- Глобальная производственная система GMS, система бережливого производства

Содержание
- 2. 2 GMS Глобальная Производственная Система - это система бережливого производства, т.е. система, максимально эффективно использующая имеющиеся
- 3. GM-GMS включает в себя: - требования к организации бережливого производства; описание процессов, методов и инструментов бережливого
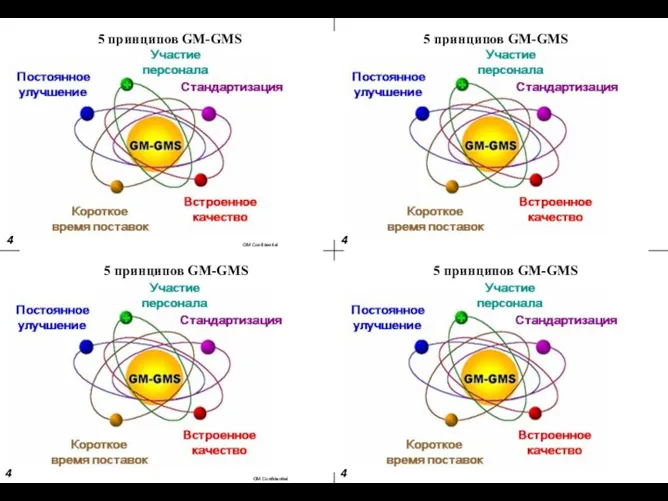
- 4. 4 5 принципов GM-GMS 4 5 принципов GM-GMS 4 5 принципов GM-GMS 4 5 принципов GM-GMS
- 5. 5 Участие персонала Наша компания считает сотрудников своим наиболее ценным ресурсом и создает среду, способствующую активному
- 6. 6 Участие персонала Что такое Культурные элементы? Это Цели GM, Миссия GM-AVTOVAZ, Ценности GM-AVTOVAZ. Культурные элементы
- 7. 7 Участие персонала 7 Участие персонала 7 Участие персонала 7 Участие персонала ЦЕЛИ GM Наши покупатели
- 8. 8 Участие персонала Миссия GM-AVTOVAZ Миссия – это цель GM-AVTOVAZ 8 Участие персонала Каждому покупателю -
- 9. 9 Участие персонала Участие персонала 9 9 Участие персонала Участие персонала Ценности («ожидаемое поведение работников») 9
- 10. Участие персонала Как Культурные элементы связаны с BPD? Цели, Миссия, Ценности отражены в конкретных методах и
- 11. 11 Участие персонала LWD – Инцидент с потерей рабочего дня FAI – Инцидент с оказанием первой
- 12. 12 Участие персонала Каким образом обеспечить безопасность в работе? Следовать инструкциям по охране труда; Работать стандартизировано,
- 13. 13 Участие персонала Не входить на производственные площади без средств защиты (спецобувь, защита часов и колец).
- 14. 14 Участие персонала Где отражена Политика завода в области охраны окружающей среды? Смотри в холле предприятия
- 15. 15 Участие персонала Что такое опасные материалы? 1.Вещества и материалы, приносящие вред здоровью работника. Напр. спирт,
- 16. 16 Участие персонала Что такое Оценка риска и Оценка эргономики? Оценка риска - процесс оценивания факторов
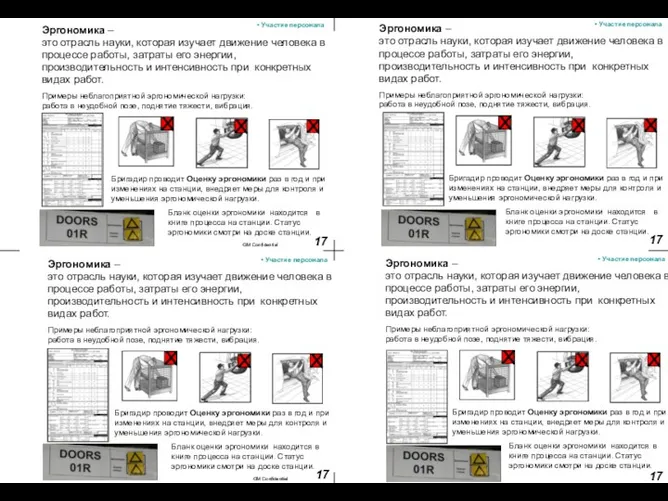
- 17. 17 Участие персонала Эргономика – это отрасль науки, которая изучает движение человека в процессе работы, затраты
- 18. Участие персонала Что такое компетенция? Это качество человека, необходимое для эффективной работы в конкретной должности. 18
- 19. Участие персонала 19 Компетенции работников ЗАО «Джи-ЭМ АВТОВАЗ» Компетенции оператора Компетенции бригадира Компетенции мастера Компетенции начальника
- 20. Участие персонала Как Компания способствует развитию работников? 20 В процессе оценки трудовой деятельности каждому работнику ставятся
- 21. Участие персонала 21 Аудиторное обучение Каскадное обучение Каковы базовые тренинги по GM-GMS? Обзор GM-GMS Культурные элементы
- 22. Участие персонала Что такое Команда? 22 Команда – это группа людей, объединенная общими целями и совместно
- 23. Участие персонала Участие персонала 23 23 Участие персонала Как выполняется обучение на рабочем месте производственного персонала?
- 24. 47 Каким образом работник обучается стандартизированному выполнению операции? Обучение на основе SOS&JES. 4 этапа обучения: -
- 25. 48 Как присваиваются четверти в графике профмастерства? Начало обучения. Первая четверть закрашивается, если работник знает стандартную
- 26. 49 Работает самостоятельно. Может работать безопасно, качественно, в такт. Третья четверть закрашивается, если работник допущен к
- 27. Участие персонала Как работники получают информацию о деятельности Компании? Общезаводское собрание, Газета и информационные листы, Диагональный
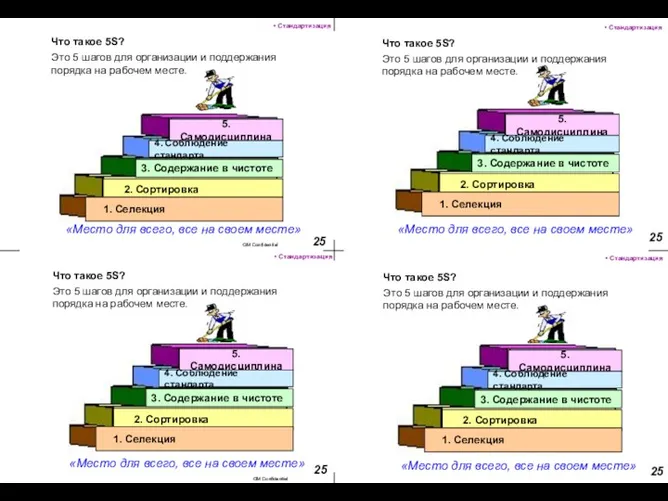
- 28. Стандартизация Что такое 5S? Это 5 шагов для организации и поддержания порядка на рабочем месте. «Место
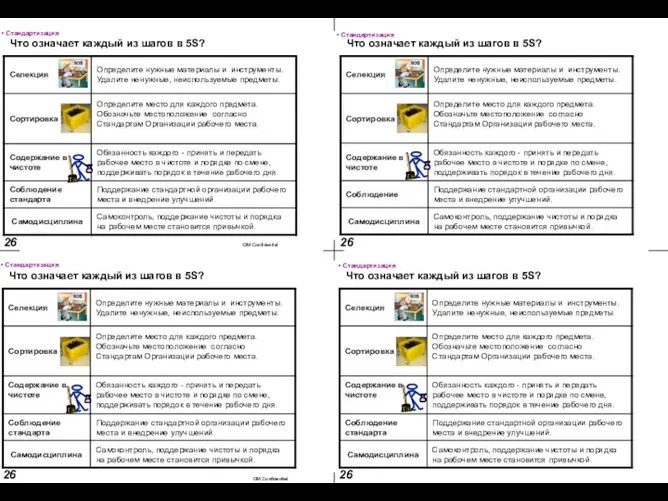
- 29. 26 Что означает каждый из шагов в 5S? Стандартизация 26 Что означает каждый из шагов в
- 30. Стандартизация 27 Как 5S помогает устранять потери? экономия времени на поиск инструмента, уменьшение затрат на ремонт,
- 31. 28 Стандартизация Как удалить неиспользуемые предметы со станции? С помощью процесса Красная бирка. Где используется 5S?
- 32. Стандартизация Где находятся Стандарты Организации Рабочего места? На доске линии. Кто может вносить изменения в Стандарты
- 33. Стандартизация Каковы действия при обнаружении брака? Оператор при помощи системы Andon вызывает бригадира. Бригадир изолирует бракованную
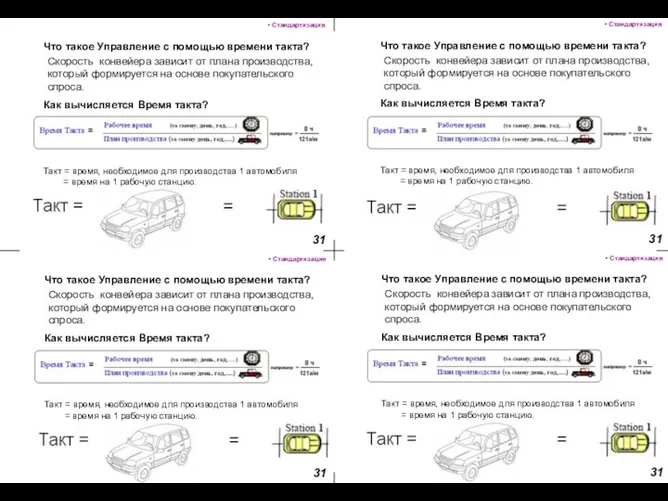
- 34. Стандартизация Что такое Управление с помощью времени такта? Скорость конвейера зависит от плана производства, который формируется
- 35. Где можно посмотреть Время такта, Реальное Время такта и Время цикла? Смотри эти показатели в каждом
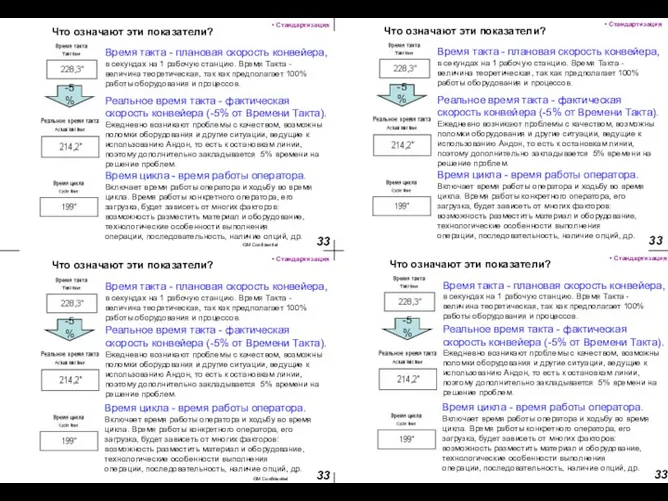
- 36. Стандартизация 33 Время такта - плановая скорость конвейера, в секундах на 1 рабочую станцию. Время Такта
- 37. Что такое Стандартизированная работа? Задокументированный и на данный момент наилучший способ безопасного и эффективного выполнения работы,
- 38. Стандартизация 35 Где описана Стандартизированная работа? Лист Стандартной Операции (SOS) Описывает цикл работы оператора. Описывает подробно
- 39. 36 Стандартизация Где описана нецикличная Стандартизированная работа? Для нецикличной работы (т.е. работы не привязанной ко времени
- 40. Стандартизация 37 Что означают символы в SOS&JES? Проверка качества. Символ Проверка качества означает, что оператор выполняет
- 41. Стандартизация Какая информация содержится в SOS? 38 Стандартизация Место выполнения Название операции Название и последовательность элементов
- 42. Стандартизация Какая информация содержится в JES? Место выполнения Название элемента Основной шаг - "Что делать?” -
- 43. 40 Стандартизация Что такое полезная и бесполезная работа? Время работы оператора (Время цикла) включает в себя
- 44. Стандартизация Где в SOS отражена полезная и бесполезная работа? 41 Стандартизация Где в SOS отражена полезная
- 45. 42 Стандартизация Каков процесс изменения документации по Стандартизированной работе – SOS&JES? Любой работник, в том числе
- 46. Стандартизация Каким образом определяется время работы оператора? Проводятся замеры времени. В SOS&JES закладывается наименьшее повторяющееся время.
