- Семь простых инструментов управления качеством

Содержание
- 2. Статистические методы принято делить на 3 категории по степени сложности их реализации: 1. Элементарные статистические методы
- 3. «Семь простых инструментов»: ♦ контрольный лист; ♦ причинно-следственная диаграмма Исикавы; ♦ гистограмма; ♦ диаграмма разброса (рассеивания);
- 4. В 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании
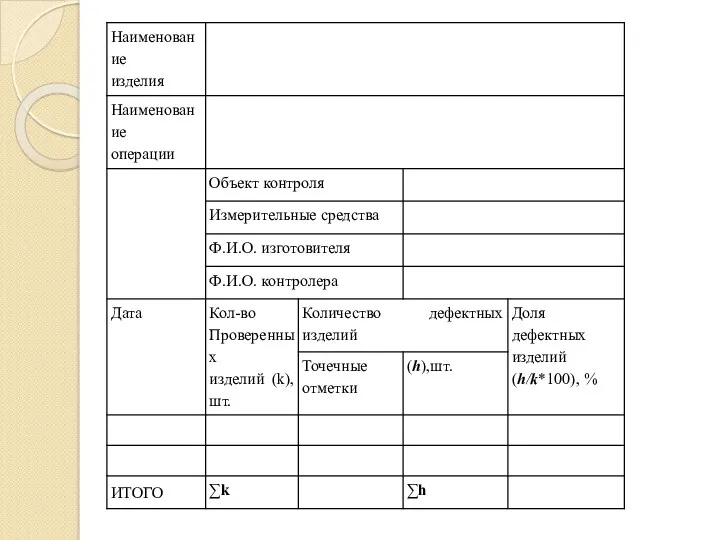
- 5. Контрольные листки это инструменты первичной регистрации данных. Контрольные листки могут применяться как при контроле по качественным,
- 7. Пример контрольного листка
- 8. Общий вид контрольного листка при контроле по качественному признаку
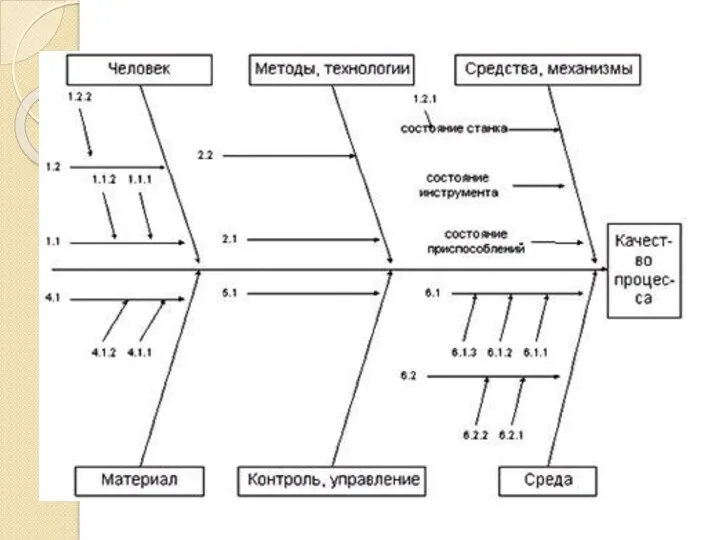
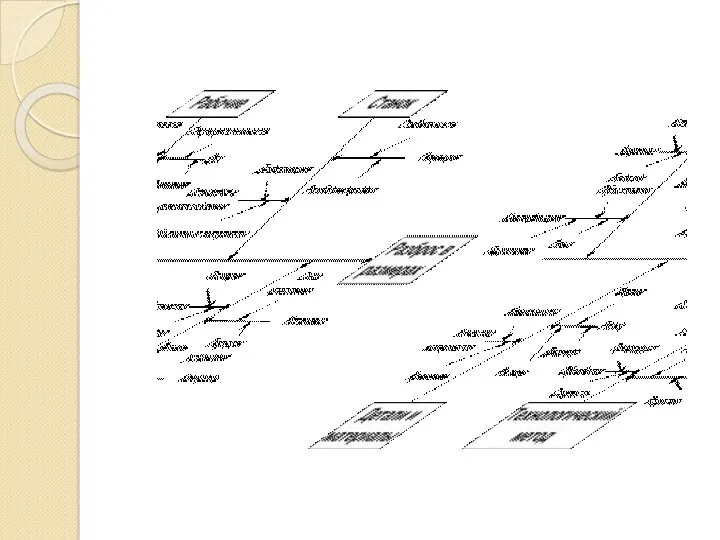
- 9. Причинно-следственная диаграмма (диаграмма Исикавы)
