- Производственный менеджмент. Основные термины и определения

Содержание
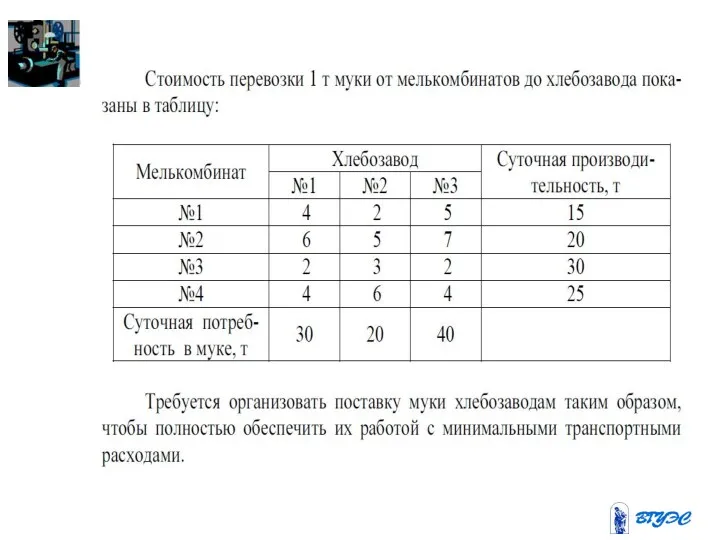
- 2. Классификация форм и видов менеджмента По уровню управления стратегический менеджмент; тактический менеджмент; оперативный менеджмент. Объекты управления
- 3. Определения производственного менеджмента Производственный менеджмент – это управление производственными процессами на предприятии. Производственный менеджмент - комплексная
- 4. Операционный менеджмент Операционный менеджмент – разработка и реализация общей стратегии и направлений операционной деятельностью организации, разработка
- 5. Понятие производственного менеджмента Производственный менеджмент – это управление производственными процессами на предприятии ЗАТРАТЫ НА ВХОДЕ ПРОИЗВОДСТВЕННЫЙ
- 7. Производственная стратегия – это подсистема стратегии, представленная в виде долгосрочной программы действий по реализации концепции создания
- 9. Критерии постановки целей производственной стратегии: 1) затраты на производство продукта; 2) качество производства; 3) качество производственных
- 11. Стратегические решения в сфере производства производственные мощности; технологические процессы, их совершенствование; масштаб производства (спрос, конкуренты, стадии
- 13. Ключевые особенности Проекта, Программы и Портфеля
- 14. Ключевые особенности Проекта, Программы и Портфеля
- 15. ОАО "АвтоВАЗ" до 2020 г. инвестирует в стратегические проекты предприятия 34,2 млрд рублей Об этом стало
- 16. АвтоВАЗ вернет производства штампованных деталей, отданные другим предприятиям О возвращении бывших производств АвтоВАЗа, которые в последние
- 17. Универсалы Lada Vesta SW и Lada Vesta SW Cross Штамповка Для производства LADA Vesta SW и
- 18. Электромобили El Lada успешно завершили экопробег Краснодар - Сочи "Тольяттинский автозавод наряду с другими мировыми автопроизводителями
- 19. Основные позиции производственной стратегии Основные стратегические решения по производству, которые надо принять на заданную стратегическую перспективу.
- 24. Ключевые особенности Проекта, Программы и Портфеля
- 26. Объединение «КАМАЗ» уже сделало первый шаг: использует систему на складах заводского комплекса. Первый проект внедрения называется
- 30. Ежегодно вследствие правильно организованному сбору мусора завод двигателей получает экономию в 2,5 млн рублей. Это стало
- 31. . Кайдзен на КАМАЗе – эффект почти 6 млрд рублей Экономический эффект составил 5,7 млрд рублей.
- 32. Оперативный менеджмент включает организацию и управление процессами реализации оперативных планов и диспетчеризацию. Задачами диспетчеризации производственных процессов
- 33. Основные функции производственного менеджмента: прогнозирование; планирование; регулирование.
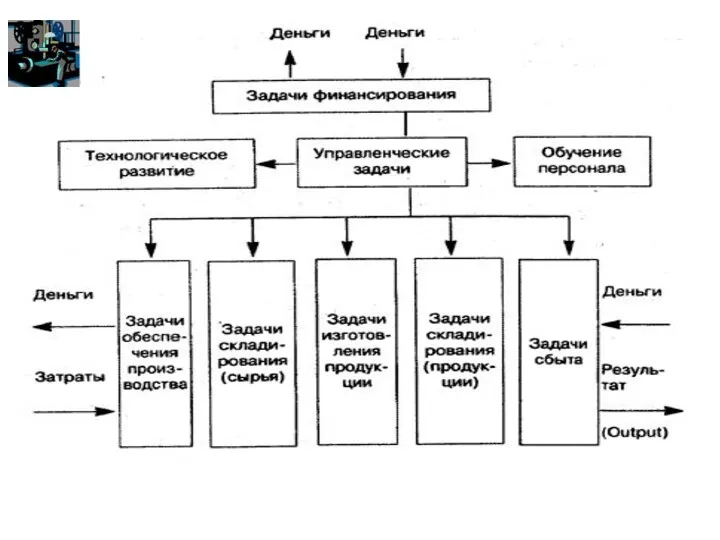
- 34. Механизм функционирования
- 36. Производственная система включает прогнозирование; планирование; анализ; контроль.
- 37. Вопросы производственного менеджмента как расставить оборудование; как разместить производственные мощности; как минимизировать длительность производственного цикла как
- 38. Основная структура производственного процесса
- 39. Понятие производственного процесса Производственный процесс представляет собой совокупность всех действий людей и орудий труда, необходимых на
- 40. Каноническая модель производственного процесса
- 43. Каноническая модель
- 45. Кибернетическая модель производственного процесса
- 46. Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает прямая связь, но и принимает
- 47. ПАРАМЕТРЫ КИБЕРНЕТИЧЕСКОЙ МОДЕЛИ Входы: x(t) = x(t1) + x(t2) + x(t3) + x(tn) Выходные параметры: y(t)
- 49. Здесь -неизвестные, -заданные постоянные величины. Ограничения могут быть заданы уравнениями. Наиболее часто встречаются задачи в виде:
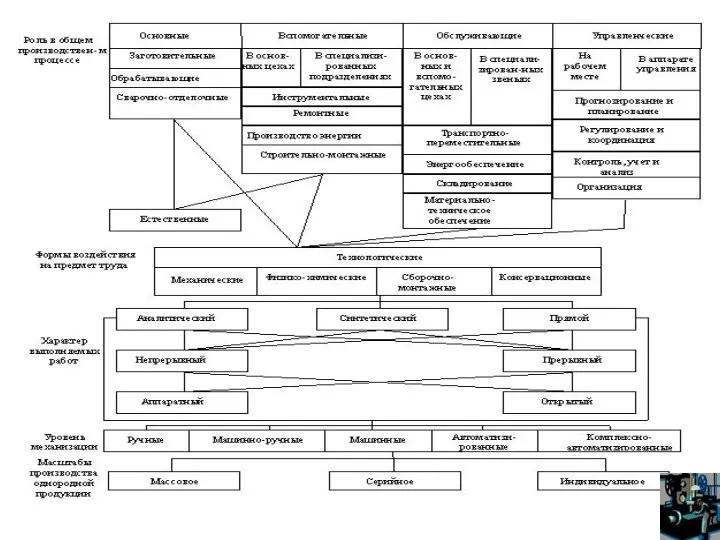
- 53. Производственная структура - состав цехов и служб предприятия с указанием связей между ними. ГОСТ 14.004-83. Технологическая
- 58. основные, направленные на изменение основных предметов труда и придание им свойств готовых продуктов; в этом случае
- 59. Виды и взаимосвязи производственных процессов на предприятии
- 60. Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета
- 61. По характеру воздействия на предмет труда: технологические, в ходе которых происходит изменение предмета труда под воздействием
- 62. По формам взаимосвязи со смежными процессами различают: • аналитические, когда в результате первичной обработки (расчленения) комплексного
- 63. По степени непрерывности различают: превращения предметов труда в готовый продукт: • непрерывные; • дискретные (прорывные) процессы.
- 64. ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента; машинно-ручные, выполняемые с помощью машин и
- 66. Производственный цикл - интервал времени от начала до окончания производственного процесса изготовления или ремонта изделия. ГОСТ
- 67. Цикл технологической операции - интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо
- 68. Такт выпуска - интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмеров
- 69. Структура производственного цикла
- 70. Виды организации движения производственных процессов последовательный, характерный для обработки или сборки единичной детали или партии изделий;
- 71. . Штучное время - интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых или
- 72. Схема процесса «Производство пельменей»
- 73. Последовательное движение партий деталей
- 74. Параллельное движение партий деталей
- 75. Параллельное – последовательное движение партий деталей
- 76. Производственный цикл состоит из двух частей: из рабочего периода, т. е. периода, в течение которого предмет
- 77. Используемые предприятием ресурсы и технологии Технология – это способ преобразования исходных материалов для получения желаемой продукции.
- 78. Тип производства - классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска
- 79. Единичное производство - производство, характеризуемое малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как
- 80. Серийное производство - производство, характеризуемое изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества
- 81. Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным: - для мелкосерийного производства - свыше
- 82. Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение
- 83. Массовое производство - производство, характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в
- 84. Классификация типов производства с учетом формы движения деталей
- 86. Зависимость трудоемкости, материалоемкости и себестоимости продукции от объема производства
- 87. Поточное производство - производство, характеризуемое расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и
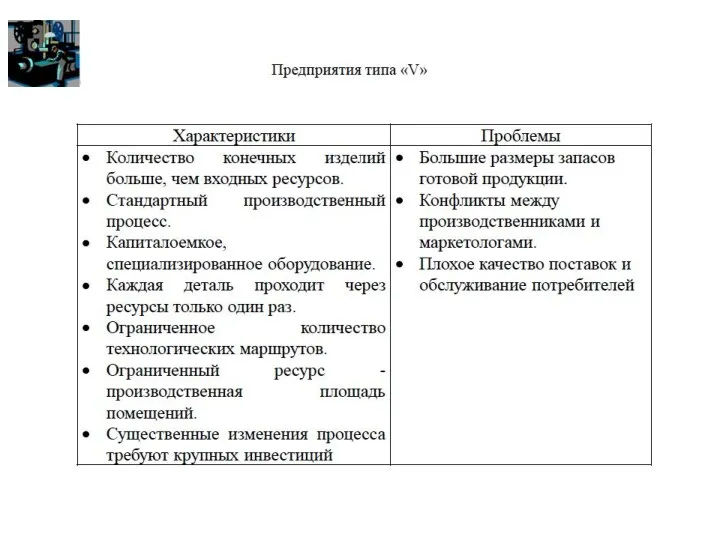
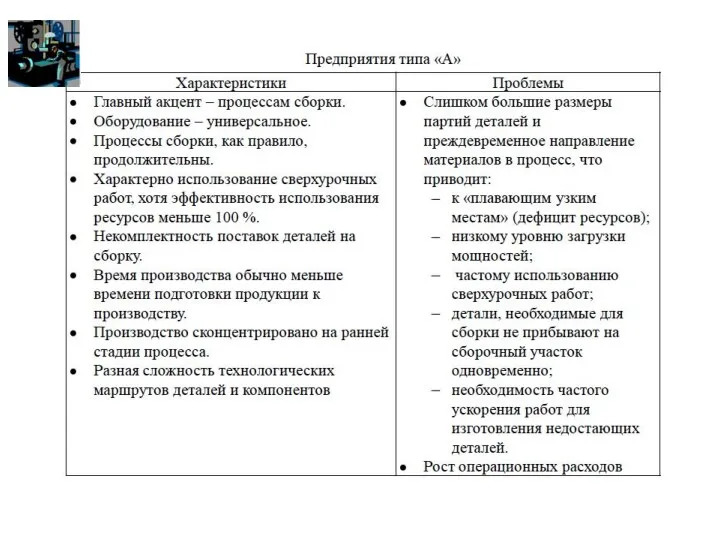
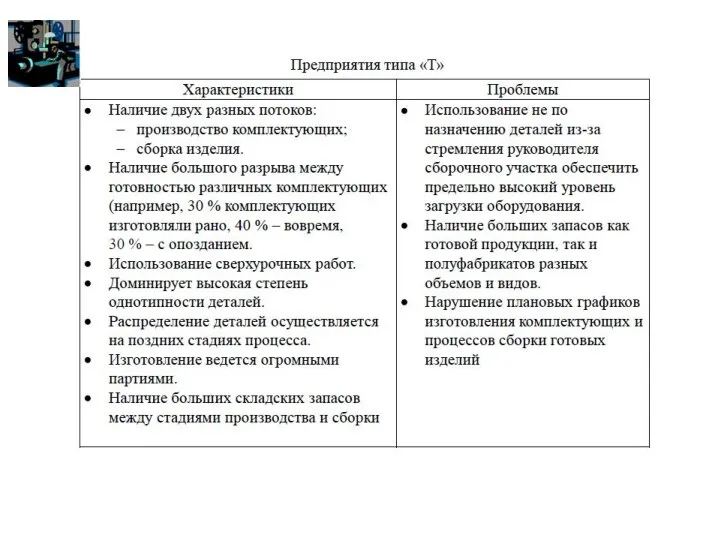
- 88. VAT- классификация
- 92. «Ни один проект не начинается вовремя, не укладывается в бюджет и не завершается теми людьми, которые
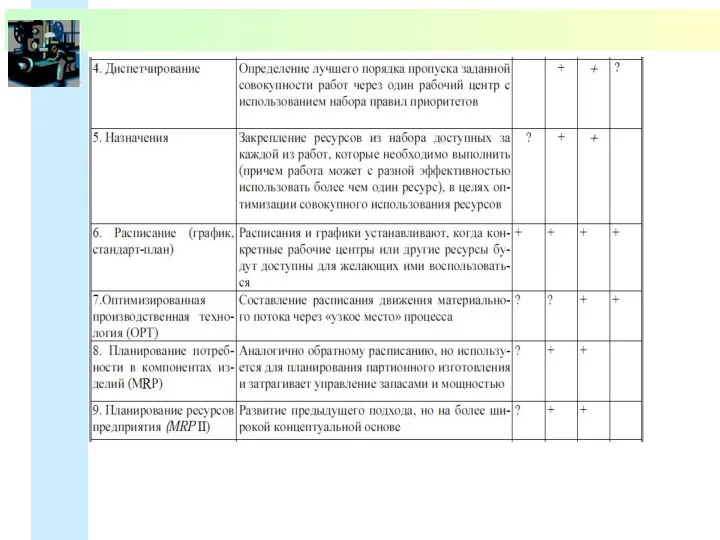
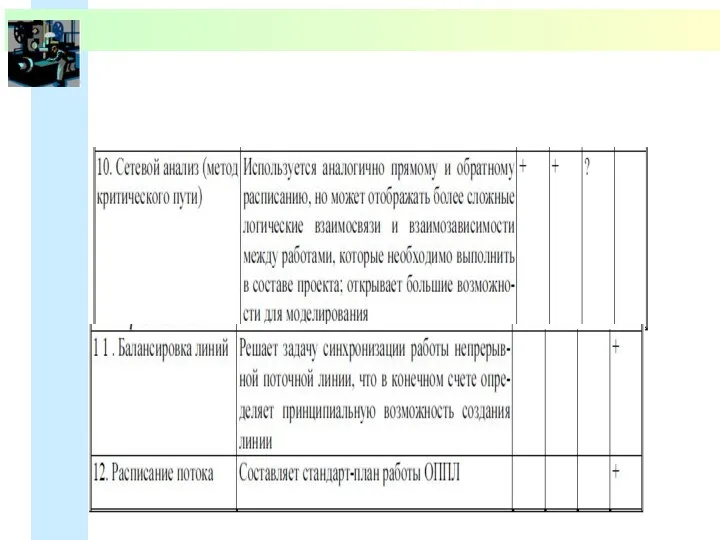
- 93. Перечень решаемых задач в процессе планирования Назначение работ Упорядочение Расписание Выполнение работ Диспетчирование Производственное и финансовое
- 94. Объем выпуска продукции - количество изделий определенных наименований, типоразмеров и исполнений, изготовляемых или ремонтируемых предприятием или
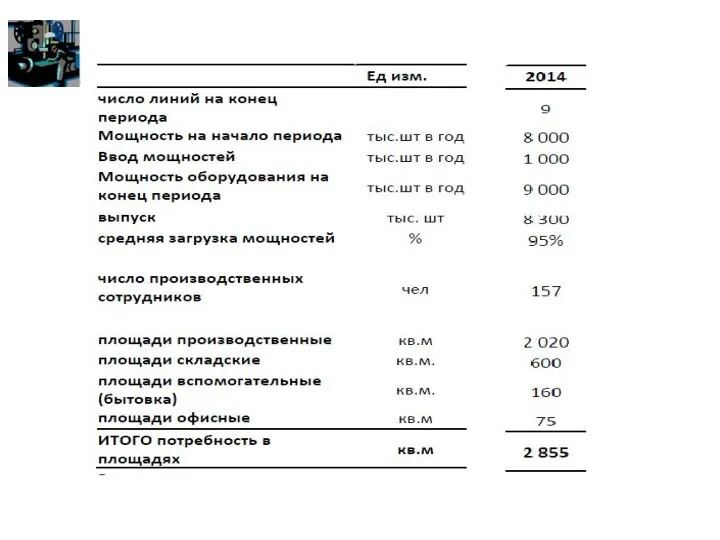
- 95. Производственная мощность - расчетный максимально возможный в определенных условиях объем выпуска изделий в единицу времени ГОСТ
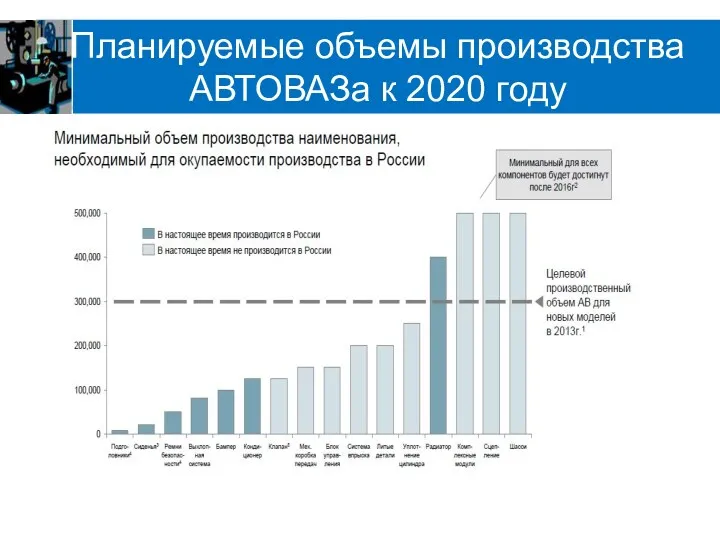
- 97. Планируемые объемы производства АВТОВАЗа к 2020 году
- 100. Фрагмент агрегатного плана
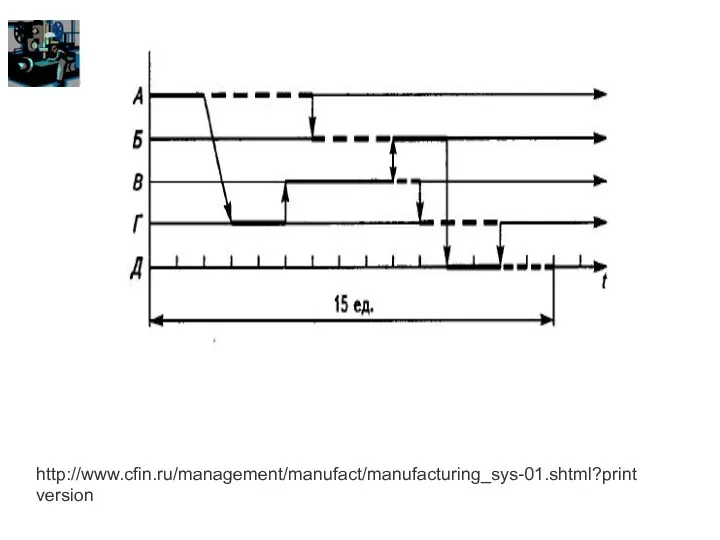
- 103. ЗАГРУЗОЧНЫЙ ГРАФИК ГАНТА ЛИНИИ 1 б
- 104. http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
- 105. http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
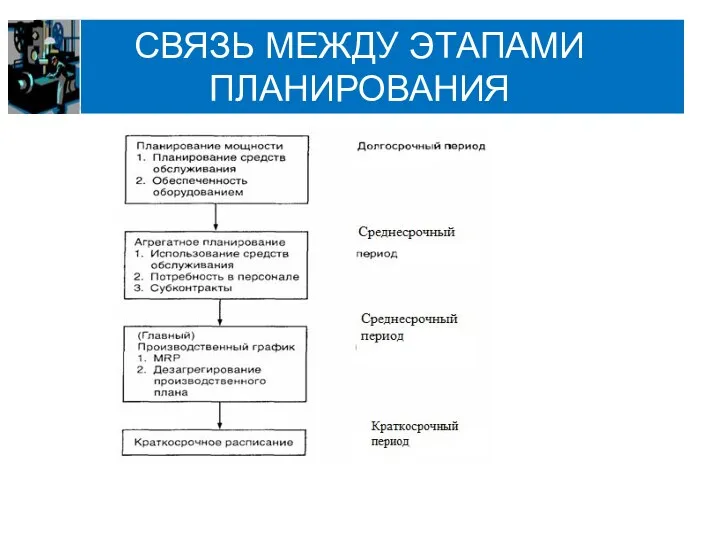
- 106. СВЯЗЬ МЕЖДУ ЭТАПАМИ ПЛАНИРОВАНИЯ
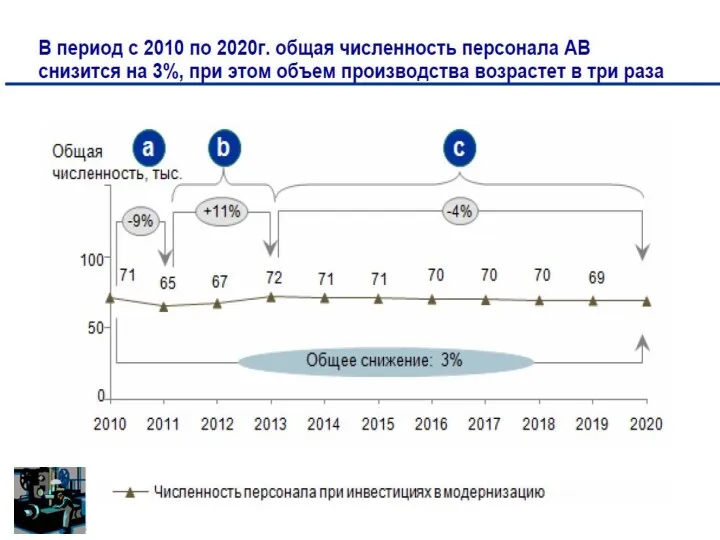
- 108. Планируемые объемы производства АВТОВАЗа к 2020 году
- 110. Взаимосвязи агрегатного плана
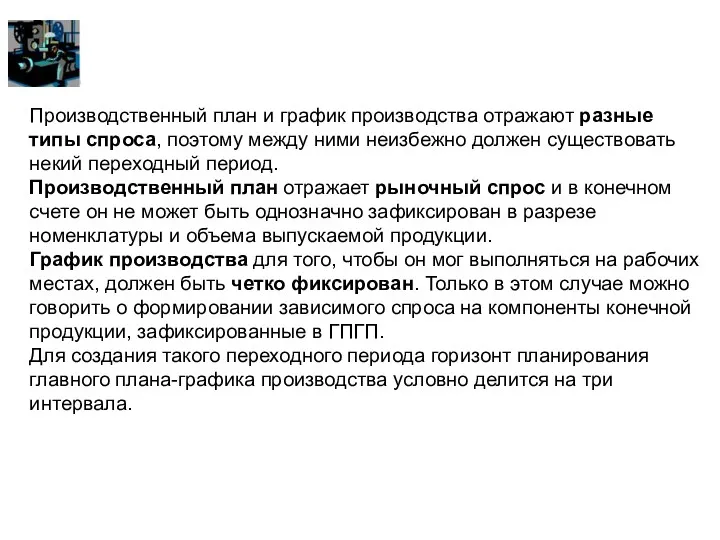
- 112. Производственный план и график производства отражают разные типы спроса, поэтому между ними неизбежно должен существовать некий
- 113. Первый интервал — от текущего момента времени до некоторой точки «фиксированного спроса» на оси времени. Практика
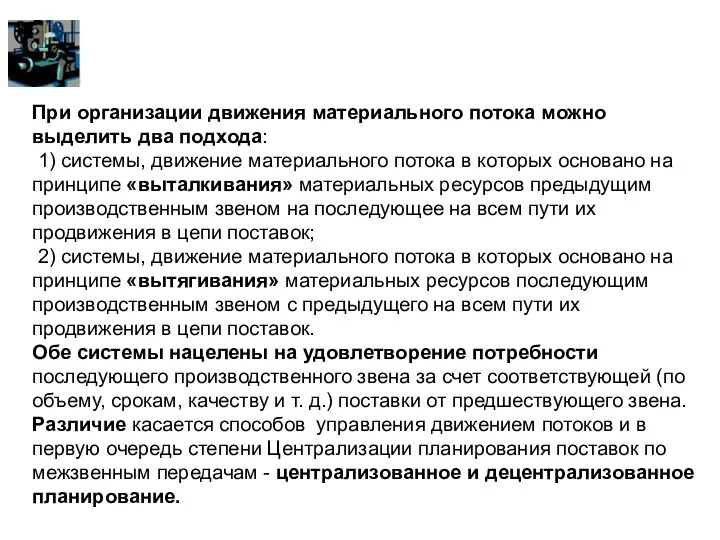
- 114. При организации движения материального потока можно выделить два подхода: 1) системы, движение материального потока в которых
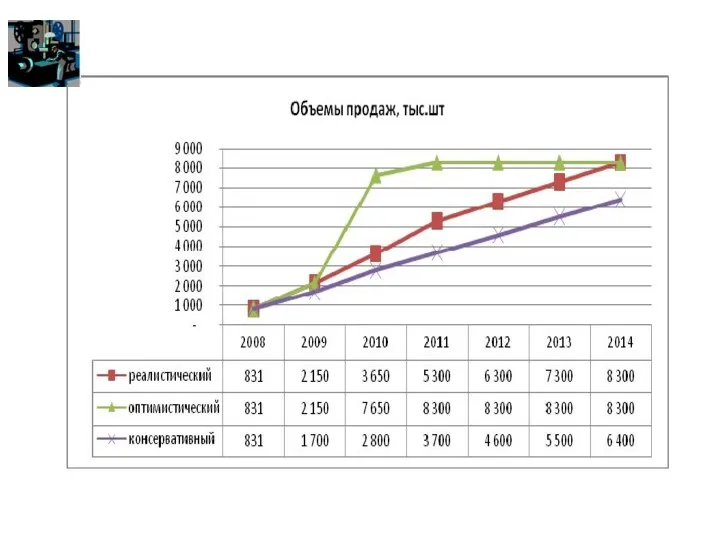
- 115. ПЛАНИРУЕМЫЙ ОБЪЕМ ПРОДАЖ
- 116. СТРУКТУРА ПРОИЗВОДСТВЕННОГО ПЛАНА
- 117. Агрегатное планирование - это процесс формирования сбалансированных по ресурсам производственных программ организации на плановый период и
- 118. Производственный план и график производства отражают разные типы спроса, поэтому между ними неизбежно должен существовать некий
- 119. ГЛАВНЫЙ ПЛАН - ГРАФИК ПРОИЗВОДСТВА
- 120. ОАО «Могилёвская фабрика мороженого» Специализируется на производстве широкого ассортимента мороженого: в вафельных стаканчиках, рожках, эскимо, брикетах,
- 121. Форма агрегатного плана
- 122. КамАЗ — сложный объект управления представлен более 110 организациями в России, СНГ и зарубежье. В состав
- 123. ОШИБКИ ДОМОСТРОИТЕЛЬНЫХ КОМБИНАТОВ реконструкция завода крупнопанельного домостроения, проводимая гомельским ДСК, выбилась из графика на два года,
- 124. Типовые вопросы агрегатного плана Должны ли использоваться запасы (заделы), чтобы отреагировать на изменения спроса в течение
