- Встроенное качество. Сущность и методы системы встроенного качества. Метод 6σ

Содержание
- 2. Встроенное качество 5S – Сортировка, Соблюдение порядка, Содержание в чистоте, Стандартизация, Совершенствование TPM – Всеобщий уход
- 3. Автономный контроль на рабочем месте – гарантия качества продукции Контролером качества (КК) и одновременно гарантией качества
- 4. Эволюция задач системы контроля качества Контроль качества первоначально осуществлялся независимыми контролерами при помощи метода статистической выборки.
- 5. Условие производства 100%-ной качественной продукции и допустимые отклонения Индекс стабильности технологического процесса Ср=а/6σ; Степень отклонения β=в/(а/2)
- 6. 6σ Значения уровня сигм характеризуют воспроизводимость основного бизнес-процесса предприятия, измеряемую числом дефектов на миллион возможностей. Воспроизводимость
- 7. Операция обрубки прутка Распределение длин в начальный момент НГД – нижняя граница допуска; ВГД – верхняя
- 8. Операция обрубки прутка Распределение после переделки
- 9. Операция обрубки прутка Распределение после улучшений
- 10. Схема достижения цели при автономном контроле качества на рабочем месте Автономизация подразумевает в равной степени достижение
- 11. Автономный контроль качества Снижение производственных издержек в результате сокращения рабочей силы Приспосабливаемость к изменениям спроса Возрастание
- 12. Снижение производственных издержек в результате сокращения рабочей силы Оборудование налажено таким образом, что оно автоматически отключается
- 13. Приспосабливаемость к изменениям спроса Все механизмы отключаются автоматически, когда произведено заданное количество изделий и поскольку выпускаются
- 14. Возрастание роли человеческого фактора Контроль качества основан на самостоятельности работника и требует оперативного принятия им решений,
- 15. Защитные системы останова линии Контактный метод Датчики — ограничители или фотоэлементы используются для того, чтобы обнаруживать
- 16. Защитные системы останова линии Контактный метод Метод совокупности В отличие от контактного метода, который направлен главным