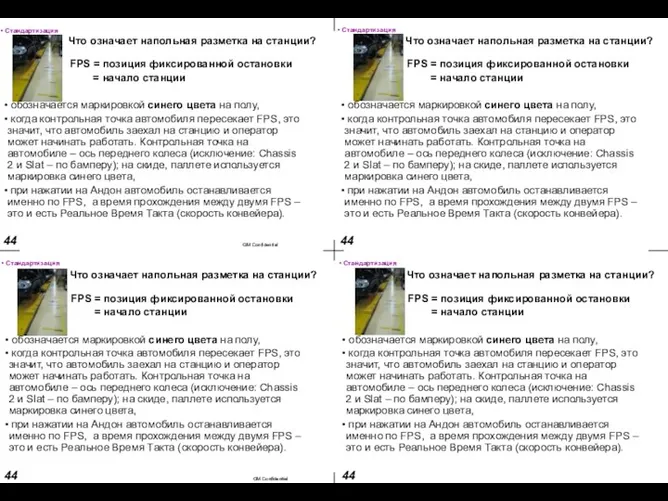
- 47. 44 Стандартизация Что означает напольная разметка на станции? FPS = позиция фиксированной остановки = начало станции
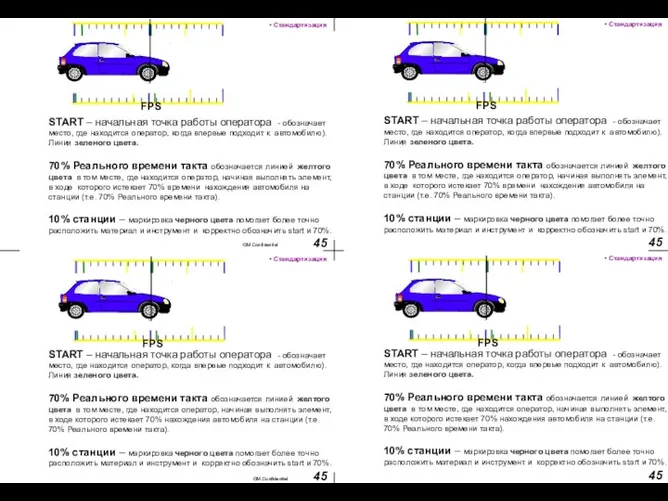
- 48. 45 START – начальная точка работы оператора - обозначает место, где находится оператор, когда впервые подходит
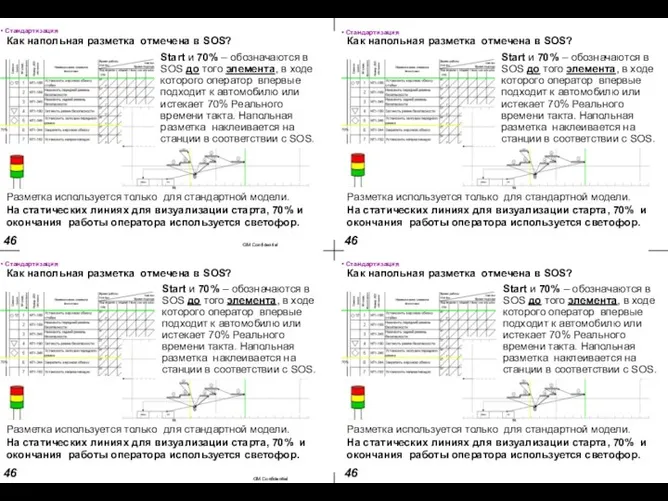
- 49. 46 Стандартизация Как напольная разметка отмечена в SOS? Разметка используется только для стандартной модели. На статических
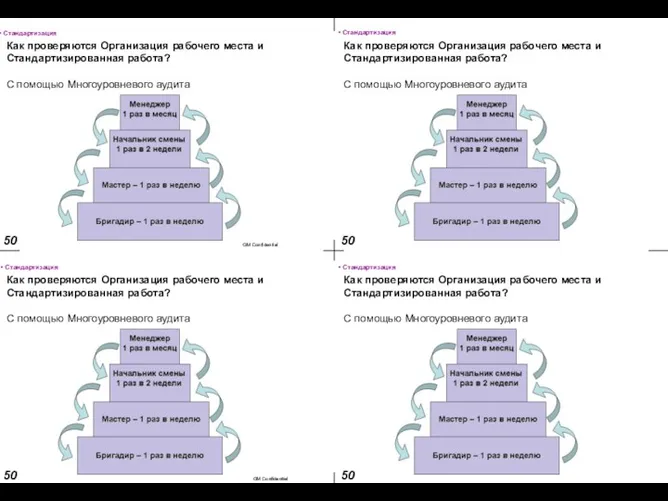
- 50. Стандартизация Как проверяются Организация рабочего места и Стандартизированная работа? С помощью Многоуровневого аудита 50 Стандартизация Как
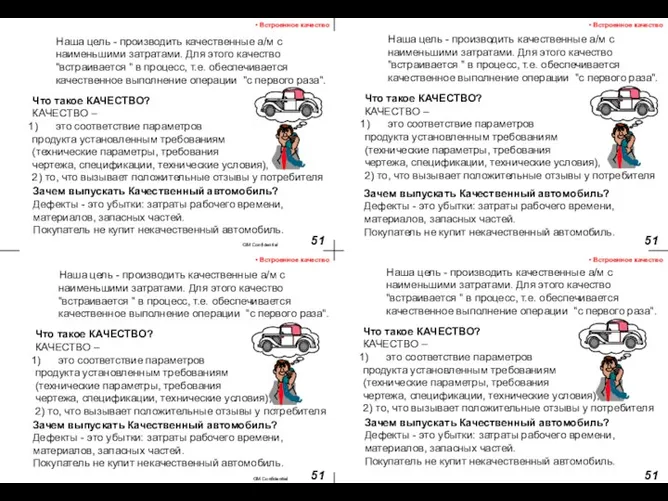
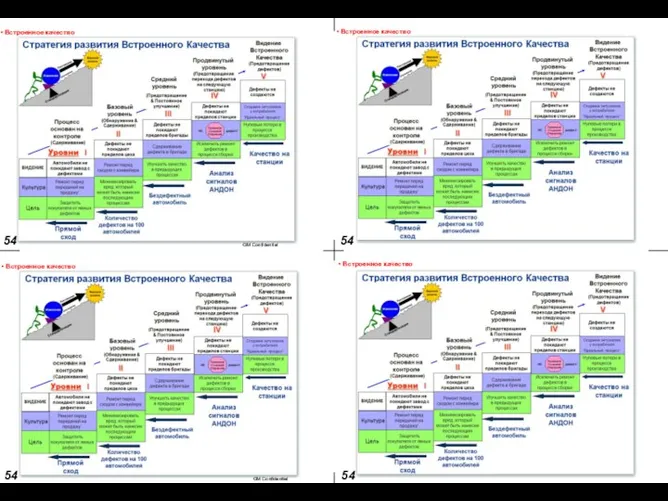
- 51. 51 Встроенное качество Зачем выпускать Качественный автомобиль? Дефекты - это убытки: затраты рабочего времени, материалов, запасных
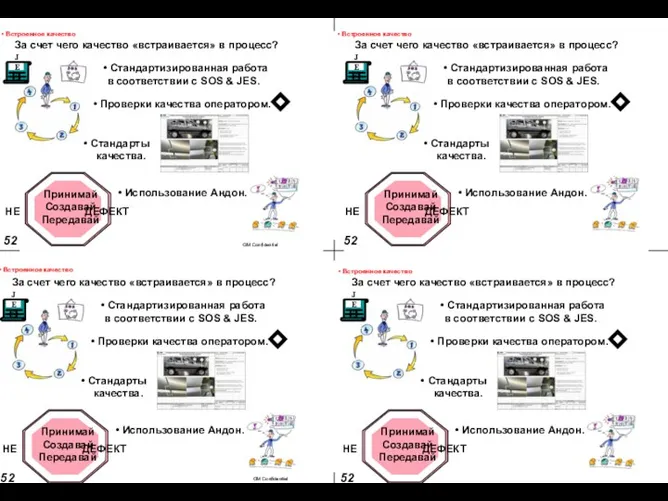
- 52. 52 Встроенное качество За счет чего качество «встраивается» в процесс? Стандартизированная работа в соответствии с SOS
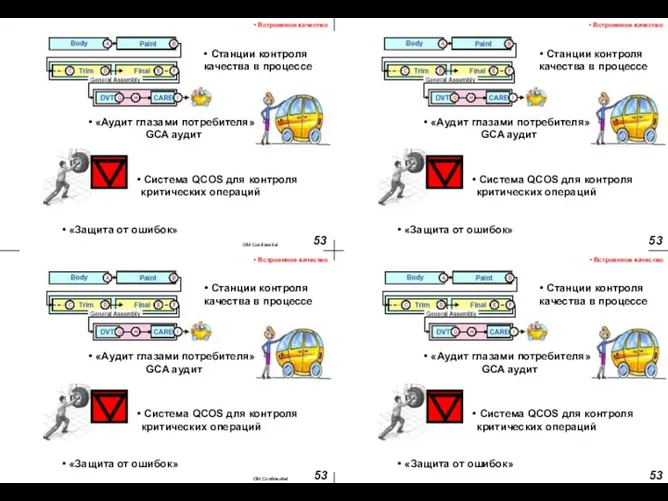
- 53. 53 Встроенное качество «Аудит глазами потребителя» GCA аудит Станции контроля качества в процессе Система QCOS для
- 54. 54 Встроенное качество 54 Встроенное качество 54 Встроенное качество 54 Встроенное качество
- 55. Встроенное качество 55 Встроенное качество 55 Что должен знать работник о Стандартах качества? Знать значения стандартов
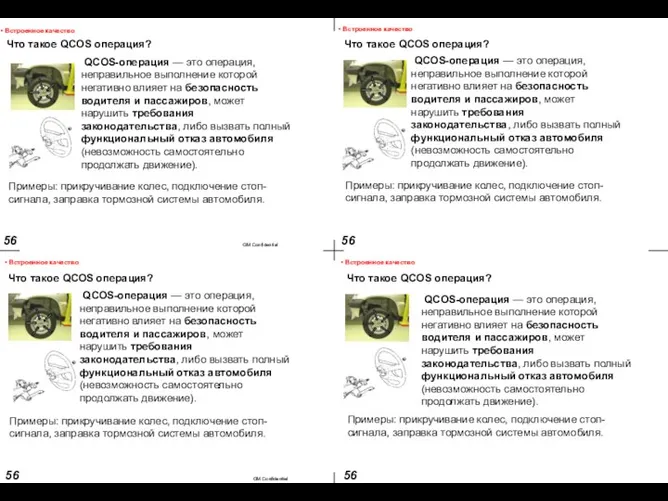
- 56. 56 Встроенное качество Что такое QCOS операция? QCOS-операция — это операция, неправильное выполнение которой негативно влияет
- 57. Как визуализируются QCOS операции? Перевернутый треугольник в SOS&JES и на станции, где выполняется QCOS операция. QCOS
- 58. 58 Встроенное качество Как мы измеряем качество? Используются показатели DRR и FTQ (Paint Shop), DRL. Показатель
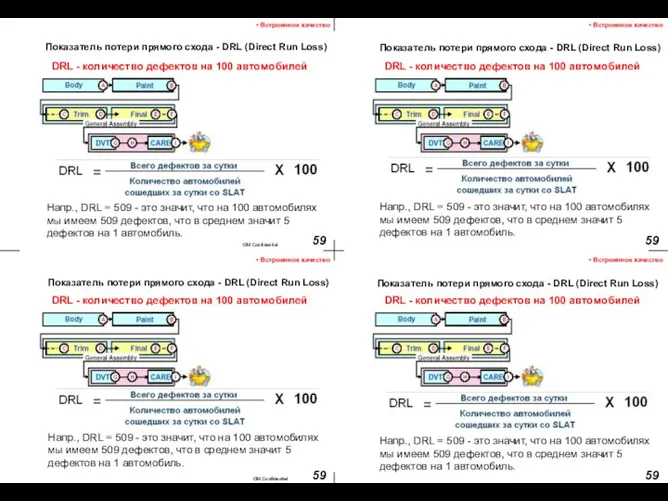
- 59. Встроенное качество 59 Показатель потери прямого схода - DRL (Direct Run Loss) DRL - количество дефектов
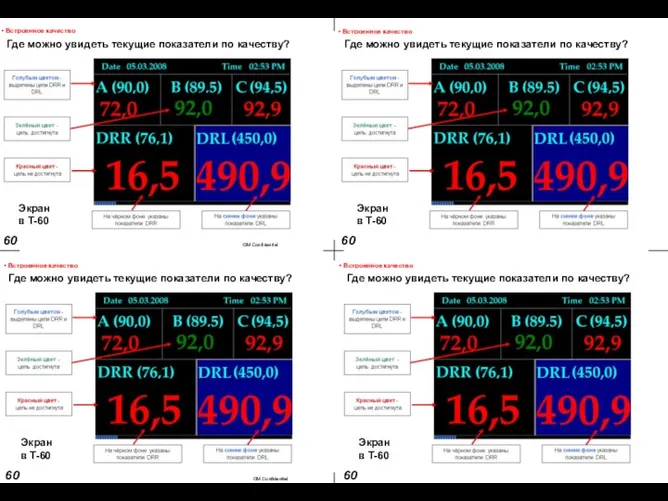
- 60. 60 Встроенное качество Где можно увидеть текущие показатели по качеству? Экран в T-60 60 Встроенное качество
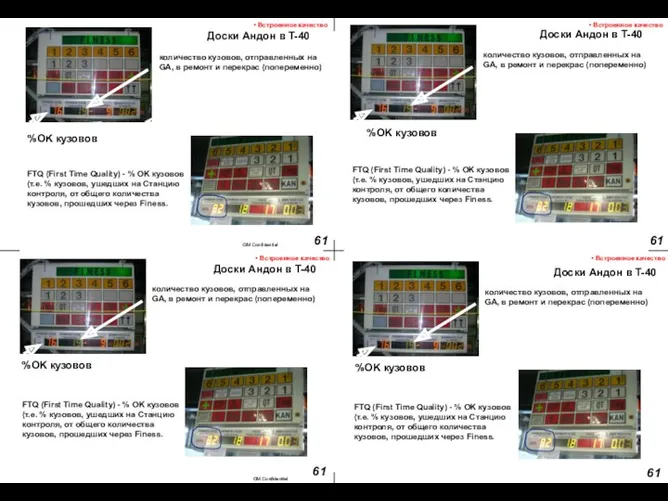
- 61. Встроенное качество 61 Встроенное качество 61 Встроенное качество 61 %ОK кузовов количество кузовов, отправленных на GA,
- 62. 62 Встроенное качество Как осуществляется прямая и обратная связь по Качеству? По телефону – бригадиры качества,