- 10. Причинно-следственная диаграмма (Cause and effect diagram) впервые появилась и стала использоваться в Японии в «кружках качества»
- 11. Построение диаграмм включает следующие этапы: • выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
- 12. Принцип 4-5-6 М Мen – люди; Machine – оборудование; Method – методы и технология; Material –
- 13. В сфере оказания услуг действует «принцип 5Р»
- 14. Этапы построения • выбор результативного показателя, характеризующего качество изделия (процесса и т. д.); • выбор главных
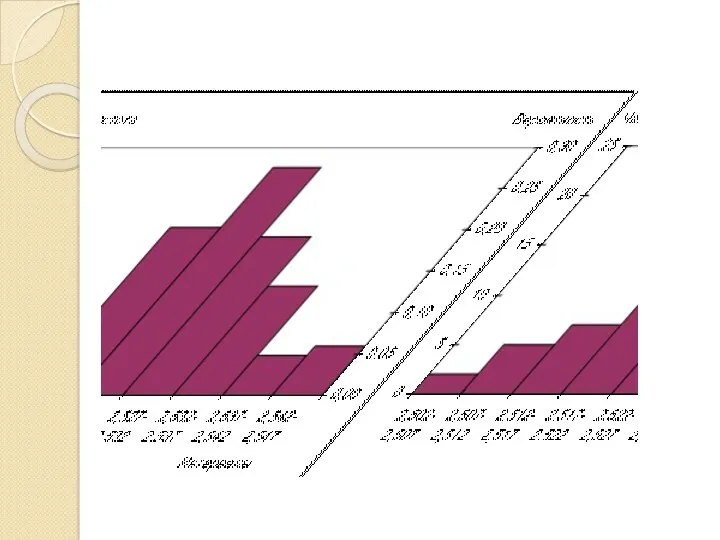
- 17. гистограммы Гистограмма – это столбиковая диаграмма, в которой каждый столбик обозначает вероятность попадания значения случайной величины
- 18. Методика построения гистограммы включает следующие шаги: 1. Количество столбцов определяется по формуле: . Как правило, наиболее
- 19. 4. Длину интервала K прибавим к xmin и получим верхнюю границу первого интервала (2,502+0,005 = 2,507).