- 125. Характеристика методов агрегатного планирования интуитивный подход; графический, или табличный, метод; математические подходы: а) линейное программирование; б)
- 133. График сборки
- 135. Новый график сборки
- 137. Чистые пассивные стратегии планирования Когда во времени изменяется только одна переменная, мы используем то, что называется
- 139. Qri– объем реализации продукции QVi – объем производства продукции Сi– себестоимость производства Pi - отпускная цена
- 141. Прогноз потребности
- 145. Ориентация на темп производства по марту месяцу Чтобы произвести 38 м3/день, фирма должна иметь 7,6 рабочих
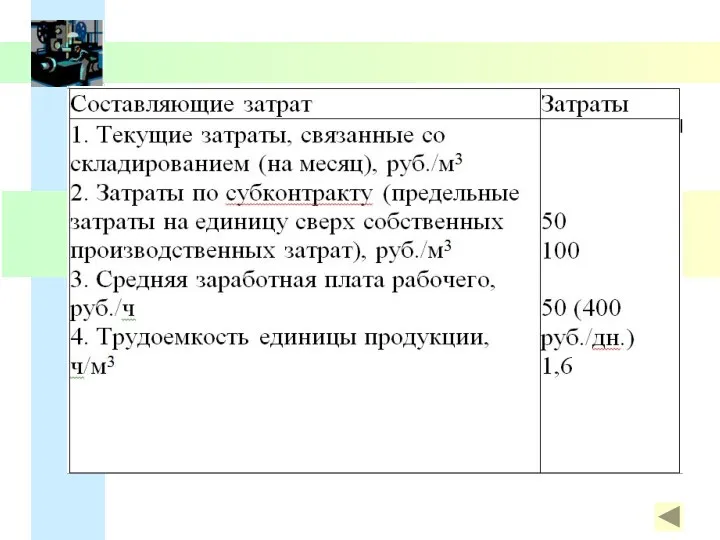
- 146. Расчет затрат по плану март
- 147. ГАЗПРОМ НЕ ВЫДЕРЖАЛ ИСПЫТАНИЯ ХОЛОДОМ Морозы заставили монополию пойти на резкое сокращение экспортных поставок. Снижение потоков
- 148. Основные элементы стратегии планирования АВТОВАЗа
- 149. Распределение компетенций АВТОВАЗа
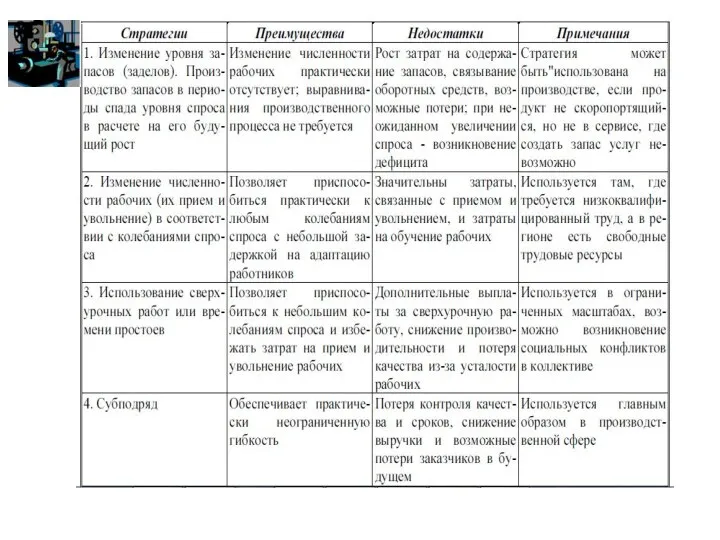
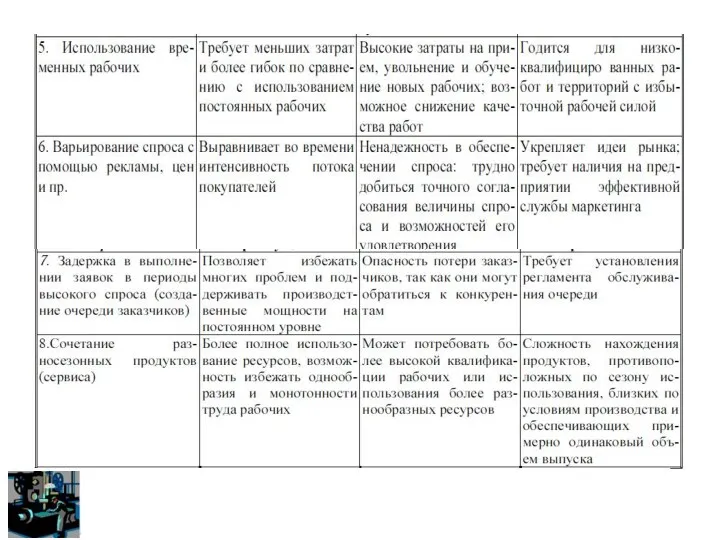
- 150. Чистые активные стратегии планирования Воздействие на спрос Задержка выполнения заказа в период высокого спроса Производство разносезонных
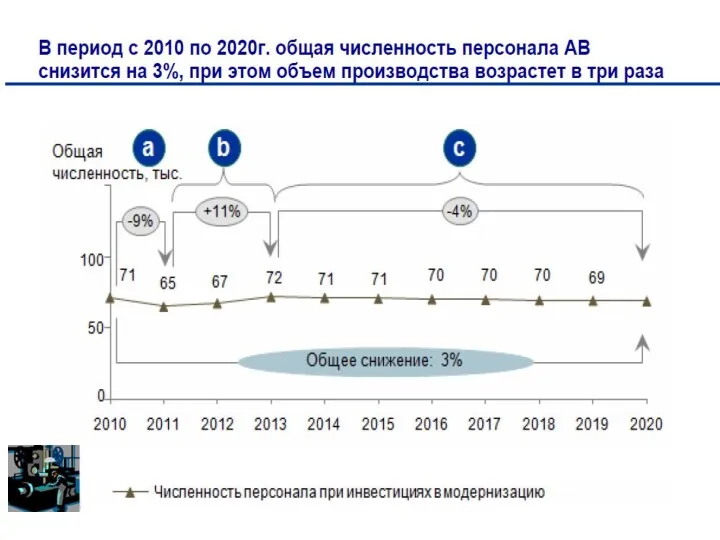
- 151. Традиционно продажа автомобилей подвержена сезонным колебаниям, наибольший объем продаж достигается во втором и третьем кварталах.
- 152. Стратегия воздействия на спрос В начале марта РЖД ввели динамическое ценообразование на значительную часть поездов (в
- 157. Процесс перехода от агрегатного плана к более детальному называется дезагрегированием размеры, время изготовления и количество отдельных
- 162. КАЛЕНДАРНЫЙ ПЛАН
- 164. РАСЧЕТ ПОТРЕБНОСТИ В МАТЕРИАЛЬНЫХ РЕСУРСАХ
- 165. ЗАГРУЗОЧНЫЙ ГРАФИК ГАНТТА
- 166. ВРЕМЕННОЙ ГРАФИК ГАНТТА
- 167. ERP-стандарты
- 168. ERP-стандарты включают следующие основные управленческие методики: — MRP (Material Requirement Planning) — планирование потребности в материалах;
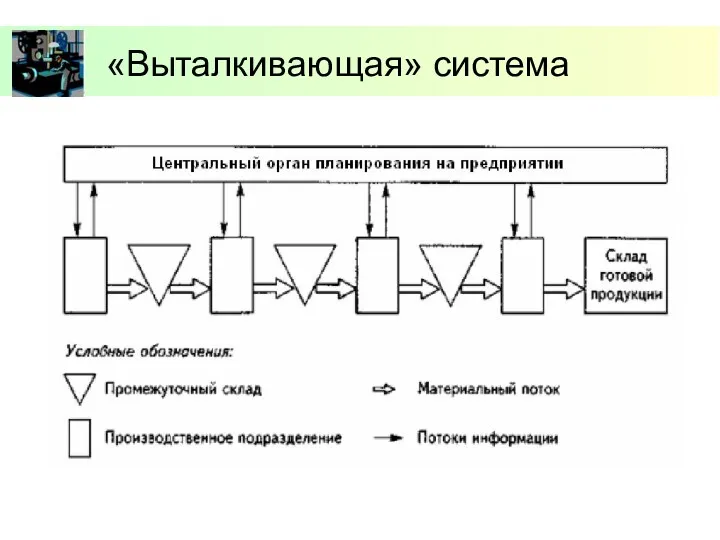
- 174. «Выталкивающая» система ориентирована преимущественно на относительно постоянный спрос в течение довольно длительного промежутка времени. Поэтому в
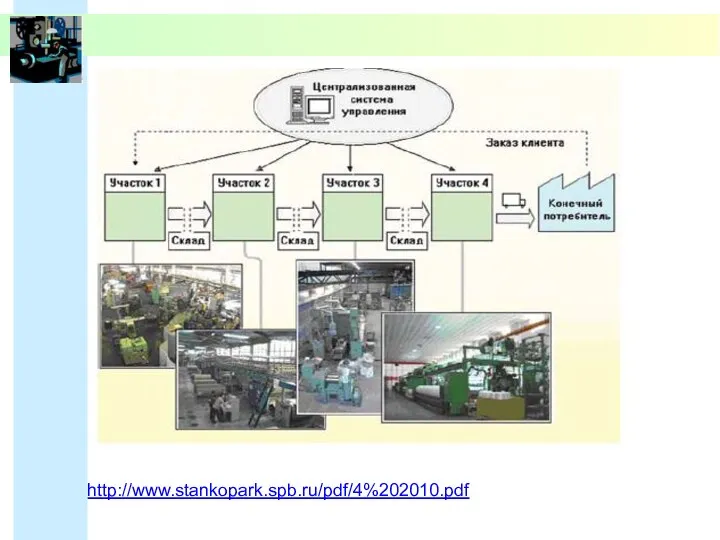
- 175. . «Выталкивающая» система с централизованным планированием предполагает, что каждое подразделение получает конкретные задания на плановый период
- 176. «Выталкивающая» система
- 177. Система МRР — система централизованного управления «выталкивающего» типа, планирующая наличие необходимых компонентов продукции в нужном месте
- 178. Принципиальная структура системы MRP
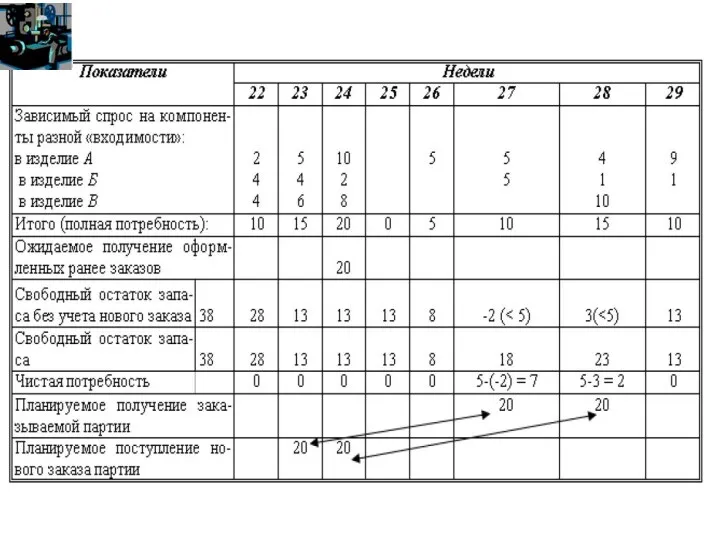
- 179. MRP-расчет также основан на использовании этого соотношения, но в отличие от системы управления запасами — в
- 180. На основе свободного остатка рассчитывается и чистая потребность в компоненте:
- 181. Главное различие двух сравниваемых систем управления состоит в том,что управление запасами ориентировано на независимый спрос или
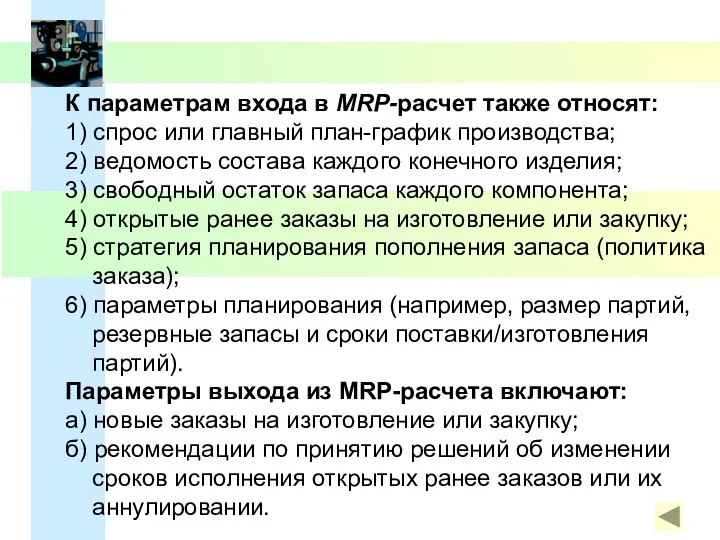
- 183. К параметрам входа в MRP-расчет также относят: 1) спрос или главный план-график производства; 2) ведомость состава
- 184. http://www.stankopark.spb.ru/pdf/4%202010.pdf
- 185. ВЕДОМОСТЬ СОСТАВА ИЗДЕЛИЯ Нулевой уровень 1-ый уровень 2-ой уровень
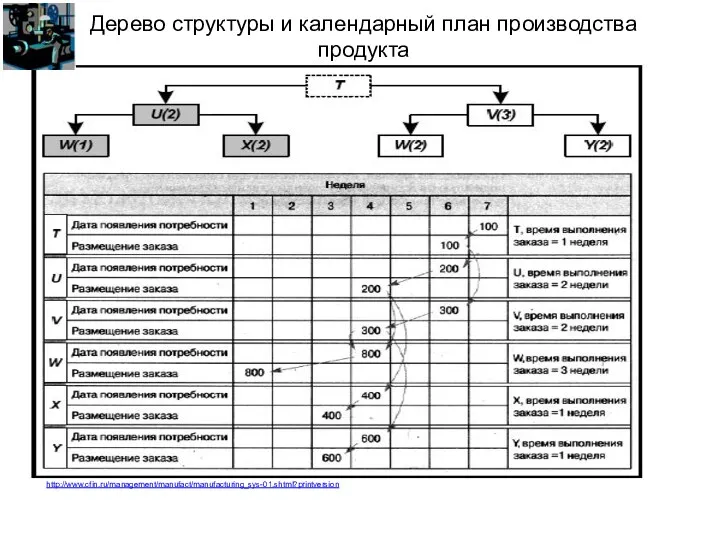
- 186. http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion Дерево структуры и календарный план производства продукта
- 187. Когда известна ведомость состава изделия и задано время изготовления всех компонентов, можно перейти к временной структуре
- 188. ЦИКЛОВОЙ ГРАФИК ИЗГОТОВЛЕНИЯ (ВРЕМЕННАЯ СТРУКТУРА)
- 189. Циклограмма процесса изготовления изделия c расчетом критического пути http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
- 190. Диаграмма загрузки рабочего центра http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
- 191. http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion Учетно-плановый график Ганта Учетно-плановый график Ганта
- 192. 1. Политика «партия за партией». В соответствии с этим вариантом политики размер и срок изготовления партии
- 193. 2. Политика «экономически оптимальной партии заказа» (EOQ). В соответствии с этой политикой всегда генерируется фиксированный по
- 194. 4. Политика «фиксированного ритма заказа». Является разновидностью предыдущего варианта политики при условии, что между интервалами не
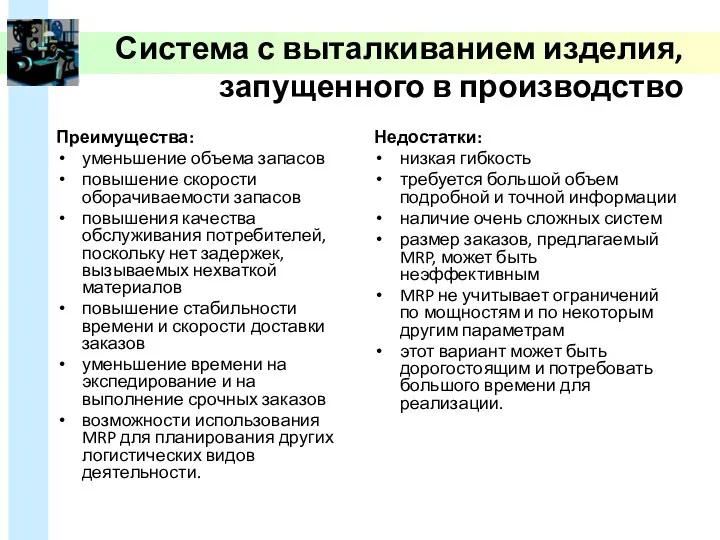
- 195. Преимущества: уменьшение объема запасов повышение скорости оборачиваемости запасов повышения качества обслуживания потребителей, поскольку нет задержек, вызываемых
- 196. Концепция планирования потребности в компонентах изделий нацелена: • на улучшение покупательского сервиса с учетом возможности частых
- 197. «Вытягивающая» система с децентрализованным планированием предполагает только укрупненное централизованное планирование в среднесрочный период (от одного до
- 198. ОБЩАЯ СХЕМА ЦИКЛА УПРАВЛЕНИЯ
- 200. Система MRP II с замкнутой связью
- 202. Схема планирования потребности в производственных мощностях мощностях
- 203. Схема управления производственным процессом на внутрицеховом уровне
- 204. Схема функционирования закупочного менеджмента
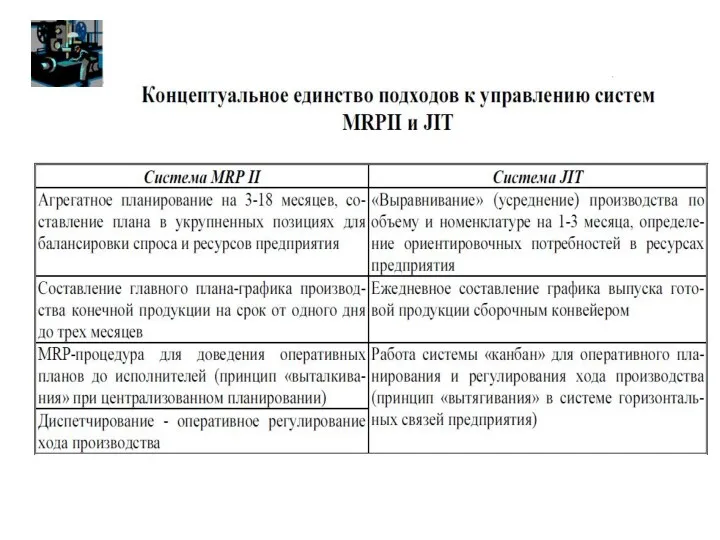
- 205. Почему MRPII ? MRP II ведет свою историю с 70-х годов и по сей день является
- 206. Основной целью информационных систем класса MRPII является оптимальное формирование потоков предметов производства: материалов (сырья), комплектующих изделий,
- 207. Задачи использования интегрированных систем класса MRPII: 1) среднесрочное и оперативное, укрупненное и детальное планирование деятельности предприятия
- 208. Заказчик: Сбербанк РФ Москва; Финансовые услуги, инвестиции и аудит Интегратор: SAP СНГ Продукт: SAP Business Suite
- 209. Проект охватил все ключевые направления деятельности миддл-офиса банка, такие как бухгалтерские и налоговые учет и отчетность,
- 210. Улучшение бизнес-процессов предприятия — BPI (Business Process Imrovement)
- 211. 1) использование профессиональных операционных систем (для серверов баз данных) и персональных компьютеров; 2) использование профессиональных систем
- 212. 1) методики управления качеством (то есть целостную идеологию управления предприятием) на базе стандартов ИСО серии 9000
- 213. 1) внедрение принципа «лидерства» (устранение недостатков производственной системы, а не отдельных работников); 2) внедрение принципа «вовлеченности
- 214. Это свидетельствует о дурном ведении дела - когда прибыль выжимается из рабочих или покупателей. Ее должно
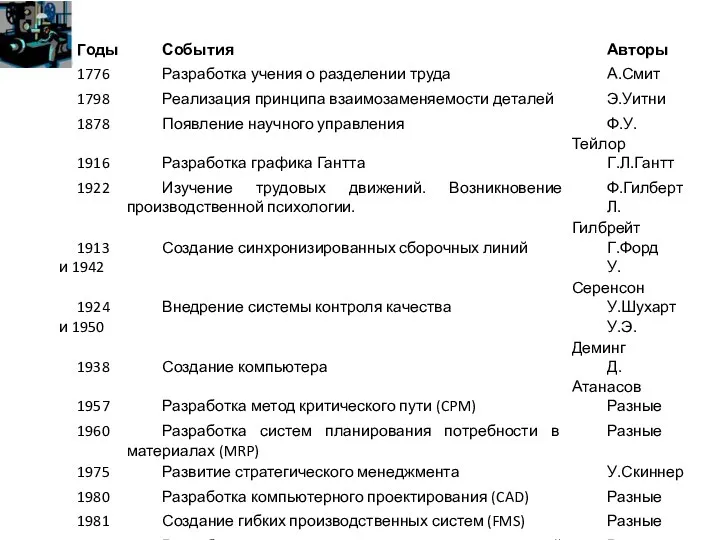
- 216. Принципы менеджмента по Ф. Тейлору Во-первых. Администрация берёт на себя выработку научного фундамента, заменяющего собой старые
- 217. Принципы управления А. Файоля Разделение труда Полномочия и ответственность. Дисциплина. Единоначалие Единство направления Подчиненность личных интересов
- 218. Принципы управления производством Г.Форда 1. Отбор рабочего персонала, совершенствование труда; 2. Эффективность за счет технических и
- 221. Отдельные элементы этого подхода использовал еще Генри Форд при модернизации в начале XX в. своих конвейерных
- 222. Система JIT определяется как система производства необходимых компонентов изделий в требуемых количествах точно в то время,
- 223. «Вытягивающая» система
- 224. Система “двух ящиков” (Two-bin system)
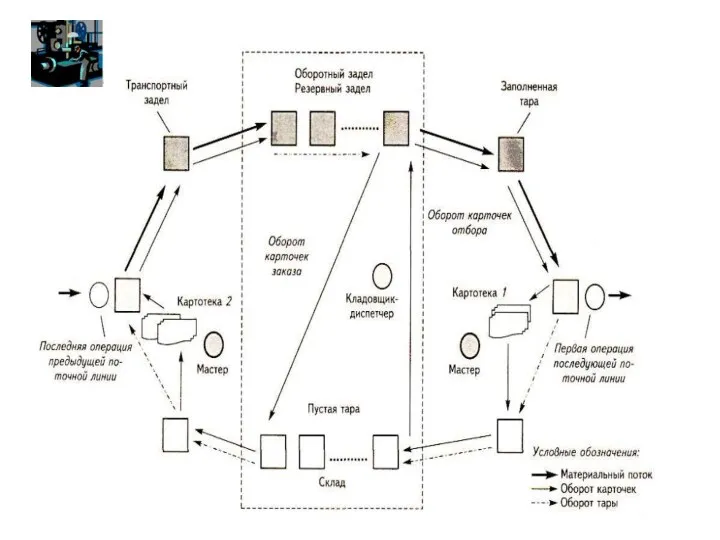
- 225. «Канбан» — это информационная система, обеспечивающая оперативное управление на всех стадиях производственного процесса и основанная на
- 227. Система канблан
- 229. Движение сырья, материалов, полуфабрикатов, готовых изделий (JIT)
- 230. Преимущества: снижаются запасы сырья и незавершенного производства сокращается время выполнения заказов и производства продукции повышается производительность
- 232. Американский вариант "производственной системы Тойоты" (Toyota Production System)
- 233. Американский вариант "производственной системы Тойоты" (Toyota Production System) и получил название бережливого производства. Оно строится на
- 235. Говорят, в среде японских менеджеров бытует мнение: "Если менеджер не может развернуть систему 5S - он
- 236. Saturn американской автомобилестроительной компании General Motors Запас двигателей на его сборочном конвейере никогда не превышает 140
- 237. «Кайдзен» в переводе с японского – «дзен вещей» или «улучшение, усовершенствование маленькими шагами». Это понятие предполагает
- 238. Программой стратегического развития ОАО «Камаз» на период до 2020 года установлены следующие приоритеты производственного развития: 1.
- 239. 6. Внедрение интегрированной системы логистики уровня 4PL. 7. Увеличение производительности труда до уровня не менее 2,5
- 240. Глава АвтоВАЗа Бу Андерссон будет добиваться введения системы just in time, то есть поставки комплектующих на
- 243. Скачать презентацию
Классификация форм и видов менеджмента
По уровню управления
стратегический менеджмент;
тактический менеджмент;
оперативный менеджмент.
Объекты
Классификация форм и видов менеджмента
По уровню управления
стратегический менеджмент;
тактический менеджмент;
оперативный менеджмент.
Объекты
Определения производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии.
Производственный
Определения производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии.
Производственный
Операционный менеджмент
Операционный менеджмент – разработка и реализация общей стратегии и направлений
Операционный менеджмент
Операционный менеджмент – разработка и реализация общей стратегии и направлений

