Основы управления цепями поставок в составе современных концепций управления. (Модуль 1. Лекция 1.1) презентация
- Основы управления цепями поставок в составе современных концепций управления. (Модуль 1. Лекция 1.1)

Содержание
- 2. 2 Логистика Понятие логистики «искусство снабжения армии и управления ее перемещениями » (Византийская империя) «практическое искусство
- 3. 3 Логистика — это наука о планировании, контроле и управлении материальными, товарными потоками от поставщика до
- 4. 4 Движение материальных и информационных потоков
- 5. 5 Функциональное разграничение систем логистики на предприятии
- 6. 6 Синтетическое определение цепи поставок, основанное на обобщении мнения большинства зарубежных ученых и специалистов, может звучать
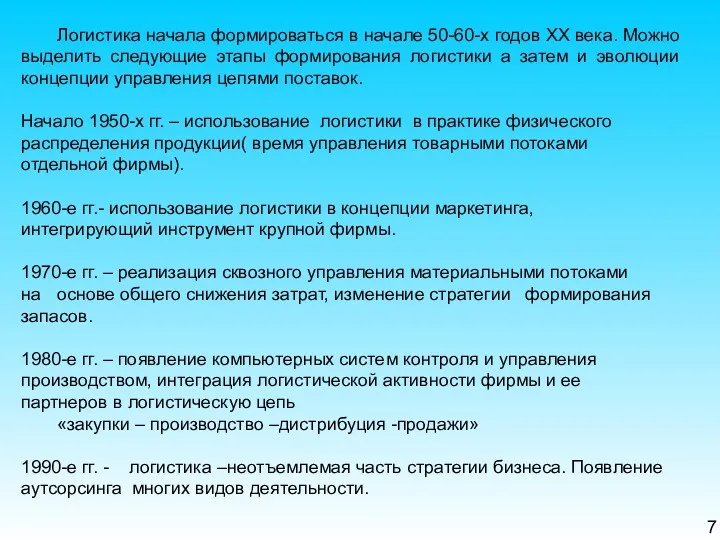
- 7. 7 Логистика начала формироваться в начале 50-60-х годов ХХ века. Можно выделить следующие этапы формирования логистики
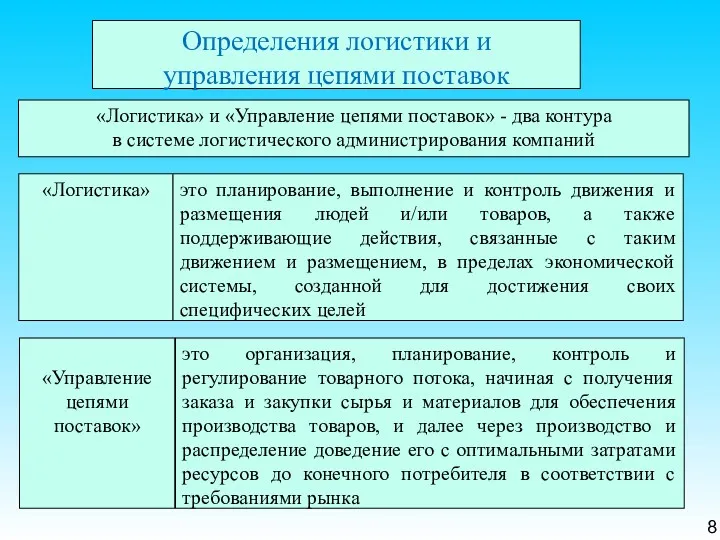
- 8. 8 Определения логистики и управления цепями поставок «Логистика» и «Управление цепями поставок» - два контура в
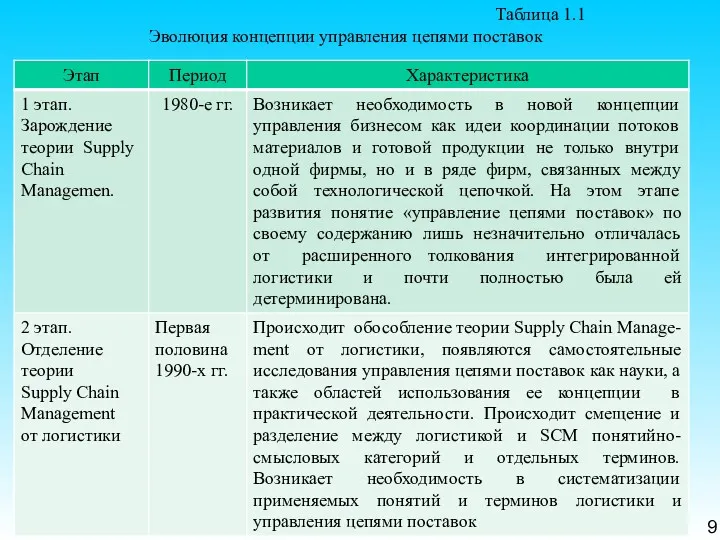
- 9. 9 Таблица 1.1 Эволюция концепции управления цепями поставок
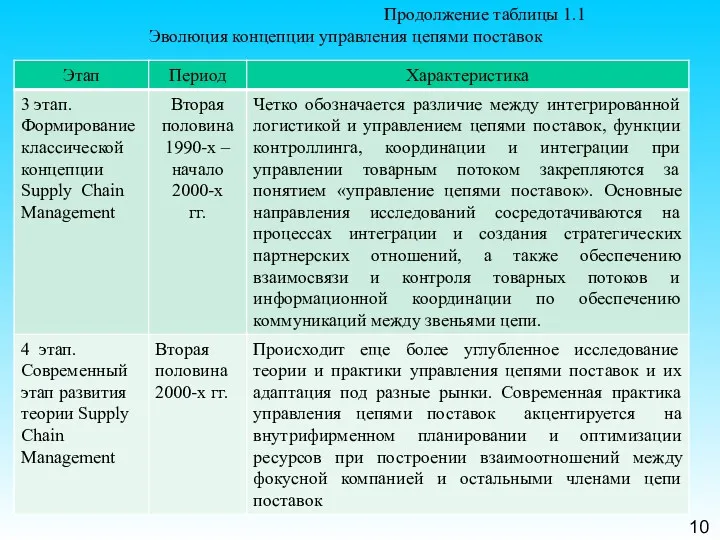
- 10. 10 Продолжение таблицы 1.1 Эволюция концепции управления цепями поставок
- 11. 11 Внедрению и развитию стратегических преимуществ логистики как за рубежом, так и в нашей стране способствуют
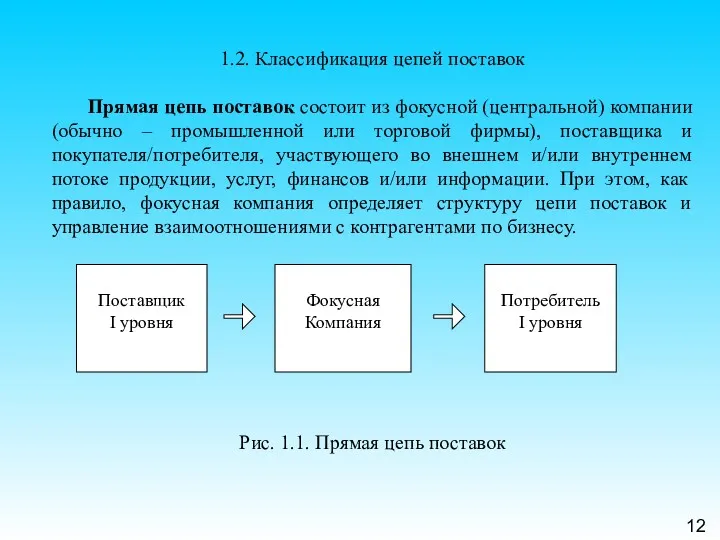
- 12. 12 1.2. Классификация цепей поставок Прямая цепь поставок состоит из фокусной (центральной) компании (обычно – промышленной
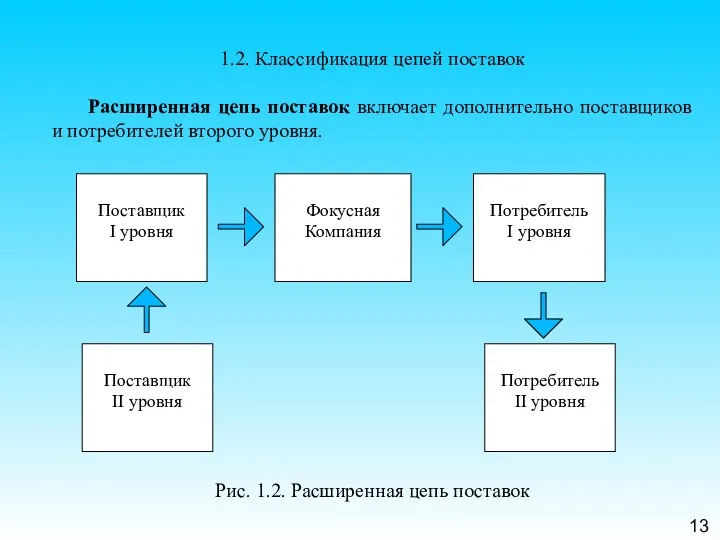
- 13. 13 1.2. Классификация цепей поставок Расширенная цепь поставок включает дополнительно поставщиков и потребителей второго уровня. Рис.
- 14. 14 1.2. Классификация цепей поставок Максимальная цепь поставок состоит из фокусной компании и всех ее контрагентов
- 15. 15 Конфигурация логистической сети цепей поставок 1.3. Сетевая структура цепей поставок Конфигурация логистической сети, т.е. построение
- 16. 16 Поставщики и потребители первого уровня Фокусная Компания 1 2 1 n 1 2 n 1
- 17. 17 БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО Вы можете не изменяться. Выживание не является обязанностью. Уильям Эдвардс Деминг Показатели работы
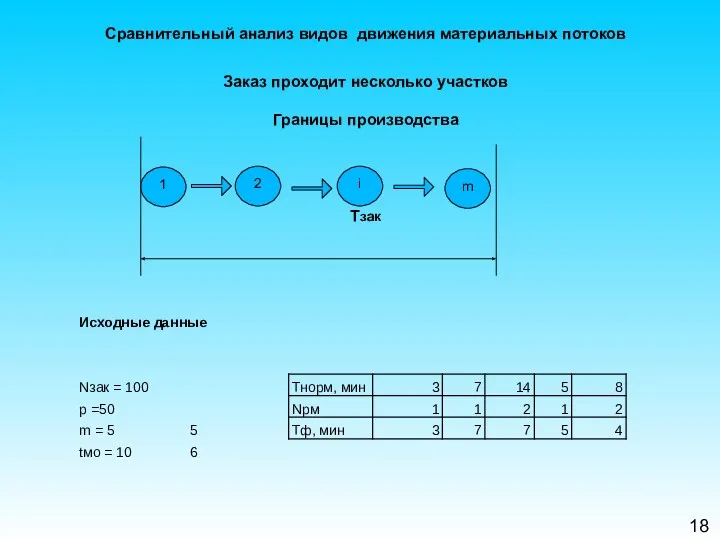
- 18. 18 Сравнительный анализ видов движения материальных потоков Заказ проходит несколько участков Границы производства Tзак 1 2