- 17. Защитные системы останова линии Контактный метод Метод совокупности Метод дополнительных действий называется так потому, что в
- 18. Средства визуального контроля Электрические табло и сигнальные лампы Электрическое табло «Выход» Электрическое табло «Обмен валюты»
- 19. Средства визуального контроля Операционные карты и карточки канбан Междурядная культивация Канбан детали
- 20. Средства визуального контроля Цифровые дисплеи
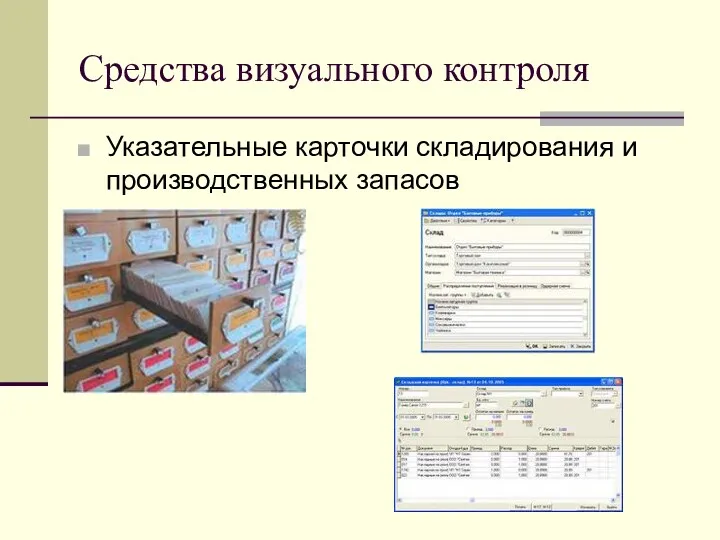
- 21. Средства визуального контроля Указательные карточки складирования и производственных запасов
- 22. Схема действия системы визуального контроля Системы визуального контроля эффективны в достижении автономизации, но, как и другие
- 23. Причинные связи при остановах линии
- 24. Обеспечение качества «когда» — 8 этапов деятельности: планирование выпуска изделия, конструирование изделия, подготовка производства, производство, производственный
- 25. Применение устройств пока-ёкэ
- 26. Пример устройства пока-ёкэ, работающего по методу контакта
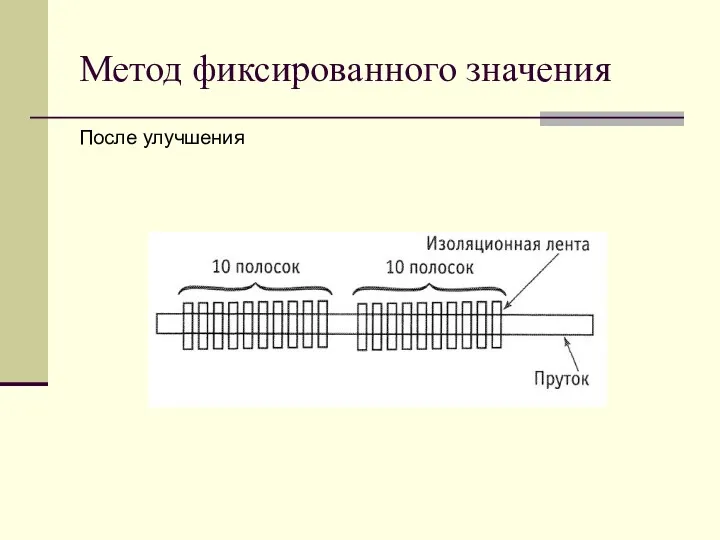
- 27. Пример устройства пока-ёкэ, работающего по методу фиксированного значения
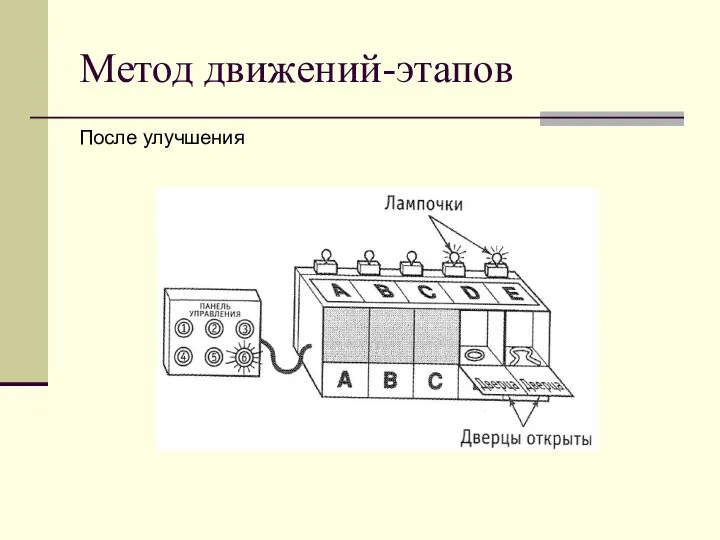
- 28. Пример использования устройства пока-ёкэ, работающего по методу движений-этапов
- 29. Примеры сенсорных устройств различных видов
- 30. Образец использования ограничителя хода в качестве устройства пока-ёкэ
- 31. Образцы фотоэлектрических выключателей, фотодиодных датчиков и бесконтактных выключателей
- 32. Примеры использования датчиков различных видов
- 33. Примеры использования датчиков различных видов
- 34. Примеры использования датчиков различных видов
- 35. Примеры использования датчиков различных видов
- 36. Виды сенсорных устройств и их функции
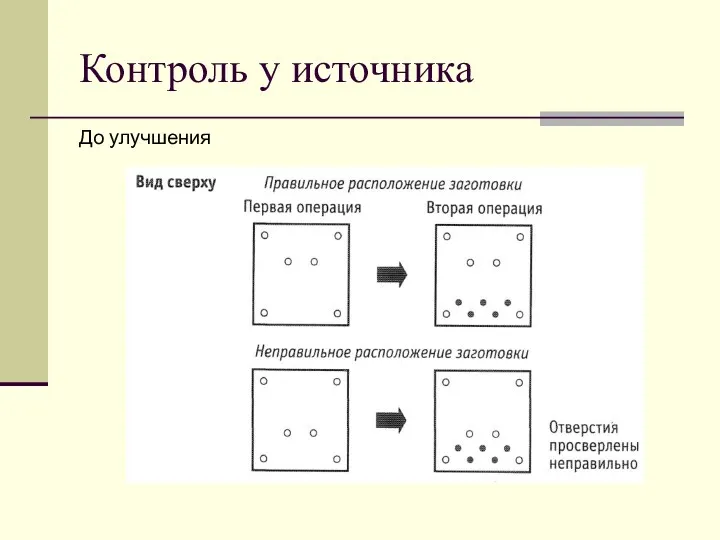
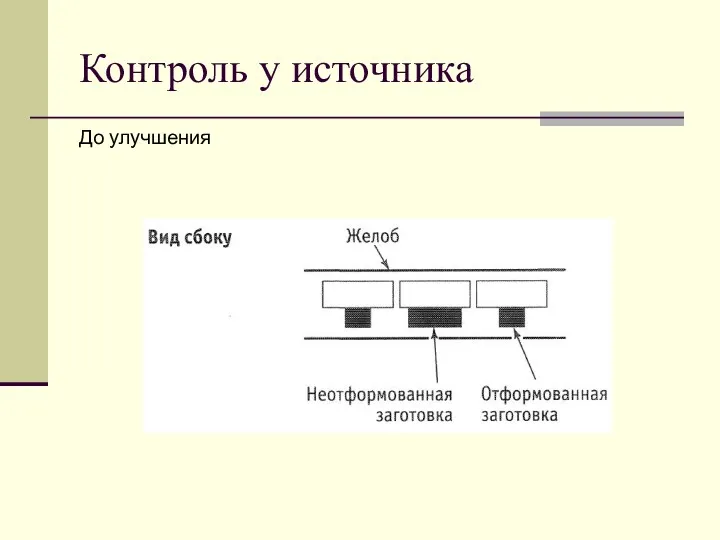
- 37. Контроль у источника До улучшения
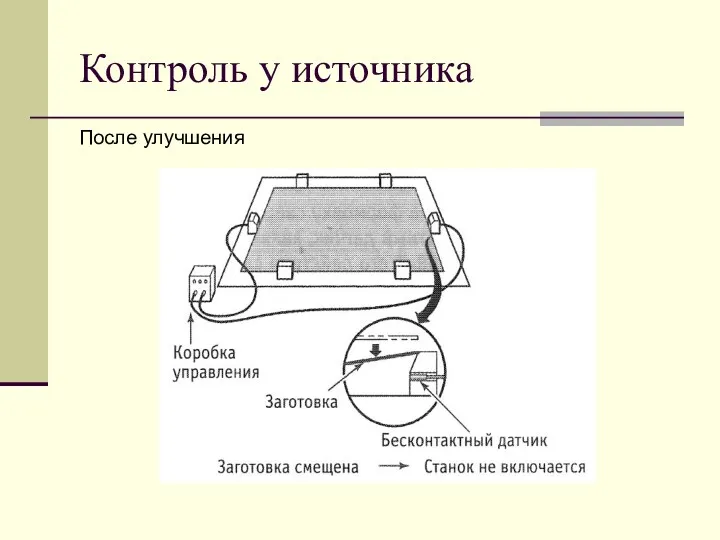
- 38. Контроль у источника После улучшения
- 39. Контроль у источника До улучшения
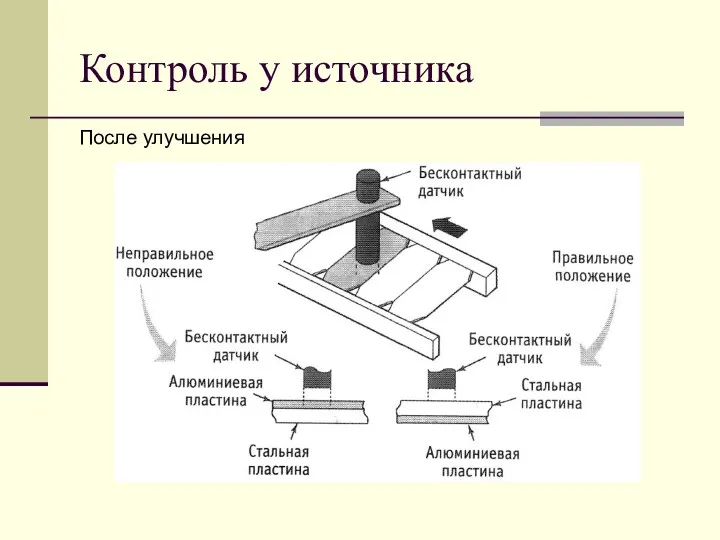