- 63. Встроенное качество 63 Встроенное качество 63 Встроенное качество 63 Встроенное качество 63
- 64. 64 Короткое время поставок Что такое FIFO? FIFО = «First in, First out»= «Первый пришел, первый
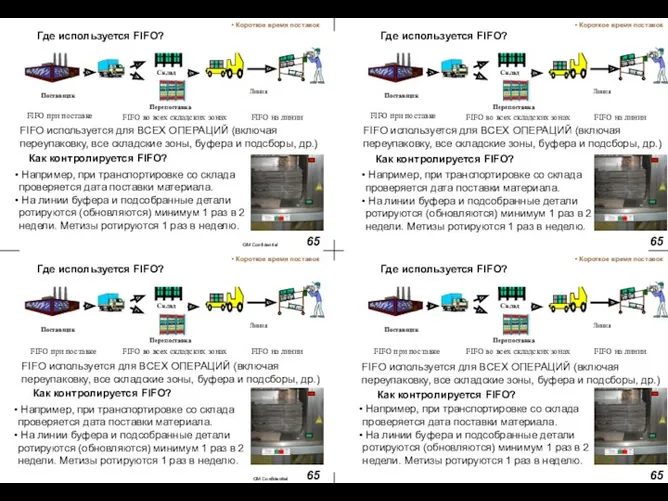
- 65. 65 FIFO во всех складских зонах Перепоставка Склад Поставщик Линия FIFO на линии Где используется FIFO?
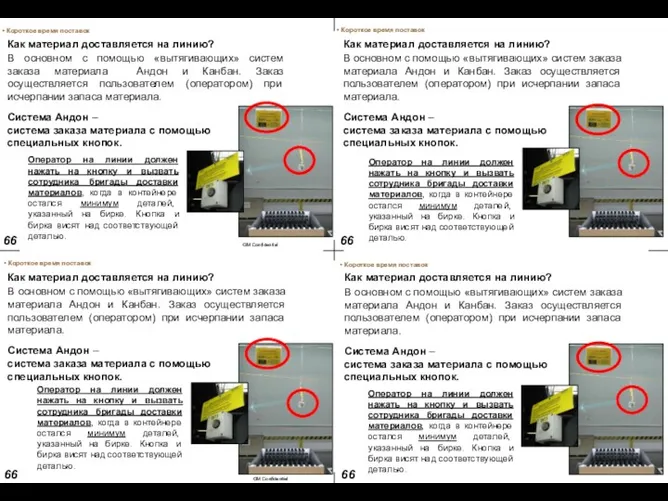
- 66. 66 Короткое время поставок Как материал доставляется на линию? В основном с помощью «вытягивающих» систем заказа
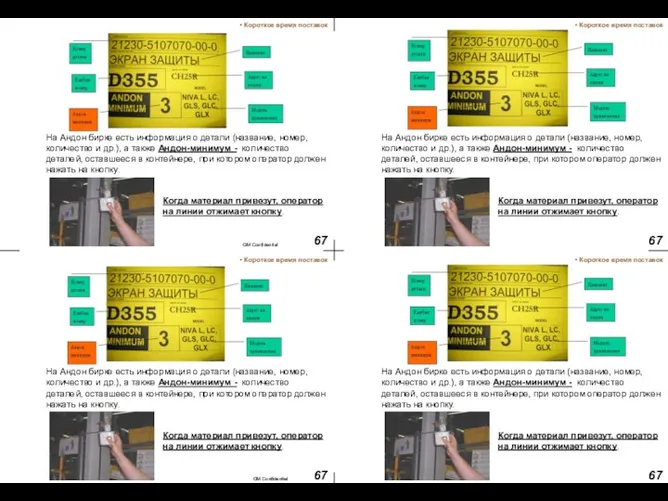
- 67. 67 Короткое время поставок Когда материал привезут, оператор на линии отжимает кнопку. На Андон бирке есть
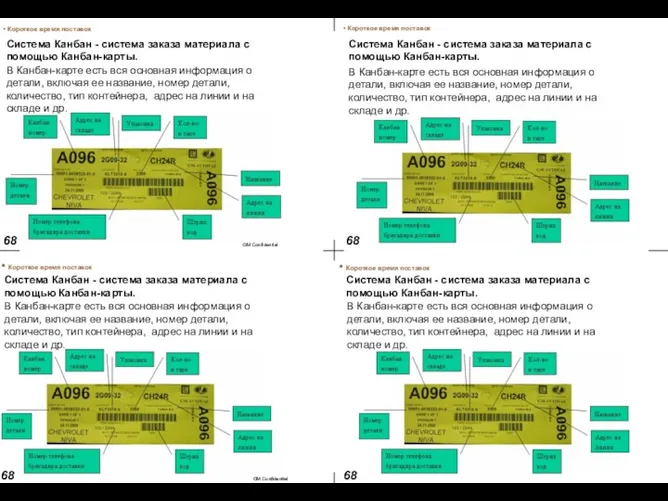
- 68. 68 Короткое время поставок Система Канбан - система заказа материала с помощью Канбан-карты. В Канбан-карте есть
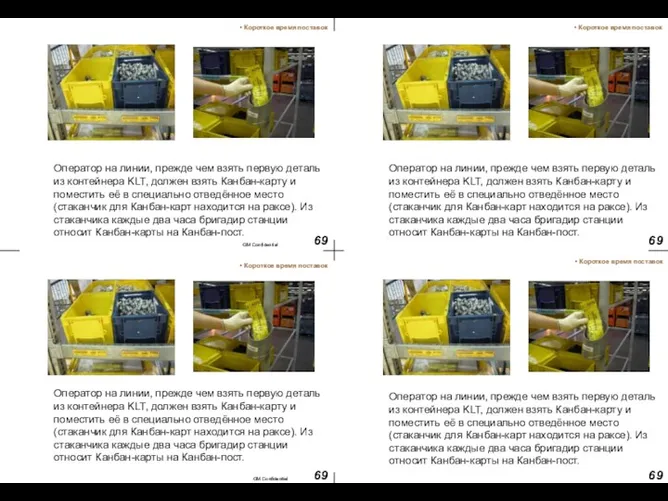
- 69. 69 Короткое время поставок Оператор на линии, прежде чем взять первую деталь из контейнера KLT, должен
- 70. 70 Короткое время поставок Что важно для обеспечения своевременной доставки качественных комплектующих? Своевременно (согласно правилам) заказывать
- 71. 71 Постоянное улучшение Как решаются проблемы? C помощью Процесса решения проблем (PPS). Процесс шаг за шагом
- 72. 72 Постоянное улучшение Каковы этапы Процесса Решения Проблем? 1. Описание проблемы. 2. Определение проблемы. 3. Определение
- 73. 73 Постоянное улучшение В каких случаях используется Процесс Решения Проблем? При возникновении проблем в любой из
- 74. 74 Постоянное улучшение Что такое Контеймент? Проблема Сдерживание (контеймент) Решение (устранение коренной причины) Мера по сдерживанию
- 75. 75 Постоянное улучшение Где можно ознакомиться с PPSR? Открытые PPSRы хранятся на линии в папке, закрытые
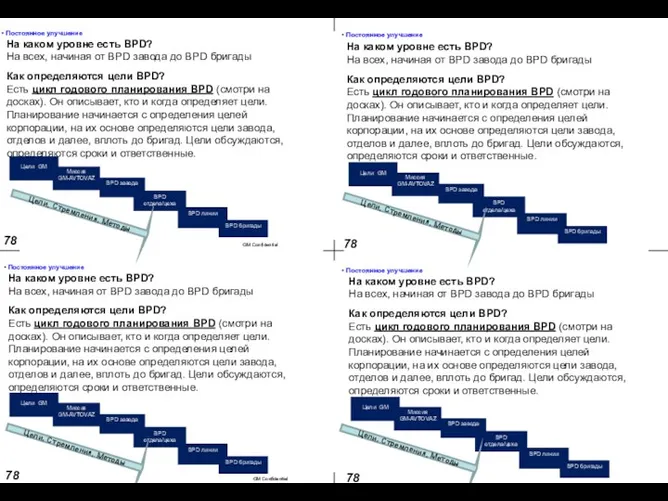
- 76. 76 Постоянное улучшение Что такое BPD? BPD = Развертывание Бизнес-плана = процесс планирования и реализации целей
- 77. 77 Постоянное улучшение Каковы категории BPD? 77 Постоянное улучшение Каковы категории BPD? 77 Постоянное улучшение Каковы
- 78. 78 Постоянное улучшение На каком уровне есть BPD? На всех, начиная от BPD завода до BPD
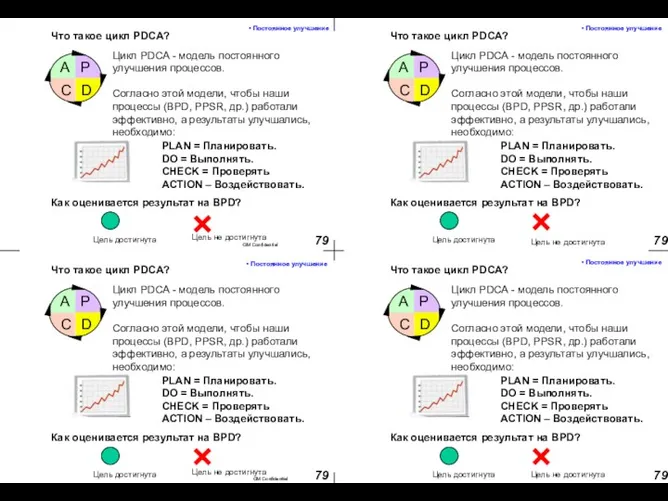
- 79. 79 Постоянное улучшение Что такое цикл PDCA? Цикл PDCA - модель постоянного улучшения процессов. Согласно этой
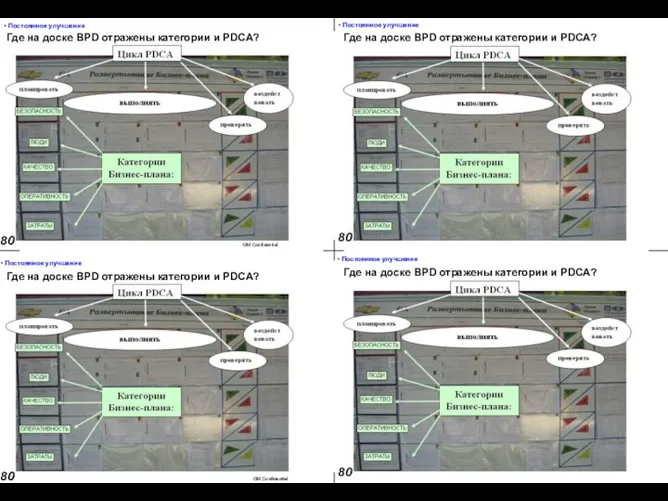
- 80. Постоянное улучшение Где на доске BPD отражены категории и PDCA? 80 Постоянное улучшение Где на доске
