- Статистические методы

Содержание
- 2. Статистические методы играют определяющую роль в проведение деятельности по улучшению качества и позволяют организациям принимать решения
- 3. Статистические методы (СМ) начали использовать в промышленности в 20-е годы прошлого столетия. На дальнейшее развитие СМ
- 4. Кроме того ведущие позиции, которые смогла завоевать японская промышленность на мировом рынке в послевоенный период, главным
- 5. У нас в стране СМ начали получать распространение в 40-50-е гг. Но, несмотря на всемирную известность
- 6. В соответствии со стандартами ИСО серии 9000 в настоящее время СМ рассматриваются как высоко эффективные инструменты
- 7. На отечественных предприятиях, в основном, используется статистический выборочный контроль (85 %), 10 % - статистическое управление
- 8. Что бы принять решение о том, какие СМ необходимо использовать надо: во-первых, знать, что важность статистического
- 9. По степени трудности статистические методы управления качеством условно разделены на три основные группы: элементарные (простые), специальные
- 11. Среди простых (элементарных) статистических методов, названных так ввиду их сравнительной несложности, убедительности и доступности, наибольшее распространение
- 12. «7 основных методов» могут применяться в любой последовательности, в любом сочетании, в различных аналитических ситуациях. Их
- 14. Следуя данной схеме: С помощью контрольных карт оценивается характер отклонений параметров процесса от нормы. Затем с
- 15. 6) Оценку различных факторов, являющихся причиной появления брака, проводят с помощью АВС-анализа диаграмм Парето. 7) Если
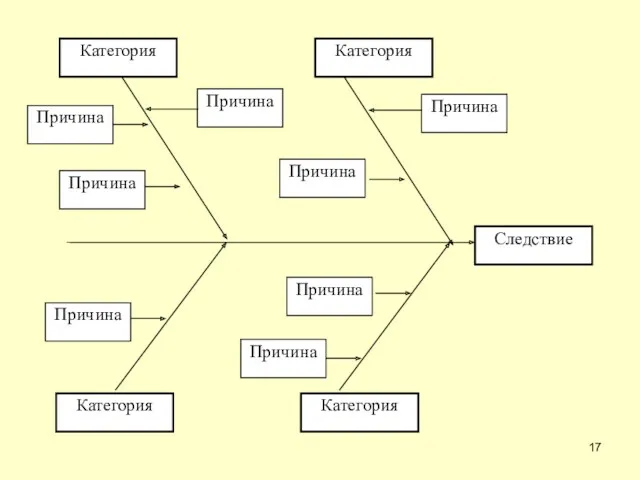
- 16. Причинно-следственная диаграмма часто называется: диаграммой Каоро Исикавы (по имени ее автора), диаграммой “причина - следствие”, диаграммой
- 17. Категория Категория Следствие Категория Категория Причина Причина Причина Причина Причина Причина Причина Причина
- 18. Все возможные причины классифицируются по принципу «5М»: Man (Человек) - причины, связанные с человеческим фактором; Machines
