- Толық алмалы-салмалы протезді құйып престеу әдісімен дайындау ерекшеліктері

Содержание
- 2. Кіріспе. Маңыздылығы. Пластмассаны пішіндеу әдісі Құйып пресстеу әдісі және жабдықтар Құйып пресстеуге қолданылатын материал түрлері Қорытынды
- 3. Тіс протездерінің дайындау технологиясының жақсаруы тіс жақ аймағында патологиялық ауытқулардың таралуына байланысты. Ескеретін болсақ, алмалы тіс
- 4. Тіс протездерін биологиялық және технологиялық тұрғыдан бағалау қажет,Биологиялық көз-қарас-организмге ісерін,технологиялық- ол дайындау үрдісіне бағытталады. Алмалы протез,базисі
- 5. ҰНТАҚТЫ ПЛАСМАССАЛАРДЫ ҚАМЫР ТӘРІЗДІ КЕЗЕҢДЕ ПІШІНДЕУ Құйып пресстеу (ЛП) – пішінге келтірілген метериал ды құйушы канал
- 6. Протез формасының өзгеруі, Беріктіліктің төмендеуі, Көпіршік пайда болуы, мономер құрамының жоғары болуы. КОМПРЕССИОНДЫ ПРЕСТЕУДІҢ КЕМШІЛІКТЕРІ:
- 7. Құйып пресстеу қолданылады:конфигурациясы қиын өнімдерді пішіндеуде,жоғарғы нақтылық қажет болған жағдайда,қабырға қалыңдықтарында көптеген өзгеріс болғанда Пластмассаны құйыпспрестеу
- 8. Канал арқылы пластмасса қатқанша қысым көрсетуге болады, бқл полемеризация сатысында отырғаштығын алдын алады., , ҚҰЙЫП ПРЕССТЕУ
- 9. Пластмассаларды құйып пресстеу арнайы немесе әмбебап пресс аппаратында жасалады. одним плунжером, а нагнетание материала - другим.
- 10. Э.Я. Варес (1984-1986) комплекті ұсынылды. шприц-кювет құйып пресстеу үшін ПРТЕЗДІ ДАЙЫНДАУ ӘДІСТЕРІ МЕН ҚҰРАЛДАРЫ Пластмассаны құйып
- 11. ПРОТЕЗ КОНСТРУКЦИЯСЫНА БАЙЛАНЫСТЫ ЛИТНИКТЕРДІҢ ОРНАЛАСУ СХЕМАСЫ. А — кіретін литник, Б — енетін литниктер, В шығатын,
- 12. Пластмасса артығы шығатын каналдан шыға бастағанда, оны сіріңкемен бітеп қою керек. Кейін пластмассаны қалыңдату үшін бұранданы
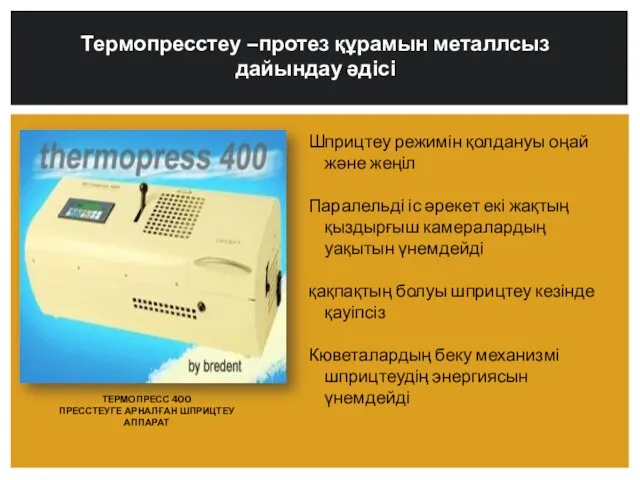
- 13. ТЕРМОПРЕСС 400 ПРЕССТЕУГЕ АРНАЛҒАН ШПРИЦТЕУ АППАРАТ Шприцтеу режимін қолдануы оңай және жеңіл Паралельді іс әрекет екі
- 14. ТЕРМОПРЕСС 400 АППАРАТ ПРЕССТЕУ (ШПРИЦТЕУ) ТЕРМО-ПЛАСТМАСС 400°C КА ДЕЙІН. Екі термокамералар біркелкі гомогенді қыздыруды қамтамасыз етеді
- 15. ТЕРМОПРЕСС 400 АППАРАТ ПРЕССТЕУ (ШПРИЦЕВАНИЯ) ТЕРМО-ПЛАСТМАСС 400°C-ҚА ДЕЙІН Мультифункциональды дисплей 30 түрлі шприцтеу программаларын анық көрсетеді.
- 16. ӘМБЕБЕП БИОСӘЙКЕС МАТЕРИАЛДАРДЫҢ ҚАЗІРГІ КЕЗДЕ МЫНАДАЙ ТҮРЛЕРІ БАР (БРЕ КРИСТАЛЛ, БРЕДЕНТАН, БИО-ДЕНТАПЛАСТ, БРЕФЛЕКС, БИО ХС). bre.dentan
- 17. Бұл сәуле өткізетін негізі полиметил метакрилат болып табылатын шынытәрізді термопластикалық материал. Оның құрамында бензил қышқылы, темір