- 19. 19 Сравнительный анализ видов движения материальных потоков Последовательный вид движения m 2624 200 400 600 800
- 20. 20 Сравнительный анализ видов движения материальных потоков 1. Последовательное движение Тц =100*(3/1+7/1+14/2+5/1+8/2)+(5 -1)*6=2624 мин 2.а Параллельное
- 21. 21 БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО Вы можете не изменяться. Выживание не является обязанностью. Уильям Эдвардс Деминг
- 22. 22 Формула обычного производства (продавай то, что производишь). Цена продажи = Прибыль + Потери Формула бережливого
- 23. 23 ОСНОВНЫЕ ПОНЯТИЯ ЦЕННОСТЬ - это соответствие ожиданий потребителя в отношении: - качества продукции; - предоставляемой
- 24. 24 ВОСЕМЬ ВИДОВ ПОТЕРЬ 1. Перепроизводство (избыточное производство). 2. Транспортировка. 3. Ожидание. 4. Запасы. 5. Дефекты.
- 25. 25 ПЕРЕПРОИЗВОДСТВО Перепроизводство – это производство большего количества товара, чем хочет клиент. Источники потерь: - дополнительные
- 26. 26 ТРАНСПОРТИРОВКА Источники потерь: - потери времени на перемещение материалов/продукции до момента их поставки внутреннему или
- 27. 27 ОЖИДАНИЕ Причины ожидания: - различная пропускная способность операций; - планирование не для нужд потребителей, а
- 28. 28 ЗАПАСЫ Источники потерь: - специальные склады материалов и продукции для обеспечения своевременности поставок, которые скрывают
- 29. 29 ДЕФЕКТЫ Источники потерь: - затраты на проверку и операции контроля; - переделки дефектной продукции; утилизация
- 30. 30 ИЗЛИШНЯЯ ОБРАБОТКА Источники потерь: - доведение продукта до состояния, требуемого потребителем; - автоматическое оборудование, требующее
- 31. 31 ДВИЖЕНИЯ Источники потерь: - излишние переходы, движения, настройки при выполнении работы; - отсутствие или некорректность
- 32. 32 ПОТЕРИ ТВОРЧЕСКОГО ПОТЕНЦИАЛА Источники потерь: - отношение к работникам как к роботам, способным лишь на
- 33. 33 ПОДХОД К УСТРАНЕНИЮ ПОТЕРЬ 1. Разработка карт создания потока ценности процессов. 2. Разработка контрольных листов,
- 34. 34 КАРТА ПОТОКА СОЗДАНИЯ ЦЕННОСТИ Схема потока создания ценности велосипедного завода* Иллюстрация к книге Д.Вумека и
- 35. 35 КОНТРОЛЬНЫЕ ЛИСТКИ Примерная форма листа наблюдений. Лист наблюдений № _________ ФИО наблюдателя ________________________________________ Место наблюдения
- 36. 36 ИНСТРУМЕНТЫ БЕРЕЖЛИВОГО ПРОИЗВОДСТВА Основные инструменты бережливого производства: - Непрерывное улучшение – Кайзен (Kaizen). - Организация