- 19. Средства измерения Условия труда Студенты Не соответствующая инфраструктура Болезнь Низкая посещаемость Низкая освещенность Сложные или несоответствующие
- 20. Диаграмма Исикава для определения проблем с дефектами продукции
- 21. Контрольный листок – это бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было
- 22. Контрольный листок для регистрации распределения измеряемого параметра
- 23. Контрольный листок для регистрации видов дефектов (причин пропусков занятий студентами)
- 24. Контрольный листок причин дефектов (пропуски занятий студентами)
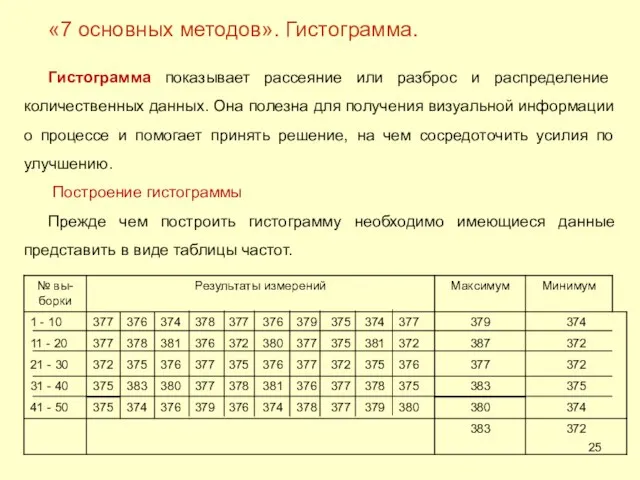
- 25. «7 основных методов». Гистограмма. Гистограмма показывает рассеяние или разброс и распределение количественных данных. Она полезна для
- 26. Далее нужно определить размах R = (наибольшее значение) - (наименьшее значение). Затем определяют число интервалов. Оно
- 27. Далее строим гистограмму. 370 372 374 376 378 380 382 384 0,20 20 0,15 15 0,10
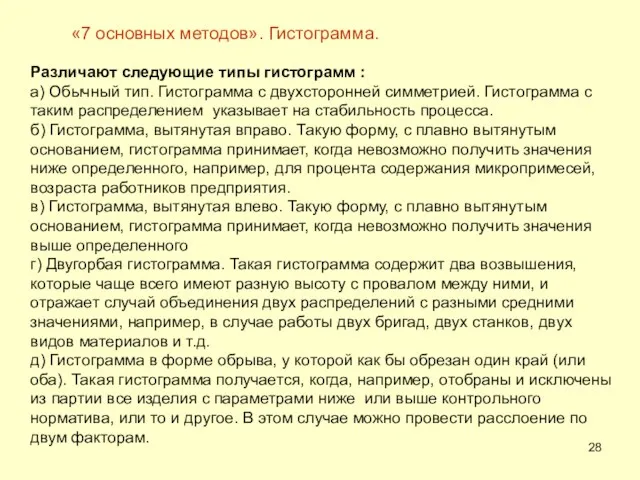
- 28. Различают следующие типы гистограмм : а) Обычный тип. Гистограмма с двухсторонней симметрией. Гистограмма с таким распределением
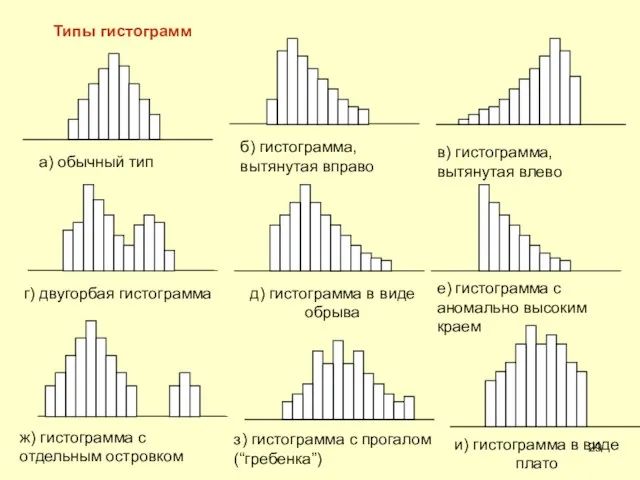
- 29. Типы гистограмм а) обычный тип б) гистограмма, вытянутая вправо в) гистограмма, вытянутая влево г) двугорбая гистограмма
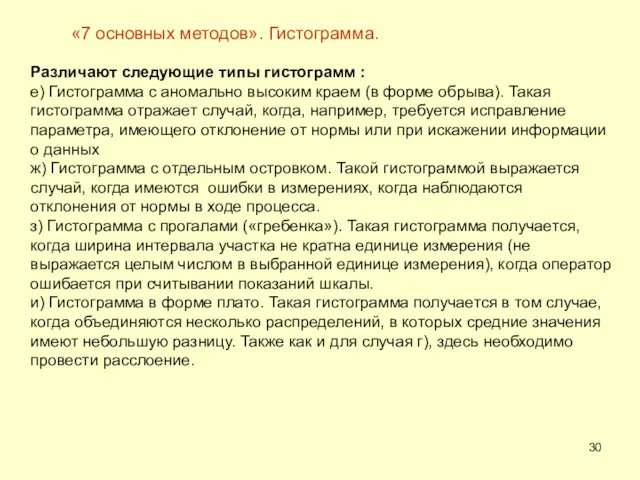
- 30. Различают следующие типы гистограмм : е) Гистограмма с аномально высоким краем (в форме обрыва). Такая гистограмма
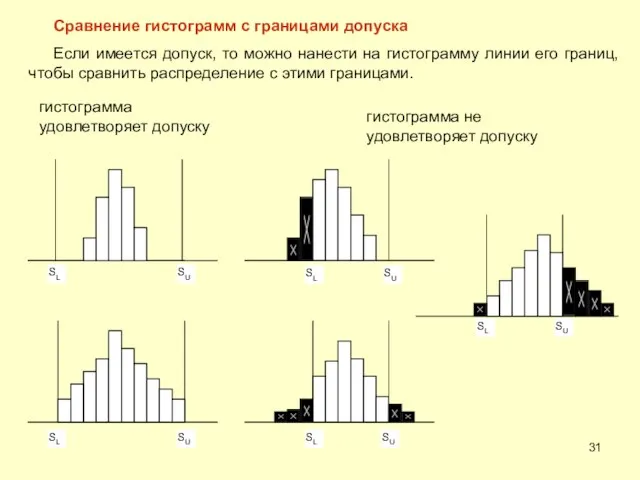
- 31. Сравнение гистограмм с границами допуска Если имеется допуск, то можно нанести на гистограмму линии его границ,
- 32. Парето получил формулу, показывающую, что блага распределяются неравномерно: в большинстве случаев наибольшая доля доходов или благ
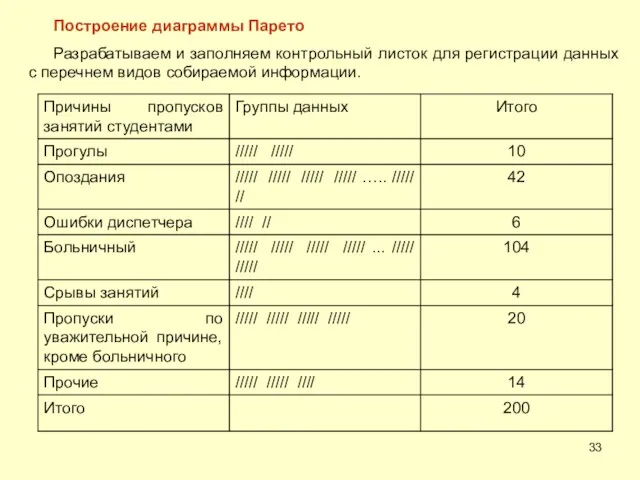
- 33. Построение диаграммы Парето Разрабатываем и заполняем контрольный листок для регистрации данных с перечнем видов собираемой информации.