Понятие производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии
ЗАТРАТЫ
Понятие производственного менеджмента
Производственный менеджмент – это управление производственными процессами на предприятии
ЗАТРАТЫ

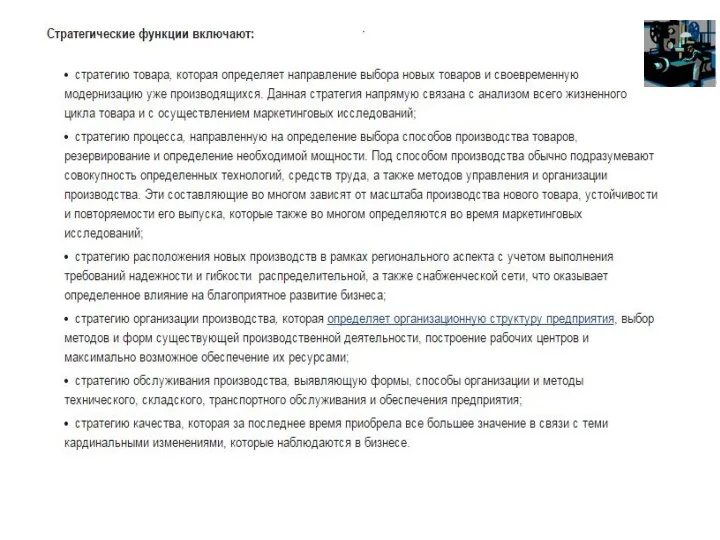
Производственная стратегия – это подсистема стратегии, представленная в виде долгосрочной программы действий
Производственная стратегия – это подсистема стратегии, представленная в виде долгосрочной программы действий
Критерии постановки целей производственной стратегии:
1) затраты на производство продукта;
2) качество производства;
3)
Критерии постановки целей производственной стратегии:
1) затраты на производство продукта;
2) качество производства;
3)
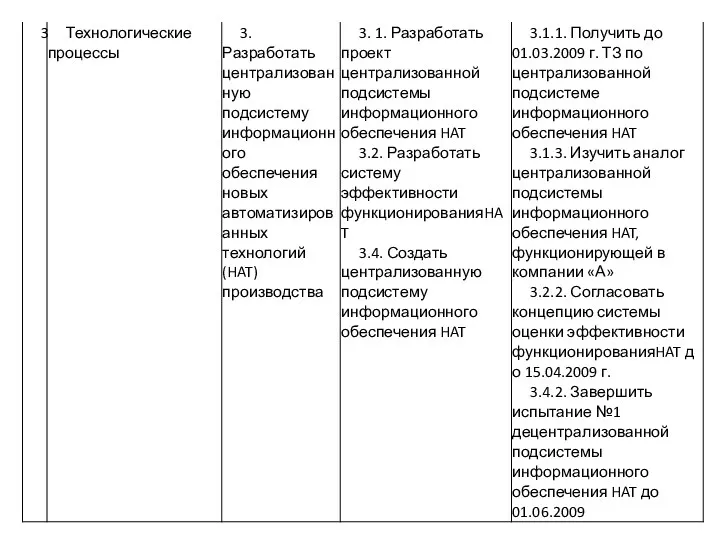
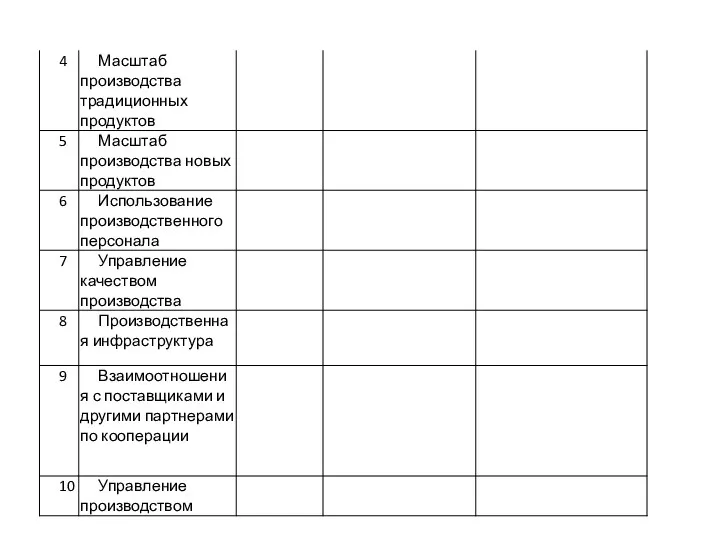
Стратегические решения в сфере производства
производственные мощности;
технологические процессы, их совершенствование;
масштаб производства (спрос,
Стратегические решения в сфере производства
производственные мощности;
технологические процессы, их совершенствование;
масштаб производства (спрос,

Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
ОАО "АвтоВАЗ" до 2020 г. инвестирует в стратегические проекты предприятия 34,2
ОАО "АвтоВАЗ" до 2020 г. инвестирует в стратегические проекты предприятия 34,2
АвтоВАЗ вернет производства штампованных деталей, отданные другим предприятиям
О возвращении бывших
АвтоВАЗ вернет производства штампованных деталей, отданные другим предприятиям
О возвращении бывших
Универсалы Lada Vesta SW и Lada Vesta SW Cross
Штамповка
Для производства LADA
Универсалы Lada Vesta SW и Lada Vesta SW Cross
Штамповка
Для производства LADA
Электромобили El Lada успешно
завершили экопробег Краснодар - Сочи
"Тольяттинский автозавод
Электромобили El Lada успешно
завершили экопробег Краснодар - Сочи
"Тольяттинский автозавод
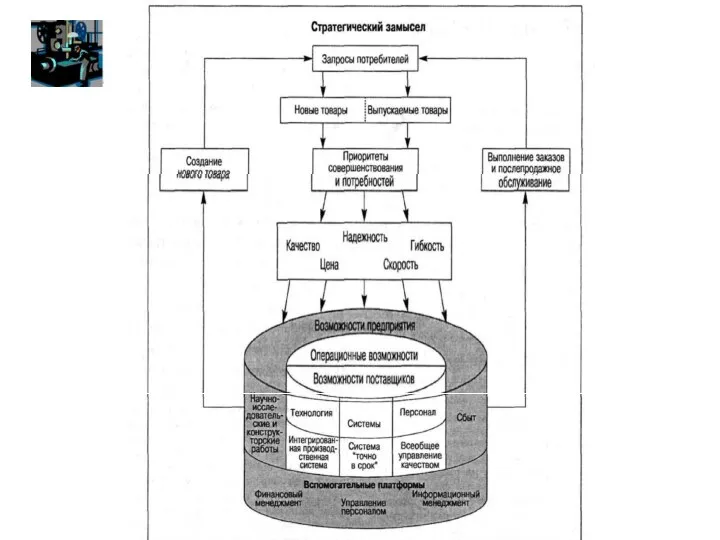
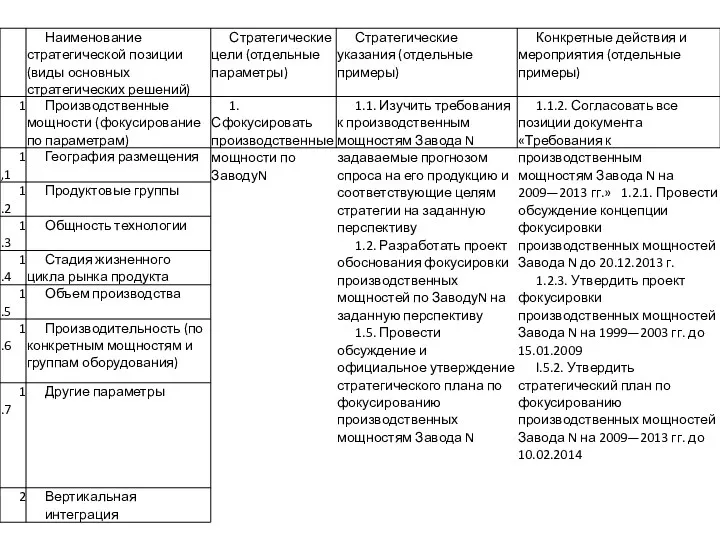
Основные позиции производственной стратегии
Основные стратегические решения по производству, которые надо принять
Основные позиции производственной стратегии
Основные стратегические решения по производству, которые надо принять

Ключевые особенности Проекта,
Программы и Портфеля
Ключевые особенности Проекта,
Программы и Портфеля
Объединение «КАМАЗ» уже сделало первый шаг: использует систему на складах заводского
Объединение «КАМАЗ» уже сделало первый шаг: использует систему на складах заводского
Ежегодно вследствие правильно организованному сбору мусора завод двигателей получает экономию
Ежегодно вследствие правильно организованному сбору мусора завод двигателей получает экономию
.
Кайдзен на КАМАЗе – эффект почти 6 млрд рублей
Экономический эффект
Кайдзен на КАМАЗе – эффект почти 6 млрд рублей
Экономический эффект
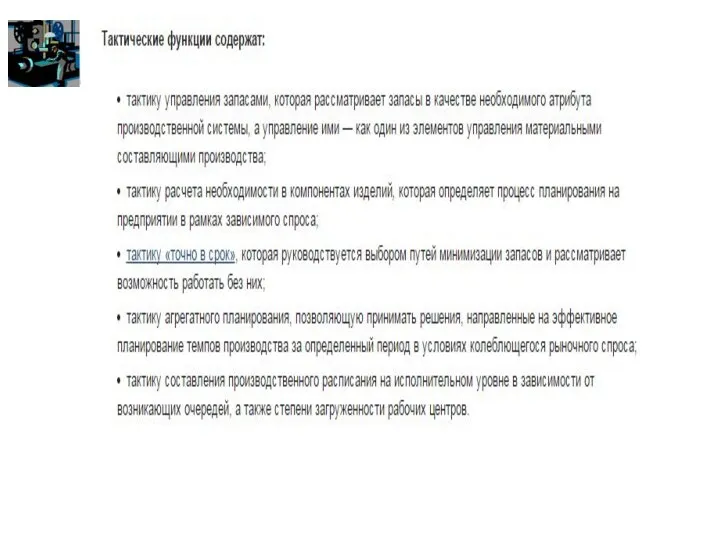
Оперативный менеджмент
включает организацию и управление процессами реализации оперативных планов и диспетчеризацию.
Оперативный менеджмент
включает организацию и управление процессами реализации оперативных планов и диспетчеризацию.
Основные функции производственного менеджмента:
прогнозирование;
планирование;
регулирование.
Основные функции производственного менеджмента:
прогнозирование;
планирование;
регулирование.
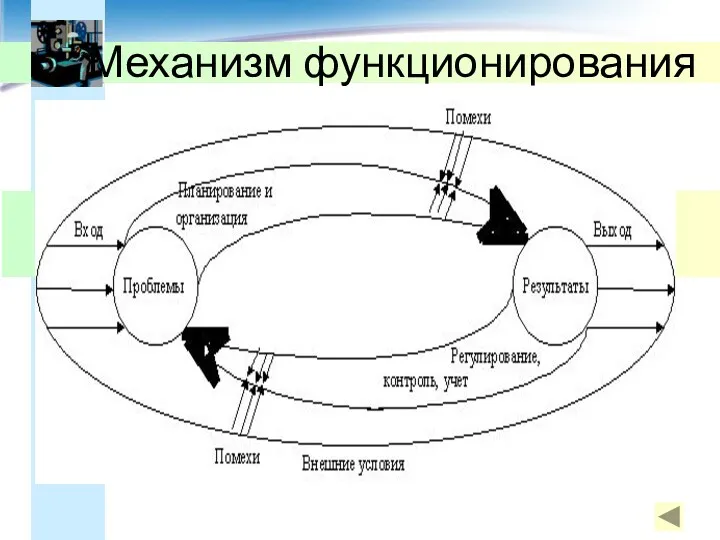
Механизм функционирования
Механизм функционирования
Производственная система включает
прогнозирование;
планирование;
анализ;
контроль.
Производственная система включает
прогнозирование;
планирование;
анализ;
контроль.
Вопросы производственного менеджмента
как расставить оборудование;
как разместить производственные мощности;
как минимизировать длительность производственного
Вопросы производственного менеджмента
как расставить оборудование;
как разместить производственные мощности;
как минимизировать длительность производственного

Основная структура производственного процесса
Основная структура производственного процесса
Понятие производственного процесса
Производственный процесс представляет собой совокупность всех действий людей и
Понятие производственного процесса
Производственный процесс представляет собой совокупность всех действий людей и
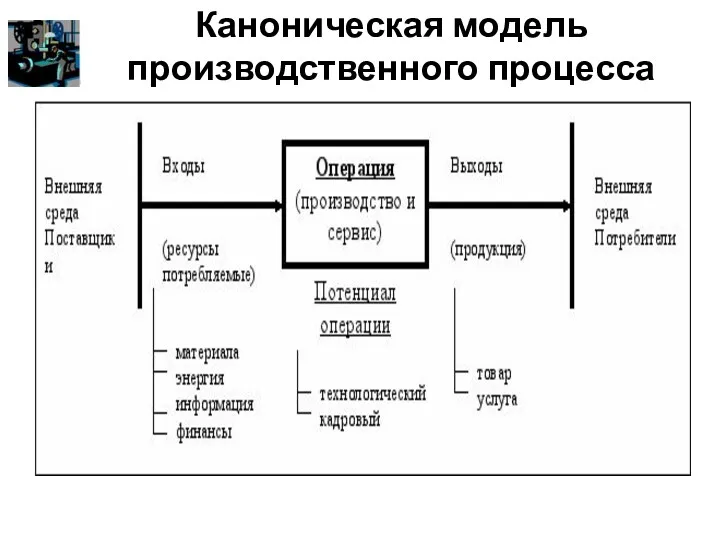
Каноническая модель производственного процесса
Каноническая модель производственного процесса

Каноническая модель
Каноническая модель
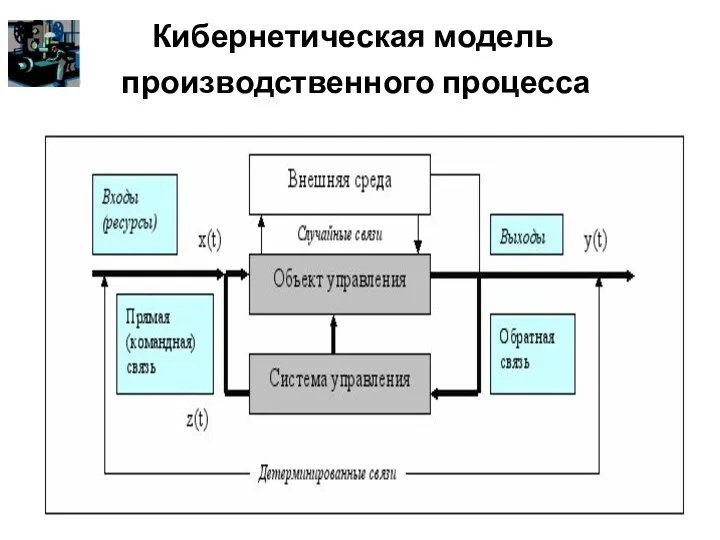
Кибернетическая модель
производственного процесса
Кибернетическая модель
производственного процесса
Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает
Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает
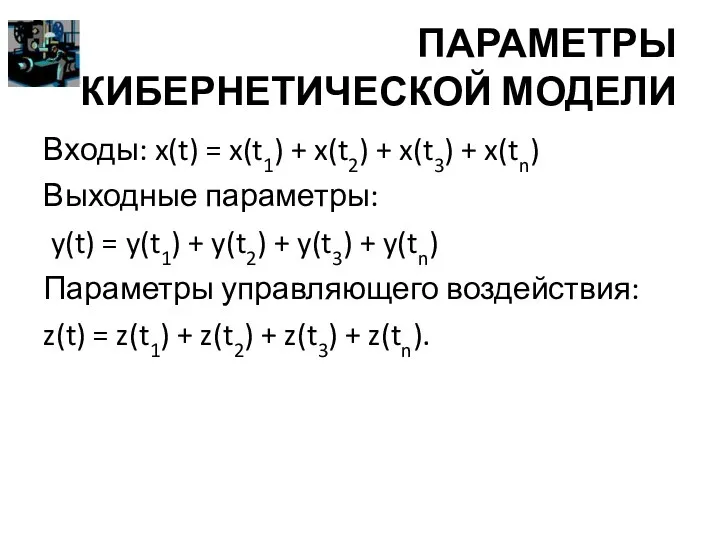
ПАРАМЕТРЫ КИБЕРНЕТИЧЕСКОЙ МОДЕЛИ
Входы: x(t) = x(t1) + x(t2) + x(t3) +
ПАРАМЕТРЫ КИБЕРНЕТИЧЕСКОЙ МОДЕЛИ
Входы: x(t) = x(t1) + x(t2) + x(t3) +
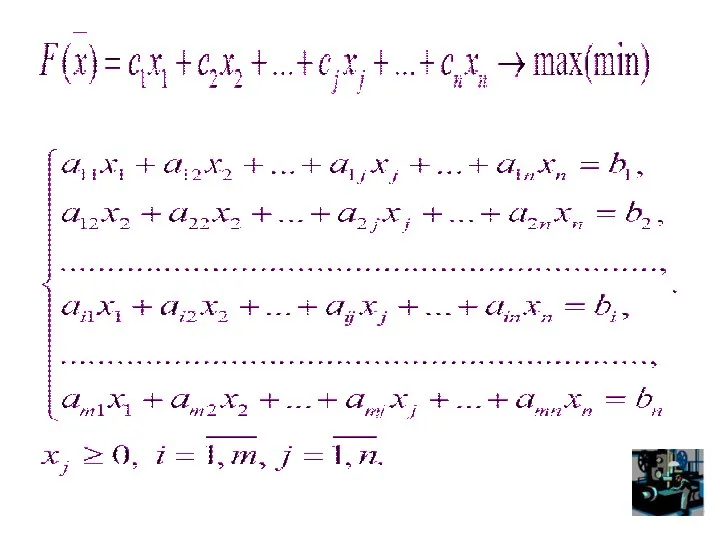
Здесь -неизвестные, -заданные постоянные величины. Ограничения могут быть заданы уравнениями.
Здесь -неизвестные, -заданные постоянные величины. Ограничения могут быть заданы уравнениями.
Производственная структура - состав цехов и служб предприятия с указанием
Производственная структура - состав цехов и служб предприятия с указанием
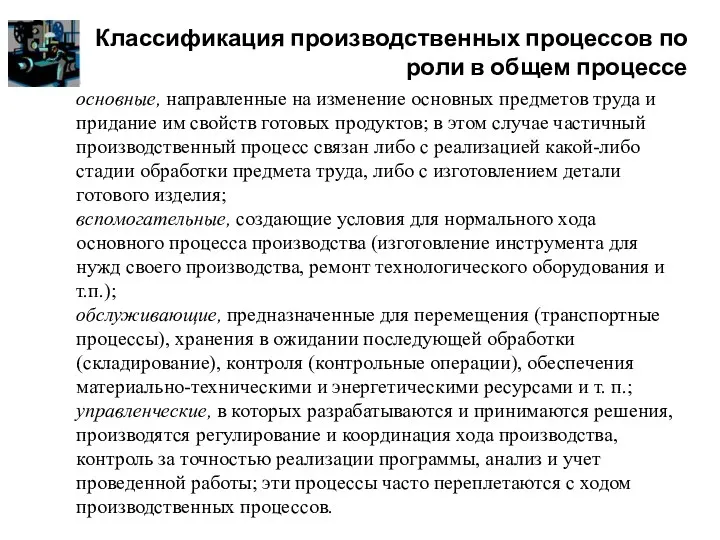
основные, направленные на изменение основных предметов труда и придание им свойств
основные, направленные на изменение основных предметов труда и придание им свойств

Виды и взаимосвязи производственных процессов на предприятии
Виды и взаимосвязи производственных процессов на предприятии
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по
По характеру воздействия на предмет труда:
технологические, в ходе которых происходит
По характеру воздействия на предмет труда:
технологические, в ходе которых происходит
По формам взаимосвязи со смежными процессами различают:
• аналитические, когда в результате
По формам взаимосвязи со смежными процессами различают:
• аналитические, когда в результате
По степени непрерывности различают:
превращения предметов труда в готовый продукт:
• непрерывные;
• дискретные (прорывные) процессы.
По
По степени непрерывности различают:
превращения предметов труда в готовый продукт:
• непрерывные;
• дискретные (прорывные) процессы.
По
ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента;
машинно-ручные, выполняемые
ручные процессы, выполняемые без применения машин, механизмов и механизированного инструмента;
машинно-ручные, выполняемые
Производственный цикл - интервал времени от начала до окончания производственного процесса
Производственный цикл - интервал времени от начала до окончания производственного процесса
Цикл технологической операции - интервал календарного времени от начала до
Цикл технологической операции - интервал календарного времени от начала до
Такт выпуска - интервал времени, через который периодически производится выпуск
Такт выпуска - интервал времени, через который периодически производится выпуск

Структура производственного цикла
Структура производственного цикла
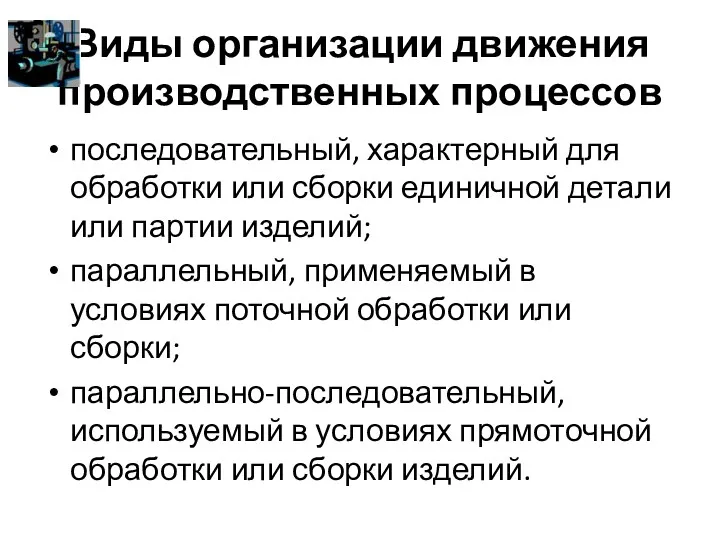
Виды организации движения производственных процессов
последовательный, характерный для обработки или сборки единичной
Виды организации движения производственных процессов
последовательный, характерный для обработки или сборки единичной
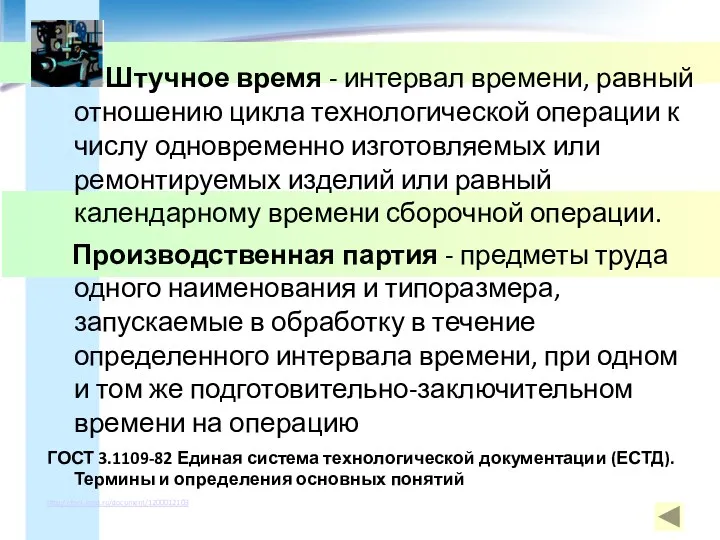
. Штучное время - интервал времени, равный отношению цикла технологической операции
. Штучное время - интервал времени, равный отношению цикла технологической операции
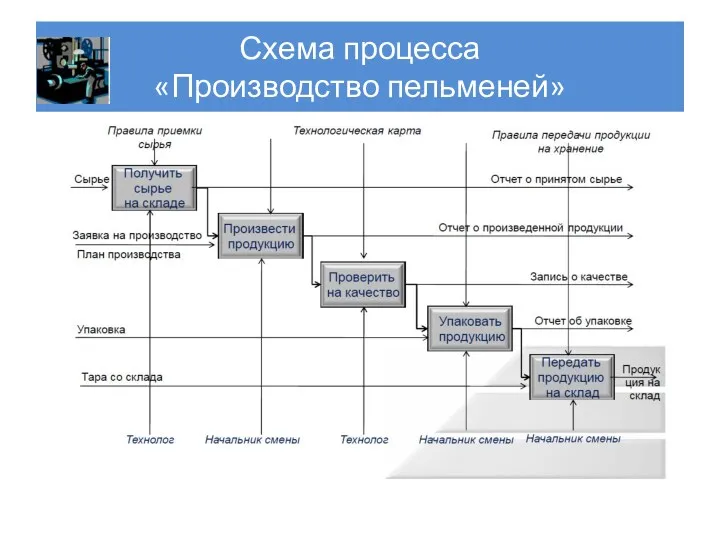
Схема процесса
«Производство пельменей»
Схема процесса
«Производство пельменей»