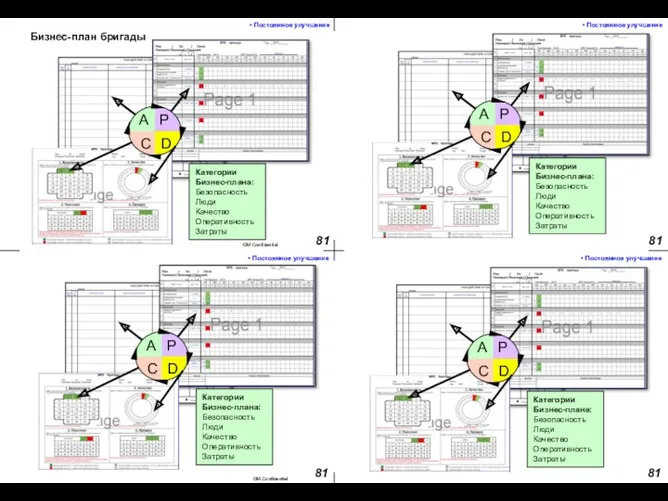
- 81. 81 Постоянное улучшение 81 Постоянное улучшение 81 Постоянное улучшение 81 Постоянное улучшение Категории Бизнес-плана: Безопасность Люди
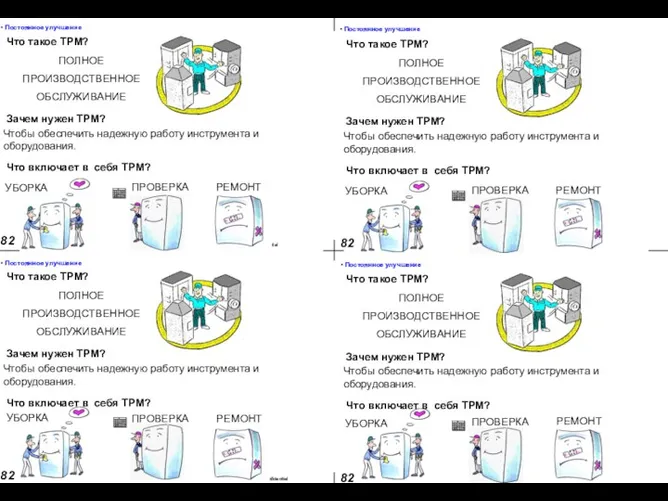
- 82. Постоянное улучшение Что такое TPM? 82 ПОЛНОЕ ПРОИЗВОДСТВЕННОЕ ОБСЛУЖИВАНИЕ Зачем нужен TPM? Чтобы обеспечить надежную работу
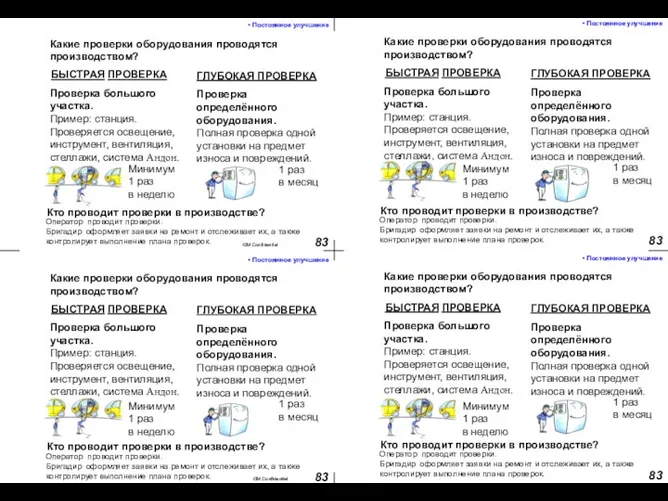
- 83. 83 Постоянное улучшение Какие проверки оборудования проводятся производством? Проверка большого участка. Пример: станция. Проверяется освещение, инструмент,
- 84. Постоянное улучшение Что такое Андон? 84 Система оповещения о проблеме на линии. Какова цель использования системы
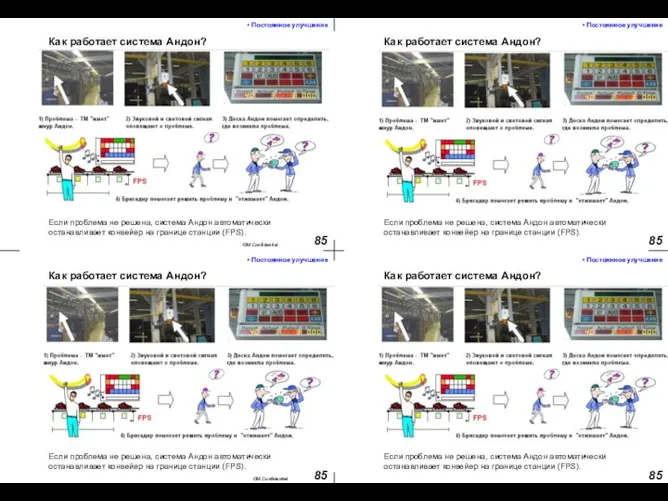
- 85. 85 Постоянное улучшение Как работает система Андон? Если проблема не решена, система Андон автоматически останавливает конвейер
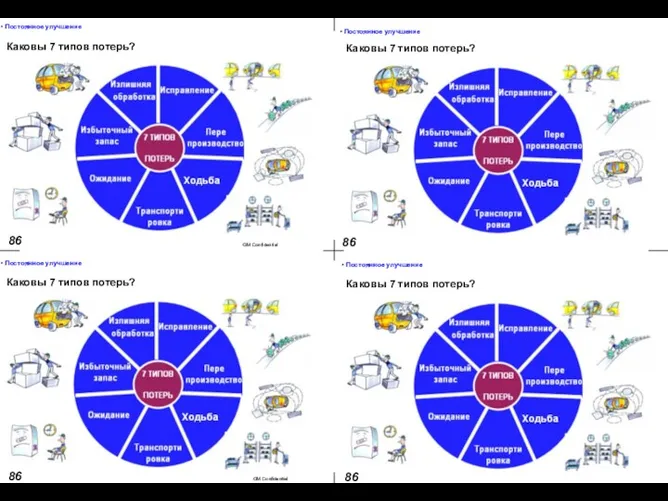
- 86. Постоянное улучшение Каковы 7 типов потерь? 86 Постоянное улучшение Каковы 7 типов потерь? 86 Постоянное улучшение
- 87. 87 Постоянное улучшение Перепроизводство - это производство продукции - автомобилей, подсборов и т.д. в количестве большем,
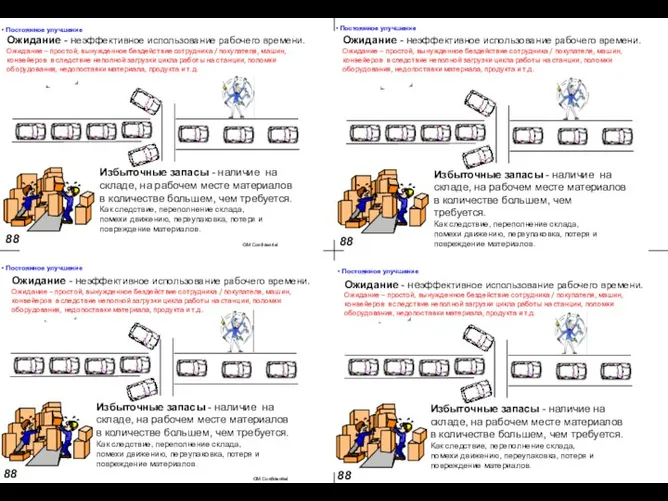
- 88. Постоянное улучшение 88 Ожидание - неэффективное использование рабочего времени. Ожидание – простой, вынужденное бездействие сотрудника /
- 89. 89 Постоянное улучшение 89 Постоянное улучшение Сборник подготовлен: координатор GM-GMS Джи Эм-АВТОВАЗ Сборник подготовлен: координатор GM-GMS
- 91. Скачать презентацию
2
GMS
Глобальная Производственная Система -
это система бережливого производства,
т.е. система,
2
GMS
Глобальная Производственная Система -
это система бережливого производства,
т.е. система,
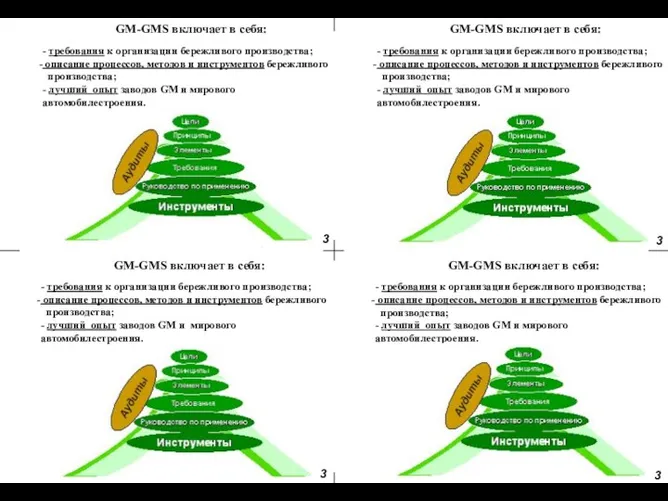
GM-GMS включает в себя:
- требования к организации бережливого производства;
описание
GM-GMS включает в себя:
- требования к организации бережливого производства;
описание
4
5 принципов GM-GMS
4
5 принципов GM-GMS
4
5 принципов GM-GMS
4
5 принципов GM-GMS
4
5 принципов GM-GMS
4
5 принципов GM-GMS
4
5 принципов GM-GMS
4
5 принципов GM-GMS
5
Участие персонала
Наша компания считает сотрудников своим наиболее ценным ресурсом и
5
Участие персонала
Наша компания считает сотрудников своим наиболее ценным ресурсом и
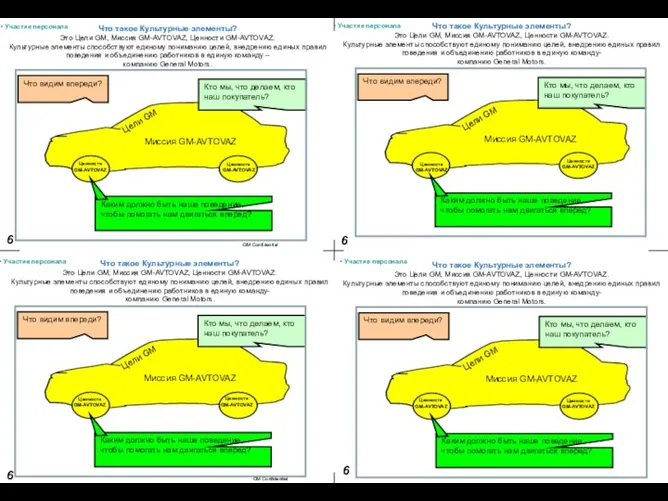
6
Участие персонала
Что такое Культурные элементы?
Это Цели GM, Миссия GM-AVTOVAZ, Ценности
6
Участие персонала
Что такое Культурные элементы?