- 40. Контроль у источника После улучшения
- 41. Контроль у источника До улучшения
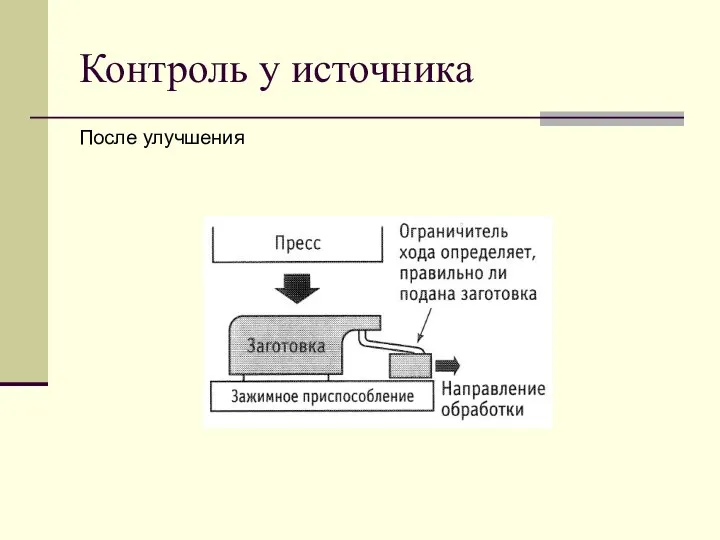
- 42. Контроль у источника После улучшения
- 43. Контроль у источника До улучшения
- 44. Контроль у источника После улучшения
- 45. Контроль у источника До улучшения
- 46. Контроль у источника После улучшения
- 47. Контроль у источника До улучшения
- 48. Контроль у источника После улучшения
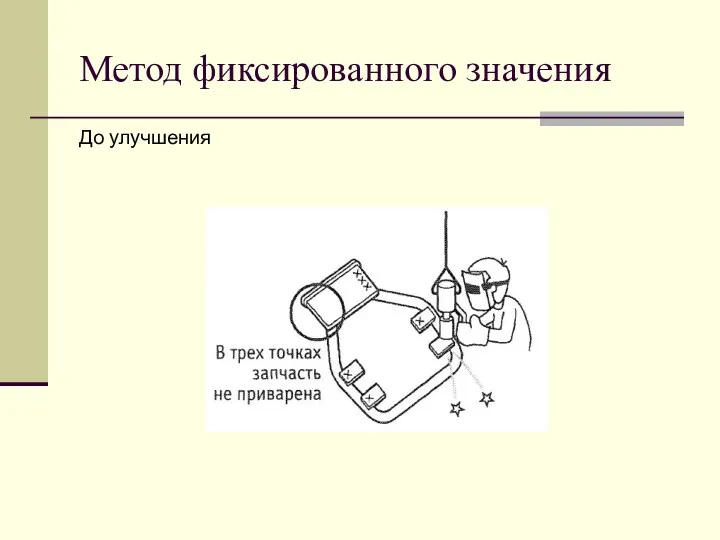
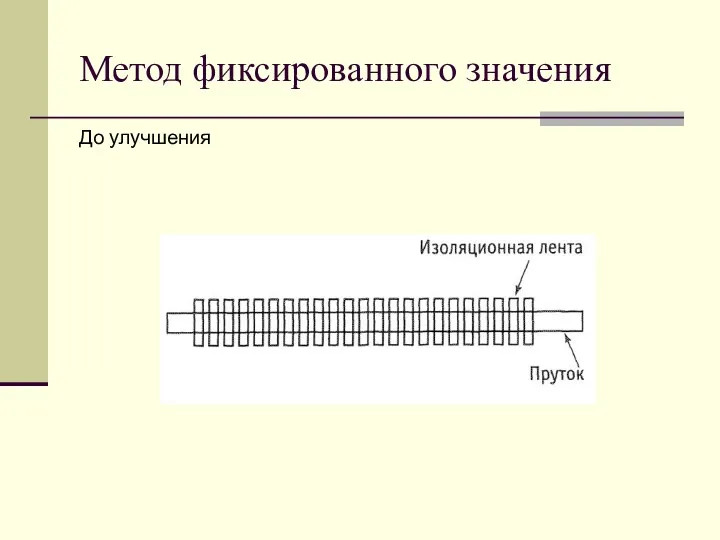
- 49. Метод фиксированного значения До улучшения
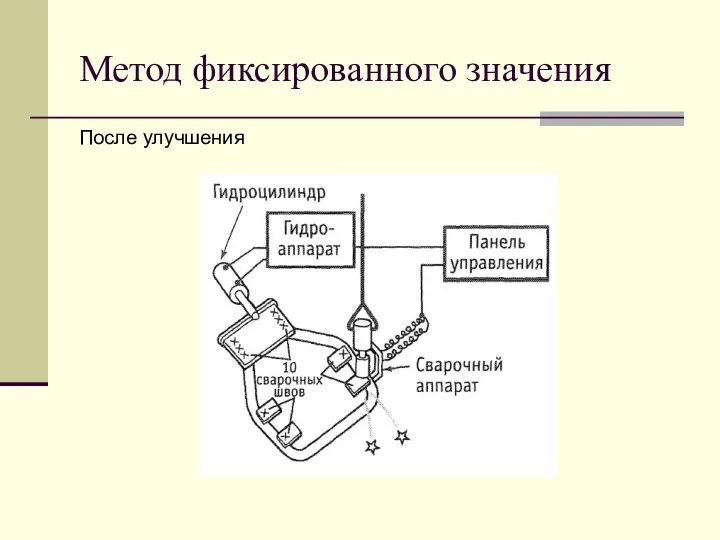
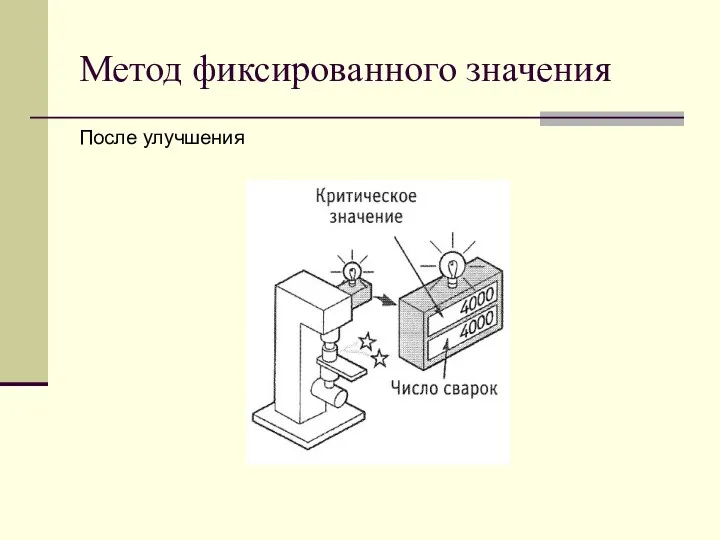
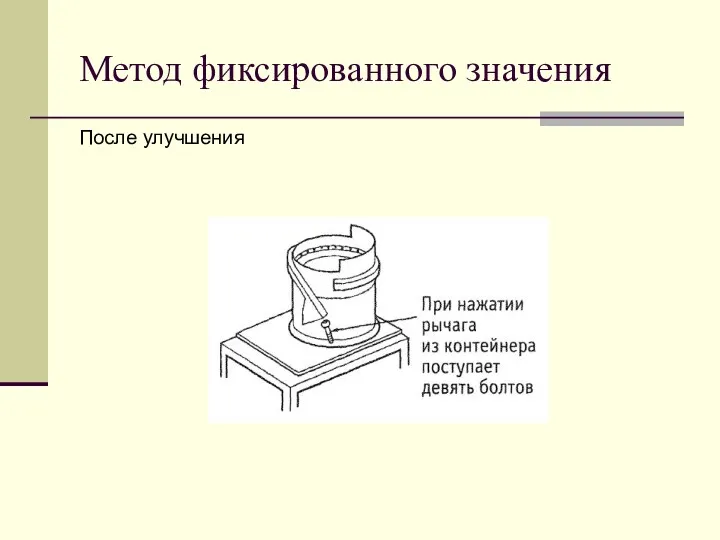
- 50. Метод фиксированного значения После улучшения
- 51. Метод фиксированного значения До улучшения
- 52. Метод фиксированного значения После улучшения
- 53. Метод фиксированного значения До улучшения
- 54. Метод фиксированного значения После улучшения
- 55. Метод фиксированного значения До улучшения
- 56. Метод фиксированного значения После улучшения
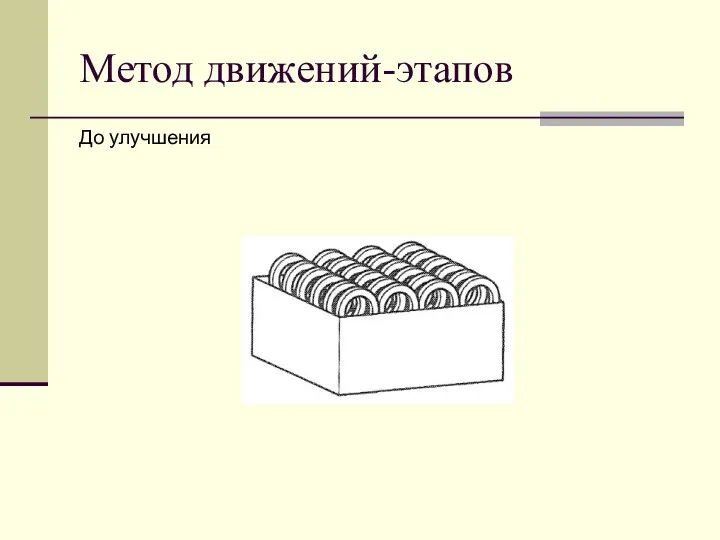
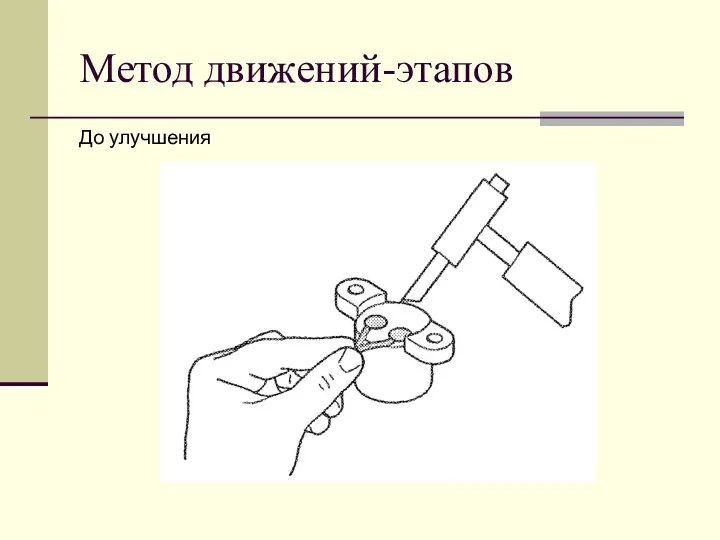
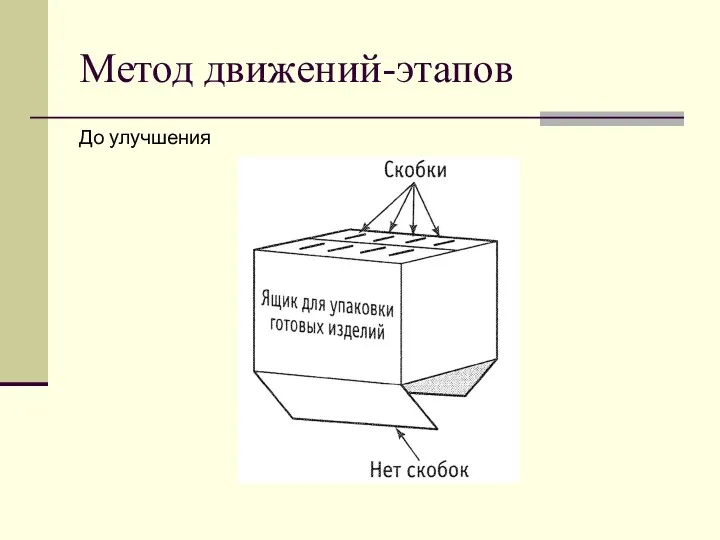
- 57. Метод движений-этапов До улучшения
- 58. Канбан А B C D E
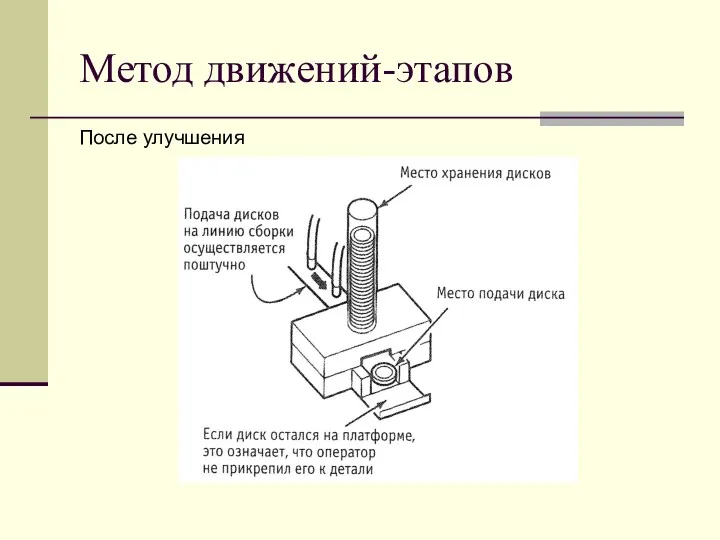
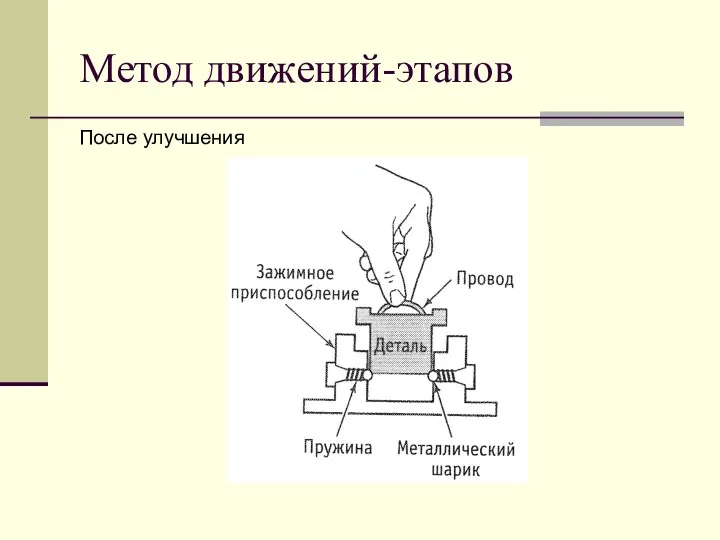
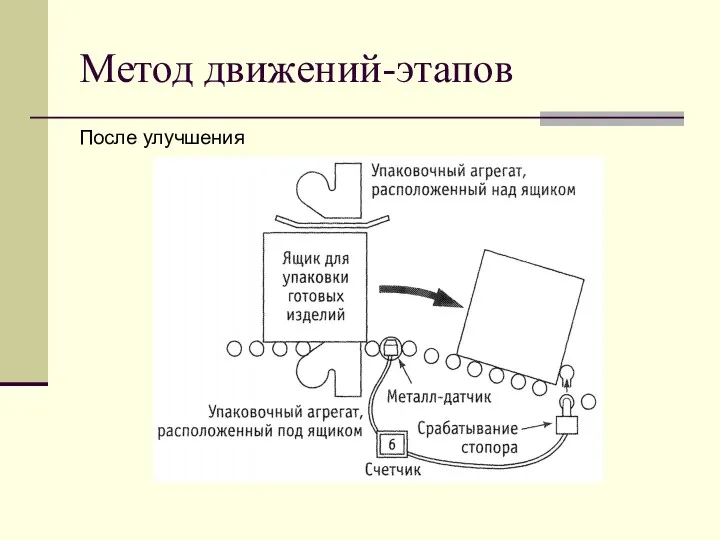
- 59. Метод движений-этапов После улучшения
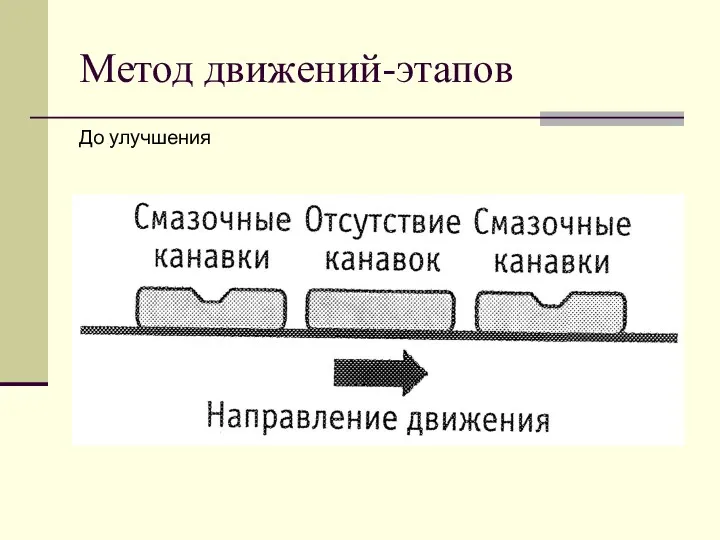
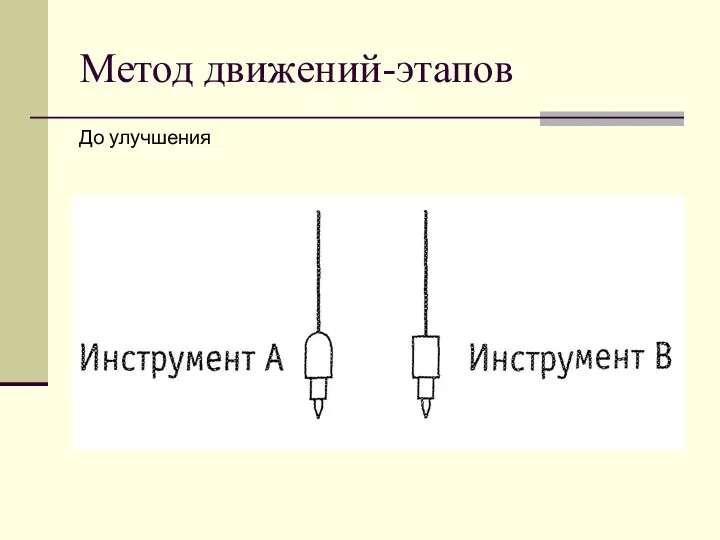
- 60. Метод движений-этапов До улучшения
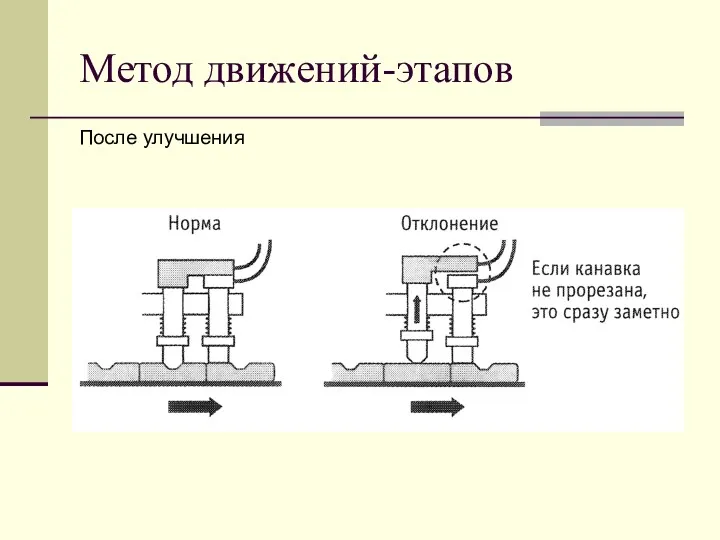
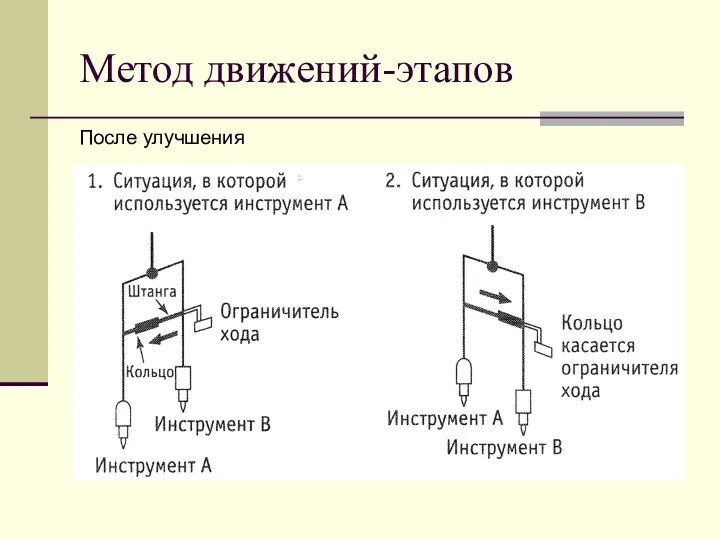
- 61. Метод движений-этапов После улучшения
- 62. Метод движений-этапов До улучшения
- 63. Метод движений-этапов После улучшения
- 64. Метод движений-этапов До улучшения
- 65. Метод движений-этапов После улучшения
- 66. Метод движений-этапов До улучшения
- 67. Метод движений-этапов После улучшения
- 68. Метод движений-этапов До улучшения
- 69. Метод движений-этапов После улучшения
- 70. Метод движений-этапов До улучшения
- 71. Метод движений-этапов После улучшения
- 73. Скачать презентацию