Последовательное движение партий
деталей
Последовательное движение партий
деталей
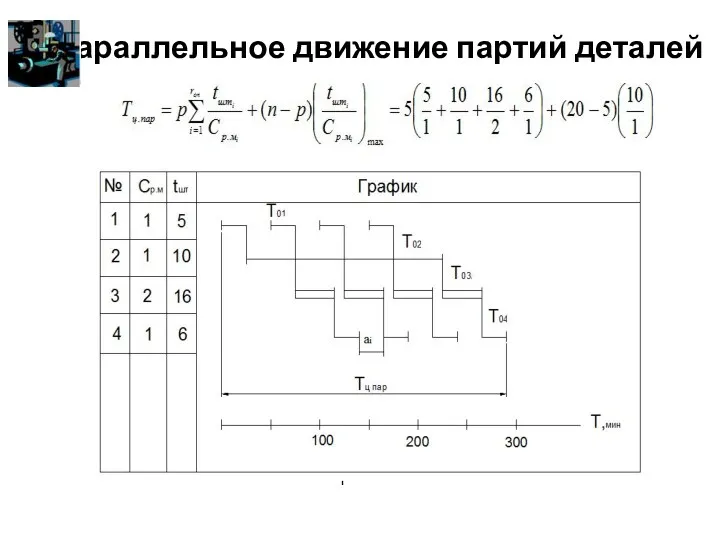
Параллельное движение партий деталей
Параллельное движение партий деталей
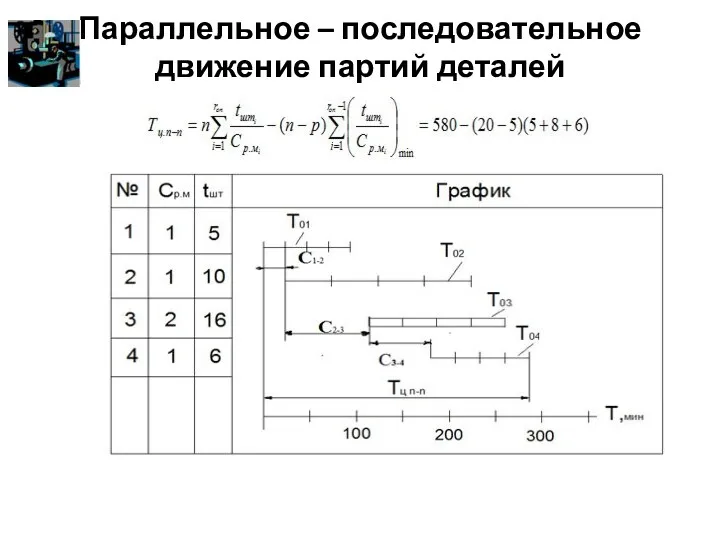
Параллельное – последовательное движение партий деталей
Параллельное – последовательное движение партий деталей
Производственный цикл состоит из двух частей: из рабочего периода, т.
Производственный цикл состоит из двух частей: из рабочего периода, т.
Используемые предприятием ресурсы
и технологии
Технология – это способ преобразования исходных
Используемые предприятием ресурсы
и технологии
Технология – это способ преобразования исходных
Тип производства - классификационная категория производства, выделяемая по признакам широты
Тип производства - классификационная категория производства, выделяемая по признакам широты
Единичное производство - производство, характеризуемое малым объемом выпуска одинаковых изделий,
Единичное производство - производство, характеризуемое малым объемом выпуска одинаковых изделий,
Серийное производство - производство, характеризуемое изготовлением или ремонтом изделий периодически
Серийное производство - производство, характеризуемое изготовлением или ремонтом изделий периодически
Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным:
Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным:
Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполненных или подлежащих
Коэффициент закрепления операций - отношение числа всех различных технологических операций, выполненных или подлежащих
Массовое производство - производство, характеризуемое большим объемом выпуска изделий, непрерывно
Массовое производство - производство, характеризуемое большим объемом выпуска изделий, непрерывно

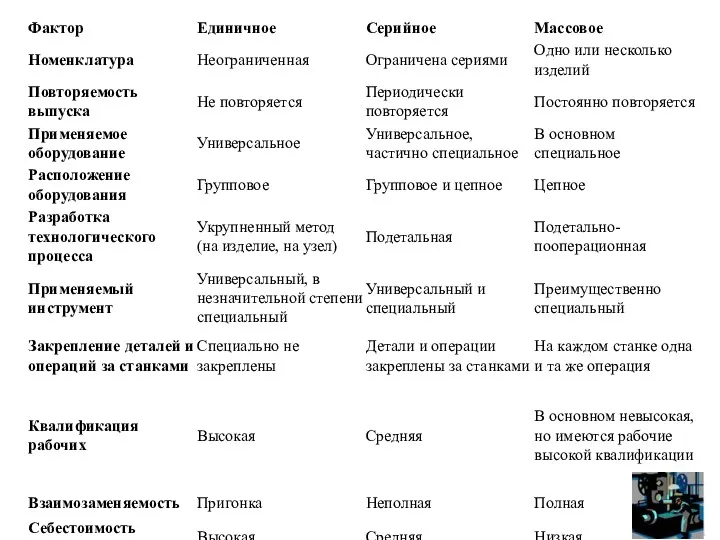
Классификация типов производства с учетом формы движения
деталей
Классификация типов производства с учетом формы движения
деталей
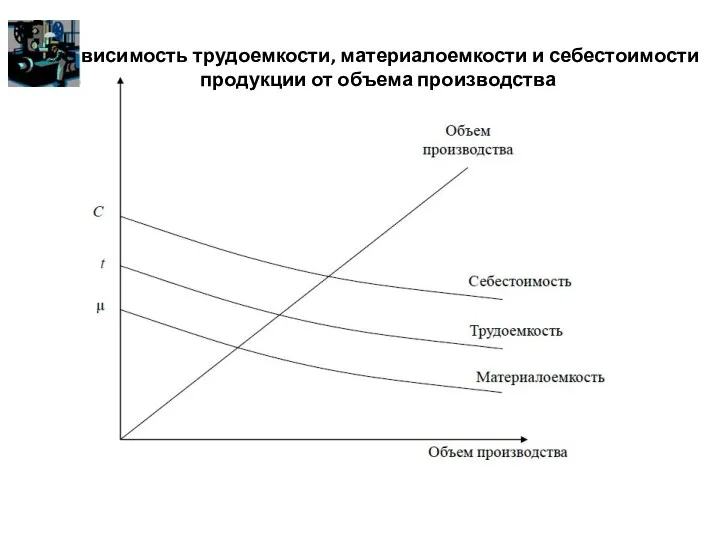
Зависимость трудоемкости, материалоемкости и себестоимости
продукции от объема производства
Зависимость трудоемкости, материалоемкости и себестоимости
продукции от объема производства
Поточное производство - производство, характеризуемое расположением средств технологического оснащения в
Поточное производство - производство, характеризуемое расположением средств технологического оснащения в

VAT- классификация
VAT- классификация
«Ни один проект не начинается вовремя, не укладывается в бюджет и
«Ни один проект не начинается вовремя, не укладывается в бюджет и
Перечень решаемых задач в процессе планирования
Назначение работ
Упорядочение
Расписание
Выполнение
Перечень решаемых задач в процессе планирования
Назначение работ
Упорядочение
Расписание
Выполнение
Объем выпуска продукции - количество изделий определенных наименований, типоразмеров и
Объем выпуска продукции - количество изделий определенных наименований, типоразмеров и
Производственная мощность - расчетный максимально возможный в определенных условиях объем выпуска
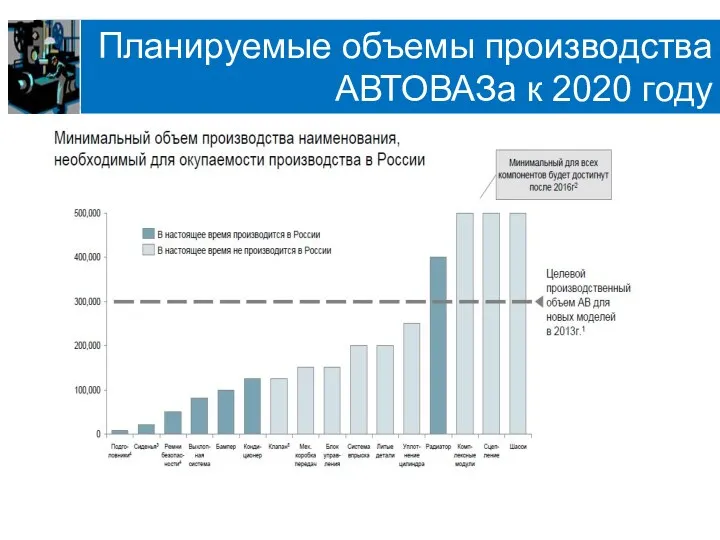
Планируемые объемы производства АВТОВАЗа к 2020 году
Планируемые объемы производства АВТОВАЗа к 2020 году
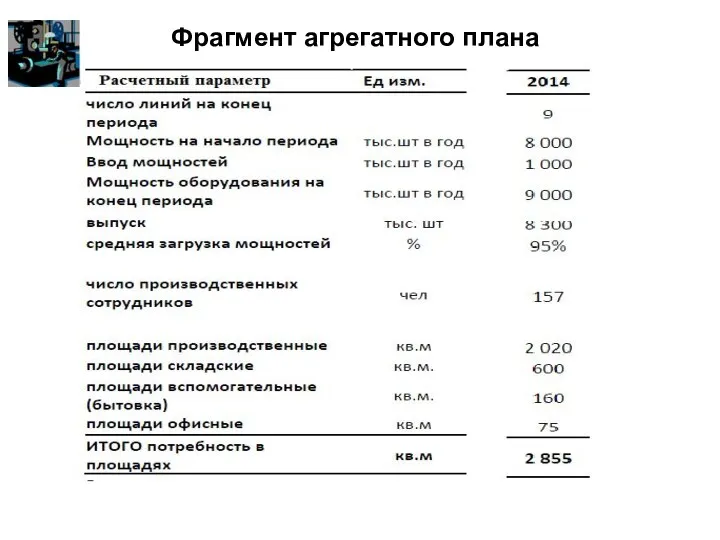
Фрагмент агрегатного плана
Фрагмент агрегатного плана
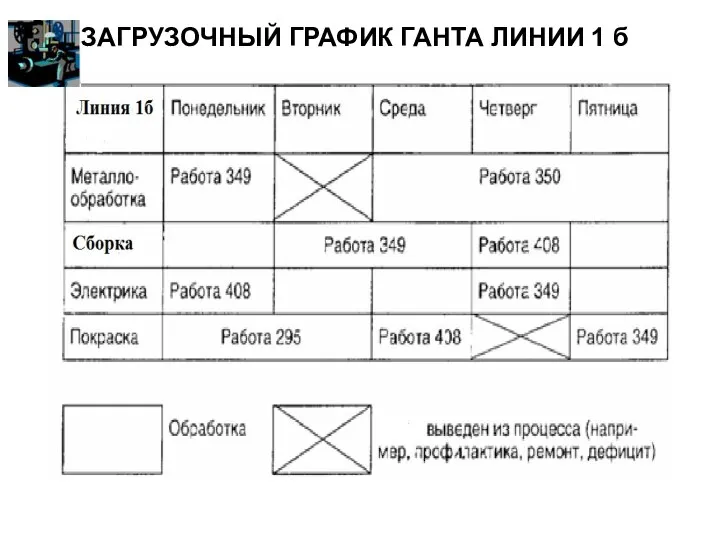
ЗАГРУЗОЧНЫЙ ГРАФИК ГАНТА ЛИНИИ 1 б
ЗАГРУЗОЧНЫЙ ГРАФИК ГАНТА ЛИНИИ 1 б
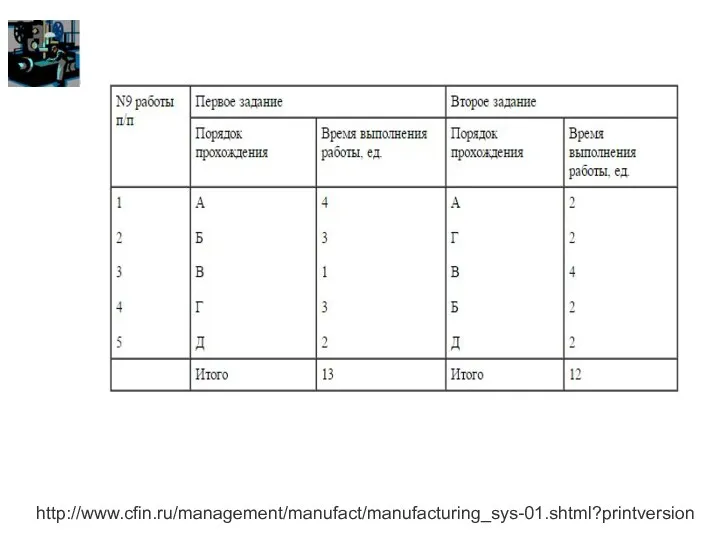
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
СВЯЗЬ МЕЖДУ ЭТАПАМИ ПЛАНИРОВАНИЯ
СВЯЗЬ МЕЖДУ ЭТАПАМИ ПЛАНИРОВАНИЯ
Планируемые объемы производства АВТОВАЗа к 2020 году
Планируемые объемы производства АВТОВАЗа к 2020 году
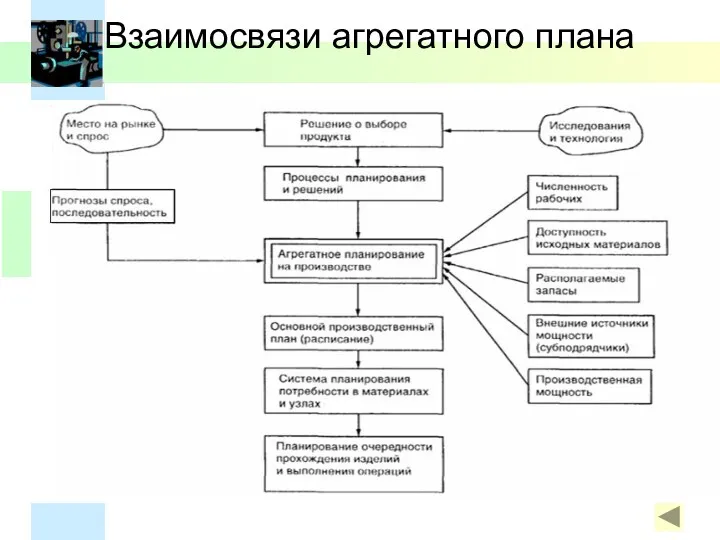
Взаимосвязи агрегатного плана
Взаимосвязи агрегатного плана
Производственный план и график производства отражают разные типы спроса, поэтому между
Производственный план и график производства отражают разные типы спроса, поэтому между
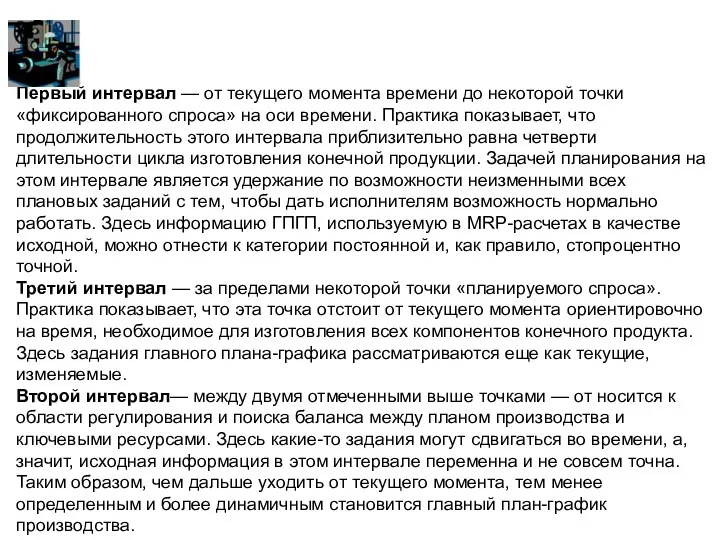
Первый интервал — от текущего момента времени до некоторой точки «фиксированного
Первый интервал — от текущего момента времени до некоторой точки «фиксированного
При организации движения материального потока можно выделить два подхода:
1) системы,
При организации движения материального потока можно выделить два подхода:
1) системы,
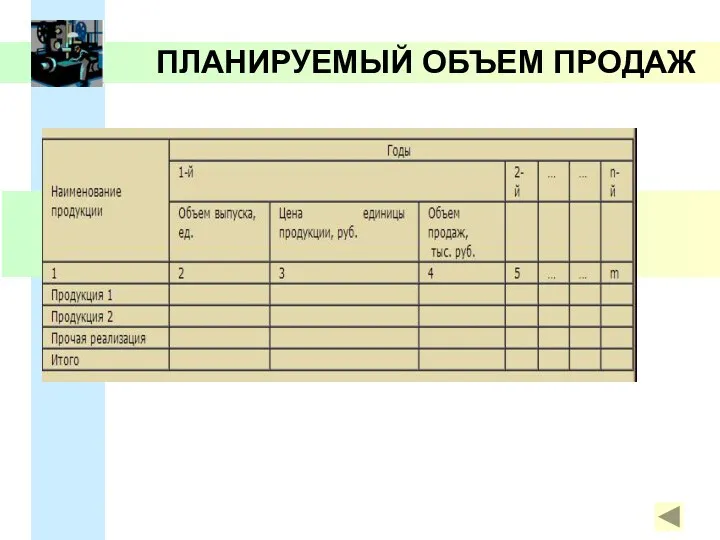
ПЛАНИРУЕМЫЙ ОБЪЕМ ПРОДАЖ
ПЛАНИРУЕМЫЙ ОБЪЕМ ПРОДАЖ
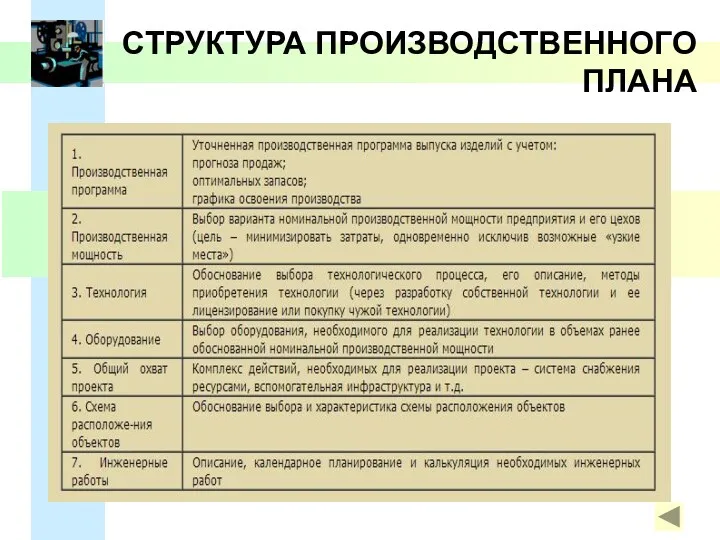
СТРУКТУРА ПРОИЗВОДСТВЕННОГО ПЛАНА
СТРУКТУРА ПРОИЗВОДСТВЕННОГО ПЛАНА
Агрегатное планирование - это процесс формирования сбалансированных по ресурсам производственных программ организации
Агрегатное планирование - это процесс формирования сбалансированных по ресурсам производственных программ организации
Производственный план и график производства отражают разные типы спроса, поэтому между
Производственный план и график производства отражают разные типы спроса, поэтому между
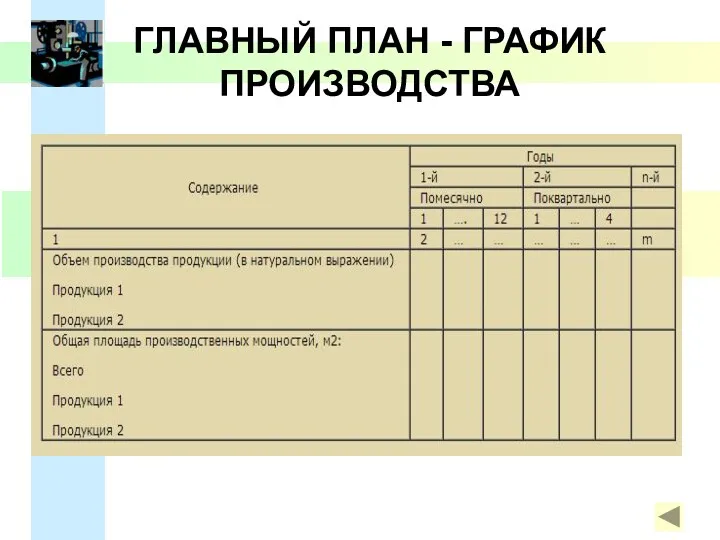
ГЛАВНЫЙ ПЛАН - ГРАФИК ПРОИЗВОДСТВА
ГЛАВНЫЙ ПЛАН - ГРАФИК ПРОИЗВОДСТВА
ОАО «Могилёвская фабрика мороженого»
Специализируется на производстве широкого ассортимента мороженого: в вафельных
ОАО «Могилёвская фабрика мороженого»
Специализируется на производстве широкого ассортимента мороженого: в вафельных
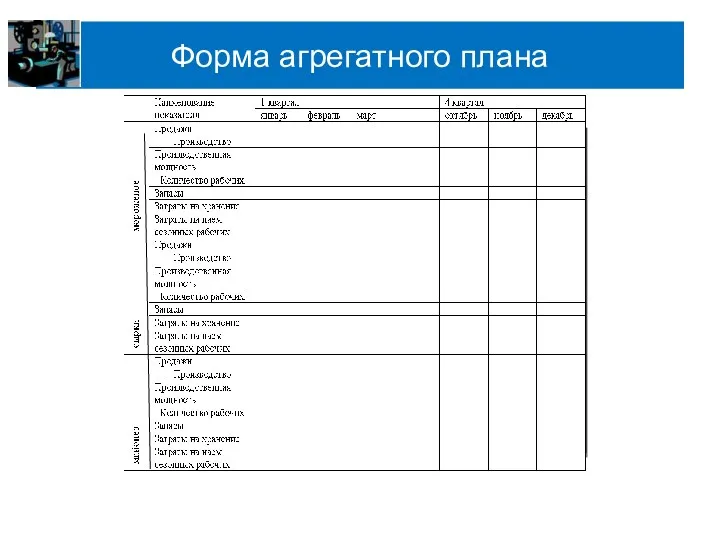
Форма агрегатного плана
Форма агрегатного плана
КамАЗ — сложный объект управления
представлен более 110 организациями в России, СНГ
КамАЗ — сложный объект управления
представлен более 110 организациями в России, СНГ
ОШИБКИ ДОМОСТРОИТЕЛЬНЫХ КОМБИНАТОВ
реконструкция завода крупнопанельного домостроения, проводимая гомельским ДСК, выбилась из
ОШИБКИ ДОМОСТРОИТЕЛЬНЫХ КОМБИНАТОВ
реконструкция завода крупнопанельного домостроения, проводимая гомельским ДСК, выбилась из
Типовые вопросы агрегатного плана
Должны ли использоваться запасы (заделы), чтобы отреагировать
Типовые вопросы агрегатного плана
Должны ли использоваться запасы (заделы), чтобы отреагировать
Характеристика методов агрегатного планирования
интуитивный подход;
графический, или табличный, метод;
математические подходы:
а) линейное
Характеристика методов агрегатного планирования
интуитивный подход;
графический, или табличный, метод;
математические подходы:
а) линейное