- 20. Контрольный листок для построения гистограммы
- 22. Ниже приведены различные сочетания плотности распределения наблюдаемых значений с пределами допуска (НП — нижний предел, ВП
- 23. Распределение смещено вправо. Возможно, что в остальной части партии существуют дефектные изделия, выходящие за верхний предел
- 24. Центры распределения и поля допуска совпадают, но широта распределения превышает широту поля допуска. Для ликвидации дефектов
- 25. Диаграммы разброса (рассеивания). Примеры диаграмм разброса: а) – положительная корреляция б) – отрицательная корреляция в) –
- 26. Диаграмма разброса (Scatter diagram - корреляционная диаграмма) строится как график зависимости между двумя параметрами, что позволяет
- 27. Стратификация (расслоение). Стратификация - метод расслоения (послойный анализ - Stratification) применяют для выяснения причин разброса характеристик
- 28. Диаграммы Парето. Зависимость 20/80 в управлении качеством Итальянский математик Вильфредо Парето, исследуя в начале 20в. распределение
- 29. Число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины
- 30. Результат исследования компанией «Ксерокс» причин потери своих клиентов. Диаграмма Парето по результатам деятельности позволяет выделить наиболее
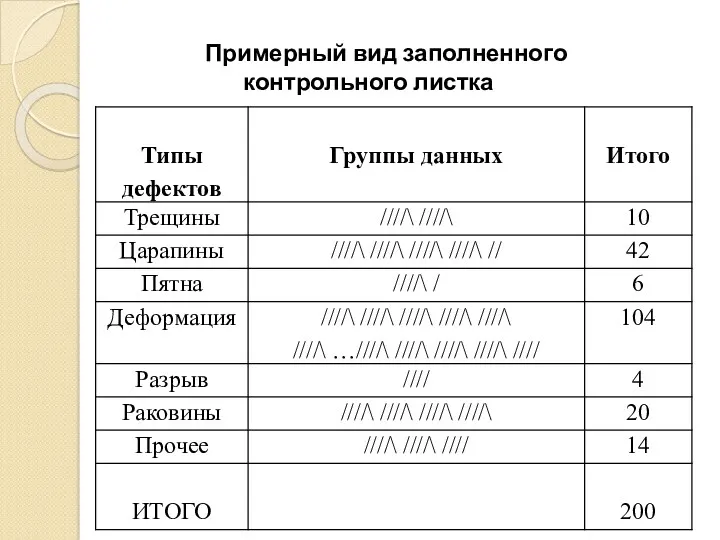
- 31. Примерный вид заполненного контрольного листка
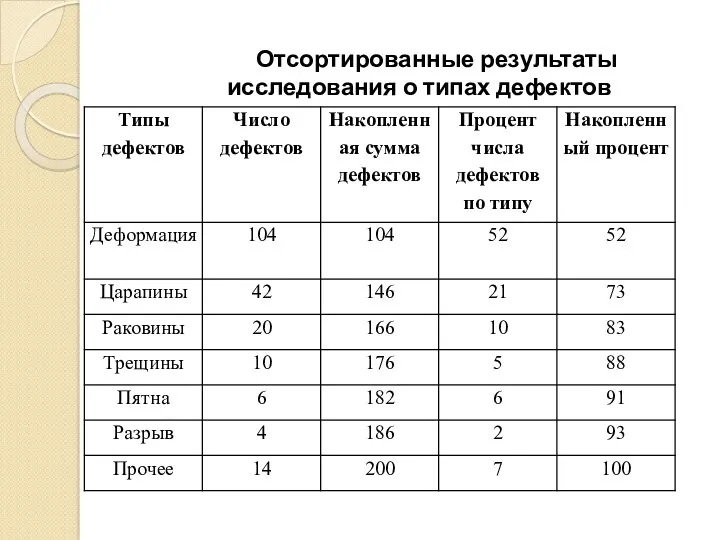
- 32. Отсортированные результаты исследования о типах дефектов
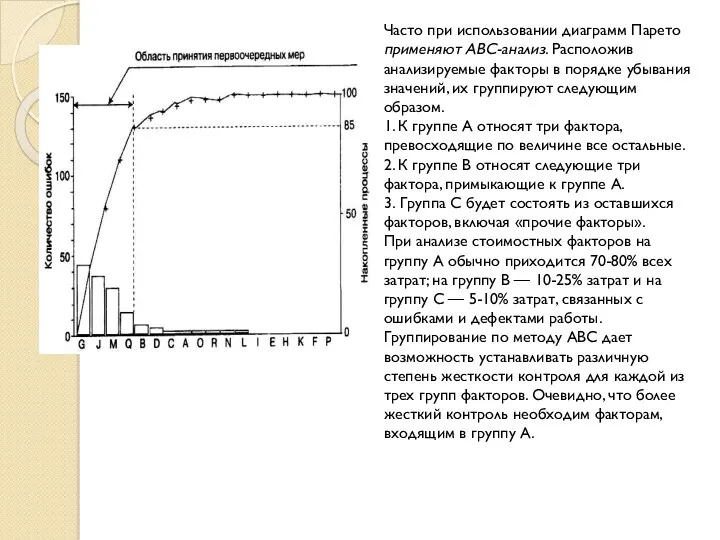
- 34. Часто при использовании диаграмм Парето применяют ABC-анализ. Расположив анализируемые факторы в порядке убывания значений, их группируют
- 36. Скачать презентацию