Встроенное качество
5S – Сортировка, Соблюдение порядка, Содержание в чистоте, Стандартизация, Совершенствование
TPM
Встроенное качество
5S – Сортировка, Соблюдение порядка, Содержание в чистоте, Стандартизация, Совершенствование
TPM
Автономный контроль на рабочем месте – гарантия качества продукции
Контролером качества (КК)
Автономный контроль на рабочем месте – гарантия качества продукции
Контролером качества (КК)
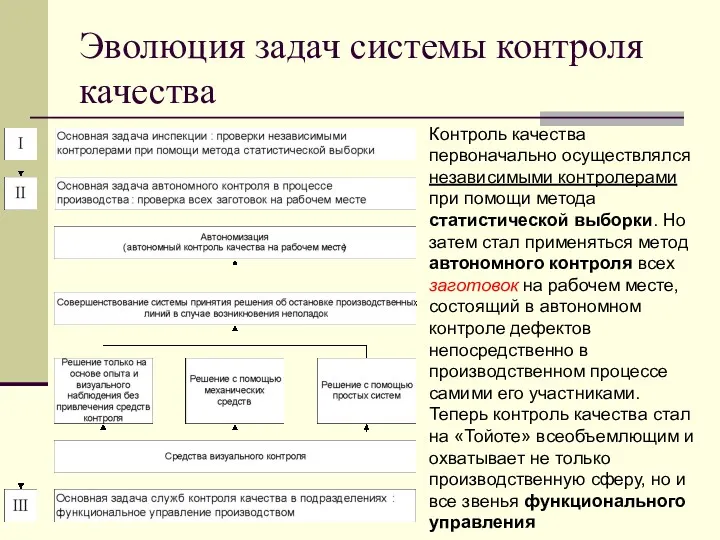
Эволюция задач системы контроля качества
Контроль качества первоначально осуществлялся независимыми контролерами при
Эволюция задач системы контроля качества
Контроль качества первоначально осуществлялся независимыми контролерами при
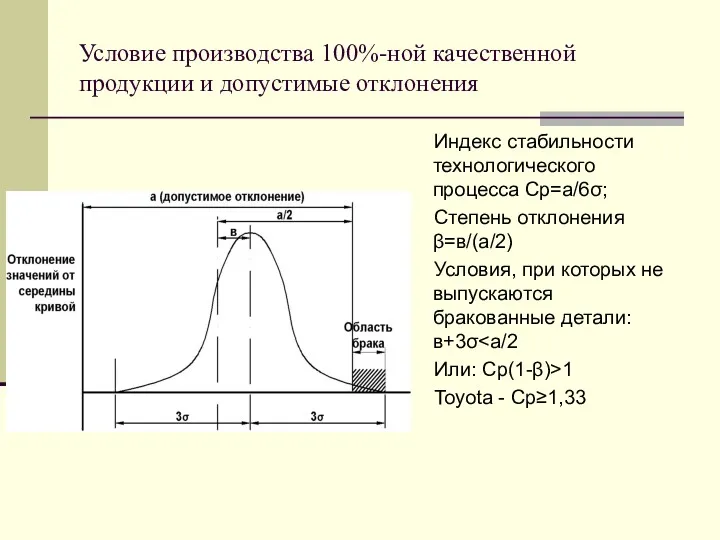
Условие производства 100%-ной качественной продукции и допустимые отклонения
Индекс стабильности технологического процесса
Условие производства 100%-ной качественной продукции и допустимые отклонения
Индекс стабильности технологического процесса
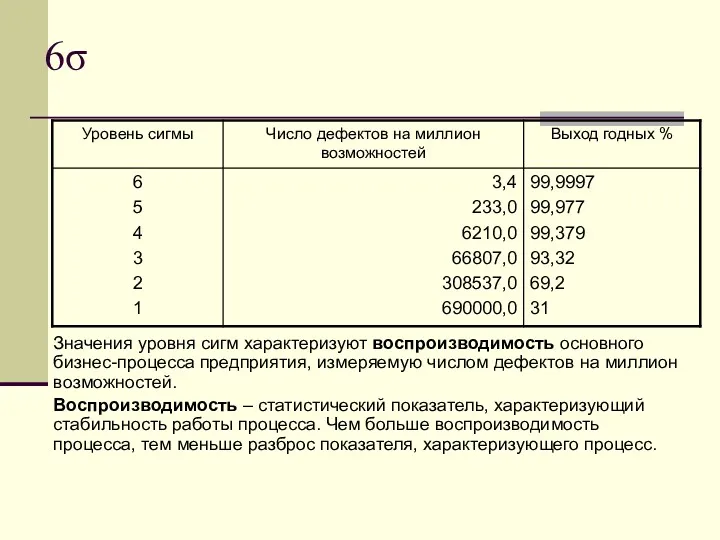
6σ
Значения уровня сигм характеризуют воспроизводимость основного бизнес-процесса предприятия, измеряемую числом дефектов
6σ
Значения уровня сигм характеризуют воспроизводимость основного бизнес-процесса предприятия, измеряемую числом дефектов
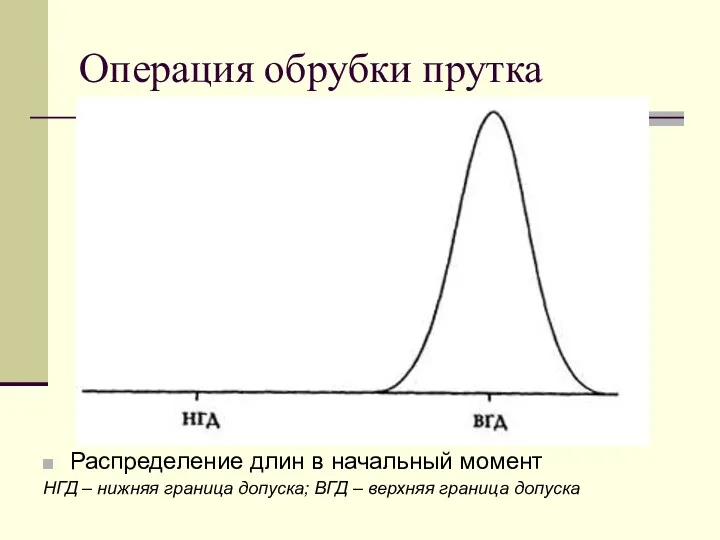
Операция обрубки прутка
Распределение длин в начальный момент
НГД – нижняя граница
Операция обрубки прутка
Распределение длин в начальный момент
НГД – нижняя граница
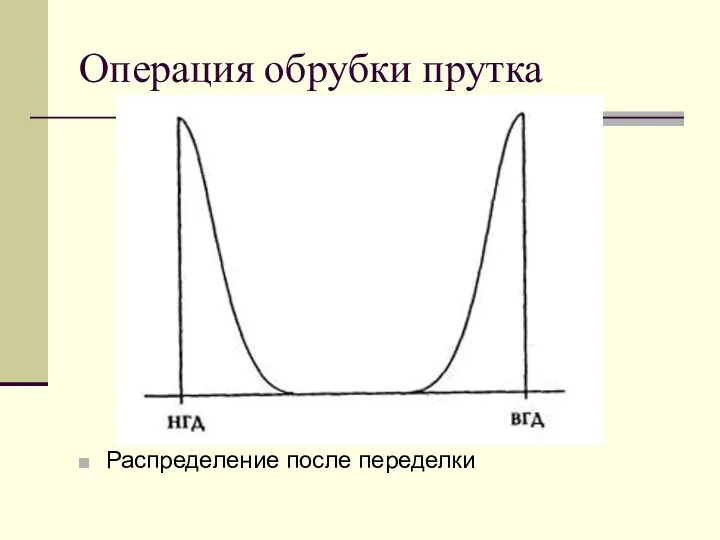
Операция обрубки прутка
Распределение после переделки
Операция обрубки прутка
Распределение после переделки
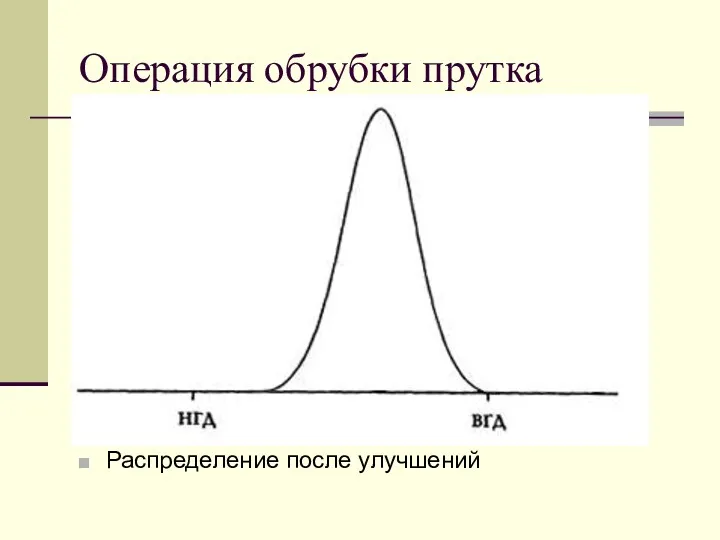
Операция обрубки прутка
Распределение после улучшений
Операция обрубки прутка
Распределение после улучшений