- 37. 37 НЕПРЕРЫВНОЕ УЛУЧШЕНИЕ – КАЙЗЕН Кайзен (Kaizen) – процесс непрерывного планомерного улучшения малыми шагами. От яп.
- 38. 38 ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ – 5S Система 5S – это эффективный метод организации рабочих мест, повышающий
- 39. 39 СТАНДАРТНЫЕ ОПЕРАЦИОННЫЕ ПРОЦЕДУРЫ Стандартные операционные процедуры (SOP) – документ, шаг за шагом определяющий последовательность выполнения
- 40. 40 ВСЕОБЩЕЕ ПРОИЗВОДИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ Всеобщее производительное обслуживание оборудования (TPM) – всеобщее вовлечение персонала в процесс
- 41. 41 ТОЧНО ВОВРЕМЯ Точно вовремя (Just-In-Time – JIT) – метод сокращения времени производственного цикла, когда материалы,
- 42. 42 КАНБАН Канбан – ярлыки, сигнализирующие о количестве материалов, о потребности в них и дающие указания
- 43. 43 БЫСТРАЯ ПЕРЕНАЛАДКА Быстрая переналадка – сокращение времени перенастройки оборудования с одного вида продукции на другой
- 44. 44 ВСТРОЕННОЕ КАЧЕСТВО Встроенное качество – методика управления качеством продукции непосредственно в месте ее производства. Основные
- 45. 45 ЧТО НЕОБХОДИМО ДЛЯ УСПЕХА - Воспитать культуру бережливого производства в организации, для чего поменять подход
- 46. 46 Сравнительный анализ концепций массового и «стройного» производства
- 47. 47 С чего начать? Безусловно, внедрение бережливого производства на каждом конкретном предприятии будет иметь свои особенности,
- 48. 48 Найдите агента перемен. Обычно эту роль выполняет кто-либо из руководителей компании. Важно лишь, чтобы это
- 49. 49 - Опишите потоки создания ценности. Вначале отразите нынешнее состояние материальных и информационных потоков. Затем создайте
- 50. 50 Каковы основные этапы внедрения бережливого производства? Принято выделять пять основных этапов внедрения бережливого производства. 1.
- 51. 51 Сравнительный анализ бережливого производства и других концепций Создание ценности для потребителя - это набор шагов,
- 52. 52 Перемещается ли продукт от предыдущего шага к последующему только методом вытягивания? Это основная идея методики
- 54. Скачать презентацию
2
Логистика
Понятие логистики
«искусство снабжения армии и управления ее перемещениями » (Византийская
2
Логистика
Понятие логистики
«искусство снабжения армии и управления ее перемещениями » (Византийская
3
Логистика — это наука о планировании, контроле и управлении материальными, товарными
3
Логистика — это наука о планировании, контроле и управлении материальными, товарными