Статистические методы принято делить на 3 категории по степени сложности их
Статистические методы принято делить на 3 категории по степени сложности их
«Семь простых инструментов»:
♦ контрольный лист;
♦ причинно-следственная диаграмма Исикавы;
♦ гистограмма;
♦ диаграмма разброса
«Семь простых инструментов»:
♦ контрольный лист;
♦ причинно-следственная диаграмма Исикавы;
♦ гистограмма;
♦ диаграмма разброса
В 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино
В 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино
Контрольные листки
это инструменты первичной регистрации данных. Контрольные листки могут
Контрольные листки
это инструменты первичной регистрации данных. Контрольные листки могут
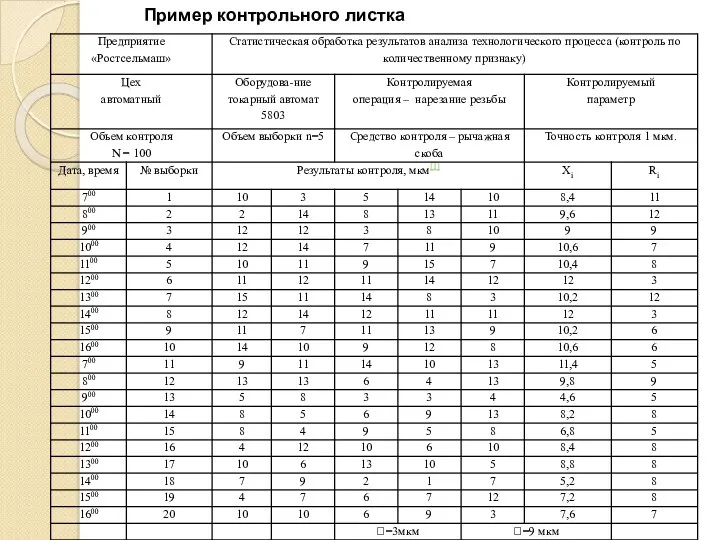
Пример контрольного листка
Пример контрольного листка
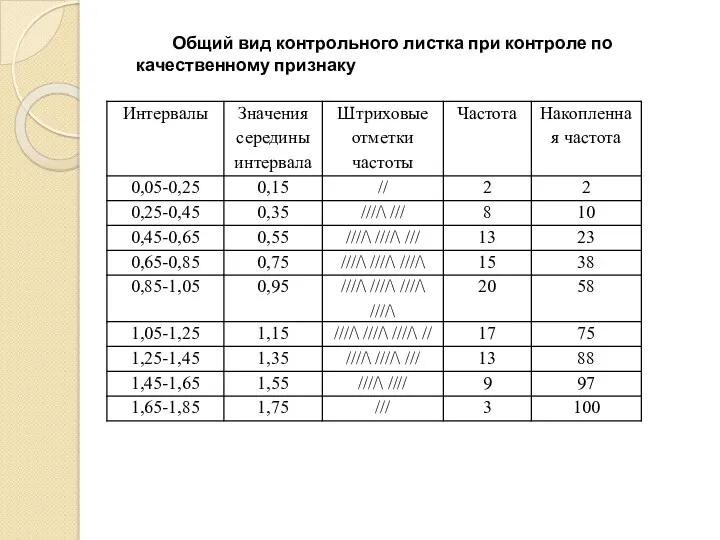
Общий вид контрольного листка при контроле по качественному признаку
Общий вид контрольного листка при контроле по качественному признаку

Причинно-следственная диаграмма (диаграмма Исикавы)
Причинно-следственная диаграмма (диаграмма Исикавы)
Причинно-следственная диаграмма (Cause and effect diagram) впервые появилась и стала использоваться
Причинно-следственная диаграмма (Cause and effect diagram) впервые появилась и стала использоваться
Построение диаграмм включает следующие этапы:
• выбор результативного показателя, характеризующего качество изделия
Построение диаграмм включает следующие этапы:
• выбор результативного показателя, характеризующего качество изделия

Принцип 4-5-6 М
Мen – люди;
Machine – оборудование;
Method – методы и технология;
Material – сырье и материалы.