Схема достижения цели при автономном контроле качества на рабочем месте
Автономизация подразумевает
Схема достижения цели при автономном контроле качества на рабочем месте
Автономизация подразумевает
Автономный контроль качества
Снижение производственных издержек в результате сокращения рабочей силы
Приспосабливаемость к
Автономный контроль качества
Снижение производственных издержек в результате сокращения рабочей силы
Приспосабливаемость к
Снижение производственных издержек в результате сокращения рабочей силы
Оборудование налажено таким образом,
Снижение производственных издержек в результате сокращения рабочей силы
Оборудование налажено таким образом,
Приспосабливаемость к изменениям спроса
Все механизмы отключаются автоматически, когда произведено заданное количество
Приспосабливаемость к изменениям спроса
Все механизмы отключаются автоматически, когда произведено заданное количество
Возрастание роли человеческого фактора
Контроль качества основан на самостоятельности работника и требует
Возрастание роли человеческого фактора
Контроль качества основан на самостоятельности работника и требует
Защитные системы останова линии
Контактный метод
Датчики — ограничители или фотоэлементы используются для
Защитные системы останова линии
Контактный метод
Датчики — ограничители или фотоэлементы используются для
Защитные системы останова линии
Контактный метод
Метод совокупности
В отличие от контактного метода, который
Защитные системы останова линии
Контактный метод
Метод совокупности
В отличие от контактного метода, который
Защитные системы останова линии
Контактный метод
Метод совокупности
Метод дополнительных действий
называется так потому, что
Защитные системы останова линии
Контактный метод
Метод совокупности
Метод дополнительных действий
называется так потому, что
Средства визуального контроля
Электрические табло и сигнальные лампы
Электрическое табло «Выход»
Электрическое табло «Обмен
Средства визуального контроля
Электрические табло и сигнальные лампы
Электрическое табло «Выход»
Электрическое табло «Обмен
Средства визуального контроля
Операционные карты и карточки канбан
Междурядная культивация
Канбан детали
Средства визуального контроля
Операционные карты и карточки канбан
Междурядная культивация
Канбан детали