4
Движение материальных и информационных потоков
4
Движение материальных и информационных потоков
5
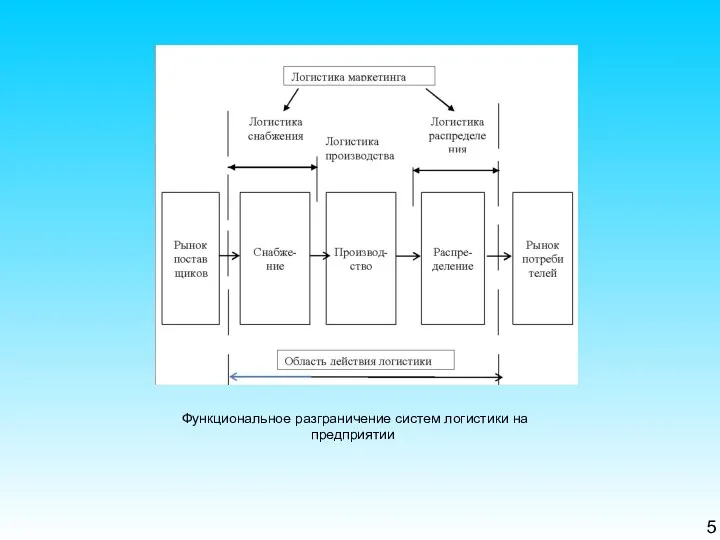
Функциональное разграничение систем логистики на предприятии
5
Функциональное разграничение систем логистики на предприятии

