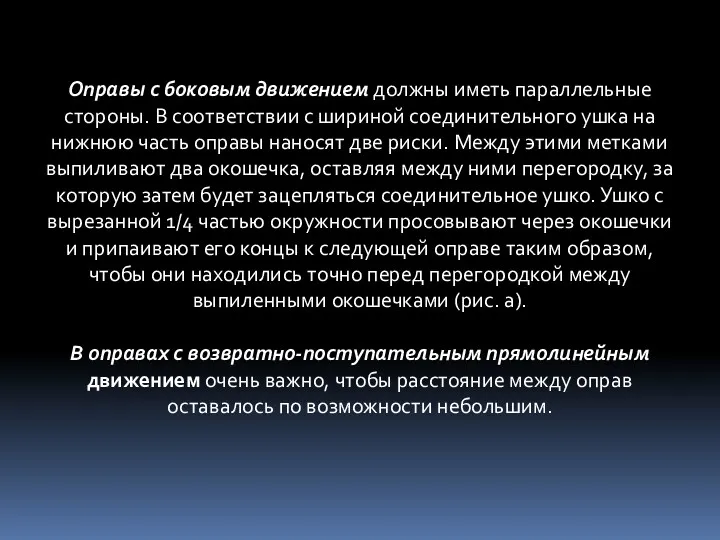
Оправы с боковым движением должны иметь параллельные стороны. В соответствии с
Оправы с боковым движением должны иметь параллельные стороны. В соответствии с

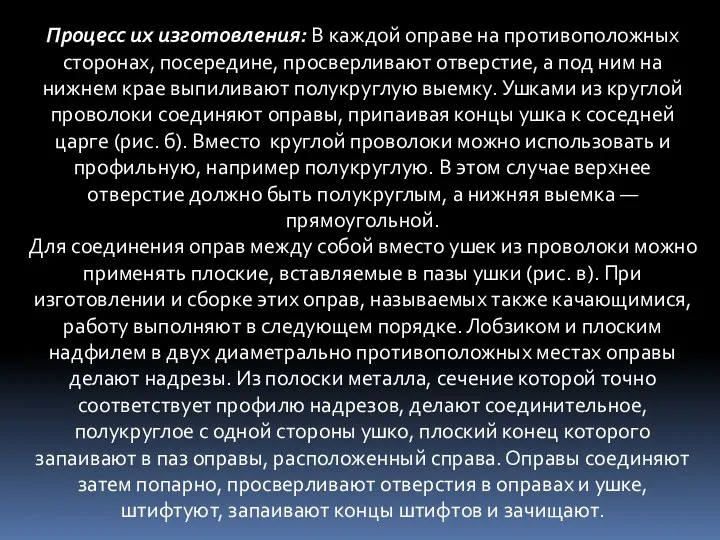
Процесс их изготовления: В каждой оправе на противоположных сторонах, посередине, просверливают
Процесс их изготовления: В каждой оправе на противоположных сторонах, посередине, просверливают
 Искусство XVIII века. Архитектура, скульптура, живопись
Искусство XVIII века. Архитектура, скульптура, живопись Восточная живопись. Япония
Восточная живопись. Япония Історія виникнення свята День Святого Валентина
Історія виникнення свята День Святого Валентина Сервировка сладкого стола. Праздничный этикет
Сервировка сладкого стола. Праздничный этикет Деревянное зодчество Древней Руси
Деревянное зодчество Древней Руси Уровни шикши в бхакти-врикше
Уровни шикши в бхакти-врикше Әлемдегі ТОП- 10 кітап дүкендері
Әлемдегі ТОП- 10 кітап дүкендері День студентов, Татьянин день
День студентов, Татьянин день e0fa4-aaf1dbb7
e0fa4-aaf1dbb7 Әдептілік, ар, ұят адамдықтың белгісі
Әдептілік, ар, ұят адамдықтың белгісі Фото и видео съёмка
Фото и видео съёмка Нумерология как Профессия. Авторский курс
Нумерология как Профессия. Авторский курс Welcome to Los Angeles
Welcome to Los Angeles Монументальные виды искусства (живопись, мозаика, витраж)
Монументальные виды искусства (живопись, мозаика, витраж) Изобразительное искусство Древней Руси
Изобразительное искусство Древней Руси Тема патриотизма в произведениях русских художников
Тема патриотизма в произведениях русских художников Понимание красоты человека в европейском и русском искусстве
Понимание красоты человека в европейском и русском искусстве Русское барокко. Происхождение термина
Русское барокко. Происхождение термина Вальпургиева ночь
Вальпургиева ночь Нидерландское Возрождение. Иероним Босх
Нидерландское Возрождение. Иероним Босх Колорит. Тема 5.9
Колорит. Тема 5.9 Самые известные православные храмы России
Самые известные православные храмы России Наука и искусство. 8 класс
Наука и искусство. 8 класс Волшебный мир оригами
Волшебный мир оригами Xорошие девочки одеваются аккуратно
Xорошие девочки одеваются аккуратно Развитие пространственных представлений у младших школьников с ОНР на логопедических занятиях
Развитие пространственных представлений у младших школьников с ОНР на логопедических занятиях Кінетична скульптура
Кінетична скульптура Основы композиции
Основы композиции