Средства визуального контроля
Цифровые дисплеи
Средства визуального контроля
Цифровые дисплеи
Средства визуального контроля
Указательные карточки складирования и производственных запасов
Средства визуального контроля
Указательные карточки складирования и производственных запасов
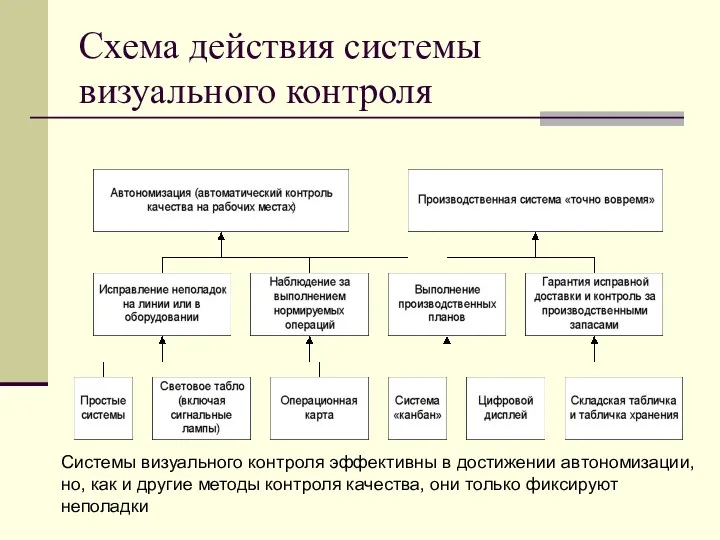
Схема действия системы визуального контроля
Системы визуального контроля эффективны в достижении автономизации,
Схема действия системы визуального контроля
Системы визуального контроля эффективны в достижении автономизации,
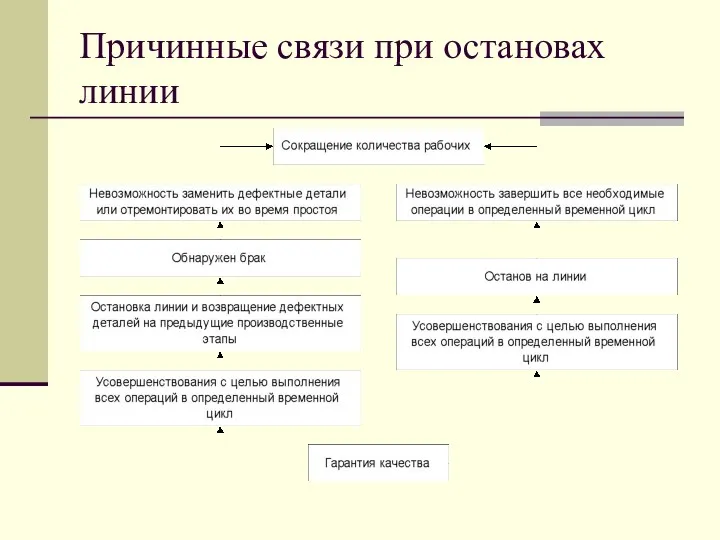
Причинные связи при остановах линии
Причинные связи при остановах линии
Обеспечение качества
«когда» — 8 этапов деятельности: планирование выпуска изделия, конструирование изделия,
Обеспечение качества
«когда» — 8 этапов деятельности: планирование выпуска изделия, конструирование изделия,
Применение устройств пока-ёкэ
Применение устройств пока-ёкэ
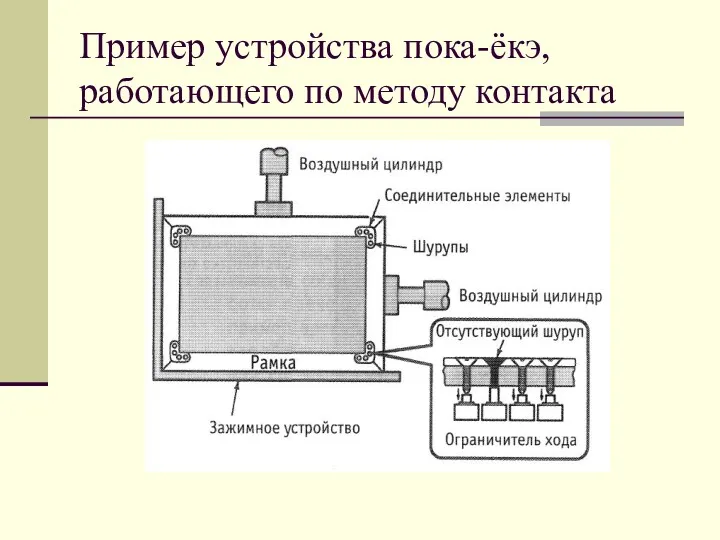
Пример устройства пока-ёкэ, работающего по методу контакта
Пример устройства пока-ёкэ, работающего по методу контакта