6
Синтетическое определение цепи поставок, основанное на обобщении мнения большинства зарубежных
6
Синтетическое определение цепи поставок, основанное на обобщении мнения большинства зарубежных
7
Логистика начала формироваться в начале 50-60-х годов ХХ века. Можно
7
Логистика начала формироваться в начале 50-60-х годов ХХ века. Можно
8
Определения логистики и
управления цепями поставок
«Логистика» и «Управление цепями поставок» -
8
Определения логистики и
управления цепями поставок
«Логистика» и «Управление цепями поставок» -
9
Таблица 1.1
Эволюция концепции управления цепями поставок
9
Таблица 1.1
Эволюция концепции управления цепями поставок
10
Продолжение таблицы 1.1
Эволюция концепции управления цепями поставок
10
Продолжение таблицы 1.1
Эволюция концепции управления цепями поставок

11
Внедрению и развитию стратегических преимуществ логистики как за рубежом, так и
11
Внедрению и развитию стратегических преимуществ логистики как за рубежом, так и
12
1.2. Классификация цепей поставок
Прямая цепь поставок состоит из фокусной (центральной) компании
12
1.2. Классификация цепей поставок
Прямая цепь поставок состоит из фокусной (центральной) компании
13
1.2. Классификация цепей поставок
Расширенная цепь поставок включает дополнительно поставщиков и потребителей
13
1.2. Классификация цепей поставок
Расширенная цепь поставок включает дополнительно поставщиков и потребителей

14
1.2. Классификация цепей поставок
Максимальная цепь поставок состоит из фокусной компании и
14
1.2. Классификация цепей поставок
Максимальная цепь поставок состоит из фокусной компании и
15
Конфигурация логистической сети цепей поставок
1.3. Сетевая структура цепей поставок
Конфигурация логистической
15
Конфигурация логистической сети цепей поставок
1.3. Сетевая структура цепей поставок
Конфигурация логистической
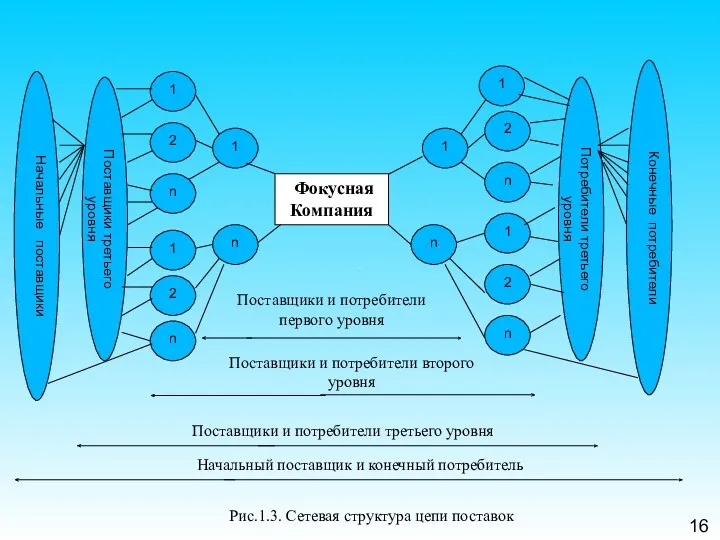
16
Поставщики и потребители
первого уровня
Фокусная
Компания
1
2
1
n
1
2
n
1
1
n
n
n
n
2
2
1
Поставщики и потребители второго уровня
Поставщики и
16
Поставщики и потребители
первого уровня
Фокусная
Компания
1
2
1
n
1
2
n
1
1
n
n
n
n
2
2
1
Поставщики и потребители второго уровня
Поставщики и

17
БЕРЕЖЛИВОЕ
ПРОИЗВОДСТВО
Вы можете не изменяться.
Выживание не является обязанностью.
Уильям Эдвардс Деминг
Показатели работы сборочного
17
БЕРЕЖЛИВОЕ
ПРОИЗВОДСТВО
Вы можете не изменяться.
Выживание не является обязанностью.
Уильям Эдвардс Деминг
Показатели работы сборочного
18
Сравнительный анализ видов движения материальных потоков
Заказ проходит несколько участков
Границы производства
Tзак
1
2
i
m
18
Сравнительный анализ видов движения материальных потоков
Заказ проходит несколько участков
Границы производства
Tзак
1
2
i
m