Позже
Принцип 4-5-6 М
Мen – люди;
Machine – оборудование;
Method – методы и технология;
Material – сырье и материалы.
Позже

В сфере оказания услуг действует «принцип 5Р»
В сфере оказания услуг действует «принцип 5Р»
Этапы построения
• выбор результативного показателя, характеризующего качество изделия (процесса и т.
Этапы построения
• выбор результативного показателя, характеризующего качество изделия (процесса и т.
гистограммы
Гистограмма – это столбиковая диаграмма, в которой каждый столбик обозначает вероятность
гистограммы
Гистограмма – это столбиковая диаграмма, в которой каждый столбик обозначает вероятность
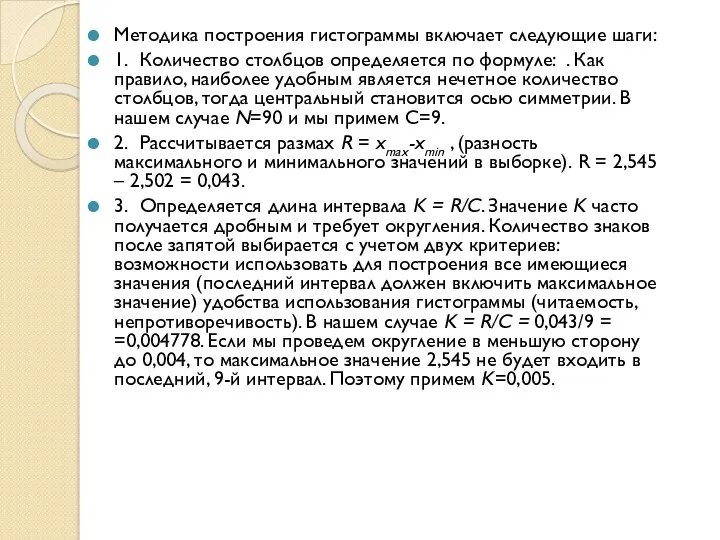
Методика построения гистограммы включает следующие шаги:
1. Количество столбцов определяется по формуле: .
Методика построения гистограммы включает следующие шаги:
1. Количество столбцов определяется по формуле: .
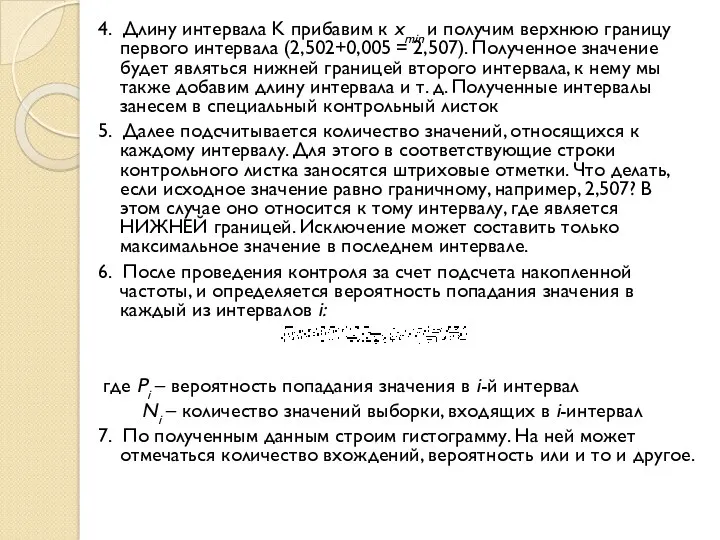
4. Длину интервала K прибавим к xmin и получим верхнюю границу первого интервала (2,502+0,005 = 2,507). Полученное
4. Длину интервала K прибавим к xmin и получим верхнюю границу первого интервала (2,502+0,005 = 2,507). Полученное
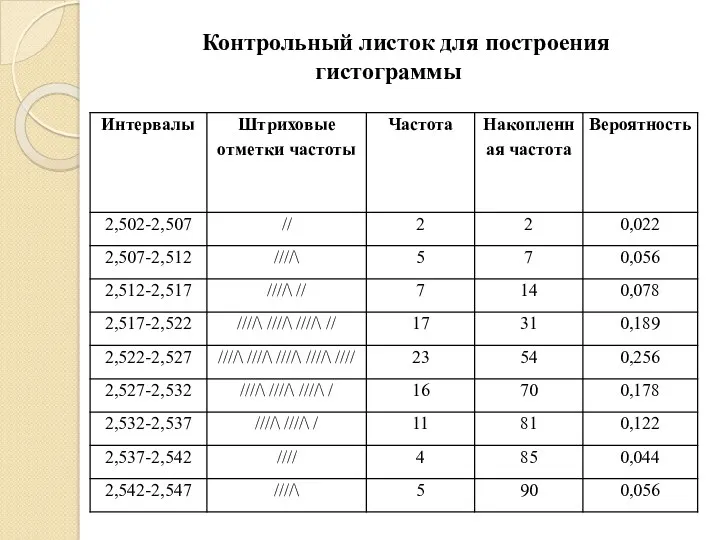
Контрольный листок для построения гистограммы
Контрольный листок для построения гистограммы
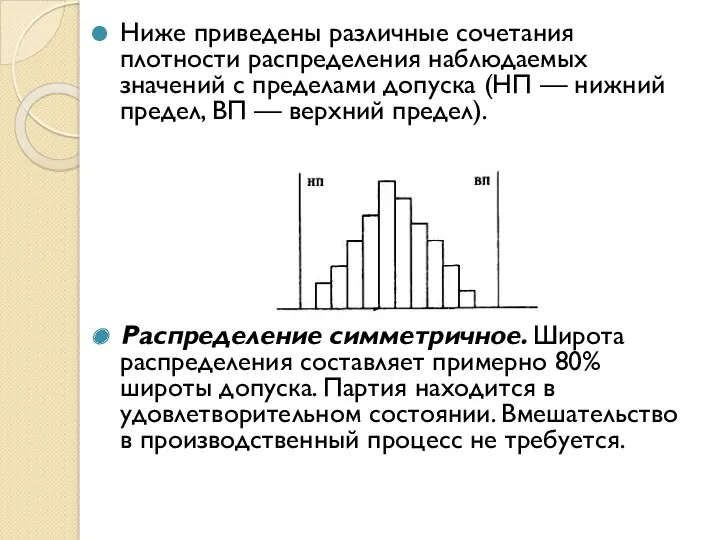
Ниже приведены различные сочетания плотности распределения наблюдаемых значений с пределами допуска
Ниже приведены различные сочетания плотности распределения наблюдаемых значений с пределами допуска
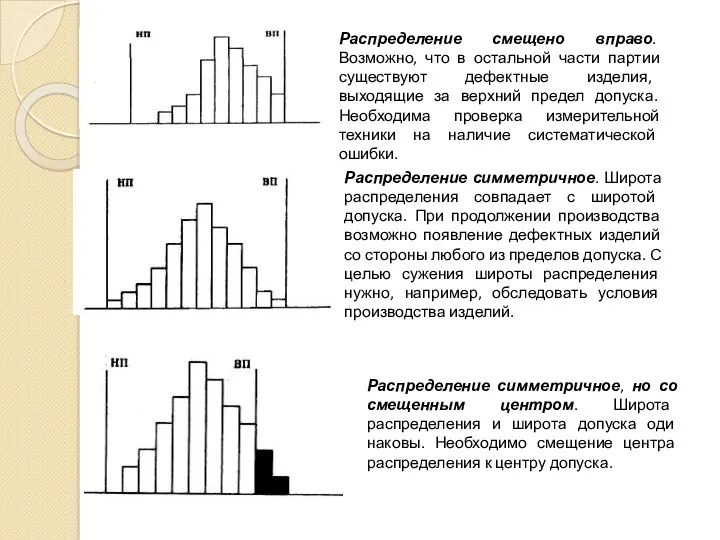
Распределение смещено вправо. Возможно, что в остальной части партии существуют дефектные