Это Цели GM, Миссия GM-AVTOVAZ, Ценности
7
Участие персонала
7
Участие персонала
7
Участие персонала
7
Участие персонала
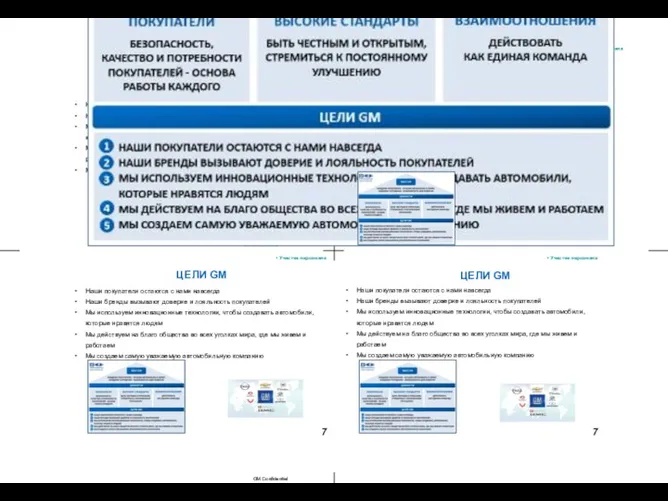
ЦЕЛИ GM
Наши покупатели остаются с нами навсегда
Наши бренды вызывают
7
Участие персонала
7
Участие персонала
7
Участие персонала
7
Участие персонала
ЦЕЛИ GM
Наши покупатели остаются с нами навсегда
Наши бренды вызывают
8
Участие персонала
Миссия GM-AVTOVAZ
Миссия – это цель GM-AVTOVAZ
8
Участие персонала
Каждому покупателю
8
Участие персонала
Миссия GM-AVTOVAZ
Миссия – это цель GM-AVTOVAZ
8
Участие персонала
Каждому покупателю
9
Участие персонала
Участие персонала
9
9
Участие персонала
Участие персонала
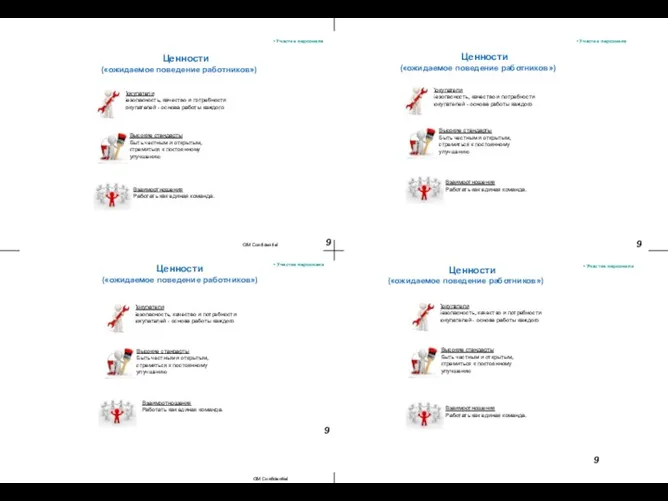
Ценности
(«ожидаемое поведение
9
Участие персонала
Участие персонала
9
9
Участие персонала
Участие персонала
Ценности
(«ожидаемое поведение
Участие персонала
Как Культурные элементы связаны с BPD?
Цели, Миссия, Ценности
Участие персонала
Как Культурные элементы связаны с BPD?
Цели, Миссия, Ценности
11
Участие персонала
LWD – Инцидент с потерей рабочего дня
FAI – Инцидент
11
Участие персонала
LWD – Инцидент с потерей рабочего дня
FAI – Инцидент
12
Участие персонала
Каким образом обеспечить безопасность в работе?
Следовать инструкциям по охране
12
Участие персонала
Каким образом обеспечить безопасность в работе?
Следовать инструкциям по охране
13
Участие персонала
Не входить на производственные площади
без средств защиты
13
Участие персонала
Не входить на производственные площади
без средств защиты
14
Участие персонала
Где отражена Политика завода в области
охраны окружающей среды?
Смотри
14
Участие персонала
Где отражена Политика завода в области
охраны окружающей среды?
Смотри
15
Участие персонала
Что такое опасные материалы?
1.Вещества и материалы, приносящие вред здоровью
работника.
15
Участие персонала
Что такое опасные материалы?
1.Вещества и материалы, приносящие вред здоровью
работника.
16
Участие персонала
Что такое Оценка риска и Оценка эргономики?
Оценка риска -
16
Участие персонала
Что такое Оценка риска и Оценка эргономики?
Оценка риска -
17
Участие персонала
Эргономика –
это отрасль науки, которая изучает движение человека
17
Участие персонала
Эргономика –
это отрасль науки, которая изучает движение человека
Участие персонала
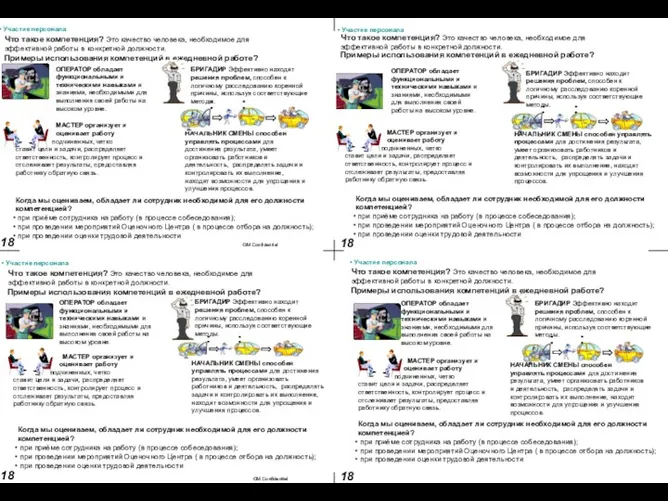
Что такое компетенция? Это качество человека, необходимое для
эффективной
Участие персонала
Что такое компетенция? Это качество человека, необходимое для
эффективной
Участие персонала
19
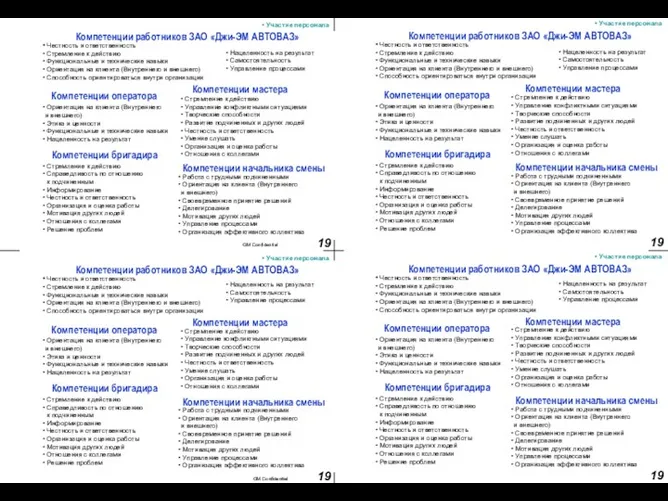
Компетенции работников ЗАО «Джи-ЭМ АВТОВАЗ»
Компетенции оператора
Компетенции бригадира
Компетенции мастера
Компетенции начальника
Участие персонала
19
Компетенции работников ЗАО «Джи-ЭМ АВТОВАЗ»
Компетенции оператора
Компетенции бригадира
Компетенции мастера
Компетенции начальника
Участие персонала
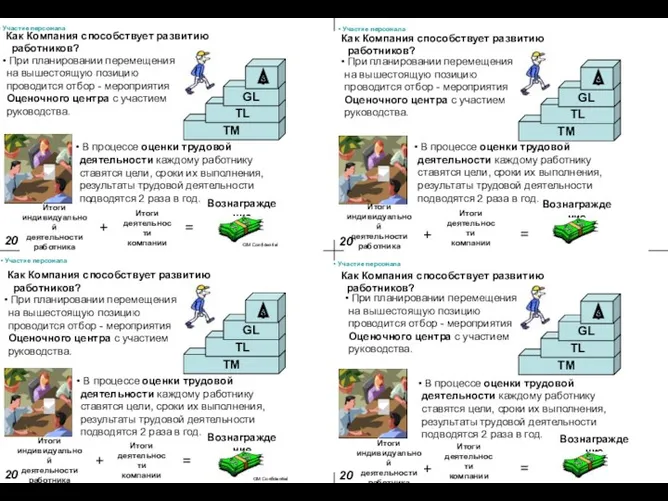
Как Компания способствует развитию работников?
20
В процессе оценки
Участие персонала
Как Компания способствует развитию работников?
20
В процессе оценки
Участие персонала
21
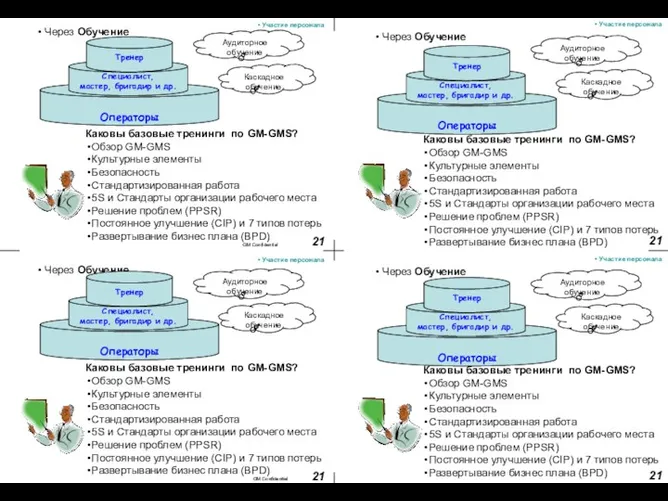
Аудиторное обучение
Каскадное обучение
Каковы базовые тренинги по GM-GMS?
Обзор GM-GMS
Культурные элементы
Участие персонала
21
Аудиторное обучение
Каскадное обучение
Каковы базовые тренинги по GM-GMS?
Обзор GM-GMS
Культурные элементы
Участие персонала
Что такое Команда?
22
Команда – это группа людей, объединенная
Участие персонала
Что такое Команда?
22
Команда – это группа людей, объединенная
Участие персонала
Участие персонала
23
23
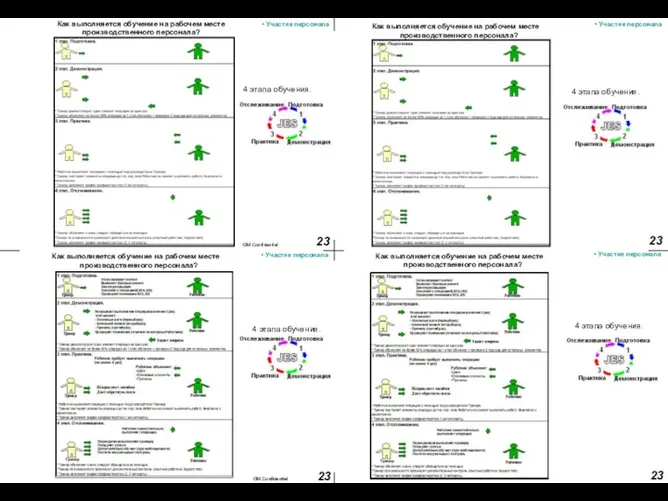
Участие персонала
Как выполняется обучение на рабочем
Участие персонала
Участие персонала
23
23
Участие персонала
Как выполняется обучение на рабочем
47
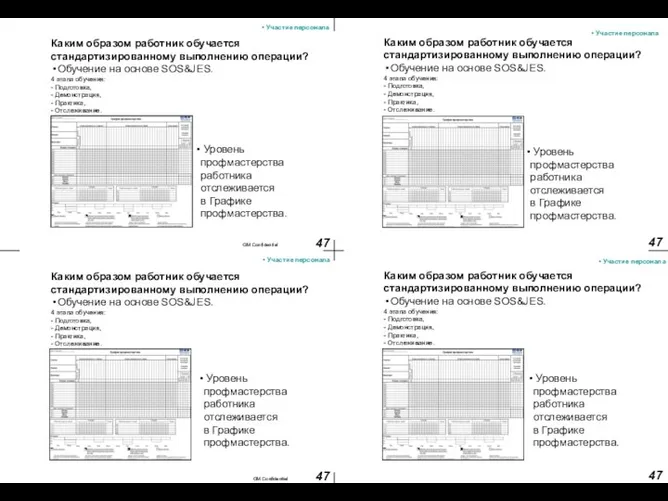
Каким образом работник обучается
стандартизированному выполнению операции?