19
Сравнительный анализ видов движения
материальных потоков
Последовательный вид движения
m
2624
200 400
19
Сравнительный анализ видов движения
материальных потоков
Последовательный вид движения
m
2624
200 400
20
Сравнительный анализ видов движения
материальных потоков
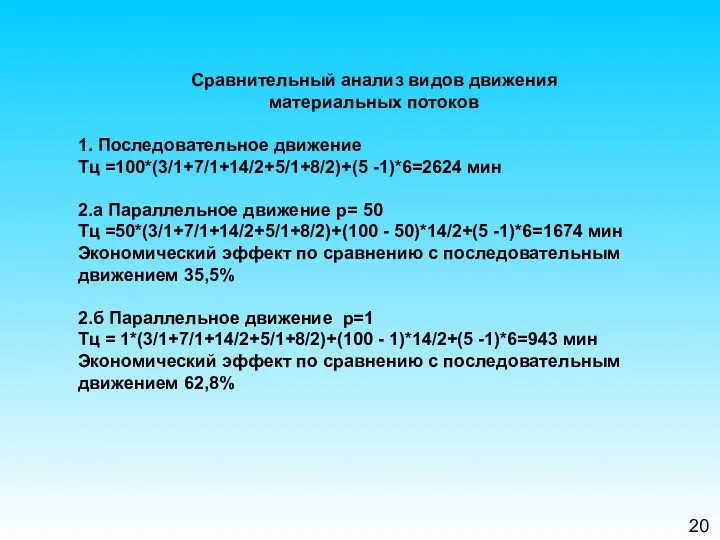
1. Последовательное движение
Тц =100*(3/1+7/1+14/2+5/1+8/2)+(5 -1)*6=2624 мин
2.а
20
Сравнительный анализ видов движения
материальных потоков
1. Последовательное движение
Тц =100*(3/1+7/1+14/2+5/1+8/2)+(5 -1)*6=2624 мин
2.а
21
БЕРЕЖЛИВОЕ
ПРОИЗВОДСТВО
Вы можете не изменяться.
Выживание не является обязанностью.
Уильям Эдвардс Деминг
21
БЕРЕЖЛИВОЕ
ПРОИЗВОДСТВО
Вы можете не изменяться.
Выживание не является обязанностью.
Уильям Эдвардс Деминг

22
Формула обычного производства
(продавай то, что производишь).
Цена продажи = Прибыль +
22
Формула обычного производства
(продавай то, что производишь).
Цена продажи = Прибыль +
23
ОСНОВНЫЕ ПОНЯТИЯ
ЦЕННОСТЬ - это соответствие ожиданий потребителя в отношении:
- качества продукции;
-
23
ОСНОВНЫЕ ПОНЯТИЯ
ЦЕННОСТЬ - это соответствие ожиданий потребителя в отношении:
- качества продукции;
-

24
ВОСЕМЬ ВИДОВ ПОТЕРЬ
1. Перепроизводство (избыточное производство).
2. Транспортировка.
3. Ожидание.
4. Запасы.
5. Дефекты.
6. Излишняя
24
ВОСЕМЬ ВИДОВ ПОТЕРЬ
1. Перепроизводство (избыточное производство).
2. Транспортировка.
3. Ожидание.
4. Запасы.
5. Дефекты.
6. Излишняя
25
ПЕРЕПРОИЗВОДСТВО
Перепроизводство – это производство большего количества товара, чем хочет клиент.
Источники потерь:
-
25
ПЕРЕПРОИЗВОДСТВО
Перепроизводство – это производство большего количества товара, чем хочет клиент.
Источники потерь:
-
26
ТРАНСПОРТИРОВКА
Источники потерь:
- потери времени на перемещение материалов/продукции до момента их поставки
26
ТРАНСПОРТИРОВКА
Источники потерь:
- потери времени на перемещение материалов/продукции до момента их поставки
27
ОЖИДАНИЕ
Причины ожидания:
- различная пропускная способность операций;
- планирование не для нужд потребителей,
27
ОЖИДАНИЕ
Причины ожидания:
- различная пропускная способность операций;
- планирование не для нужд потребителей,
28
ЗАПАСЫ
Источники потерь:
- специальные склады материалов и продукции для обеспечения своевременности поставок,
28
ЗАПАСЫ
Источники потерь:
- специальные склады материалов и продукции для обеспечения своевременности поставок,
29
ДЕФЕКТЫ
Источники потерь:
- затраты на проверку и операции контроля;
- переделки дефектной продукции;
утилизация
29
ДЕФЕКТЫ
Источники потерь:
- затраты на проверку и операции контроля;
- переделки дефектной продукции;
утилизация

