- Методические указания по выполнению курсовой работы

Содержание
- 2. 1. Цель и тема курсовой работы Цель курсовой работы – научить студента применять теоретические знания, полученные
- 3. 2. Объем и содержание курсовой работы Курсовая работа состоит из расчетно-пояснительной записки объемом 20-30 страниц, написанной
- 4. Срок выполнения курсовой работы определяется учебным планом. К защите курсовой работы допускаются студенты, выполнившие ее качественно
- 5. 3. Оформление пояснительной записки Приступая к расчетно-пояснительной записке, необходимо строго соблюдать правильность оформления листов в соответствии
- 6. 3.2. Определение фонда времени и расчеты, связанные с программой выпуска Коэффициент закрепления операции где ∑ПОi –
- 7. 3.3.1. Формулировка служебного назначения детали Студент должен представить четкую формулировку служебного назначения детали, в которой следует
- 8. 3.3.2. Разработка технических условий на деталь и методы их обеспечения На основе изучения чертежа детали и
- 9. 3.3.3. Отработка конструкции детали на технологичность Имеющиеся чертежи детали (изделия) (см. Приложение 14) требуют критического анализа
- 10. 3.3.4. Выбор заготовки и обоснование способа ее получения с расчетом припусков Выбор технологического процесса получения заготовки
- 11. 3.3.4. Выбор заготовки и обоснование способа ее получения с расчетом припусков Выбор технологического процесса получения заготовки
- 12. 3.3.5. Разработка маршрута технологического процесса обработки детали (схема) Предварительно уточняется базирование, выбор оборудования, инструмента и технологической
- 13. 3.3.6. Место термической и химико-термической обработок в технологических процессах изготовления изделий Большая часть ответственных деталей машин
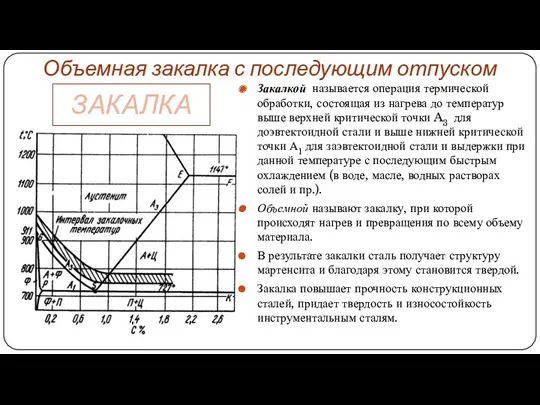
- 14. Объемная закалка с последующим отпуском Закалкой называется операция термической обработки, состоящая из нагрева до температур выше
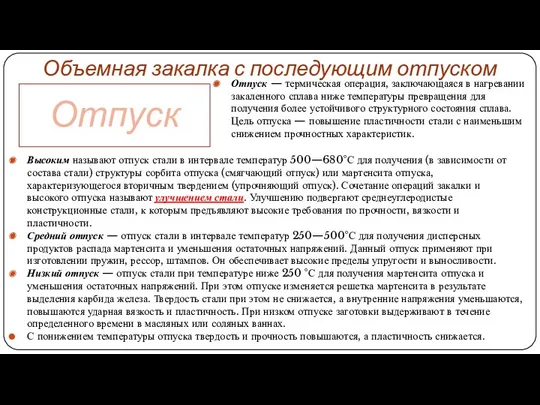
- 15. Объемная закалка с последующим отпуском Отпуск — термическая операция, заключающаяся в нагревании закаленного сплава ниже температуры
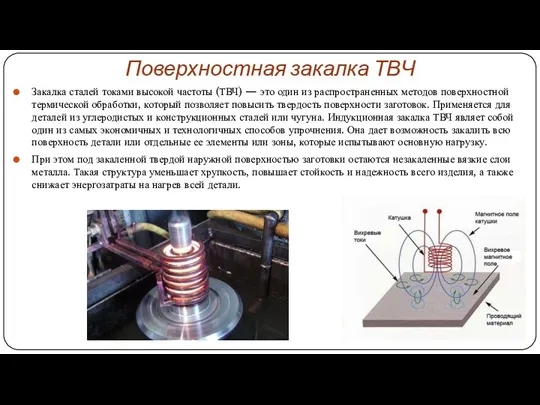
- 16. Поверхностная закалка ТВЧ Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной
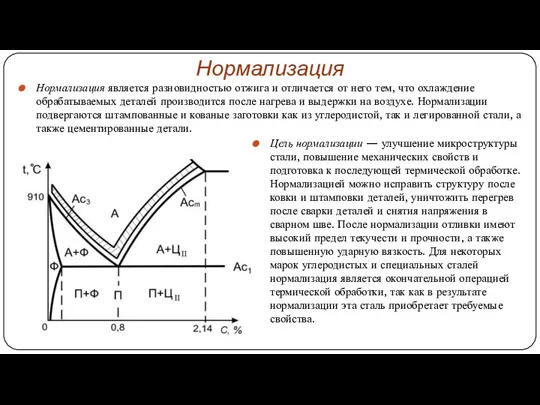
- 17. Нормализация Цель нормализации — улучшение микроструктуры стали, повышение механических свойств и подготовка к последующей термической обработке.