- 34. Разрабатывается бланк таблицы для проверок данных, в котором должны быть предусмотрены графы для итогов по каждому
- 35. Строится диаграмма Парето . Для этого начертим одну горизонтальную и две вертикальные оси. 1. Вертикальные оси:
- 36. Диаграмма Парето по причинам пропусков занятий студентами
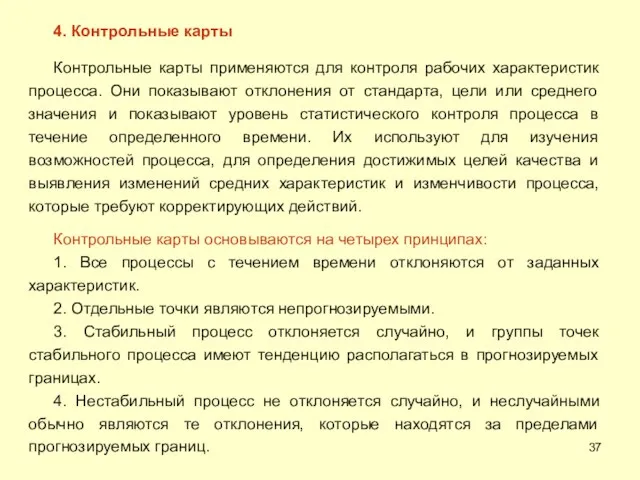
- 37. 4. Контрольные карты Контрольные карты применяются для контроля рабочих характеристик процесса. Они показывают отклонения от стандарта,
- 38. Верхняя контрольная граница Центральная линия Нижняя контрольная граница Контрольная карта для управляемого состояния (стабильного процесса) Контрольная
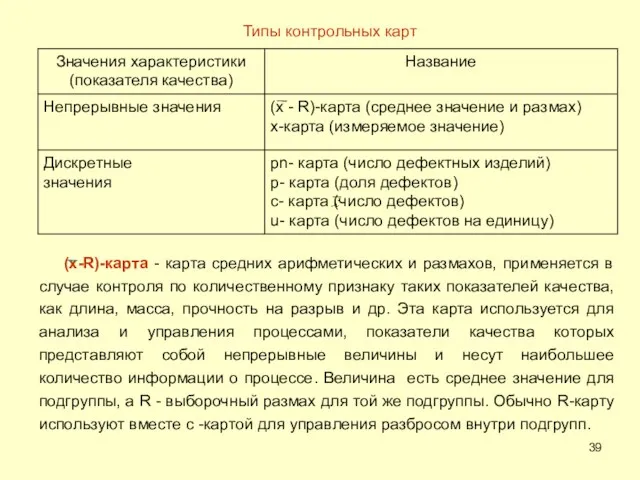
- 39. Типы контрольных карт (х-R)-карта - карта средних арифметических и размахов, применяется в случае контроля по количественному
- 40. x-карта - карта индивидуальных значений (x)- применяется для обнаружения незамеченных факторов или в случае, когда за
- 41. p-карта - карта доли дефектной продукции (p) - применяется для контроля качества по определению доли дефектных
- 42. Алгоритм выбора контрольных карт Наиболее чувствительные контрольные карты для анализа данных Примените X-S карту
- 43. Формулы для расчёта границ контрольных карт
- 44. Формулы для расчёта границ контрольных карт
- 45. Построение ( х- R) – карты Таблица данных Среднее
- 46. n=5 50 UCL = 45,59 40 30 CL = 29,86 20 LCL = 14,03 60 UCL
- 47. Чтение контрольных карт Контролируемое состояние процесса - это такое состояние, когда процесс стабилен, а его среднее
- 48. 3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую, говорят, что имеет место тренд.
- 49. 5. Приближение к центральной линии. Когда большинство точек концентрируется внутри центральных полуторасигмовых линий, делящих пополам расстояние
- 50. Диаграммы разброса - это простой графический метод изучения зависимости между двумя видами связанных данных. Диаграмма разброса
- 51. n = 30 • r = 0.6 n = 30 • r = 0.9 Положительная корреляция
- 53. Скачать презентацию
Статистические методы играют определяющую роль в проведение деятельности по улучшению качества
Статистические методы играют определяющую роль в проведение деятельности по улучшению качества
Статистические методы (СМ) начали использовать в промышленности в 20-е годы прошлого
Статистические методы (СМ) начали использовать в промышленности в 20-е годы прошлого
Кроме того ведущие позиции, которые смогла завоевать японская промышленность на мировом
Кроме того ведущие позиции, которые смогла завоевать японская промышленность на мировом
У нас в стране СМ начали получать распространение в 40-50-е гг.
У нас в стране СМ начали получать распространение в 40-50-е гг.
В соответствии со стандартами ИСО серии 9000 в настоящее время СМ рассматриваются
В соответствии со стандартами ИСО серии 9000 в настоящее время СМ рассматриваются

На отечественных предприятиях, в основном, используется статистический выборочный контроль (85 %),
На отечественных предприятиях, в основном, используется статистический выборочный контроль (85 %),
Что бы принять решение о том, какие СМ необходимо использовать надо:
Что бы принять решение о том, какие СМ необходимо использовать надо:
По степени трудности статистические методы управления качеством условно разделены на три
По степени трудности статистические методы управления качеством условно разделены на три

Среди простых (элементарных) статистических методов, названных так ввиду их сравнительной несложности,
Среди простых (элементарных) статистических методов, названных так ввиду их сравнительной несложности,
«7 основных методов» могут применяться в любой последовательности, в любом
«7 основных методов» могут применяться в любой последовательности, в любом
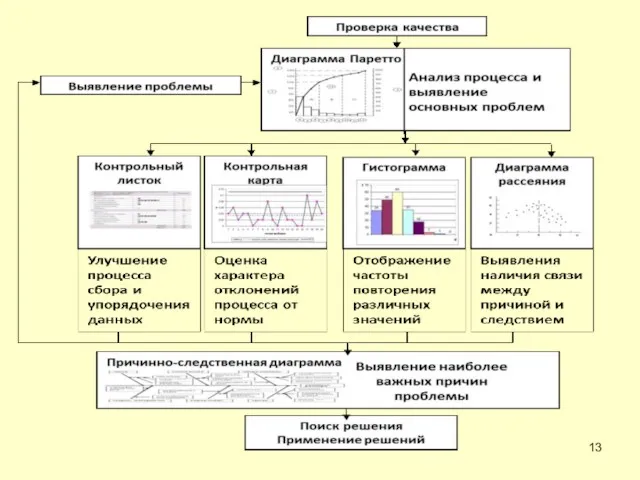
Следуя данной схеме:
С помощью контрольных карт оценивается характер отклонений параметров
Следуя данной схеме:
С помощью контрольных карт оценивается характер отклонений параметров
6) Оценку различных факторов, являющихся причиной появления брака, проводят с помощью
6) Оценку различных факторов, являющихся причиной появления брака, проводят с помощью
Причинно-следственная диаграмма часто называется: диаграммой Каоро Исикавы (по имени ее автора),
Категория
Категория
Следствие
Категория
Категория
Причина
Причина
Причина
Причина
Причина
Причина
Причина
Причина
Категория
Категория
Следствие
Категория
Категория
Причина
Причина
Причина
Причина
Причина
Причина
Причина
Причина
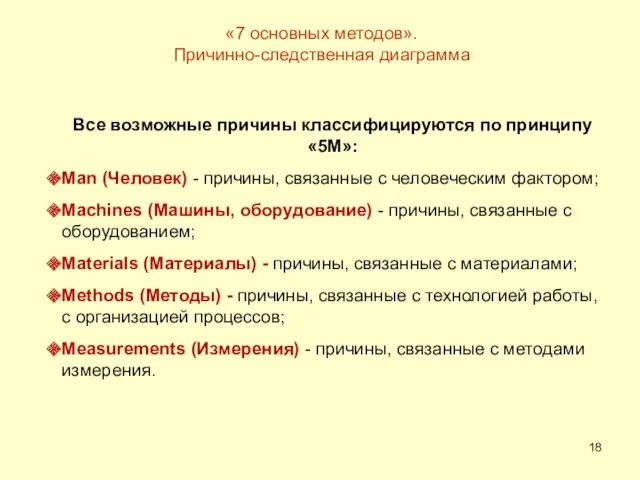
Все возможные причины классифицируются по принципу «5М»:
Man (Человек) - причины,
Все возможные причины классифицируются по принципу «5М»:
Man (Человек) - причины,

Средства измерения
Условия
труда
Студенты
Не соответствующая инфраструктура
Болезнь
Низкая посещаемость
Низкая освещенность
Сложные или несоответствующие программе экзаменационные билеты
Низкая
Средства измерения
Условия
труда
Студенты
Не соответствующая инфраструктура
Болезнь
Низкая посещаемость
Низкая освещенность
Сложные или несоответствующие программе экзаменационные билеты
Низкая

Диаграмма Исикава для определения проблем с дефектами продукции
Диаграмма Исикава для определения проблем с дефектами продукции
Контрольный листок – это бланк, на котором заранее напечатаны контролируемые параметры,
Контрольный листок – это бланк, на котором заранее напечатаны контролируемые параметры,

Контрольный листок для регистрации распределения измеряемого параметра
Контрольный листок для регистрации распределения измеряемого параметра
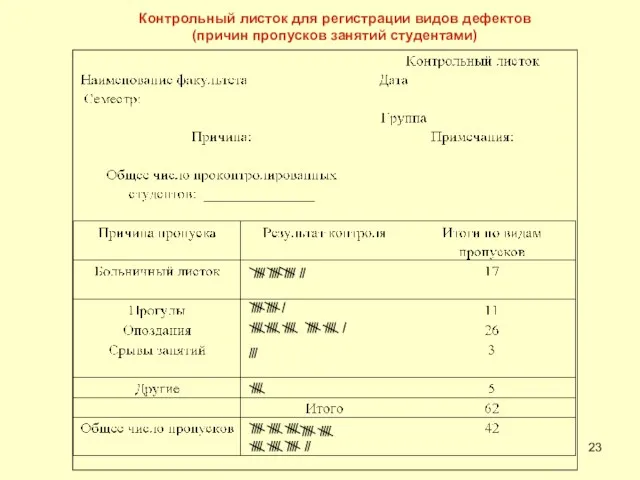
Контрольный листок для регистрации видов дефектов
(причин пропусков занятий студентами)
Контрольный листок для регистрации видов дефектов
(причин пропусков занятий студентами)

Контрольный листок причин дефектов (пропуски занятий студентами)
Контрольный листок причин дефектов (пропуски занятий студентами)
«7 основных методов». Гистограмма.
Гистограмма показывает рассеяние или разброс и распределение количественных
«7 основных методов». Гистограмма.
Гистограмма показывает рассеяние или разброс и распределение количественных
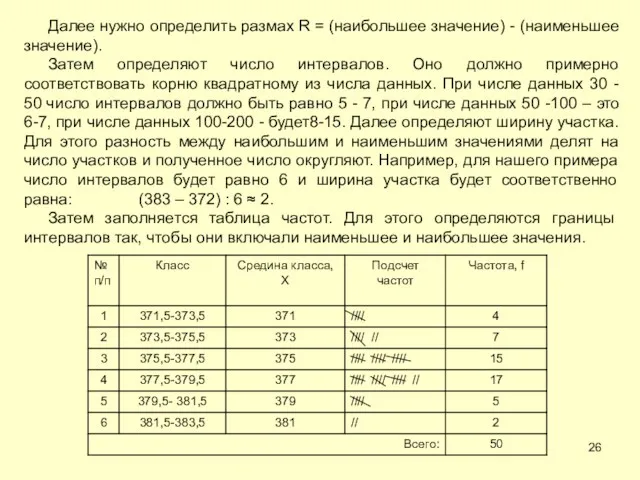
Далее нужно определить размах R = (наибольшее значение) - (наименьшее значение).
Далее нужно определить размах R = (наибольшее значение) - (наименьшее значение).