Пример устройства пока-ёкэ, работающего по методу фиксированного значения
Пример устройства пока-ёкэ, работающего по методу фиксированного значения
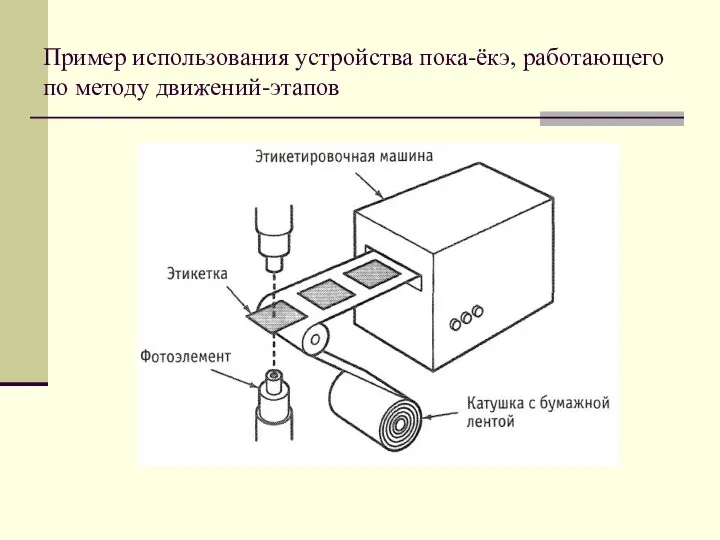
Пример использования устройства пока-ёкэ, работающего по методу движений-этапов
Пример использования устройства пока-ёкэ, работающего по методу движений-этапов

Примеры сенсорных устройств различных видов
Примеры сенсорных устройств различных видов

Образец использования ограничителя хода в качестве устройства пока-ёкэ
Образец использования ограничителя хода в качестве устройства пока-ёкэ

Образцы фотоэлектрических выключателей, фотодиодных датчиков и бесконтактных выключателей
Образцы фотоэлектрических выключателей, фотодиодных датчиков и бесконтактных выключателей

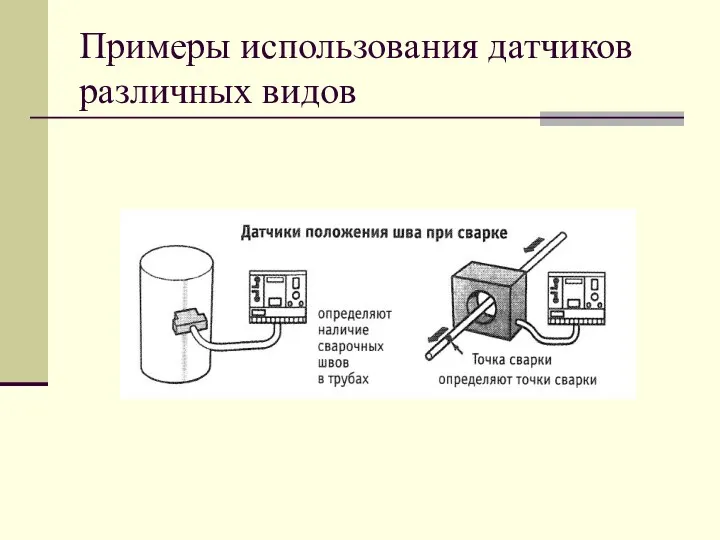
Примеры использования датчиков различных видов
Примеры использования датчиков различных видов