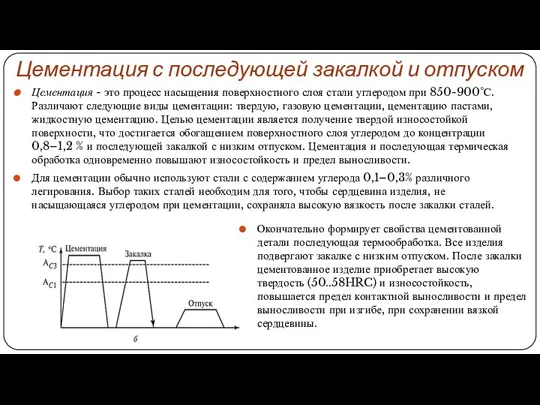
- 18. Цементация с последующей закалкой и отпуском Цементация - это процесс насыщения поверхностного слоя стали углеродом при
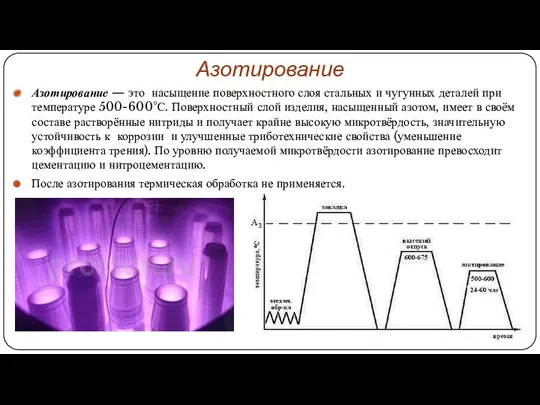
- 19. Азотирование Азотирование — это насыщение поверхностного слоя стальных и чугунных деталей при температуре 500-600°С. Поверхностный слой
- 20. Цианирование Цианированием называется процесс одновременного насыщения стали углеродом и азотом с целью повышения твердости, износостойкости и
- 21. 3.3.6. Место термической и химико-термической обработок в технологических процессах изготовления изделий Термическая и химико-термическая обработки приводят
- 22. 3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали На этом этапе курсовой работы окончательно
- 23. 3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали Металлорежущие станки выбирают с учетом их
- 24. 3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали К технологической оснастке относятся зажимные приспособления
- 25. 3.3.8. Выбор способа установки заготовки на металлорежущих станках Установка заготовки на станке включает два последовательных этапа:
- 26. 3.3.8. Выбор способа установки заготовки на металлорежущих станках Основные понятия теории базирования в машиностроении приведены в