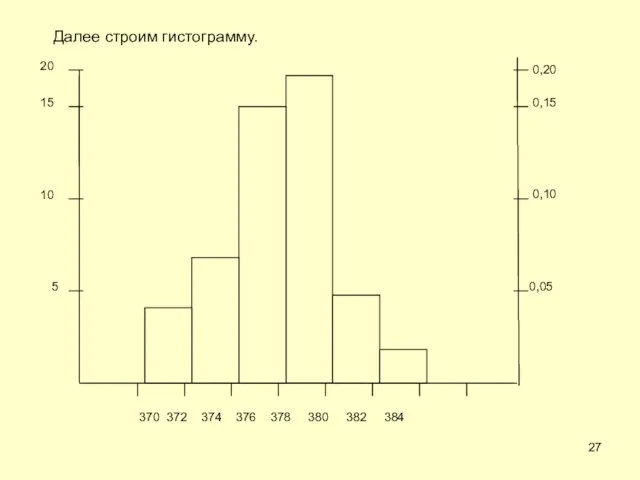
Далее строим гистограмму.
370 372 374 376 378 380 382 384
Далее строим гистограмму.
370 372 374 376 378 380 382 384
Различают следующие типы гистограмм :
а) Обычный тип. Гистограмма с двухсторонней симметрией.
Различают следующие типы гистограмм :
а) Обычный тип. Гистограмма с двухсторонней симметрией.
Типы гистограмм
а) обычный тип
б) гистограмма, вытянутая вправо
в) гистограмма, вытянутая
Типы гистограмм
а) обычный тип
б) гистограмма, вытянутая вправо
в) гистограмма, вытянутая
Различают следующие типы гистограмм :
е) Гистограмма с аномально высоким краем (в
Различают следующие типы гистограмм :
е) Гистограмма с аномально высоким краем (в
Сравнение гистограмм с границами допуска
Если имеется допуск, то можно нанести на
Сравнение гистограмм с границами допуска
Если имеется допуск, то можно нанести на
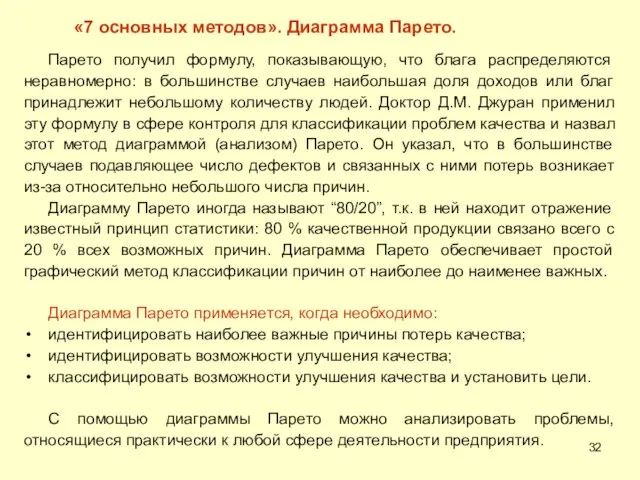
Парето получил формулу, показывающую, что блага распределяются неравномерно: в большинстве случаев
Парето получил формулу, показывающую, что блага распределяются неравномерно: в большинстве случаев
Построение диаграммы Парето
Разрабатываем и заполняем контрольный листок для регистрации данных с
Построение диаграммы Парето
Разрабатываем и заполняем контрольный листок для регистрации данных с
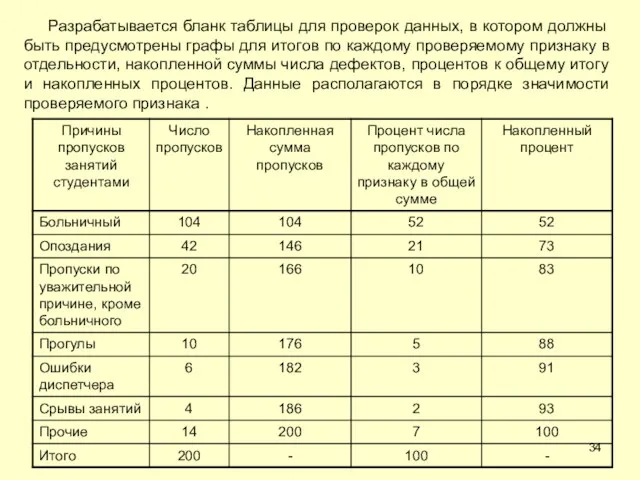
Разрабатывается бланк таблицы для проверок данных, в котором должны быть предусмотрены
Разрабатывается бланк таблицы для проверок данных, в котором должны быть предусмотрены
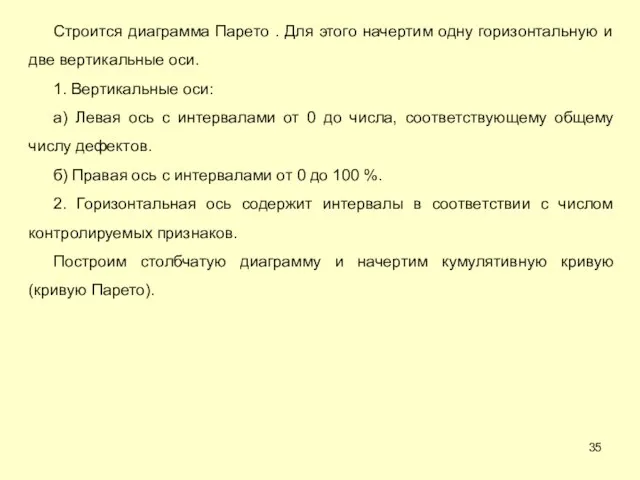
Строится диаграмма Парето . Для этого начертим одну горизонтальную и две
Строится диаграмма Парето . Для этого начертим одну горизонтальную и две

Диаграмма Парето по причинам пропусков занятий студентами
Диаграмма Парето по причинам пропусков занятий студентами
4. Контрольные карты
Контрольные карты применяются для контроля рабочих характеристик процесса. Они