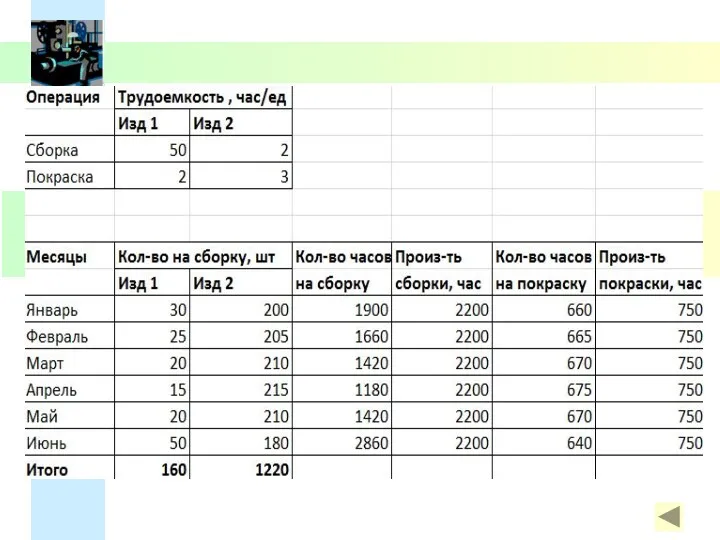
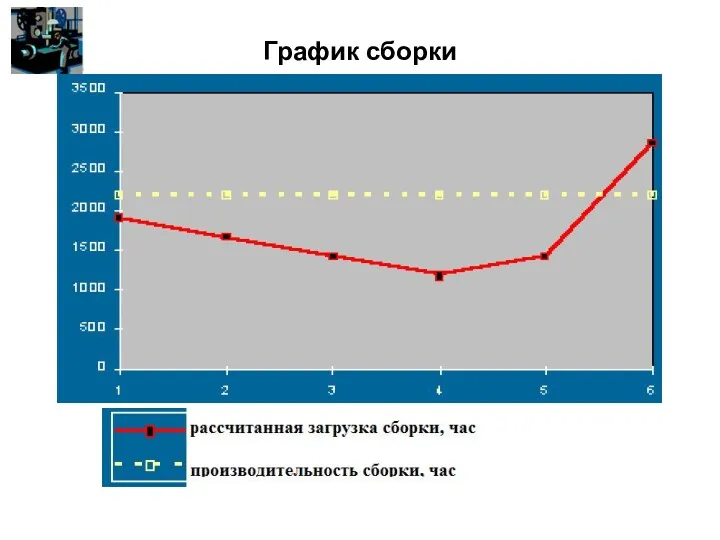
График сборки
График сборки
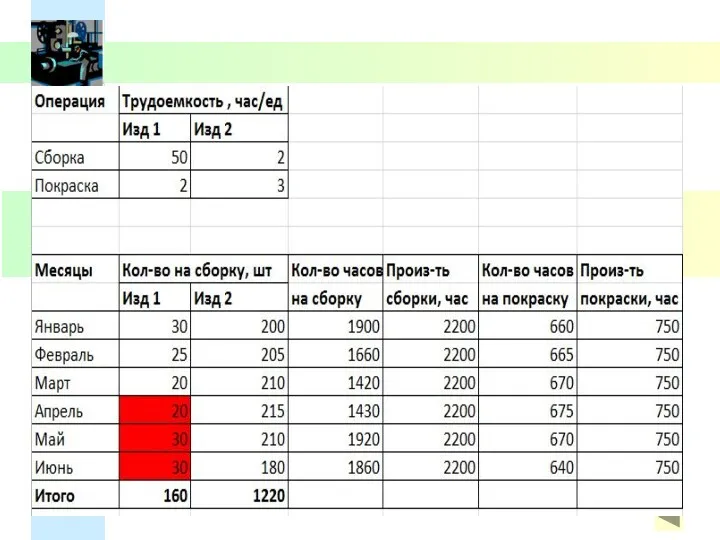
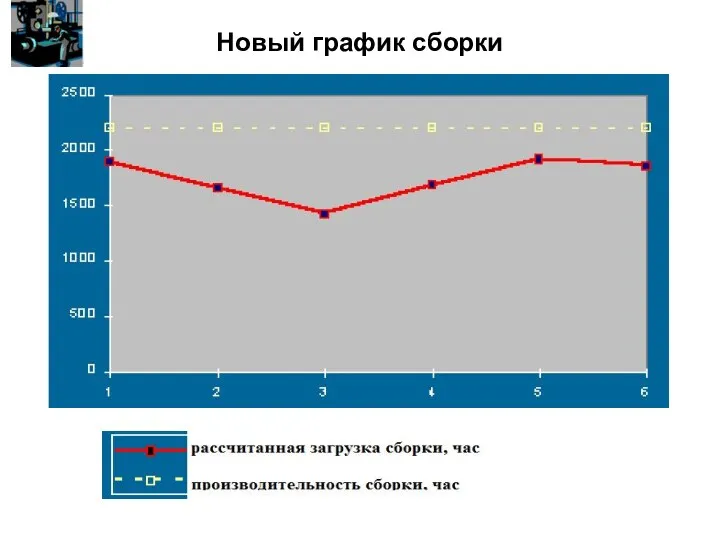
Новый график сборки
Новый график сборки

Чистые пассивные стратегии планирования
Когда во времени изменяется только одна переменная, мы
Чистые пассивные стратегии планирования
Когда во времени изменяется только одна переменная, мы
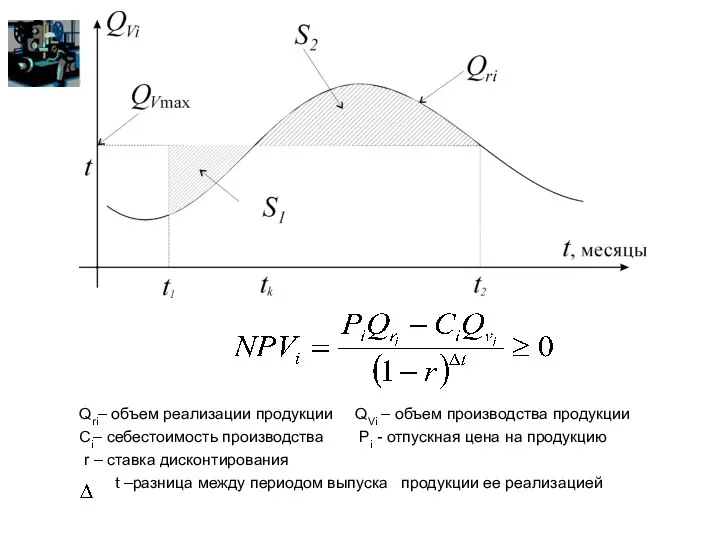
Qri– объем реализации продукции QVi – объем производства продукции
Сi– себестоимость
Qri– объем реализации продукции QVi – объем производства продукции
Сi– себестоимость
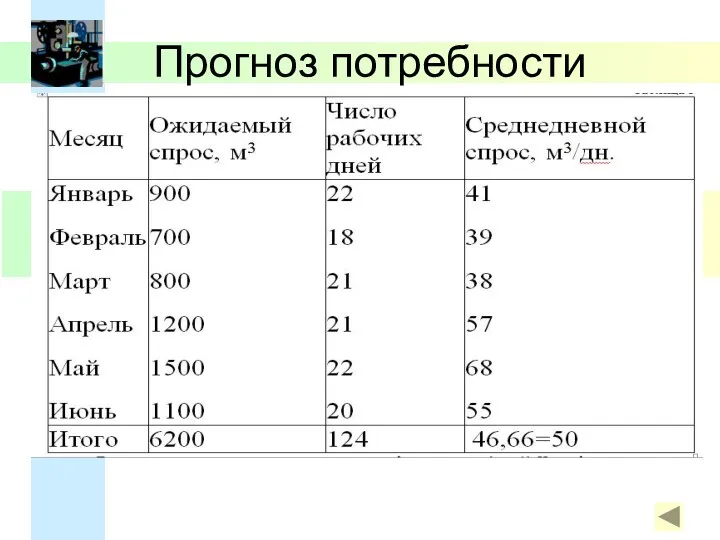
Прогноз потребности
Прогноз потребности
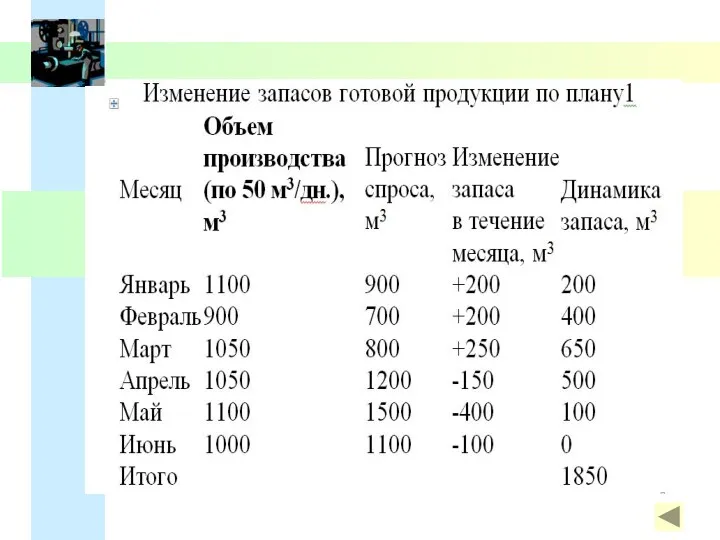
Ориентация на темп производства по марту месяцу
Чтобы произвести 38 м3/день, фирма
Ориентация на темп производства по марту месяцу
Чтобы произвести 38 м3/день, фирма
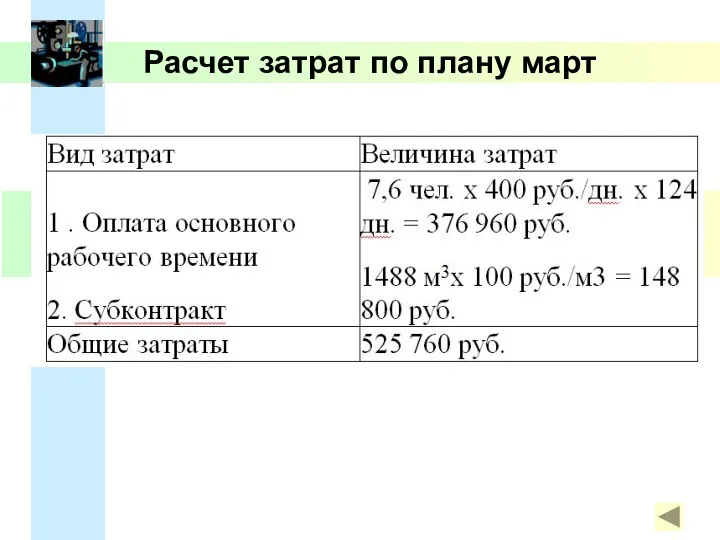
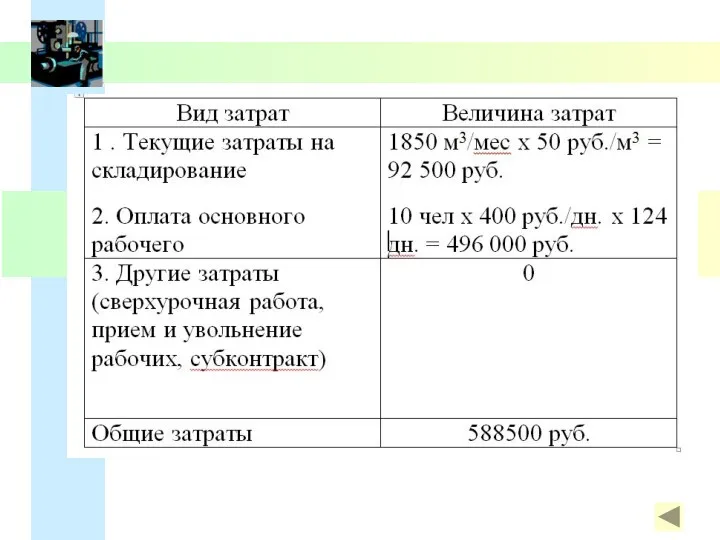
Расчет затрат по плану март
Расчет затрат по плану март
ГАЗПРОМ НЕ ВЫДЕРЖАЛ ИСПЫТАНИЯ ХОЛОДОМ
Морозы заставили монополию пойти на резкое сокращение
ГАЗПРОМ НЕ ВЫДЕРЖАЛ ИСПЫТАНИЯ ХОЛОДОМ
Морозы заставили монополию пойти на резкое сокращение
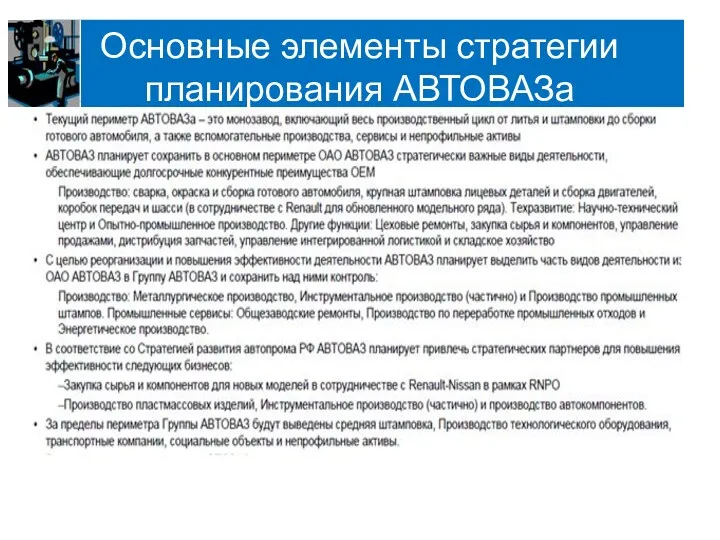
Основные элементы стратегии планирования АВТОВАЗа
Основные элементы стратегии планирования АВТОВАЗа
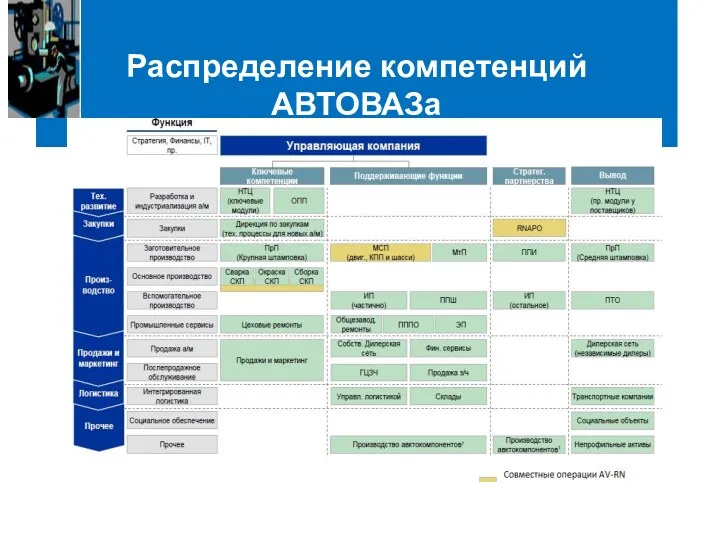
Распределение компетенций АВТОВАЗа
Распределение компетенций АВТОВАЗа
Чистые активные стратегии планирования
Воздействие на спрос
Задержка выполнения заказа в период
Чистые активные стратегии планирования
Воздействие на спрос
Задержка выполнения заказа в период
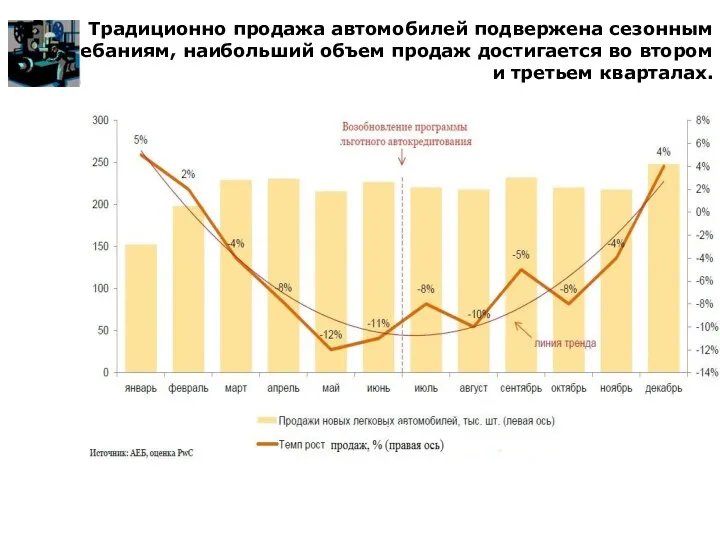
Традиционно продажа автомобилей подвержена сезонным колебаниям, наибольший объем продаж достигается во
Традиционно продажа автомобилей подвержена сезонным колебаниям, наибольший объем продаж достигается во
Стратегия воздействия на спрос
В начале марта РЖД ввели динамическое ценообразование
Стратегия воздействия на спрос
В начале марта РЖД ввели динамическое ценообразование
Процесс перехода от агрегатного плана к более детальному называется дезагрегированием
размеры,
Процесс перехода от агрегатного плана к более детальному называется дезагрегированием
размеры,
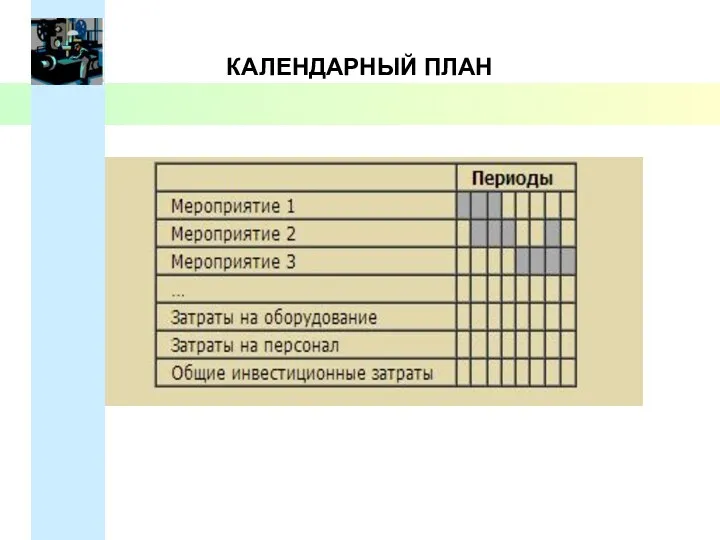
КАЛЕНДАРНЫЙ ПЛАН
КАЛЕНДАРНЫЙ ПЛАН
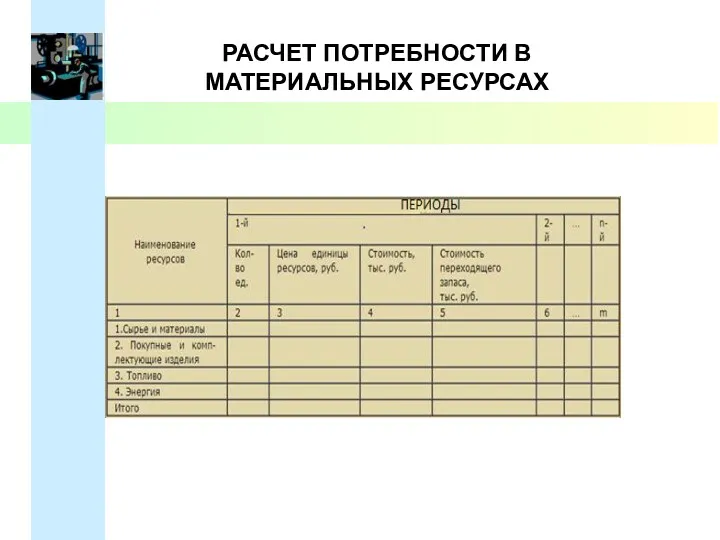
РАСЧЕТ ПОТРЕБНОСТИ В
МАТЕРИАЛЬНЫХ РЕСУРСАХ
РАСЧЕТ ПОТРЕБНОСТИ В
МАТЕРИАЛЬНЫХ РЕСУРСАХ
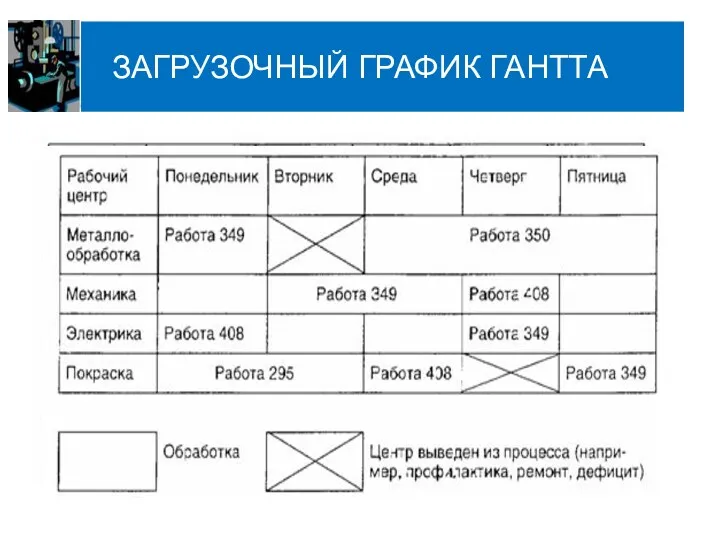
ЗАГРУЗОЧНЫЙ ГРАФИК ГАНТТА
ЗАГРУЗОЧНЫЙ ГРАФИК ГАНТТА