- 27. 3.3.9. Заполнение маршрутной карты При выполнении настоящей работы разработанный технологический процесс пооперационно заносится в маршрутную карту
- 28. 3.3.10. Нормирование технологических операций механической обработки Для каждой операции следует установить норму времени, которая состоит из
- 29. Приложение 1 Титульный лист оформлять следующим образом
- 30. Приложение 2 Рекомендации по выбору типа и организационной формы производства Тип производства в соответствии с ГОСТ
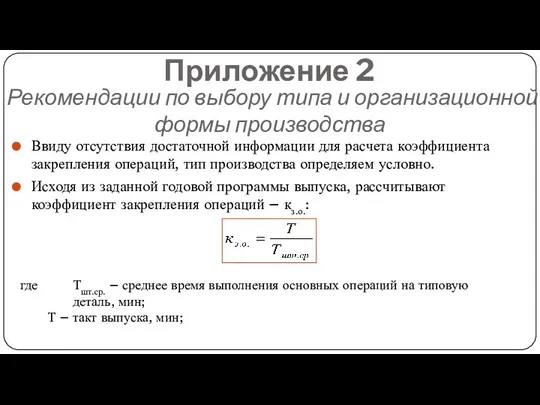
- 31. Приложение 2 Рекомендации по выбору типа и организационной формы производства Ввиду отсутствия достаточной информации для расчета
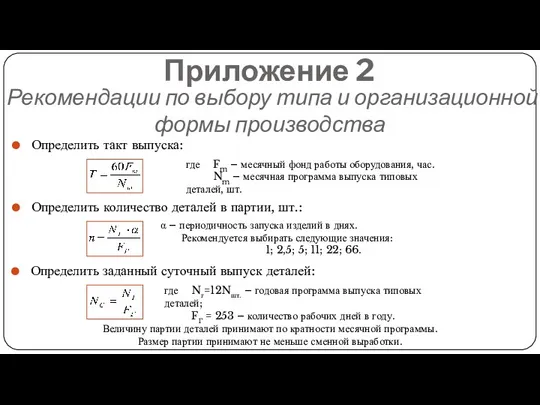
- 32. Приложение 2 Рекомендации по выбору типа и организационной формы производства Определить такт выпуска: где Fm –
- 33. Приложение 3 Описание детали Привести наименование и назначение детали. Дать описание геометрических особенностей детали. Указать марку
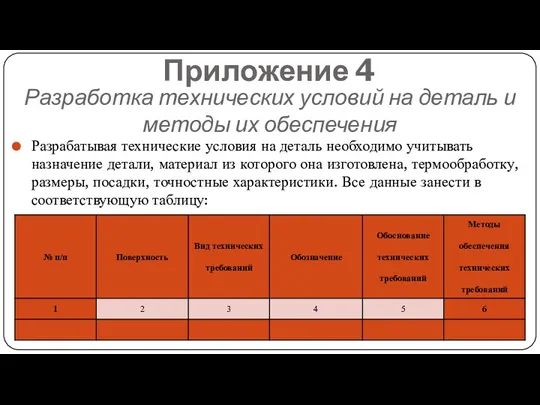
- 34. Приложение 4 Разработка технических условий на деталь и методы их обеспечения Разрабатывая технические условия на деталь
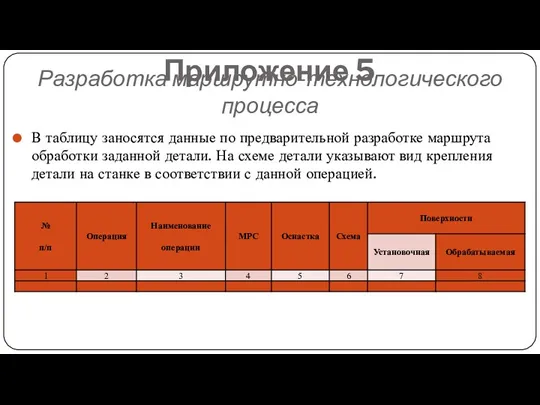
- 35. Приложение 5 Разработка маршрутно-технологического процесса В таблицу заносятся данные по предварительной разработке маршрута обработки заданной детали.