30
ИЗЛИШНЯЯ ОБРАБОТКА
Источники потерь:
- доведение продукта до состояния, требуемого потребителем;
- автоматическое оборудование,
30
ИЗЛИШНЯЯ ОБРАБОТКА
Источники потерь:
- доведение продукта до состояния, требуемого потребителем;
- автоматическое оборудование,

31
ДВИЖЕНИЯ
Источники потерь:
- излишние переходы, движения, настройки при выполнении
работы;
- отсутствие или некорректность
31
ДВИЖЕНИЯ
Источники потерь:
- излишние переходы, движения, настройки при выполнении
работы;
- отсутствие или некорректность

32
ПОТЕРИ ТВОРЧЕСКОГО ПОТЕНЦИАЛА
Источники потерь:
- отношение к работникам как к роботам, способным
32
ПОТЕРИ ТВОРЧЕСКОГО ПОТЕНЦИАЛА
Источники потерь:
- отношение к работникам как к роботам, способным

33
ПОДХОД К УСТРАНЕНИЮ ПОТЕРЬ
1. Разработка карт создания потока ценности процессов.
2. Разработка
33
ПОДХОД К УСТРАНЕНИЮ ПОТЕРЬ
1. Разработка карт создания потока ценности процессов.
2. Разработка

34
КАРТА ПОТОКА СОЗДАНИЯ ЦЕННОСТИ
Схема потока создания ценности велосипедного завода*
Иллюстрация к книге
34
КАРТА ПОТОКА СОЗДАНИЯ ЦЕННОСТИ
Схема потока создания ценности велосипедного завода*
Иллюстрация к книге

35
КОНТРОЛЬНЫЕ ЛИСТКИ
Примерная форма листа наблюдений.
Лист наблюдений № _________
ФИО наблюдателя ________________________________________
Место наблюдения
35
КОНТРОЛЬНЫЕ ЛИСТКИ
Примерная форма листа наблюдений.
Лист наблюдений № _________
ФИО наблюдателя ________________________________________
Место наблюдения
36
ИНСТРУМЕНТЫ БЕРЕЖЛИВОГО
ПРОИЗВОДСТВА
Основные инструменты бережливого производства:
- Непрерывное улучшение – Кайзен (Kaizen).
- Организация
36
ИНСТРУМЕНТЫ БЕРЕЖЛИВОГО
ПРОИЗВОДСТВА
Основные инструменты бережливого производства:
- Непрерывное улучшение – Кайзен (Kaizen).
- Организация

37
НЕПРЕРЫВНОЕ УЛУЧШЕНИЕ – КАЙЗЕН
Кайзен (Kaizen) – процесс непрерывного планомерного улучшения
малыми шагами.
37
НЕПРЕРЫВНОЕ УЛУЧШЕНИЕ – КАЙЗЕН
Кайзен (Kaizen) – процесс непрерывного планомерного улучшения
малыми шагами.
38
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ – 5S
Система 5S – это эффективный метод организации
38
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ – 5S
Система 5S – это эффективный метод организации
39
СТАНДАРТНЫЕ ОПЕРАЦИОННЫЕ
ПРОЦЕДУРЫ
Стандартные операционные процедуры (SOP) – документ, шаг за шагом определяющий
39
СТАНДАРТНЫЕ ОПЕРАЦИОННЫЕ
ПРОЦЕДУРЫ
Стандартные операционные процедуры (SOP) – документ, шаг за шагом определяющий
40
ВСЕОБЩЕЕ ПРОИЗВОДИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
Всеобщее производительное обслуживание оборудования (TPM) – всеобщее вовлечение
40
ВСЕОБЩЕЕ ПРОИЗВОДИТЕЛЬНОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
Всеобщее производительное обслуживание оборудования (TPM) – всеобщее вовлечение
41
ТОЧНО ВОВРЕМЯ
Точно вовремя (Just-In-Time – JIT) – метод сокращения времени производственного
41
ТОЧНО ВОВРЕМЯ
Точно вовремя (Just-In-Time – JIT) – метод сокращения времени производственного

