- Методы организации производства

Содержание
- 2. По степени специализации организации производства принято различать: единичное серийное массовое
- 3. Единичная форма организации производства Единичная форма организации производства характеризуется: неустойчивой разнообразной номенклатурой (прокатные станы, турбины, блюминги);
- 4. Единичная форма организации производства технологический процесс и нормы труда (нормы времени) разрабатываются укрупнено; имеет место большое
- 5. Серийный выпуск продукции Продукция выпускается сериями, партиями, которые периодически повторяются через определенные промежутки времени. Серийное производство
- 6. Для мелкосерийной системы производства характерные черты следующие. Отдельные подразделения (цехи участки) специализируются на выпуске отдельных операций.
- 7. Крупносерийное производство Для такой организации выпуска продукции характерно то, что номенклатура продукции более устойчивая, чем в
- 8. Система массового выпуска продукции При данной системе выпускается однотипная продукция в крупных масштабах. Отдельные единицы не
- 9. Технологический процесс – поточно-конвейерный, разработан детально. Для каждой операции разработаны технологические карты. Время прохождения ресурсов в
- 10. Система массового выпуска продукции Достигается высокий уровень производительности производственного процесса и работников. Уровень затрат, за счет
- 11. Методы организации производства Существуют три метода организации производства: непоточный (единичный); поточный; автоматизированный.
- 12. Непоточное производство Непоточное производство характеризуется следующими признаками: 1) все рабочие места размещаются по однотипным группам оборудования
- 13. 3) технологическое оборудование в основном универсальное, однако для обработки особо сложных по конструкции деталей, больших габаритов
- 14. Непоточный метод применяется в основном в единичном и мелкосерийном производстве и характерен для экспериментального и ремонтно-механического
- 15. Организация поточного производства Из всех методов организации производства наиболее совершенным по своей четкости и законченности является
- 16. Организация поточного производства Важнейшим условием поточной организации производства является устойчивая концентрация в одном производственном звене значительных
- 17. Организация поточного производства В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток является основным методом его
- 18. Поточная организация производства характеризуется следующими признаками: 1) разделение производственного процесса на отдельные операции и длительное их
- 19. Организация поточного производства В поточном производстве наиболее полно выражены основные принципы высокоэффективной организации производственного процесса и
- 21. Скачать презентацию

По степени специализации организации производства принято различать:
единичное
серийное
массовое
По степени специализации организации производства принято различать:
единичное
серийное
массовое

Единичная форма организации производства
Единичная форма организации производства характеризуется:
неустойчивой разнообразной номенклатурой
Единичная форма организации производства
Единичная форма организации производства характеризуется:
неустойчивой разнообразной номенклатурой

Единичная форма организации производства
технологический процесс и нормы труда (нормы времени) разрабатываются
Единичная форма организации производства
технологический процесс и нормы труда (нормы времени) разрабатываются
Серийный выпуск продукции
Продукция выпускается сериями, партиями, которые периодически повторяются через определенные
Серийный выпуск продукции
Продукция выпускается сериями, партиями, которые периодически повторяются через определенные
Для мелкосерийной системы производства характерные черты следующие. Отдельные подразделения (цехи участки)
Для мелкосерийной системы производства характерные черты следующие. Отдельные подразделения (цехи участки)
Крупносерийное производство
Для такой организации выпуска продукции характерно то, что номенклатура продукции
Крупносерийное производство
Для такой организации выпуска продукции характерно то, что номенклатура продукции

Система массового выпуска продукции
При данной системе выпускается однотипная продукция в крупных
Система массового выпуска продукции
При данной системе выпускается однотипная продукция в крупных
Технологический процесс – поточно-конвейерный, разработан детально. Для каждой операции разработаны технологические
Технологический процесс – поточно-конвейерный, разработан детально. Для каждой операции разработаны технологические
Система массового выпуска продукции
Достигается высокий уровень производительности производственного процесса и работников.
Система массового выпуска продукции
Достигается высокий уровень производительности производственного процесса и работников.
Методы организации производства
Существуют три метода организации производства:
непоточный (единичный);
поточный;
автоматизированный.
Методы организации производства
Существуют три метода организации производства:
непоточный (единичный);
поточный;
автоматизированный.