ВРЕМЕННОЙ ГРАФИК ГАНТТА
ВРЕМЕННОЙ ГРАФИК ГАНТТА
ERP-стандарты
ERP-стандарты
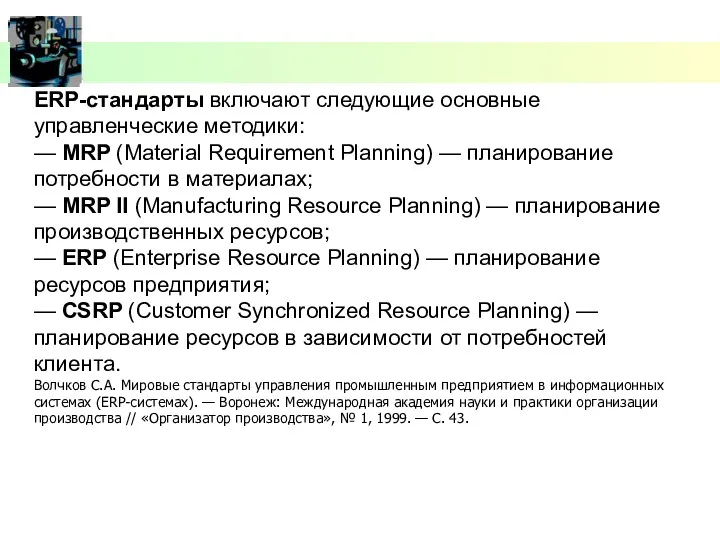
ERP-стандарты включают следующие основные управленческие методики:
— MRP (Material Requirement Planning) —
ERP-стандарты включают следующие основные управленческие методики:
— MRP (Material Requirement Planning) —



«Выталкивающая» система ориентирована преимущественно на относительно постоянный спрос в течение довольно
«Выталкивающая» система ориентирована преимущественно на относительно постоянный спрос в течение довольно
.
«Выталкивающая» система с централизованным планированием предполагает, что каждое подразделение получает конкретные
.
«Выталкивающая» система с централизованным планированием предполагает, что каждое подразделение получает конкретные
«Выталкивающая» система
«Выталкивающая» система
Система МRР — система централизованного управления «выталкивающего» типа, планирующая наличие необходимых
Система МRР — система централизованного управления «выталкивающего» типа, планирующая наличие необходимых

Принципиальная структура системы MRP
Принципиальная структура системы MRP
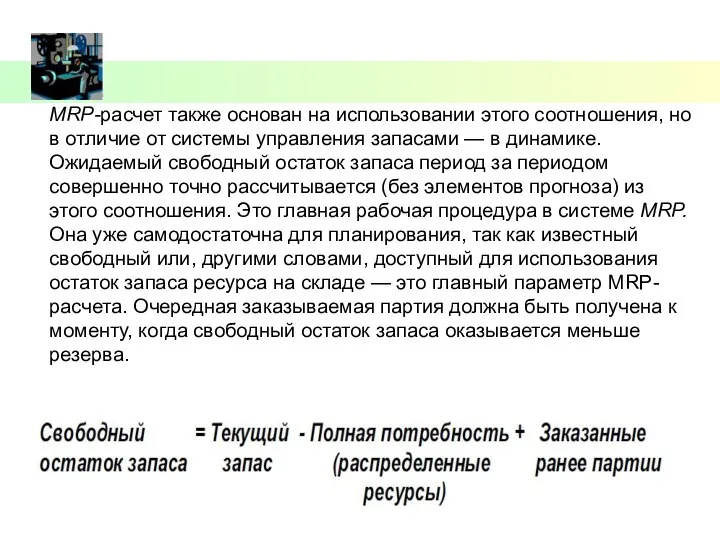
MRP-расчет также основан на использовании этого соотношения, но в отличие от
MRP-расчет также основан на использовании этого соотношения, но в отличие от
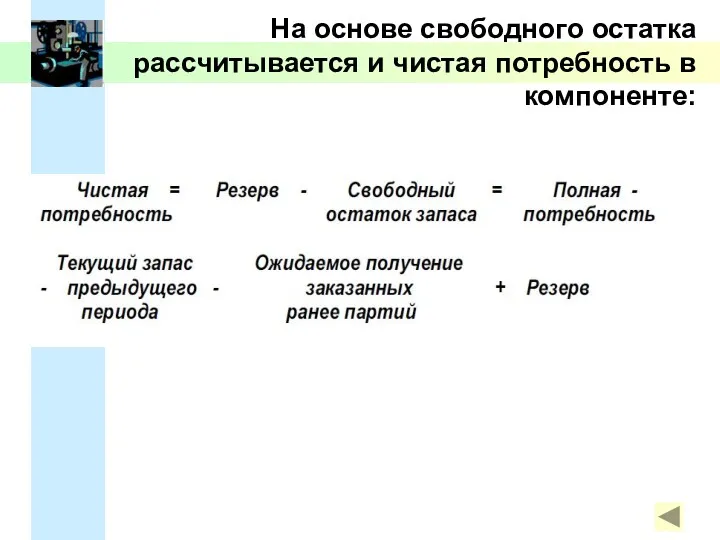
На основе свободного остатка рассчитывается и чистая потребность в компоненте:
На основе свободного остатка рассчитывается и чистая потребность в компоненте:
Главное различие двух сравниваемых систем управления состоит в том,что управление запасами
Главное различие двух сравниваемых систем управления состоит в том,что управление запасами
К параметрам входа в MRP-расчет также относят:
1) спрос или главный план-график
К параметрам входа в MRP-расчет также относят:
1) спрос или главный план-график
http://www.stankopark.spb.ru/pdf/4%202010.pdf
http://www.stankopark.spb.ru/pdf/4%202010.pdf
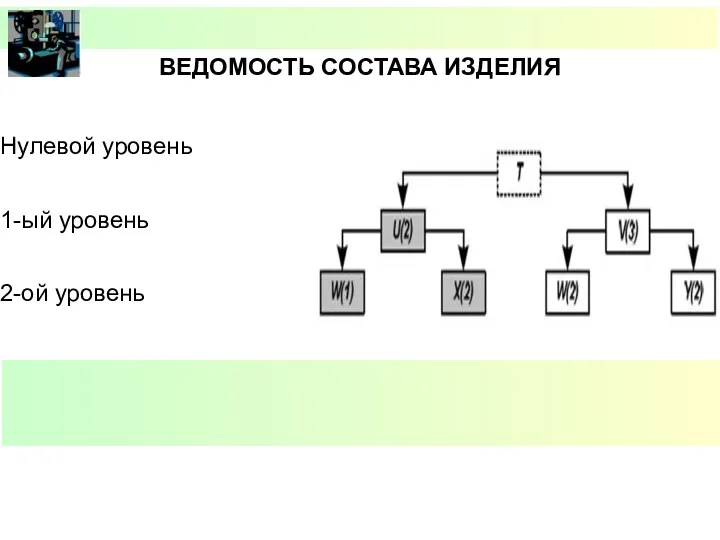
ВЕДОМОСТЬ СОСТАВА ИЗДЕЛИЯ
Нулевой уровень
1-ый уровень
2-ой уровень
ВЕДОМОСТЬ СОСТАВА ИЗДЕЛИЯ
Нулевой уровень
1-ый уровень
2-ой уровень
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
Дерево структуры и календарный план производства
продукта
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
Дерево структуры и календарный план производства
продукта
Когда известна ведомость состава изделия и задано время изготовления всех
Когда известна ведомость состава изделия и задано время изготовления всех
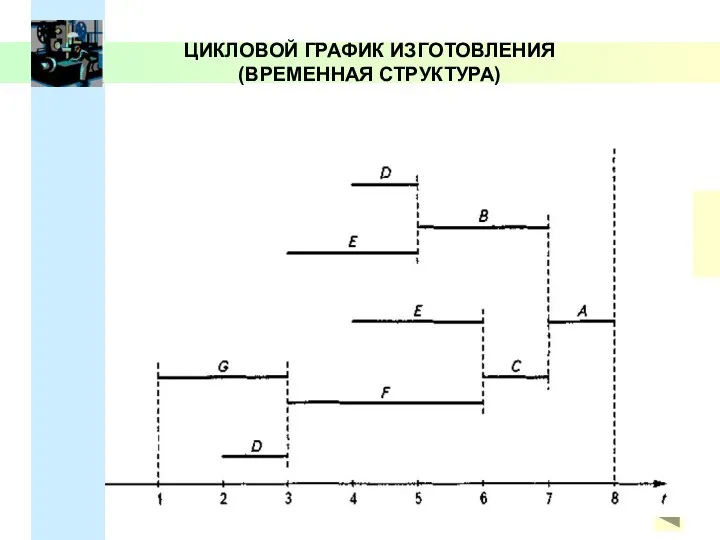
ЦИКЛОВОЙ ГРАФИК ИЗГОТОВЛЕНИЯ
(ВРЕМЕННАЯ СТРУКТУРА)
ЦИКЛОВОЙ ГРАФИК ИЗГОТОВЛЕНИЯ
(ВРЕМЕННАЯ СТРУКТУРА)
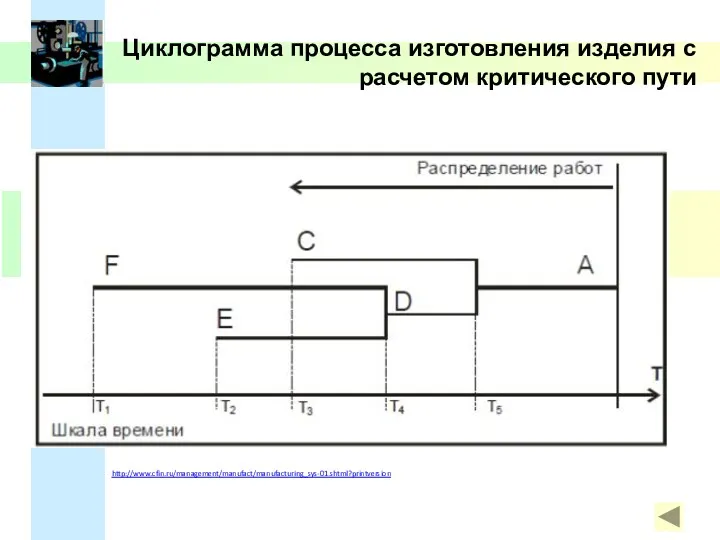
Циклограмма процесса изготовления изделия c расчетом критического пути
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
Циклограмма процесса изготовления изделия c расчетом критического пути
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
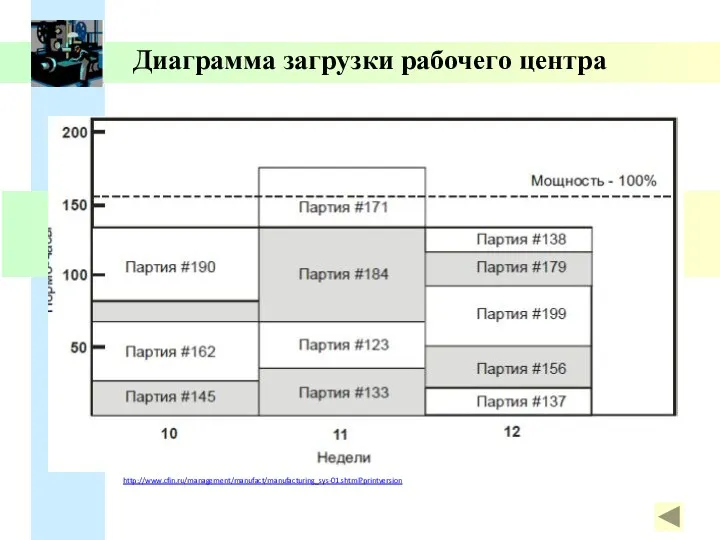
Диаграмма загрузки рабочего центра
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
Диаграмма загрузки рабочего центра
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion

http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
Учетно-плановый график Ганта
Учетно-плановый график Ганта
http://www.cfin.ru/management/manufact/manufacturing_sys-01.shtml?printversion
Учетно-плановый график Ганта
Учетно-плановый график Ганта
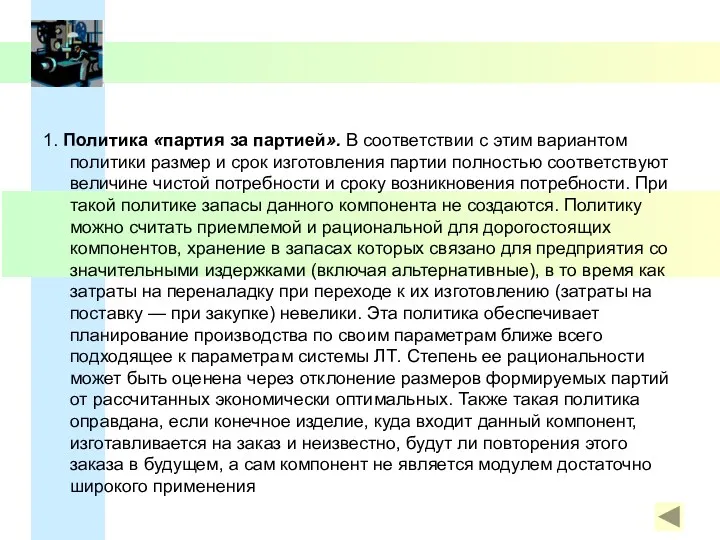
1. Политика «партия за партией». В соответствии с этим вариантом политики
1. Политика «партия за партией». В соответствии с этим вариантом политики
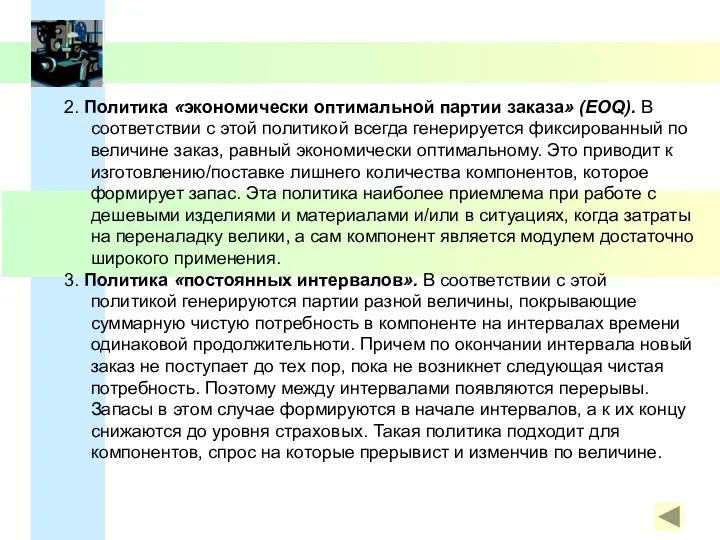
2. Политика «экономически оптимальной партии заказа» (EOQ). В соответствии с этой
2. Политика «экономически оптимальной партии заказа» (EOQ). В соответствии с этой
4. Политика «фиксированного ритма заказа». Является разновидностью предыдущего варианта политики при
4. Политика «фиксированного ритма заказа». Является разновидностью предыдущего варианта политики при
Преимущества:
уменьшение объема запасов
повышение скорости оборачиваемости запасов
повышения качества обслуживания потребителей, поскольку нет
Преимущества:
уменьшение объема запасов
повышение скорости оборачиваемости запасов
повышения качества обслуживания потребителей, поскольку нет
Концепция планирования потребности в компонентах изделий нацелена:
• на улучшение покупательского сервиса
Концепция планирования потребности в компонентах изделий нацелена:
• на улучшение покупательского сервиса
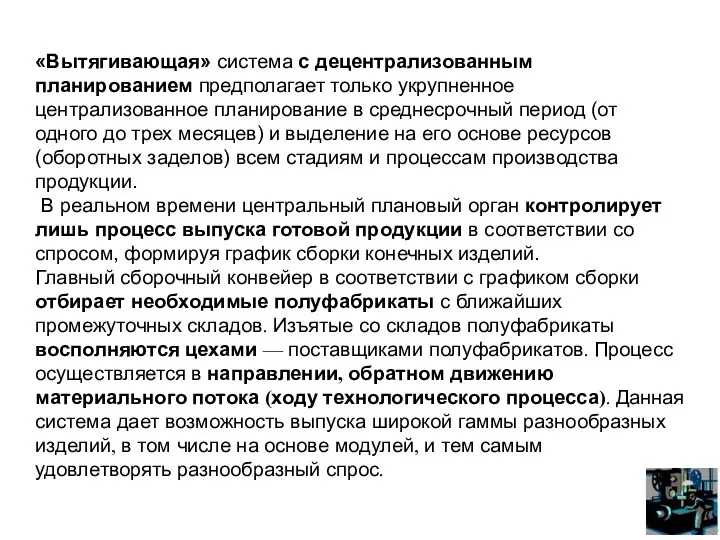
«Вытягивающая» система с децентрализованным планированием предполагает только укрупненное централизованное планирование в
«Вытягивающая» система с децентрализованным планированием предполагает только укрупненное централизованное планирование в
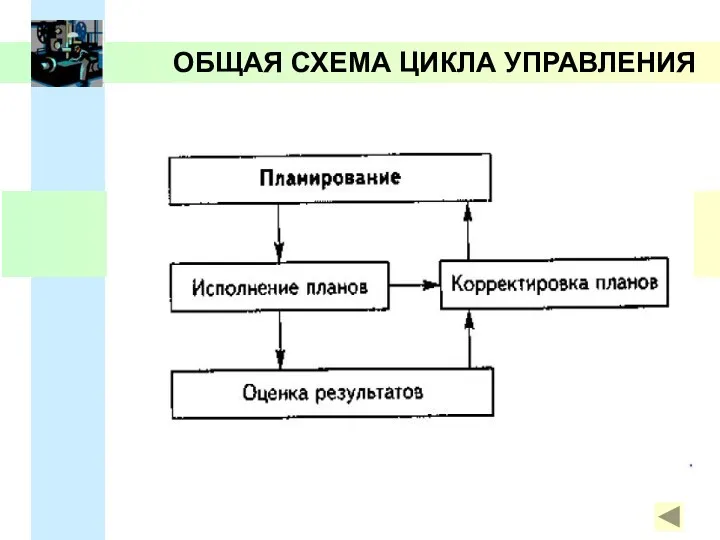
ОБЩАЯ СХЕМА ЦИКЛА УПРАВЛЕНИЯ
ОБЩАЯ СХЕМА ЦИКЛА УПРАВЛЕНИЯ