- 18. БИО-ДЕНТАПЛАСТ Кез келген қиындықты ретенциялық элемттерді дайындауға (кламмерлер, құлыптық элементтер) табиғи тіске сәйкес термопластикалық материалдардан дайындауға
- 19. Био-ХS Био-ХS көпір тәрізді протез конструкцияларын дайындауда ,және де балка дайындау үшін,телескопиялық бекіту кезінде қолданылады
- 20. ҚОРЫТЫНДЫ. Қазіргі заманда тіс протездерін жасау технологиялары күннен күнге жаңаруда. Көптеген мамандар науқастарға мүмкіндігінше биосәйкес тіс
- 22. Скачать презентацию
Кіріспе.
Маңыздылығы.
Пластмассаны пішіндеу әдісі
Құйып пресстеу әдісі және жабдықтар
Құйып пресстеуге қолданылатын материал түрлері
Қорытынды
7.
Кіріспе.
Маңыздылығы.
Пластмассаны пішіндеу әдісі
Құйып пресстеу әдісі және жабдықтар
Құйып пресстеуге қолданылатын материал түрлері
Қорытынды
7.
Тіс протездерінің дайындау технологиясының жақсаруы тіс жақ аймағында патологиялық ауытқулардың таралуына
Тіс протездерінің дайындау технологиясының жақсаруы тіс жақ аймағында патологиялық ауытқулардың таралуына
Тіс протездерін биологиялық және технологиялық тұрғыдан бағалау қажет,Биологиялық көз-қарас-организмге ісерін,технологиялық-
Тіс протездерін биологиялық және технологиялық тұрғыдан бағалау қажет,Биологиялық көз-қарас-организмге ісерін,технологиялық-
ҰНТАҚТЫ ПЛАСМАССАЛАРДЫ ҚАМЫР ТӘРІЗДІ КЕЗЕҢДЕ ПІШІНДЕУ
Құйып пресстеу (ЛП)
– пішінге келтірілген метериал
ҰНТАҚТЫ ПЛАСМАССАЛАРДЫ ҚАМЫР ТӘРІЗДІ КЕЗЕҢДЕ ПІШІНДЕУ
Құйып пресстеу (ЛП)
– пішінге келтірілген метериал
Протез формасының өзгеруі,
Беріктіліктің төмендеуі,
Көпіршік пайда болуы,
мономер құрамының жоғары болуы.
Протез формасының өзгеруі,
Беріктіліктің төмендеуі,
Көпіршік пайда болуы,
мономер құрамының жоғары болуы.
Құйып пресстеу қолданылады:конфигурациясы қиын өнімдерді пішіндеуде,жоғарғы нақтылық қажет болған жағдайда,қабырға қалыңдықтарында
Канал арқылы пластмасса қатқанша қысым көрсетуге болады, бқл полемеризация сатысында отырғаштығын
Канал арқылы пластмасса қатқанша қысым көрсетуге болады, бқл полемеризация сатысында отырғаштығын
Пластмассаларды құйып пресстеу арнайы немесе әмбебап пресс аппаратында жасалады. одним плунжером,
Пластмассаларды құйып пресстеу арнайы немесе әмбебап пресс аппаратында жасалады. одним плунжером,
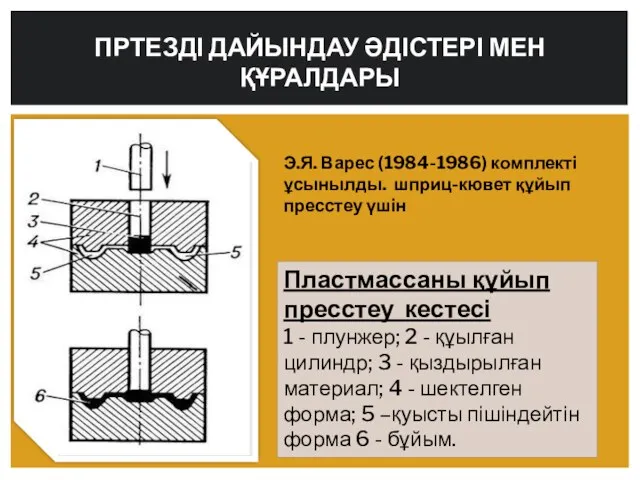
Э.Я. Варес (1984-1986) комплекті ұсынылды. шприц-кювет құйып пресстеу үшін
ПРТЕЗДІ ДАЙЫНДАУ ӘДІСТЕРІ
Э.Я. Варес (1984-1986) комплекті ұсынылды. шприц-кювет құйып пресстеу үшін
ПРТЕЗДІ ДАЙЫНДАУ ӘДІСТЕРІ