Обучение на основе SOS&JES.
4
47
Каким образом работник обучается
стандартизированному выполнению операции?
Обучение на основе SOS&JES.
4
48
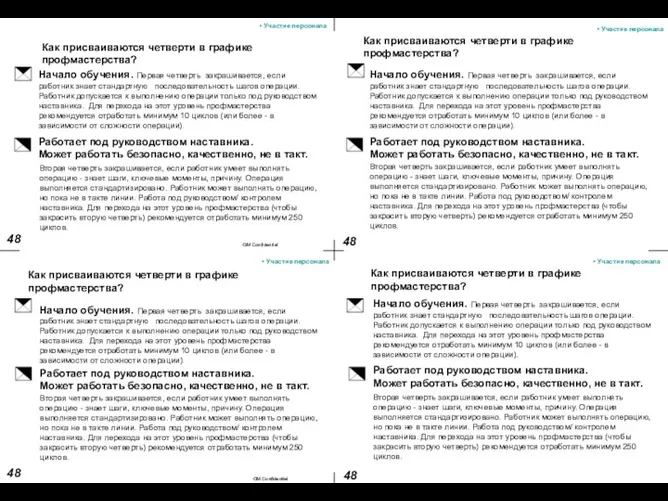
Как присваиваются четверти в графике
профмастерства?
Начало обучения. Первая четверть закрашивается, если
48
Как присваиваются четверти в графике
профмастерства?
Начало обучения. Первая четверть закрашивается, если
49
Работает самостоятельно. Может работать безопасно, качественно, в такт.
Третья четверть закрашивается, если
49
Работает самостоятельно. Может работать безопасно, качественно, в такт.
Третья четверть закрашивается, если
Участие персонала
Как работники получают информацию о деятельности Компании?
Общезаводское собрание,
Газета
Участие персонала
Как работники получают информацию о деятельности Компании?
Общезаводское собрание,
Газета
Стандартизация
Что такое 5S?
Это 5 шагов для организации и поддержания
Стандартизация
Что такое 5S?
Это 5 шагов для организации и поддержания
26
Что означает каждый из шагов в 5S?
Стандартизация
26
Что означает каждый
26
Что означает каждый из шагов в 5S?
Стандартизация
26
Что означает каждый
Стандартизация
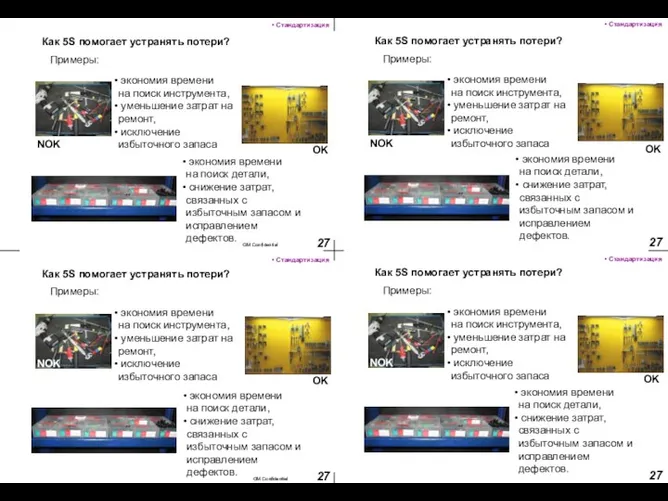
27
Как 5S помогает устранять потери?
экономия времени
на поиск
Стандартизация
27
Как 5S помогает устранять потери?
экономия времени
на поиск
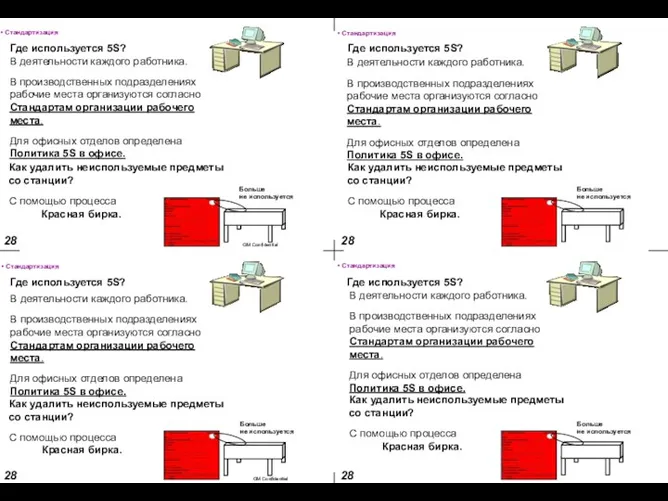
28
Стандартизация
Как удалить неиспользуемые предметы
со станции?
С помощью процесса
28
Стандартизация
Как удалить неиспользуемые предметы
со станции?
С помощью процесса
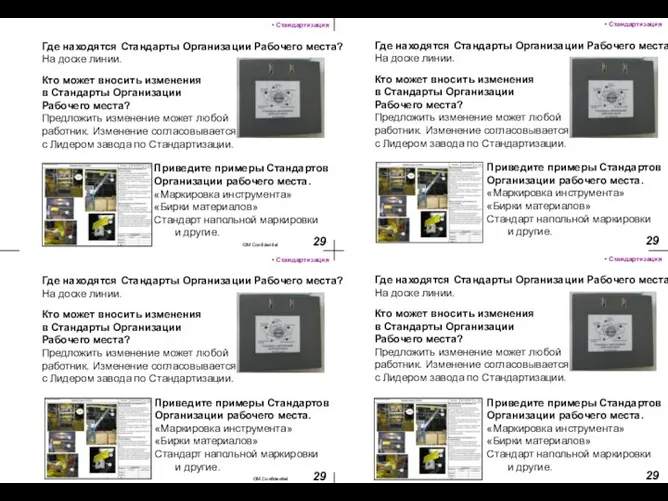
Стандартизация
Где находятся Стандарты Организации Рабочего места?
На доске линии.
Кто может
Стандартизация
Где находятся Стандарты Организации Рабочего места?
На доске линии.
Кто может
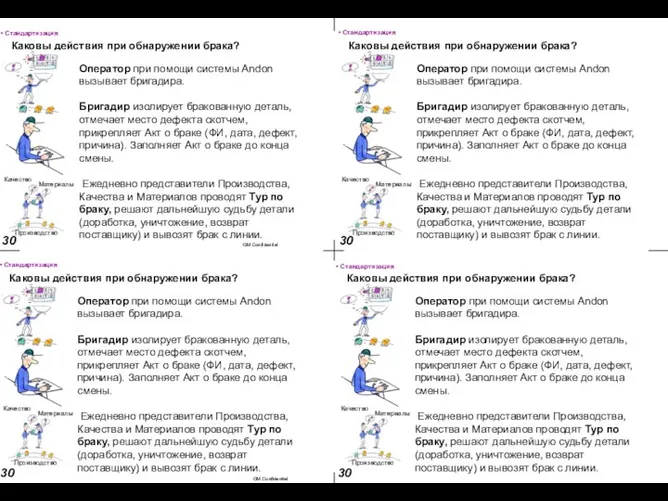
Стандартизация
Каковы действия при обнаружении брака?
Оператор при помощи системы Andon вызывает
Стандартизация
Каковы действия при обнаружении брака?
Оператор при помощи системы Andon вызывает
Стандартизация
Что такое Управление с помощью времени такта?
Скорость конвейера зависит
Стандартизация
Что такое Управление с помощью времени такта?
Скорость конвейера зависит
Где можно посмотреть Время такта, Реальное Время такта и Время цикла?
Где можно посмотреть Время такта, Реальное Время такта и Время цикла?
Стандартизация
33
Время такта - плановая скорость конвейера,
в секундах на 1 рабочую
Стандартизация
33
Время такта - плановая скорость конвейера,
в секундах на 1 рабочую
Что такое Стандартизированная работа?
Задокументированный и на данный момент наилучший способ
Что такое Стандартизированная работа?
Задокументированный и на данный момент наилучший способ
Стандартизация
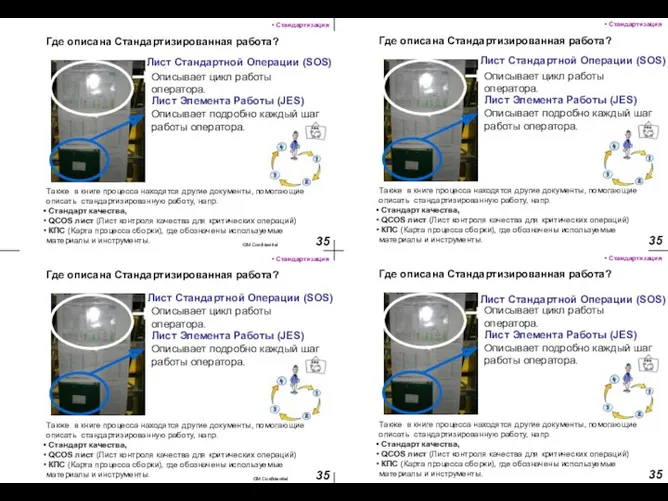
35
Где описана Стандартизированная работа?
Лист Стандартной Операции (SOS)
Описывает цикл работы
Стандартизация
35
Где описана Стандартизированная работа?
Лист Стандартной Операции (SOS)
Описывает цикл работы
36
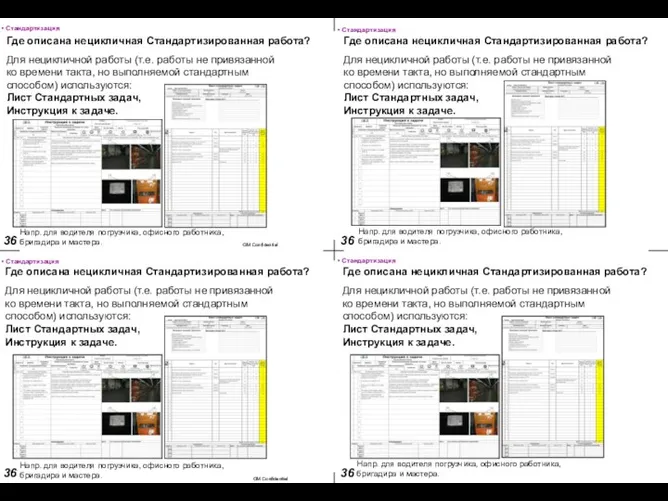
Стандартизация
Где описана нецикличная Стандартизированная работа?
Для нецикличной работы (т.е. работы не
36
Стандартизация
Где описана нецикличная Стандартизированная работа?
Для нецикличной работы (т.е. работы не
Стандартизация
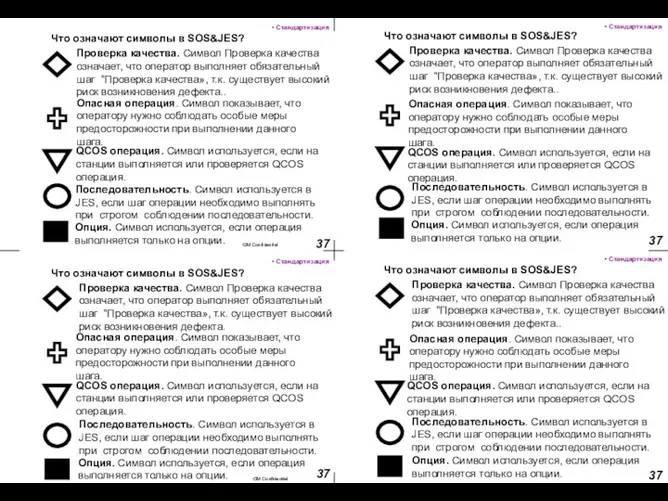
37
Что означают символы в SOS&JES?
Проверка качества. Символ Проверка качества означает,
Стандартизация
37
Что означают символы в SOS&JES?