Распределение смещено вправо. Возможно, что в остальной части партии существуют дефектные
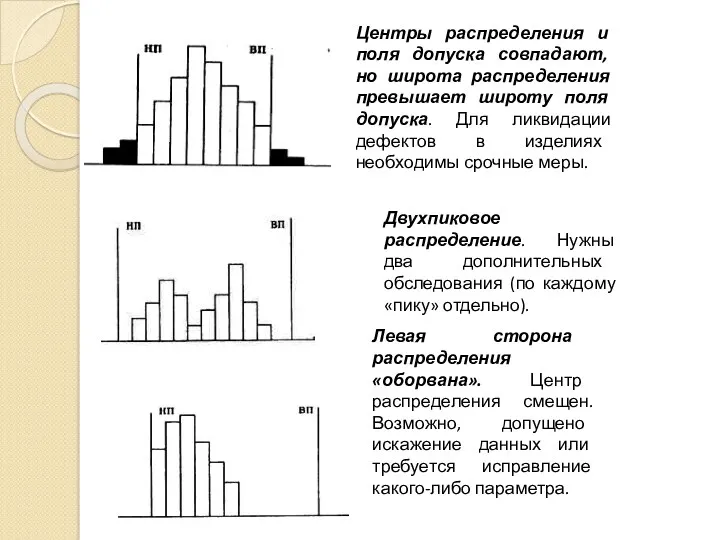
Центры распределения и поля допуска совпадают, но широта распределения превышает широту
Центры распределения и поля допуска совпадают, но широта распределения превышает широту
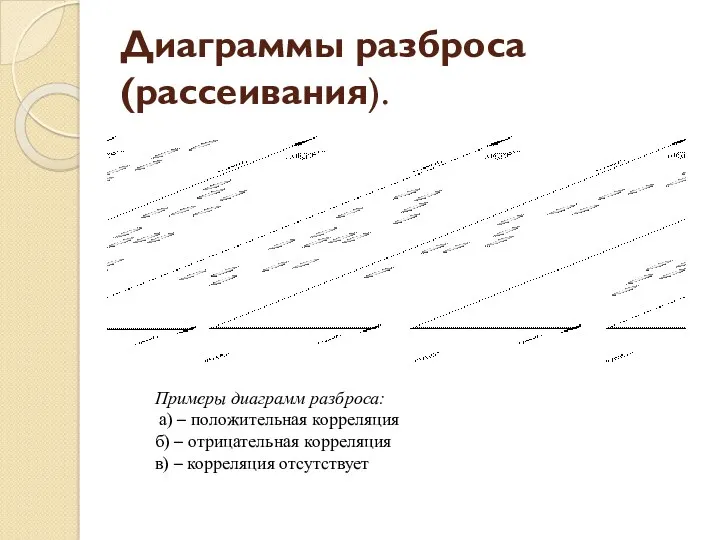
Диаграммы разброса (рассеивания).
Примеры диаграмм разброса:
а) – положительная корреляция
б) – отрицательная
Диаграммы разброса (рассеивания).
Примеры диаграмм разброса:
а) – положительная корреляция
б) – отрицательная
Диаграмма разброса (Scatter diagram - корреляционная диаграмма) строится как график зависимости
Диаграмма разброса (Scatter diagram - корреляционная диаграмма) строится как график зависимости
Стратификация (расслоение).