4. Контрольные карты
Контрольные карты применяются для контроля рабочих характеристик процесса. Они
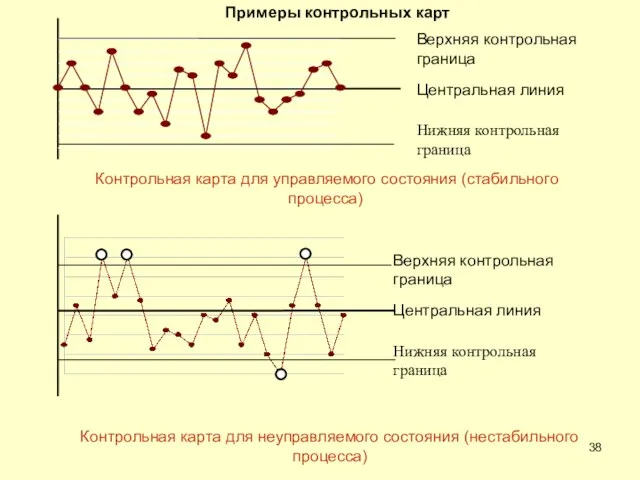
Верхняя контрольная граница
Центральная линия
Нижняя контрольная граница
Контрольная карта для управляемого состояния (стабильного
Верхняя контрольная граница
Центральная линия
Нижняя контрольная граница
Контрольная карта для управляемого состояния (стабильного
Типы контрольных карт
(х-R)-карта - карта средних арифметических и размахов, применяется в
Типы контрольных карт
(х-R)-карта - карта средних арифметических и размахов, применяется в
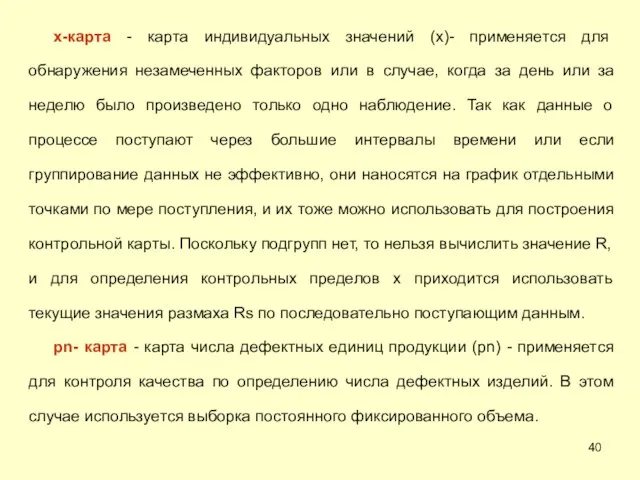
x-карта - карта индивидуальных значений (x)- применяется для обнаружения незамеченных факторов
x-карта - карта индивидуальных значений (x)- применяется для обнаружения незамеченных факторов
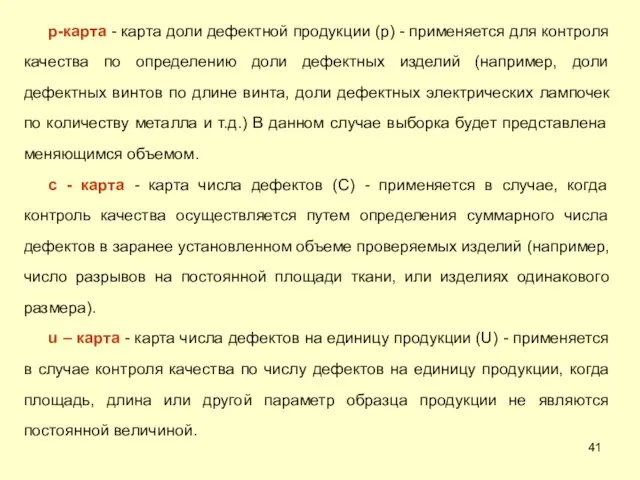
p-карта - карта доли дефектной продукции (p) - применяется для контроля
p-карта - карта доли дефектной продукции (p) - применяется для контроля
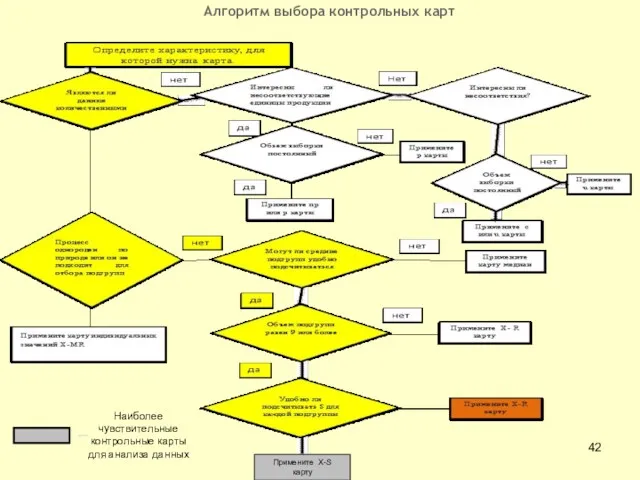
Алгоритм выбора контрольных карт
Наиболее чувствительные контрольные карты для анализа данных
Примените X-S
Алгоритм выбора контрольных карт
Наиболее чувствительные контрольные карты для анализа данных
Примените X-S
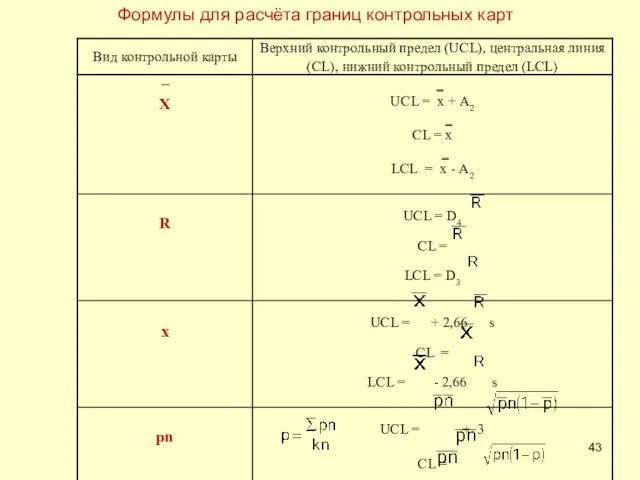
Формулы для расчёта границ контрольных карт
Формулы для расчёта границ контрольных карт
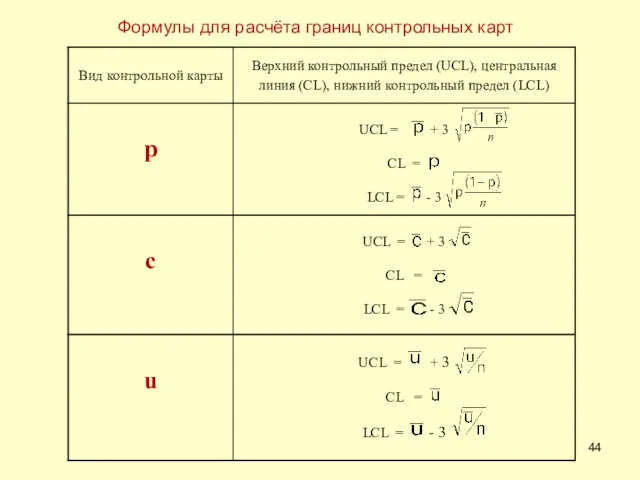
Формулы для расчёта границ контрольных карт
Формулы для расчёта границ контрольных карт
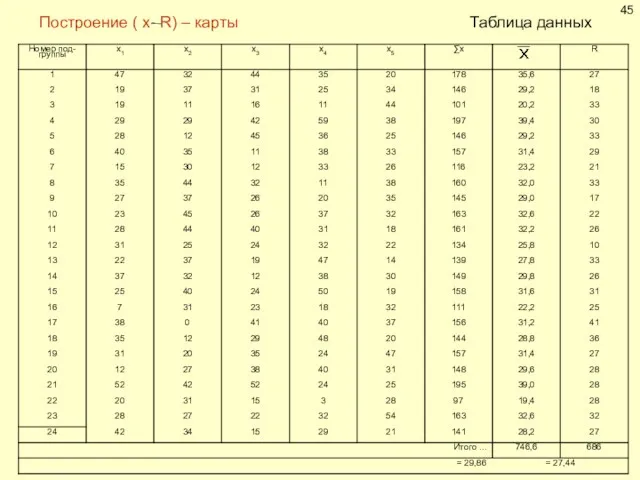
Построение ( х- R) – карты Таблица данных
Среднее
Построение ( х- R) – карты Таблица данных
Среднее
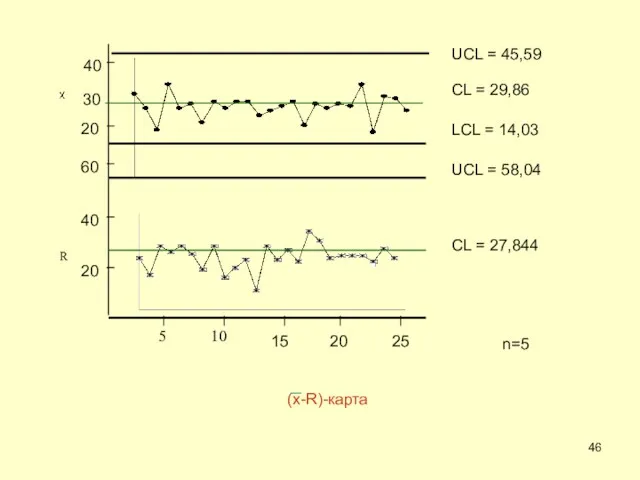
n=5
50
UCL = 45,59
40
30
CL = 29,86
20
LCL = 14,03
60
UCL = 58,04
40
R
CL = 27,844
20
25
20
15
10
5
(х-R)-карта
n=5
50
UCL = 45,59
40