Проверка качества. Символ Проверка качества означает,
Стандартизация
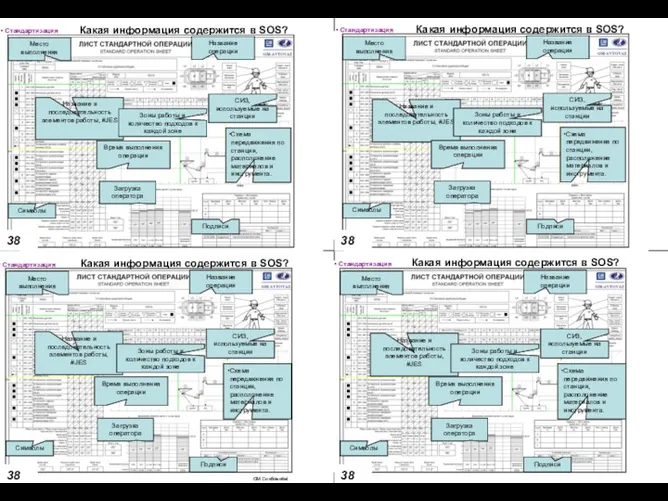
Какая информация содержится в SOS?
38
Стандартизация
Место выполнения
Название операции
Название и последовательность
Стандартизация
Какая информация содержится в SOS?
38
Стандартизация
Место выполнения
Название операции
Название и последовательность
Стандартизация
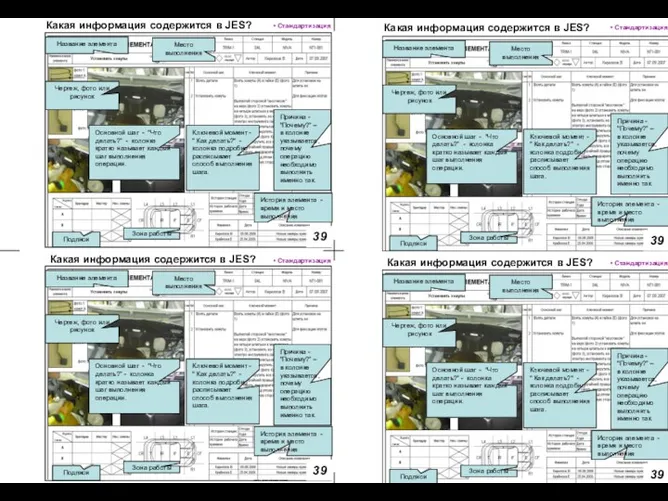
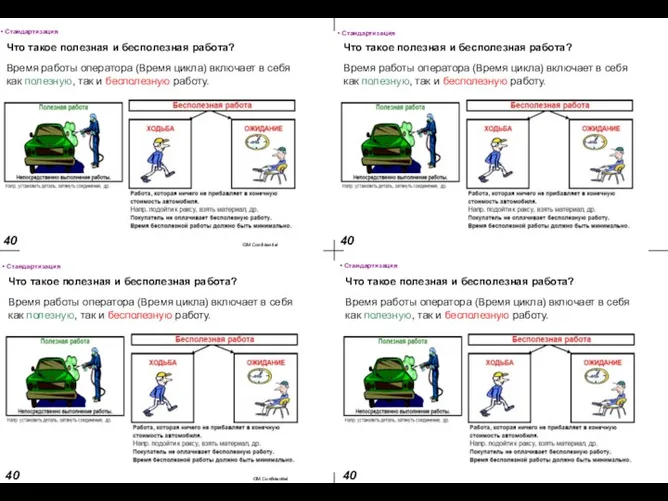
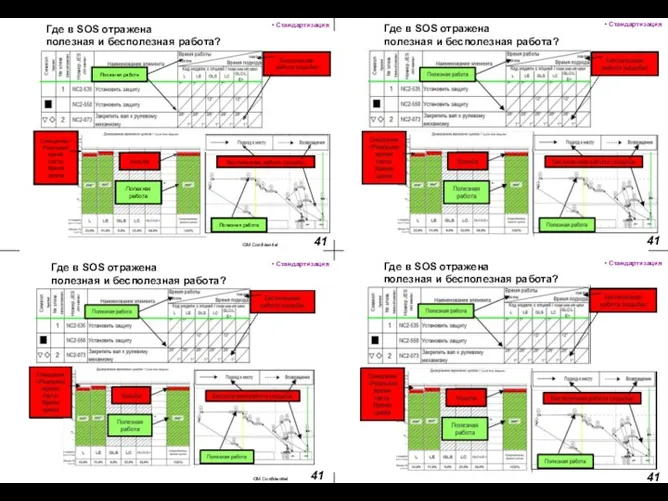
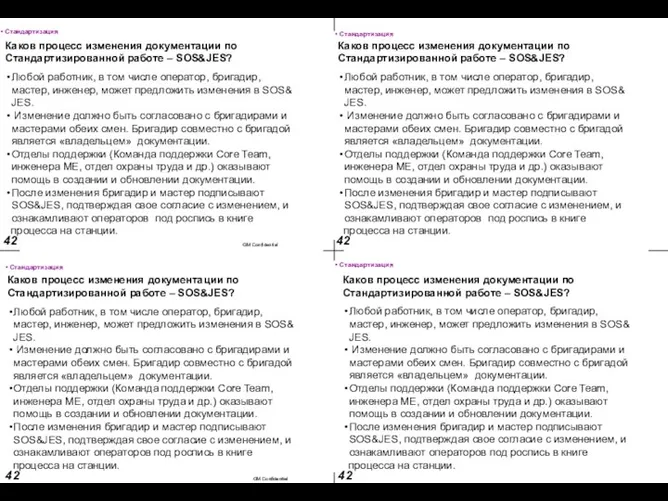
Какая информация содержится в JES?
Место выполнения
Название элемента
Основной шаг - "Что
Стандартизация
Какая информация содержится в JES?
Место выполнения
Название элемента
Основной шаг - "Что
40
Стандартизация
Что такое полезная и бесполезная работа?
Время работы оператора (Время цикла)
40
Стандартизация
Что такое полезная и бесполезная работа?
Время работы оператора (Время цикла)
Стандартизация
Где в SOS отражена
полезная и бесполезная работа?
41
Стандартизация
Где в
Стандартизация
Где в SOS отражена
полезная и бесполезная работа?
41
Стандартизация
Где в
42
Стандартизация
Каков процесс изменения документации по
Стандартизированной работе – SOS&JES?
Любой работник,
42
Стандартизация
Каков процесс изменения документации по
Стандартизированной работе – SOS&JES?
Любой работник,
Стандартизация
Каким образом определяется время работы оператора?
Проводятся замеры времени.
Стандартизация
Каким образом определяется время работы оператора?
Проводятся замеры времени.
44
Стандартизация
Что означает напольная разметка на станции?
FPS = позиция
44
Стандартизация
Что означает напольная разметка на станции?
FPS = позиция
45
START – начальная точка работы оператора - обозначает место, где находится
45
START – начальная точка работы оператора - обозначает место, где находится
46
Стандартизация
Как напольная разметка отмечена в SOS?
Разметка используется только для
46
Стандартизация
Как напольная разметка отмечена в SOS?
Разметка используется только для
Стандартизация
Как проверяются Организация рабочего места и
Стандартизированная работа?
С помощью Многоуровневого
Стандартизация
Как проверяются Организация рабочего места и
Стандартизированная работа?
С помощью Многоуровневого
51
Встроенное качество
Зачем выпускать Качественный автомобиль?
Дефекты - это убытки: затраты рабочего
51
Встроенное качество
Зачем выпускать Качественный автомобиль?
Дефекты - это убытки: затраты рабочего
52
Встроенное качество
За счет чего качество «встраивается» в процесс?
Стандартизированная работа
52
Встроенное качество
За счет чего качество «встраивается» в процесс?
Стандартизированная работа
53
Встроенное качество
«Аудит глазами потребителя»
GCA аудит
Станции контроля качества
53
Встроенное качество
«Аудит глазами потребителя»
GCA аудит
Станции контроля качества
54
Встроенное качество
54
Встроенное качество
54
Встроенное качество
54
Встроенное качество
54
Встроенное качество
54
Встроенное качество
54
Встроенное качество
54
Встроенное качество
Встроенное качество
55
Встроенное качество
55
Что должен знать работник о Стандартах качества?
Встроенное качество
55
Встроенное качество
55
Что должен знать работник о Стандартах качества?
56
Встроенное качество
Что такое QCOS операция?
QCOS-операция — это операция, неправильное
56
Встроенное качество
Что такое QCOS операция?
QCOS-операция — это операция, неправильное
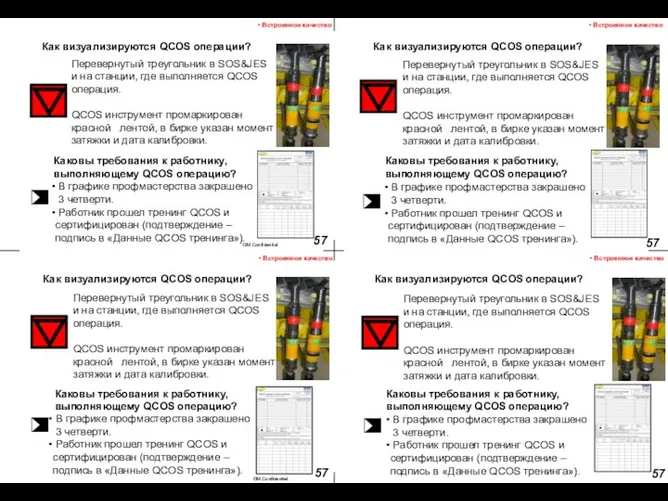
Как визуализируются QCOS операции?
Перевернутый треугольник в SOS&JES и на станции, где
Как визуализируются QCOS операции?
Перевернутый треугольник в SOS&JES и на станции, где
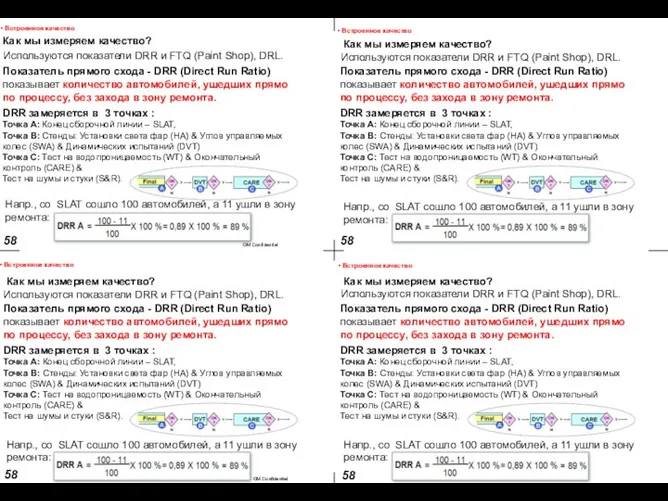
58
Встроенное качество
Как мы измеряем качество?
Используются показатели DRR и FTQ (Paint
58
Встроенное качество
Как мы измеряем качество?
Используются показатели DRR и FTQ (Paint
Встроенное качество
59
Показатель потери прямого схода - DRL (Direct Run Loss)
DRL
Встроенное качество
59
Показатель потери прямого схода - DRL (Direct Run Loss)
DRL
60
Встроенное качество
Где можно увидеть текущие показатели по качеству?
Экран
в T-60
60
60
Встроенное качество
Где можно увидеть текущие показатели по качеству?
Экран
в T-60
60
Встроенное качество
61
Встроенное качество
61
Встроенное качество
61
%ОK кузовов
количество кузовов, отправленных на
Встроенное качество
61
Встроенное качество
61
Встроенное качество
61
%ОK кузовов
количество кузовов, отправленных на
62
Встроенное качество
Как осуществляется прямая и обратная связь по Качеству?
По
62
Встроенное качество
Как осуществляется прямая и обратная связь по Качеству?
По
Встроенное качество
63
Встроенное качество
63
Встроенное качество
63
Встроенное качество
63
Встроенное качество
63
Встроенное качество
63
Встроенное качество
63
Встроенное качество
63
64
Короткое время поставок
Что такое FIFO?
FIFО = «First in, First out»=
64
Короткое время поставок
Что такое FIFO?
FIFО = «First in, First out»=
65
FIFO во всех складских зонах
Перепоставка
Склад
Поставщик
Линия
FIFO на линии
Где используется FIFO?
FIFO при поставке
FIFO
65
FIFO во всех складских зонах
Перепоставка
Склад
Поставщик
Линия
FIFO на линии
Где используется FIFO?