Система MRP II с замкнутой связью
Система MRP II с замкнутой связью
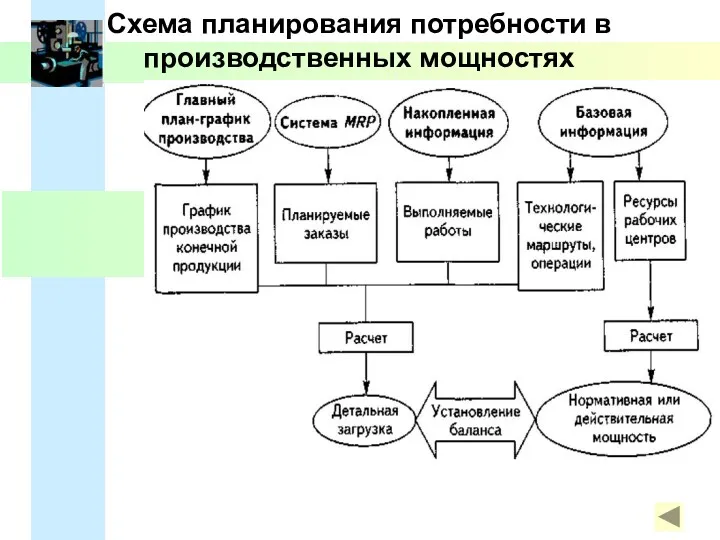
Схема планирования потребности в производственных мощностях
мощностях
Схема планирования потребности в производственных мощностях
мощностях
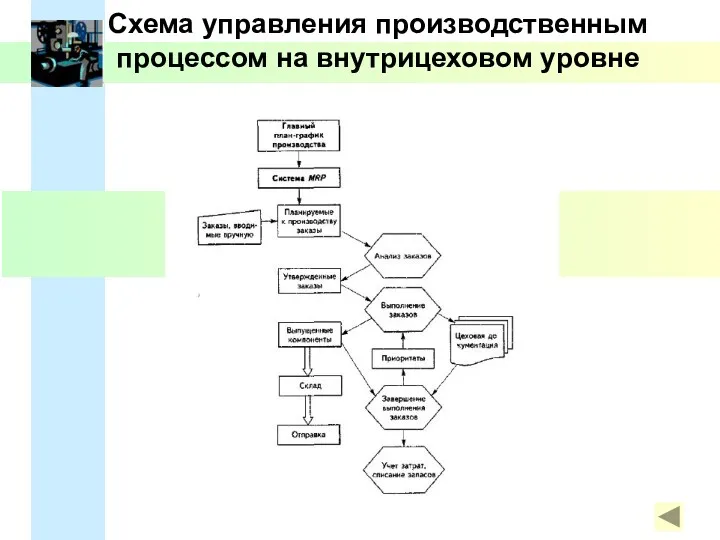
Схема управления производственным процессом на внутрицеховом уровне
Схема управления производственным процессом на внутрицеховом уровне
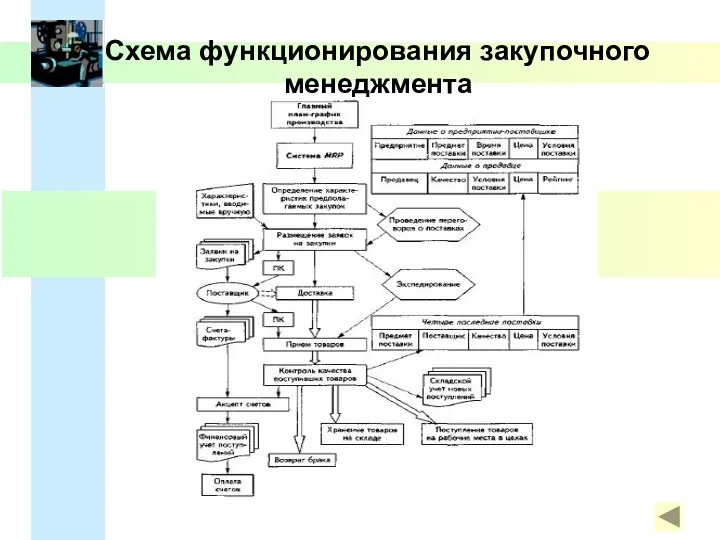
Схема функционирования закупочного менеджмента
Схема функционирования закупочного менеджмента
Почему MRPII ?
MRP II ведет свою историю с 70-х годов и
Почему MRPII ?
MRP II ведет свою историю с 70-х годов и
Основной целью информационных систем класса MRPII является оптимальное формирование потоков предметов
Основной целью информационных систем класса MRPII является оптимальное формирование потоков предметов
Задачи использования интегрированных систем класса MRPII:
1) среднесрочное и оперативное, укрупненное и
Задачи использования интегрированных систем класса MRPII:
1) среднесрочное и оперативное, укрупненное и
Заказчик: Сбербанк РФ
Москва; Финансовые услуги, инвестиции и аудит
Интегратор: SAP СНГ
Продукт: SAP
Заказчик: Сбербанк РФ
Москва; Финансовые услуги, инвестиции и аудит
Интегратор: SAP СНГ
Продукт: SAP
Проект охватил все ключевые направления деятельности миддл-офиса банка, такие как бухгалтерские
Проект охватил все ключевые направления деятельности миддл-офиса банка, такие как бухгалтерские
Улучшение бизнес-процессов предприятия —
BPI (Business Process Imrovement)
Улучшение бизнес-процессов предприятия —
BPI (Business Process Imrovement)
1) использование профессиональных операционных систем (для серверов баз данных) и персональных
1) использование профессиональных операционных систем (для серверов баз данных) и персональных
1) методики управления качеством (то есть целостную идеологию управления предприятием) на
1) методики управления качеством (то есть целостную идеологию управления предприятием) на
1) внедрение принципа «лидерства» (устранение недостатков производственной системы, а не отдельных
1) внедрение принципа «лидерства» (устранение недостатков производственной системы, а не отдельных
Это свидетельствует о дурном ведении дела - когда прибыль выжимается
Это свидетельствует о дурном ведении дела - когда прибыль выжимается
Принципы менеджмента
по Ф. Тейлору
Во-первых. Администрация берёт на себя выработку научного
Принципы менеджмента
по Ф. Тейлору
Во-первых. Администрация берёт на себя выработку научного
Принципы управления А. Файоля
Разделение труда
Полномочия и ответственность.
Дисциплина.
Единоначалие
Единство направления
Подчиненность личных интересов
Принципы управления А. Файоля
Разделение труда
Полномочия и ответственность.
Дисциплина.
Единоначалие
Единство направления
Подчиненность личных интересов
Принципы управления производством Г.Форда
1. Отбор рабочего персонала, совершенствование труда;
2.
Принципы управления производством Г.Форда
1. Отбор рабочего персонала, совершенствование труда; 2.
Отдельные элементы этого подхода использовал еще Генри Форд при
модернизации в начале
Отдельные элементы этого подхода использовал еще Генри Форд при
модернизации в начале
Система JIT определяется как система производства необходимых компонентов изделий в требуемых
Система JIT определяется как система производства необходимых компонентов изделий в требуемых
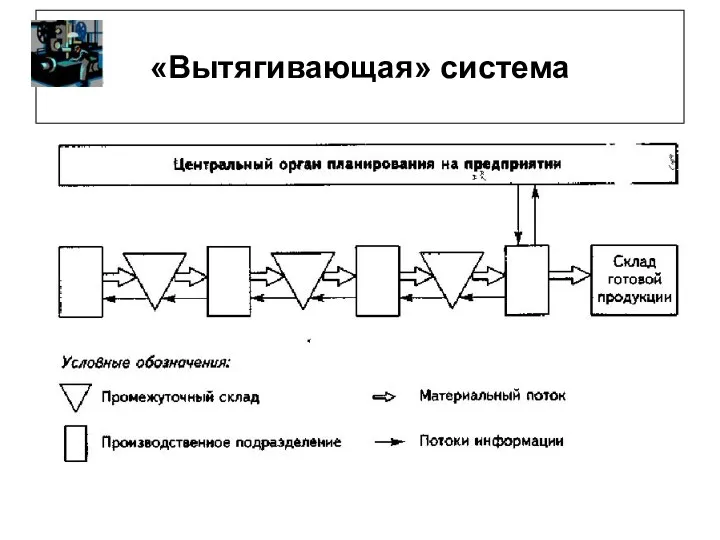
«Вытягивающая» система
«Вытягивающая» система
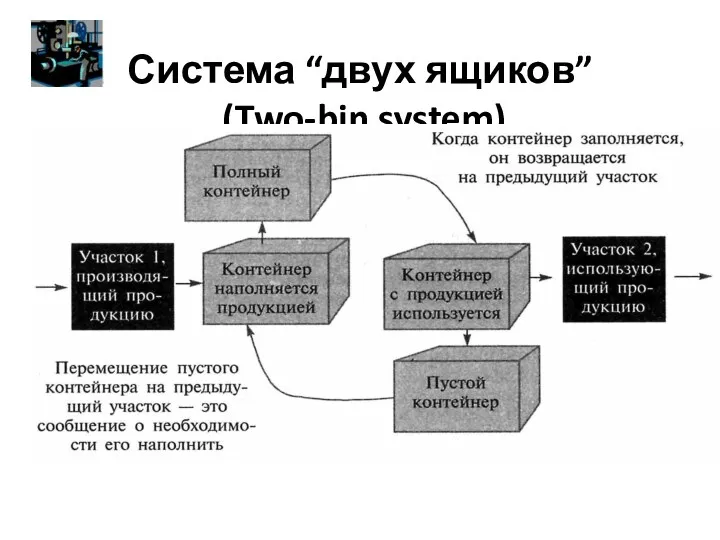
Система “двух ящиков”
(Two-bin system)
Система “двух ящиков”
(Two-bin system)
«Канбан» — это информационная система, обеспечивающая оперативное управление на всех стадиях
«Канбан» — это информационная система, обеспечивающая оперативное управление на всех стадиях
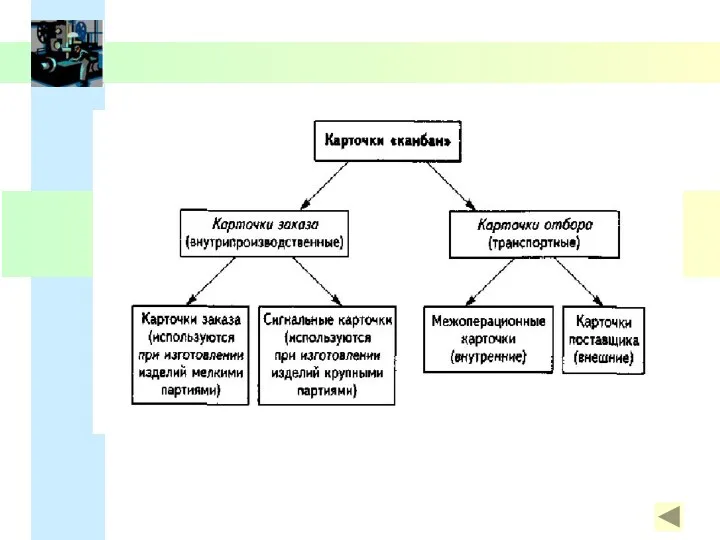

Система канблан
Система канблан
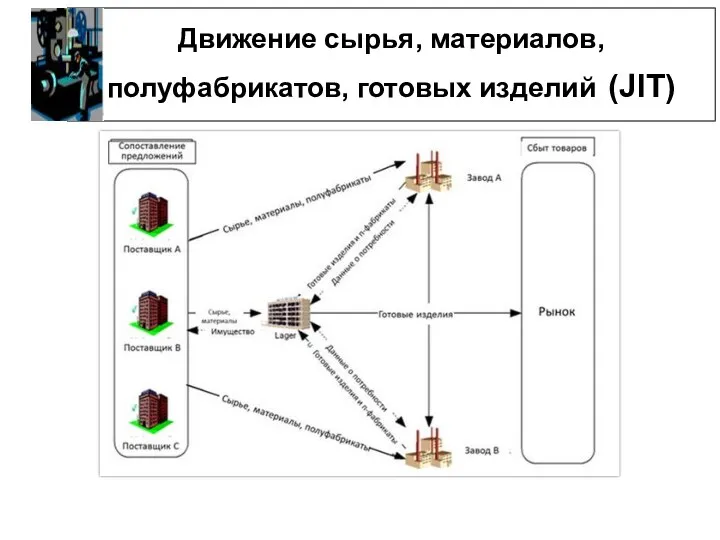
Движение сырья, материалов, полуфабрикатов, готовых изделий (JIT)
Движение сырья, материалов, полуфабрикатов, готовых изделий (JIT)
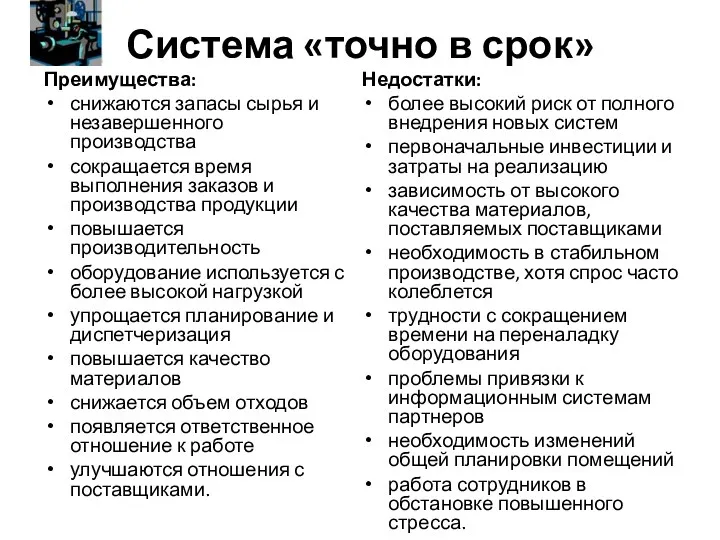
Преимущества:
снижаются запасы сырья и незавершенного производства
сокращается время выполнения заказов и производства
Преимущества:
снижаются запасы сырья и незавершенного производства
сокращается время выполнения заказов и производства

Американский вариант "производственной системы Тойоты" (Toyota Production System)
Американский вариант "производственной системы Тойоты" (Toyota Production System)
Американский вариант "производственной системы Тойоты" (Toyota Production System) и получил название
Американский вариант "производственной системы Тойоты" (Toyota Production System) и получил название

Говорят, в среде японских менеджеров бытует мнение: "Если менеджер не может
Saturn американской автомобилестроительной компании General Motors
Запас двигателей на его сборочном конвейере
Saturn американской автомобилестроительной компании General Motors
Запас двигателей на его сборочном конвейере
«Кайдзен» в переводе с японского – «дзен вещей» или «улучшение, усовершенствование
«Кайдзен» в переводе с японского – «дзен вещей» или «улучшение, усовершенствование
Программой стратегического развития ОАО «Камаз» на период до 2020 года установлены
Программой стратегического развития ОАО «Камаз» на период до 2020 года установлены
6. Внедрение интегрированной системы логистики уровня 4PL.
7. Увеличение производительности труда до
6. Внедрение интегрированной системы логистики уровня 4PL.
7. Увеличение производительности труда до

 “Менеджер в системі медичної допомоги населення”. Лекція № 4:
“Менеджер в системі медичної допомоги населення”. Лекція № 4: Организационное поведение
Организационное поведение Історія розвитку менеджменту
Історія розвитку менеджменту Нормативы проведения уборочных мероприятий
Нормативы проведения уборочных мероприятий Введение в профессию Официант
Введение в профессию Официант Лидерство и стиль руководства
Лидерство и стиль руководства Менеджменттегі жоспарлау
Менеджменттегі жоспарлау Тестирование, как метод отбора персонала
Тестирование, как метод отбора персонала Evaluating a company’s. External environment. (Chapter 3)
Evaluating a company’s. External environment. (Chapter 3) Вклад Генри Форда(1863-1947) в развитие управленческой деятельности
Вклад Генри Форда(1863-1947) в развитие управленческой деятельности Основы управления в правоохранительных органах
Основы управления в правоохранительных органах Nəqliyyat Logistikası - Daşıma növləri
Nəqliyyat Logistikası - Daşıma növləri Управление проектами и риски
Управление проектами и риски Сущность условий труда и их виды
Сущность условий труда и их виды Just-in-time
Just-in-time Методы экспертных оценок. Графики, диаграммы в управленческом анализе
Методы экспертных оценок. Графики, диаграммы в управленческом анализе Унификация и стандартизация документов
Унификация и стандартизация документов Этика делового общения. Отношения в коллективе
Этика делового общения. Отношения в коллективе Совершенствование процесса подбора и найма персонала
Совершенствование процесса подбора и найма персонала Company Price Waterhouse Coopers
Company Price Waterhouse Coopers Совершенствование методологии бухгалтерского и налогового учета в процессе формирования учетной политики организации
Совершенствование методологии бухгалтерского и налогового учета в процессе формирования учетной политики организации Система обучения и развития сотрудников ОАО Каскад
Система обучения и развития сотрудников ОАО Каскад Метрология, стандартизация и управление качеством
Метрология, стандартизация и управление качеством Процессы сопровождения сервисов. Модель процессов ITSM. (Лекция 3)
Процессы сопровождения сервисов. Модель процессов ITSM. (Лекция 3) Методика разработки стандартов государственных и муниципальных услуг
Методика разработки стандартов государственных и муниципальных услуг Схема доставки карты Халва
Схема доставки карты Халва Оценка управленческих компетенций методом Ассесмента
Оценка управленческих компетенций методом Ассесмента Система мотивации персонала
Система мотивации персонала