30
CL = 29,86
20
LCL = 14,03
60
UCL = 58,04
40
R
CL = 27,844
20
25
20
15
10
5
(х-R)-карта
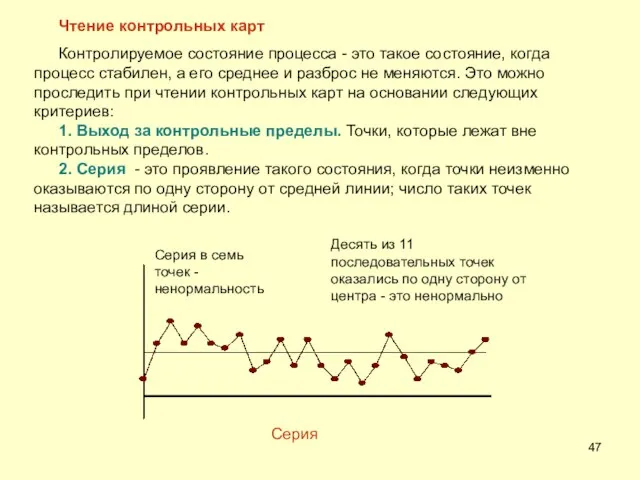
Чтение контрольных карт
Контролируемое состояние процесса - это такое состояние, когда процесс
Чтение контрольных карт
Контролируемое состояние процесса - это такое состояние, когда процесс
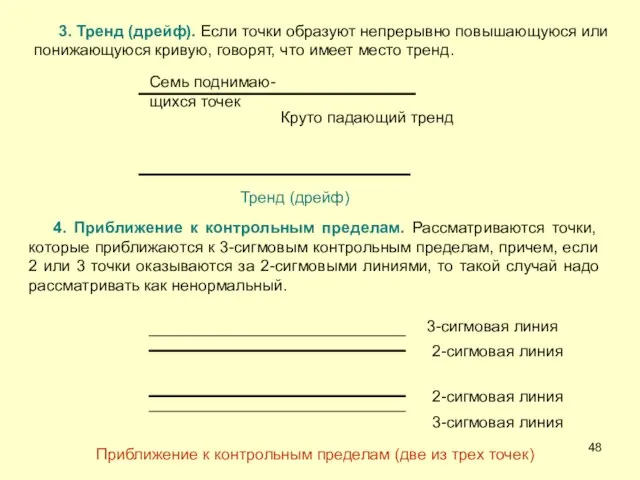
3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую,
3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или понижающуюся кривую,
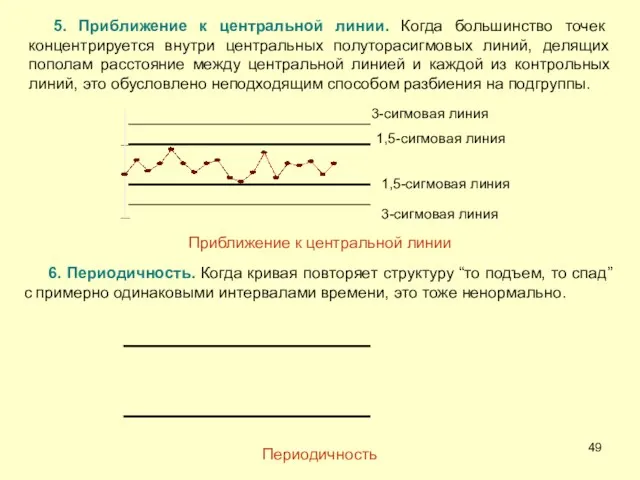
5. Приближение к центральной линии. Когда большинство точек концентрируется внутри центральных
5. Приближение к центральной линии. Когда большинство точек концентрируется внутри центральных
Диаграммы разброса - это простой графический метод изучения зависимости между двумя
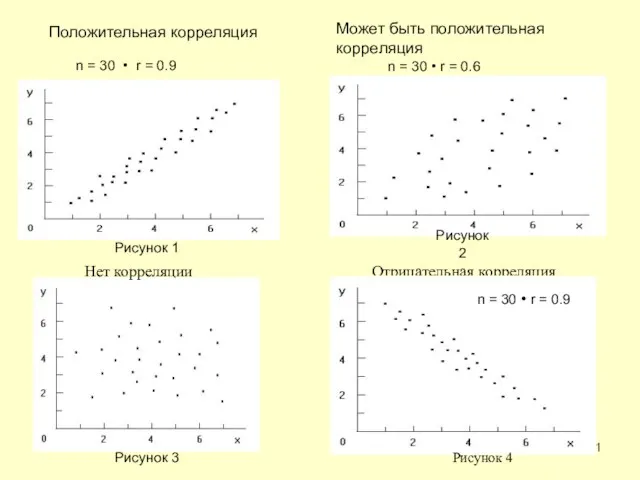
n = 30 • r = 0.6
n = 30 • r
n = 30 • r = 0.6
n = 30 • r
 Риск-менеджмент
Риск-менеджмент Научная организация труда, её основные задачи и направления
Научная организация труда, её основные задачи и направления Как создать команду мечты
Как создать команду мечты Структурная декомпозиция работ проекта
Структурная декомпозиция работ проекта Сапалы медициналық қызмет көрсетуде сапс менеджмент жүйесінiң орны
Сапалы медициналық қызмет көрсетуде сапс менеджмент жүйесінiң орны Персонал як об’єкт менеджменту
Персонал як об’єкт менеджменту How to use the scores achieved by university graduates under CEPAS as reference in hiring the right employees
How to use the scores achieved by university graduates under CEPAS as reference in hiring the right employees Основы научной организации труда в органах внутренних дел
Основы научной организации труда в органах внутренних дел Схема доставки карты Халва
Схема доставки карты Халва Стратегическое планирование
Стратегическое планирование Документ и его место в системе управления