Стратификация - метод расслоения (послойный анализ - Stratification) применяют
Стратификация (расслоение).
Стратификация - метод расслоения (послойный анализ - Stratification) применяют
Диаграммы Парето. Зависимость 20/80 в управлении качеством
Итальянский математик Вильфредо Парето, исследуя
Диаграммы Парето. Зависимость 20/80 в управлении качеством
Итальянский математик Вильфредо Парето, исследуя
Число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством
Число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством
Результат исследования компанией «Ксерокс» причин потери своих клиентов. Диаграмма Парето по
Результат исследования компанией «Ксерокс» причин потери своих клиентов. Диаграмма Парето по
Примерный вид заполненного контрольного листка
Примерный вид заполненного контрольного листка
Отсортированные результаты исследования о типах дефектов
Отсортированные результаты исследования о типах дефектов
Часто при использовании диаграмм Парето применяют ABC-анализ. Расположив анализируемые факторы в
Часто при использовании диаграмм Парето применяют ABC-анализ. Расположив анализируемые факторы в
 Разработка программного обеспечения (Software Engineering) Ian Sommervillle. Требования к ПО: разработка требований
Разработка программного обеспечения (Software Engineering) Ian Sommervillle. Требования к ПО: разработка требований Организация труда персонала
Организация труда персонала Талаптарды басқару. Талаптармен жұмыс істеу реті
Талаптарды басқару. Талаптармен жұмыс істеу реті Организация системы управления в правоохранительных органах
Организация системы управления в правоохранительных органах Етичні аспекти управління організаційною поведінкою
Етичні аспекти управління організаційною поведінкою Совершенствование системы ротации персонала на предприятии (в организации)
Совершенствование системы ротации персонала на предприятии (в организации) Нормативно-методическое и документационное обеспечение системы управления персоналом
Нормативно-методическое и документационное обеспечение системы управления персоналом Теории лидерства
Теории лидерства Управління проектами
Управління проектами Business. Communication. Essentials. (Chapter 8.1)
Business. Communication. Essentials. (Chapter 8.1) Стратегии информационного поиска. Вовлечённость в работу персонала
Стратегии информационного поиска. Вовлечённость в работу персонала Внутренние корпоративные коммуникации
Внутренние корпоративные коммуникации Коммерческое предложение
Коммерческое предложение Индивидуальная фотография рабочего времени
Индивидуальная фотография рабочего времени Метод принятия решений Дельфи
Метод принятия решений Дельфи Управление качеством. Цикл Деминга, цикл Шухарта, PDCA, трилогия Джурана, шесть Сигм, Кайдзен. (Лекция 15)
Управление качеством. Цикл Деминга, цикл Шухарта, PDCA, трилогия Джурана, шесть Сигм, Кайдзен. (Лекция 15) Модель организационных изменений Курта Левина
Модель организационных изменений Курта Левина Ориентация на рынок при принятии решенияо выпуске новых товаров
Ориентация на рынок при принятии решенияо выпуске новых товаров Управление группой
Управление группой Управление технологическими процессами
Управление технологическими процессами Інноваційний менеджмент в підприємстві
Інноваційний менеджмент в підприємстві Управление конфликтами в организации
Управление конфликтами в организации Наставничество как современный механизм адаптации персонала
Наставничество как современный механизм адаптации персонала Навыки управления,
Навыки управления, Управление инновационными преобразованиями. Реинжиниринг и инновационные деловые процессы
Управление инновационными преобразованиями. Реинжиниринг и инновационные деловые процессы Персонал торгового предприятия, как объект управления
Персонал торгового предприятия, как объект управления ТОВ Солоденька
ТОВ Солоденька Семь раз отмерь, один раз слейся (3). Анализ сделки по приобретению Jaguar, Land Rover компанией Tata Motors
Семь раз отмерь, один раз слейся (3). Анализ сделки по приобретению Jaguar, Land Rover компанией Tata Motors