ПРОТЕЗ КОНСТРУКЦИЯСЫНА БАЙЛАНЫСТЫ ЛИТНИКТЕРДІҢ ОРНАЛАСУ СХЕМАСЫ.
А — кіретін литник, Б —
ПРОТЕЗ КОНСТРУКЦИЯСЫНА БАЙЛАНЫСТЫ ЛИТНИКТЕРДІҢ ОРНАЛАСУ СХЕМАСЫ.
А — кіретін литник, Б —

Пластмасса артығы шығатын каналдан шыға бастағанда, оны сіріңкемен бітеп қою керек.
Пластмасса артығы шығатын каналдан шыға бастағанда, оны сіріңкемен бітеп қою керек.
ТЕРМОПРЕСС 400
ПРЕССТЕУГЕ АРНАЛҒАН ШПРИЦТЕУ
АППАРАТ
Шприцтеу режимін қолдануы оңай және жеңіл
ТЕРМОПРЕСС 400
ПРЕССТЕУГЕ АРНАЛҒАН ШПРИЦТЕУ
АППАРАТ
Шприцтеу режимін қолдануы оңай және жеңіл

ТЕРМОПРЕСС 400
АППАРАТ ПРЕССТЕУ (ШПРИЦТЕУ) ТЕРМО-ПЛАСТМАСС 400°C КА ДЕЙІН.
Екі термокамералар біркелкі гомогенді
ТЕРМОПРЕСС 400
АППАРАТ ПРЕССТЕУ (ШПРИЦТЕУ) ТЕРМО-ПЛАСТМАСС 400°C КА ДЕЙІН.
Екі термокамералар біркелкі гомогенді

ТЕРМОПРЕСС 400
АППАРАТ ПРЕССТЕУ (ШПРИЦЕВАНИЯ) ТЕРМО-ПЛАСТМАСС 400°C-ҚА ДЕЙІН
Мультифункциональды дисплей 30 түрлі шприцтеу
ТЕРМОПРЕСС 400
АППАРАТ ПРЕССТЕУ (ШПРИЦЕВАНИЯ) ТЕРМО-ПЛАСТМАСС 400°C-ҚА ДЕЙІН
Мультифункциональды дисплей 30 түрлі шприцтеу
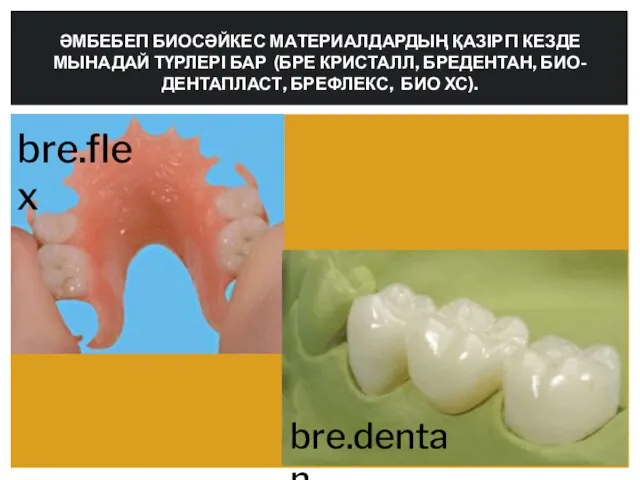
ӘМБЕБЕП БИОСӘЙКЕС МАТЕРИАЛДАРДЫҢ ҚАЗІРГІ КЕЗДЕ МЫНАДАЙ ТҮРЛЕРІ БАР (БРЕ КРИСТАЛЛ, БРЕДЕНТАН,
ӘМБЕБЕП БИОСӘЙКЕС МАТЕРИАЛДАРДЫҢ ҚАЗІРГІ КЕЗДЕ МЫНАДАЙ ТҮРЛЕРІ БАР (БРЕ КРИСТАЛЛ, БРЕДЕНТАН,
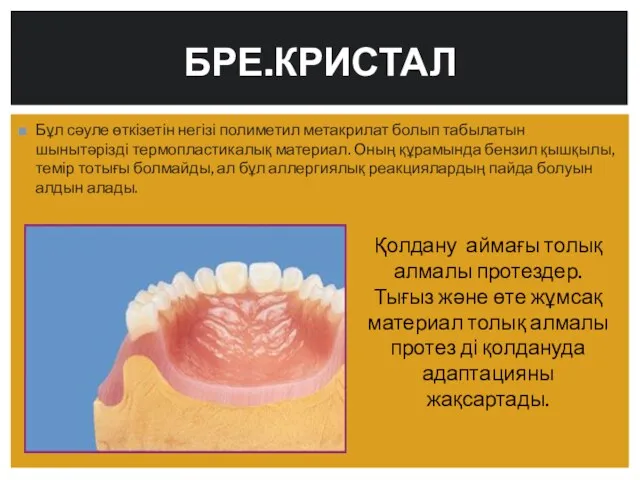
Бұл сәуле өткізетін негізі полиметил метакрилат болып табылатын шынытәрізді термопластикалық материал.
Бұл сәуле өткізетін негізі полиметил метакрилат болып табылатын шынытәрізді термопластикалық материал.