Документ и его место в системе управления Монетный двор. Набор на работу
Монетный двор. Набор на работу Управление группой. Взаимодействие человека и группы
Управление группой. Взаимодействие человека и группы 1C:Управление торговлей и взаимоотношениями с клиентами
1C:Управление торговлей и взаимоотношениями с клиентами Управление техническими системами. Особенности состояния и развития автомобильного транспорта. Лекция 1
Управление техническими системами. Особенности состояния и развития автомобильного транспорта. Лекция 1 Принципы решения неструктурированных проблем
Принципы решения неструктурированных проблем Регулярные и чартерные рейсы (туризм)
Регулярные и чартерные рейсы (туризм) Менеджмент в России. Особенности
Менеджмент в России. Особенности Глобальная производственная система GMS, система бережливого производства
Глобальная производственная система GMS, система бережливого производства Личностные качества руководителя
Личностные качества руководителя 1С:Аренда и управление недвижимостью
1С:Аренда и управление недвижимостью Рекрутирование. Привлечение новых партнеров. Продажа себя и своего предложения
Рекрутирование. Привлечение новых партнеров. Продажа себя и своего предложения Принятие решений
Принятие решений Совершенствование системы ротации персонала на предприятии (в организации)
Совершенствование системы ротации персонала на предприятии (в организации) Коммерческое предложение. Кадровый центр Сотрудничество. Быстрый качественный подбор персонала
Коммерческое предложение. Кадровый центр Сотрудничество. Быстрый качественный подбор персонала Совершенствование процесса подбора и найма персонала
Совершенствование процесса подбора и найма персонала Winter’s Project managers application
Winter’s Project managers application Мотивация и стимулирование. Три закона мотивации
Мотивация и стимулирование. Три закона мотивации