42
КАНБАН
Канбан – ярлыки, сигнализирующие о количестве материалов, о
потребности в них и
42
КАНБАН
Канбан – ярлыки, сигнализирующие о количестве материалов, о
потребности в них и
43
БЫСТРАЯ ПЕРЕНАЛАДКА
Быстрая переналадка – сокращение времени перенастройки оборудования с одного вида
43
БЫСТРАЯ ПЕРЕНАЛАДКА
Быстрая переналадка – сокращение времени перенастройки оборудования с одного вида
44
ВСТРОЕННОЕ КАЧЕСТВО
Встроенное качество – методика управления качеством продукции
непосредственно в месте ее
44
ВСТРОЕННОЕ КАЧЕСТВО
Встроенное качество – методика управления качеством продукции
непосредственно в месте ее
45
ЧТО НЕОБХОДИМО ДЛЯ УСПЕХА
- Воспитать культуру бережливого производства в организации, для
45
ЧТО НЕОБХОДИМО ДЛЯ УСПЕХА
- Воспитать культуру бережливого производства в организации, для

46
Сравнительный анализ концепций массового и
«стройного» производства
46
Сравнительный анализ концепций массового и
«стройного» производства
47
С чего начать?
Безусловно, внедрение бережливого производства на каждом конкретном предприятии будет
47
С чего начать?
Безусловно, внедрение бережливого производства на каждом конкретном предприятии будет
48
Найдите агента перемен. Обычно эту роль выполняет кто-либо из руководителей компании.
48
Найдите агента перемен. Обычно эту роль выполняет кто-либо из руководителей компании.

49
- Опишите потоки создания ценности. Вначале отразите нынешнее состояние материальных и
49
- Опишите потоки создания ценности. Вначале отразите нынешнее состояние материальных и
50
Каковы основные этапы внедрения бережливого производства?
Принято выделять пять основных этапов внедрения
50
Каковы основные этапы внедрения бережливого производства?
Принято выделять пять основных этапов внедрения
51
Сравнительный анализ бережливого производства и других концепций
Создание ценности для потребителя -
51
Сравнительный анализ бережливого производства и других концепций
Создание ценности для потребителя -

52
Перемещается ли продукт от предыдущего шага к последующему только методом вытягивания?
52
Перемещается ли продукт от предыдущего шага к последующему только методом вытягивания?
 Автоматизированное управление машиностроительным предприятием
Автоматизированное управление машиностроительным предприятием Контроль как функция управления
Контроль как функция управления Структура та управління підприємством
Структура та управління підприємством Стратегическое планирование
Стратегическое планирование Всеобщее управление качеством
Всеобщее управление качеством Интеграция в управлении цепями поставок
Интеграция в управлении цепями поставок Визуальное управление
Визуальное управление Советы по тайм-менеджменту для студентов на дистанционном обучении
Советы по тайм-менеджменту для студентов на дистанционном обучении Концепция современного склада
Концепция современного склада Управління якістю води у виробництві харчових продуктів. Лекції № 9-10
Управління якістю води у виробництві харчових продуктів. Лекції № 9-10 Современные тенденции в менеджменте
Современные тенденции в менеджменте Управление и самоорганизация. (Тема 1)
Управление и самоорганизация. (Тема 1) Что такое иерархия
Что такое иерархия Управление качеством на основе стандартов ИСО
Управление качеством на основе стандартов ИСО Управление временем. Тайм-менеджмент. Основы
Управление временем. Тайм-менеджмент. Основы Подбор, отбор, наём персонала. Источники, методы подбора персонала. Организации найма персонала. Лекция 3
Подбор, отбор, наём персонала. Источники, методы подбора персонала. Организации найма персонала. Лекция 3 Разработка модели предметной области ИС
Разработка модели предметной области ИС Коучинг және оның құндылықтары туралы түсінік қалыптастыру
Коучинг және оның құндылықтары туралы түсінік қалыптастыру Ризики та надзвичайні ситуації в соціальних та екологічних системах. (Лекція 3)
Ризики та надзвичайні ситуації в соціальних та екологічних системах. (Лекція 3) Мониторинг качества проектного управления в колледже
Мониторинг качества проектного управления в колледже Мораль и нравы. Специфика национальных нравов и их роль в сфере управления
Мораль и нравы. Специфика национальных нравов и их роль в сфере управления Загальні принципи управління якістю. Теорія Всезагальногоуправління якістю (TQM)
Загальні принципи управління якістю. Теорія Всезагальногоуправління якістю (TQM) Основная цель компании
Основная цель компании Методы стандартизации
Методы стандартизации Теории Х и Y мотивационных потребностей персонала
Теории Х и Y мотивационных потребностей персонала Исследование экскурсионного потенциала города Красноярска
Исследование экскурсионного потенциала города Красноярска Основные нормативные документы, регламентирующие требования к грузам при перевозке по железным дорогам РФ
Основные нормативные документы, регламентирующие требования к грузам при перевозке по железным дорогам РФ Человеческий капитал
Человеческий капитал