FIFO при поставке
FIFO
66
Короткое время поставок
Как материал доставляется на линию?
В основном с помощью
66
Короткое время поставок
Как материал доставляется на линию?
В основном с помощью
67
Короткое время поставок
Когда материал привезут, оператор на линии отжимает кнопку.
На
67
Короткое время поставок
Когда материал привезут, оператор на линии отжимает кнопку.
На
68
Короткое время поставок
Система Канбан - система заказа материала с помощью
68
Короткое время поставок
Система Канбан - система заказа материала с помощью
69
Короткое время поставок
Оператор на линии, прежде чем взять первую деталь
69
Короткое время поставок
Оператор на линии, прежде чем взять первую деталь
70
Короткое время поставок
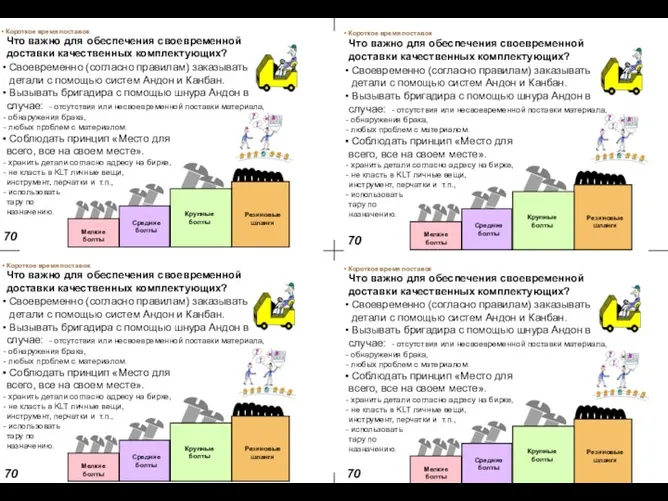
Что важно для обеспечения своевременной доставки качественных комплектующих?
70
Короткое время поставок
Что важно для обеспечения своевременной доставки качественных комплектующих?
71
Постоянное улучшение
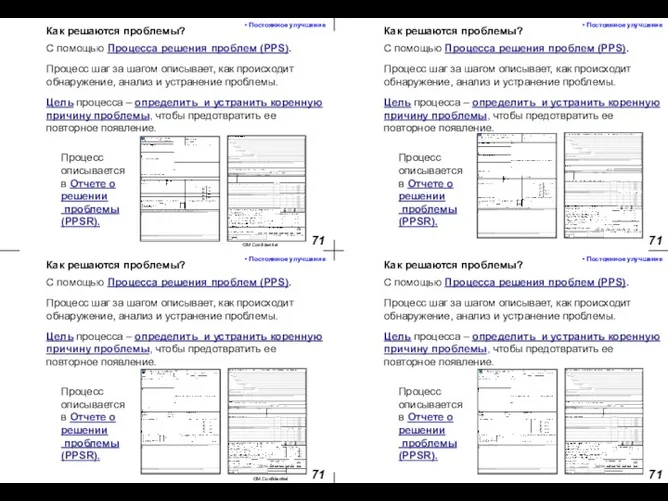
Как решаются проблемы?
C помощью Процесса решения проблем (PPS).
Процесс
71
Постоянное улучшение
Как решаются проблемы?
C помощью Процесса решения проблем (PPS).
Процесс
72
Постоянное улучшение
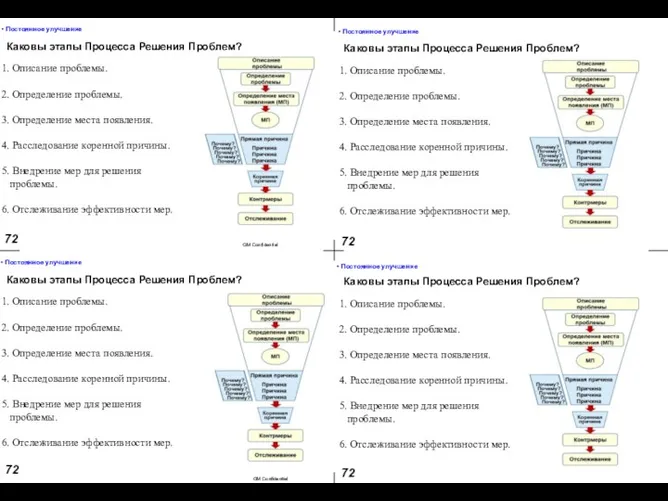
Каковы этапы Процесса Решения Проблем?
1. Описание проблемы.
2. Определение проблемы.
3.
72
Постоянное улучшение
Каковы этапы Процесса Решения Проблем?
1. Описание проблемы.
2. Определение проблемы.
3.
73
Постоянное улучшение
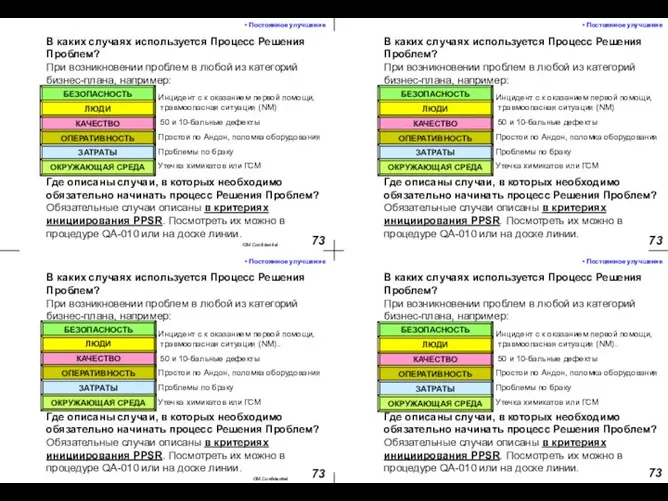
В каких случаях используется Процесс Решения Проблем?
При возникновении проблем
73
Постоянное улучшение
В каких случаях используется Процесс Решения Проблем?
При возникновении проблем
74
Постоянное улучшение
Что такое Контеймент?
Проблема
Сдерживание (контеймент)
Решение (устранение коренной причины)
Мера по
74
Постоянное улучшение
Что такое Контеймент?
Проблема
Сдерживание (контеймент)
Решение (устранение коренной причины)
Мера по
75
Постоянное улучшение
Где можно ознакомиться с PPSR?
Открытые PPSRы хранятся на
75
Постоянное улучшение
Где можно ознакомиться с PPSR?
Открытые PPSRы хранятся на

76
Постоянное улучшение
Что такое BPD?
BPD = Развертывание Бизнес-плана
= процесс
76
Постоянное улучшение
Что такое BPD?
BPD = Развертывание Бизнес-плана
= процесс

77
Постоянное улучшение
Каковы категории BPD?
77
Постоянное улучшение
Каковы категории BPD?
77
77
Постоянное улучшение
Каковы категории BPD?
77
Постоянное улучшение
Каковы категории BPD?
77
78
Постоянное улучшение
На каком уровне есть BPD?
На всех, начиная от BPD
78
Постоянное улучшение
На каком уровне есть BPD?
На всех, начиная от BPD
79
Постоянное улучшение
Что такое цикл PDCA?
Цикл PDCA - модель постоянного
79
Постоянное улучшение
Что такое цикл PDCA?
Цикл PDCA - модель постоянного
Постоянное улучшение
Где на доске BPD отражены категории и PDCA?
80
Постоянное улучшение
Где на доске BPD отражены категории и PDCA?
80
81
Постоянное улучшение
81
Постоянное улучшение
81
Постоянное улучшение
81
Постоянное улучшение
Категории
Бизнес-плана:
Безопасность
Люди
Качество
Оперативность
Затраты
Бизнес-план бригады
Категории
81
Постоянное улучшение
81
Постоянное улучшение
81
Постоянное улучшение
81
Постоянное улучшение
Категории
Бизнес-плана:
Безопасность
Люди
Качество
Оперативность
Затраты
Бизнес-план бригады
Категории
Постоянное улучшение
Что такое TPM?
82
ПОЛНОЕ
ПРОИЗВОДСТВЕННОЕ
ОБСЛУЖИВАНИЕ
Зачем нужен TPM?
Чтобы
Постоянное улучшение
Что такое TPM?
82
ПОЛНОЕ
ПРОИЗВОДСТВЕННОЕ
ОБСЛУЖИВАНИЕ
Зачем нужен TPM?
Чтобы
83
Постоянное улучшение
Какие проверки оборудования проводятся производством?
Проверка большого участка.
Пример: станция.
Проверяется
83
Постоянное улучшение
Какие проверки оборудования проводятся производством?
Проверка большого участка.
Пример: станция.
Проверяется
Постоянное улучшение
Что такое Андон?
84
Система оповещения о проблеме на линии.
Постоянное улучшение
Что такое Андон?
84
Система оповещения о проблеме на линии.
85
Постоянное улучшение
Как работает система Андон?
Если проблема не решена, система Андон
85
Постоянное улучшение
Как работает система Андон?
Если проблема не решена, система Андон
Постоянное улучшение
Каковы 7 типов потерь?
86
Постоянное улучшение
Каковы 7 типов
Постоянное улучшение
Каковы 7 типов потерь?
86
Постоянное улучшение
Каковы 7 типов
87
Постоянное улучшение
Перепроизводство - это производство
продукции - автомобилей, подсборов и
87
Постоянное улучшение
Перепроизводство - это производство
продукции - автомобилей, подсборов и
Постоянное улучшение
88
Ожидание - неэффективное использование рабочего времени. Ожидание – простой,
Постоянное улучшение
88
Ожидание - неэффективное использование рабочего времени. Ожидание – простой,
89
Постоянное улучшение
89
Постоянное улучшение
Сборник подготовлен: координатор GM-GMS Джи Эм-АВТОВАЗ
Сборник подготовлен:
89
Постоянное улучшение
89
Постоянное улучшение
Сборник подготовлен: координатор GM-GMS Джи Эм-АВТОВАЗ
Сборник подготовлен:
 Управление в социальной сфере
Управление в социальной сфере Отчет по производственной практике в гостинице Прага
Отчет по производственной практике в гостинице Прага Антикоррупционное поведение компаний
Антикоррупционное поведение компаний Стратегии управления закупками
Стратегии управления закупками Основы работы с MS Project
Основы работы с MS Project Сущность и общая характеристика целевых программ
Сущность и общая характеристика целевых программ Оборудования складского хозяйства. Автоматизация складской логистики
Оборудования складского хозяйства. Автоматизация складской логистики Тәуeкeл мeнeджмeнттiң мәні және түрлері, тиiмдiлiгiн жоғaрылaту
Тәуeкeл мeнeджмeнттiң мәні және түрлері, тиiмдiлiгiн жоғaрылaту 2021 密山-图里罗格公路货运建议书 黑龙江省交通投资集团有限公司
2021 密山-图里罗格公路货运建议书 黑龙江省交通投资集团有限公司 Власть, лидерство и руководство
Власть, лидерство и руководство Презентация БП для СТБ (студенты)
Презентация БП для СТБ (студенты) Управление проектами. Управление сроками проекта
Управление проектами. Управление сроками проекта метод_СПУ
метод_СПУ Основные понятия в работе ресторана
Основные понятия в работе ресторана Стандарт операционной модели
Стандарт операционной модели Управленческая деятельность: современные технологии в условиях реализации ФГОС
Управленческая деятельность: современные технологии в условиях реализации ФГОС Миссия компании
Миссия компании Современное государственное регулирование работы с кадрами. Кадровое делопроизводство
Современное государственное регулирование работы с кадрами. Кадровое делопроизводство Мотивация карьерного роста
Мотивация карьерного роста Характеристика торгового предприятия. Торговая сеть магазина Сильпо
Характеристика торгового предприятия. Торговая сеть магазина Сильпо Аналитический отчет, компания ВкусВилл
Аналитический отчет, компания ВкусВилл Организация технической подготовки и сопровождения ремонтно-обслуживающего производства. Лекция 15
Организация технической подготовки и сопровождения ремонтно-обслуживающего производства. Лекция 15 Логистика кластеров
Логистика кластеров Современный менеджер
Современный менеджер Анализ внешней среды организации
Анализ внешней среды организации Основы проектной деятельности
Основы проектной деятельности Объект, предмет, задачи антикризисного управления персоналом
Объект, предмет, задачи антикризисного управления персоналом Risk management approaches
Risk management approaches