Непоточное производство
Непоточное производство характеризуется следующими признаками:
1) все рабочие места размещаются по
Непоточное производство
Непоточное производство характеризуется следующими признаками:
1) все рабочие места размещаются по
3) технологическое оборудование в основном универсальное, однако для обработки особо сложных
3) технологическое оборудование в основном универсальное, однако для обработки особо сложных
Непоточный метод применяется в основном в единичном и мелкосерийном производстве и
Непоточный метод применяется в основном в единичном и мелкосерийном производстве и

Организация поточного производства
Из всех методов организации производства наиболее совершенным по своей
Организация поточного производства
Из всех методов организации производства наиболее совершенным по своей

Организация поточного производства
Важнейшим условием поточной организации производства является устойчивая концентрация в
Организация поточного производства
Важнейшим условием поточной организации производства является устойчивая концентрация в
Организация поточного производства
В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток
Организация поточного производства
В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток
Поточная организация производства характеризуется следующими признаками:
1) разделение производственного процесса на отдельные
Поточная организация производства характеризуется следующими признаками:
1) разделение производственного процесса на отдельные
Организация поточного производства
В поточном производстве наиболее полно выражены основные принципы высокоэффективной
Организация поточного производства
В поточном производстве наиболее полно выражены основные принципы высокоэффективной
 Групповая дифференциация и лидерство
Групповая дифференциация и лидерство QSR Competitive Analysis
QSR Competitive Analysis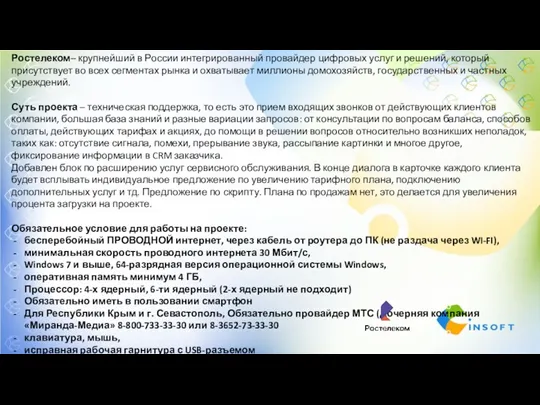 Ростелеком - крупнейший в России интегрированный провайдер цифровых услуг
Ростелеком - крупнейший в России интегрированный провайдер цифровых услуг Модели и методы принятия решений. Характеристики науки управления
Модели и методы принятия решений. Характеристики науки управления Керування командою проекту. Рольова модель команди
Керування командою проекту. Рольова модель команди Информационно-справочные документы
Информационно-справочные документы Процесс управления конфликтами в лизинговой компании (на примере кадрового агентства Анкор)
Процесс управления конфликтами в лизинговой компании (на примере кадрового агентства Анкор) Основы педагогического проектирования
Основы педагогического проектирования Логистика в транспортном комплексе России: проблемы и предложения
Логистика в транспортном комплексе России: проблемы и предложения Планирование человеческих ресурсов организации. Привлечение и отбор персонала. Лекция 7
Планирование человеческих ресурсов организации. Привлечение и отбор персонала. Лекция 7 Методы принятия управленческих решений
Методы принятия управленческих решений Материальные потоки
Материальные потоки Impact-mapping. Исходные предпосылки
Impact-mapping. Исходные предпосылки Subordination is a system of official relations
Subordination is a system of official relations Определение потребности в трудовых ресурсах
Определение потребности в трудовых ресурсах Технология подготовки и реализации управленческих решений
Технология подготовки и реализации управленческих решений Транспортная логистика. Контейнерные перевозки. (Тема 3)
Транспортная логистика. Контейнерные перевозки. (Тема 3) Методы отбора и обучения персонала
Методы отбора и обучения персонала Кадровая политика и стратегия управления персоналом
Кадровая политика и стратегия управления персоналом Проект Ситилаб
Проект Ситилаб New products management
New products management Инновации в туристской индустрии
Инновации в туристской индустрии Продукты СР. Эффективные продажи
Продукты СР. Эффективные продажи Эффективность управления образовательным учреждением
Эффективность управления образовательным учреждением Типология и классификация управленческих решений
Типология и классификация управленческих решений Менеджмент в государственных организациях
Менеджмент в государственных организациях Логистика запасов. Управление запасами в логистической системе
Логистика запасов. Управление запасами в логистической системе Факторы, влияющие на УЧР. Лекция 2
Факторы, влияющие на УЧР. Лекция 2