БИО-ДЕНТАПЛАСТ
Кез келген қиындықты ретенциялық элемттерді дайындауға (кламмерлер, құлыптық элементтер) табиғи тіске
БИО-ДЕНТАПЛАСТ
Кез келген қиындықты ретенциялық элемттерді дайындауға (кламмерлер, құлыптық элементтер) табиғи тіске

Био-ХS
Био-ХS көпір тәрізді протез конструкцияларын дайындауда ,және де балка дайындау
Био-ХS
Био-ХS көпір тәрізді протез конструкцияларын дайындауда ,және де балка дайындау
ҚОРЫТЫНДЫ.
Қазіргі заманда тіс протездерін жасау технологиялары күннен күнге жаңаруда.
Көптеген мамандар
ҚОРЫТЫНДЫ.
Қазіргі заманда тіс протездерін жасау технологиялары күннен күнге жаңаруда.
Көптеген мамандар
 Курение – коварная ловушка
Курение – коварная ловушка Сестринский процесс при местной хирургической патологии (раны) и ее лечение
Сестринский процесс при местной хирургической патологии (раны) и ее лечение Спонтанды пневмоторакс
Спонтанды пневмоторакс Правильное питание для детей-дошкольников
Правильное питание для детей-дошкольников Насилие над женщинами
Насилие над женщинами Синдром подразненого кишечника
Синдром подразненого кишечника Плоскостопие. Своды стопы
Плоскостопие. Своды стопы Гипоксия. Патогенез гипоксии. Виды
Гипоксия. Патогенез гипоксии. Виды Захворювання дітей раннього віку рахіт
Захворювання дітей раннього віку рахіт Заболевания щитовидной железы
Заболевания щитовидной железы Растения, обладающие рвотным, отхаркивающим, слабительным и желчегонным действием
Растения, обладающие рвотным, отхаркивающим, слабительным и желчегонным действием Гипертонические кризы
Гипертонические кризы СПИД - чума XXI века
СПИД - чума XXI века Методы обследования тканей пародонта. Травматическая окклюзия. Задачи ортопедического лечения
Методы обследования тканей пародонта. Травматическая окклюзия. Задачи ортопедического лечения Aspectele de comunicarea eficienta eficienta inpractica medicului de familie
Aspectele de comunicarea eficienta eficienta inpractica medicului de familie Мышцы свободной нижней конечности
Мышцы свободной нижней конечности Гемостаз
Гемостаз Бронхиальді тал құрылысы
Бронхиальді тал құрылысы Доказательная медицина в практике клинического онколога
Доказательная медицина в практике клинического онколога Тері аурулары. Сан есім және оның түрлері
Тері аурулары. Сан есім және оның түрлері Общее охлаждение организма, замерзание
Общее охлаждение организма, замерзание Кроветворение. Центральные и периферические органы иммунной системы
Кроветворение. Центральные и периферические органы иммунной системы Судебная медицина
Судебная медицина Антибактериальные средства
Антибактериальные средства Пневмокониозы
Пневмокониозы Транспортировка больных и пострадавших в машине скорой помощи
Транспортировка больных и пострадавших в машине скорой помощи Фантомды класта жұмыс істеу
Фантомды класта жұмыс істеу Синдром Иценко-Кушинга
Синдром Иценко-Кушинга