Примеры использования датчиков различных видов
Примеры использования датчиков различных видов

Примеры использования датчиков различных видов
Примеры использования датчиков различных видов
Примеры использования датчиков различных видов
Примеры использования датчиков различных видов
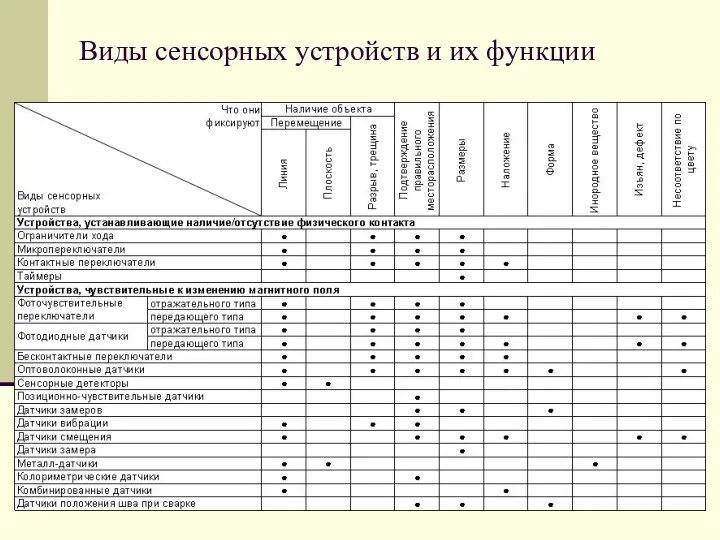
Виды сенсорных устройств и их функции
Виды сенсорных устройств и их функции

Контроль у источника
До улучшения
Контроль у источника
До улучшения
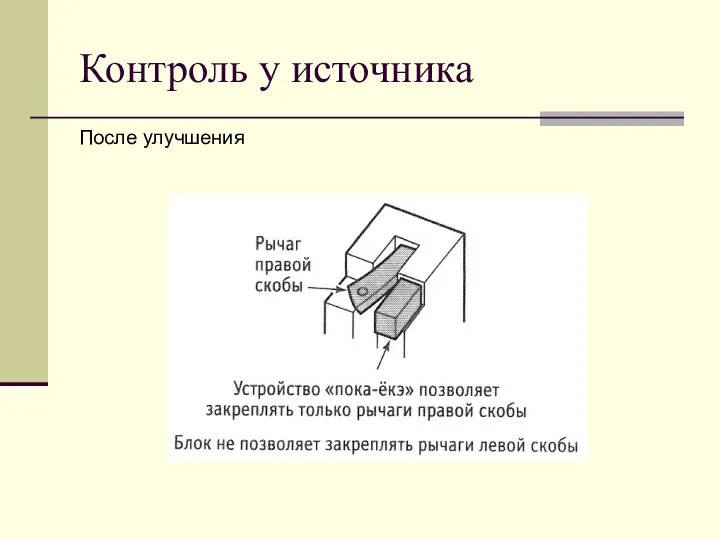
Контроль у источника
После улучшения
Контроль у источника
После улучшения
Контроль у источника
До улучшения
Контроль у источника
До улучшения

Контроль у источника
После улучшения
Контроль у источника
После улучшения
Контроль у источника
До улучшения
Контроль у источника
До улучшения

Контроль у источника
После улучшения
Контроль у источника
После улучшения

Контроль у источника
До улучшения
Контроль у источника
До улучшения
Контроль у источника
После улучшения
Контроль у источника
После улучшения

Контроль у источника
До улучшения
Контроль у источника
До улучшения
Контроль у источника
После улучшения
Контроль у источника
После улучшения

Контроль у источника
До улучшения
Контроль у источника
До улучшения
Контроль у источника
После улучшения
Контроль у источника
После улучшения
Метод фиксированного значения
До улучшения
Метод фиксированного значения
До улучшения
Метод фиксированного значения
После улучшения
Метод фиксированного значения
После улучшения

Метод фиксированного значения
До улучшения
Метод фиксированного значения
До улучшения
Метод фиксированного значения
После улучшения
Метод фиксированного значения
После улучшения

Метод фиксированного значения
До улучшения
Метод фиксированного значения
До улучшения
Метод фиксированного значения
После улучшения
Метод фиксированного значения
После улучшения
Метод фиксированного значения
До улучшения
Метод фиксированного значения
До улучшения
Метод фиксированного значения
После улучшения
Метод фиксированного значения
После улучшения

Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения

Канбан
А
B
C
D
E
Канбан
А
B
C
D
E
Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения

Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения

Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
До улучшения
Метод движений-этапов
После улучшения
Метод движений-этапов
После улучшения
 Методологические основы разработки УР
Методологические основы разработки УР Стратегический менеджмент и стратегия
Стратегический менеджмент и стратегия Кадровое студенческое агенство. Модель трудоустройства студента
Кадровое студенческое агенство. Модель трудоустройства студента Планирование и бюджетирование в компании
Планирование и бюджетирование в компании Мотивация, ее сущность
Мотивация, ее сущность Рейтинг профессиональных навыков
Рейтинг профессиональных навыков Material pentru lucrări de laborator la cursul “Management proiecte”
Material pentru lucrări de laborator la cursul “Management proiecte” Процессы управления проектом
Процессы управления проектом Школы и теории управления
Школы и теории управления Деятельность менеджера
Деятельность менеджера Тайм-менеджмент
Тайм-менеджмент Инструменты удержания клиента
Инструменты удержания клиента Система управления окружающей средой на предприятии
Система управления окружающей средой на предприятии Совершенствование качества обслуживая пассажиров АО Авиакомпании Россия в аэропорту Пулково (Санкт- Петербург)
Совершенствование качества обслуживая пассажиров АО Авиакомпании Россия в аэропорту Пулково (Санкт- Петербург) Автоматизированная система централизованной подготовки и оформления перевозочных документов ЭТРАН
Автоматизированная система централизованной подготовки и оформления перевозочных документов ЭТРАН Типология документов
Типология документов Основы управления персоналом
Основы управления персоналом Организация документооборота
Организация документооборота Планирование и прогнозирование
Планирование и прогнозирование Проектный менеджмент
Проектный менеджмент Разработка и реализация стратегии и сбалансированной системы показателей в банке
Разработка и реализация стратегии и сбалансированной системы показателей в банке Мозговой штурм (30)
Мозговой штурм (30) Оптимизация принятия управленческого решения с применением математических моделей
Оптимизация принятия управленческого решения с применением математических моделей Функция - мотивация
Функция - мотивация Международная логистика Республики Панама
Международная логистика Республики Панама Совершенствование логистической деятельности предприятия пассажирского транспорта
Совершенствование логистической деятельности предприятия пассажирского транспорта Методы планировнаия на предприятии. (Часть 3)
Методы планировнаия на предприятии. (Часть 3) НБП-240-97. Противодымная защита зданий и сооружений. Методы приемо-сдаточных и периодических испытаний
НБП-240-97. Противодымная защита зданий и сооружений. Методы приемо-сдаточных и периодических испытаний