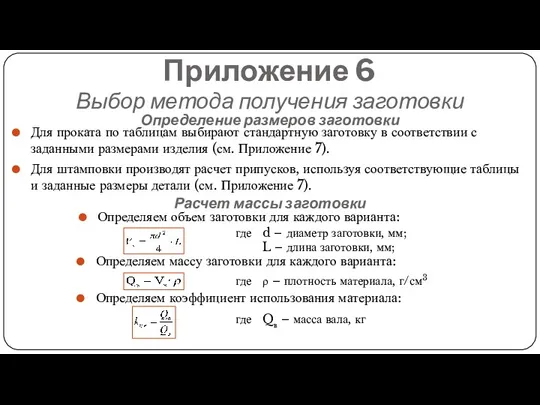
- 36. Приложение 6 Выбор метода получения заготовки Выбор метода изготовления заготовки зависит от формы и размеров детали,
- 37. Приложение 6 Выбор метода получения заготовки Для проката по таблицам выбирают стандартную заготовку в соответствии с
- 38. Приложение 6 Выбор метода получения заготовки Определяем себестоимость заготовки для каждого варианта: Расчет себестоимости заготовки. Sз=Qз·С·К
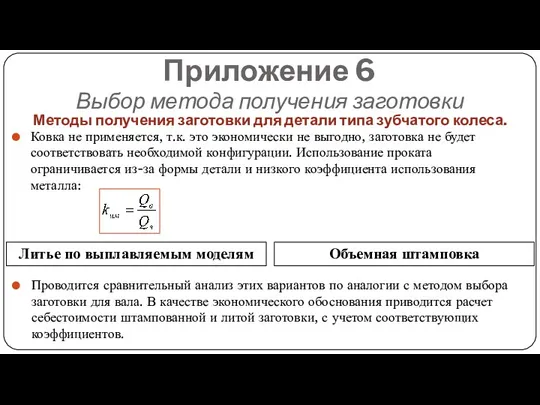
- 39. Приложение 6 Выбор метода получения заготовки Методы получения заготовки для детали типа зубчатого колеса. Ковка не
- 41. Скачать презентацию
1. Цель и тема курсовой работы
Цель курсовой работы –
1. Цель и тема курсовой работы
Цель курсовой работы –
2. Объем и содержание курсовой работы
Курсовая работа состоит из расчетно-пояснительной записки
2. Объем и содержание курсовой работы
Курсовая работа состоит из расчетно-пояснительной записки
Срок выполнения курсовой работы определяется учебным планом.
К защите курсовой работы допускаются
Срок выполнения курсовой работы определяется учебным планом.
К защите курсовой работы допускаются

3. Оформление пояснительной записки
Приступая к расчетно-пояснительной записке, необходимо строго соблюдать правильность
3. Оформление пояснительной записки
Приступая к расчетно-пояснительной записке, необходимо строго соблюдать правильность

3.2. Определение фонда времени и расчеты, связанные с программой выпуска
Коэффициент закрепления
3.2. Определение фонда времени и расчеты, связанные с программой выпуска
Коэффициент закрепления

3.3.1. Формулировка служебного назначения детали
Студент должен представить четкую формулировку служебного назначения
3.3.1. Формулировка служебного назначения детали
Студент должен представить четкую формулировку служебного назначения
3.3.2. Разработка технических условий на деталь и методы их обеспечения
На основе
3.3.2. Разработка технических условий на деталь и методы их обеспечения
На основе

3.3.3. Отработка конструкции детали на технологичность
Имеющиеся чертежи детали (изделия) (см. Приложение
3.3.3. Отработка конструкции детали на технологичность
Имеющиеся чертежи детали (изделия) (см. Приложение
3.3.4. Выбор заготовки и обоснование способа ее получения с расчетом припусков
Выбор
3.3.4. Выбор заготовки и обоснование способа ее получения с расчетом припусков
Выбор

3.3.4. Выбор заготовки и обоснование способа ее получения с расчетом припусков
Выбор
3.3.4. Выбор заготовки и обоснование способа ее получения с расчетом припусков
Выбор
3.3.5. Разработка маршрута технологического процесса обработки детали (схема)
Предварительно уточняется базирование, выбор
3.3.5. Разработка маршрута технологического процесса обработки детали (схема)
Предварительно уточняется базирование, выбор
3.3.6. Место термической и химико-термической обработок в технологических процессах изготовления изделий
Большая
3.3.6. Место термической и химико-термической обработок в технологических процессах изготовления изделий
Большая
Объемная закалка с последующим отпуском
Закалкой называется операция термической обработки, состоящая из нагрева
Объемная закалка с последующим отпуском
Закалкой называется операция термической обработки, состоящая из нагрева
Объемная закалка с последующим отпуском
Отпуск — термическая операция, заключающаяся в нагревании
Объемная закалка с последующим отпуском
Отпуск — термическая операция, заключающаяся в нагревании
Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один
Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один
Нормализация
Цель нормализации — улучшение микроструктуры стали, повышение механических свойств и подготовка к
Нормализация
Цель нормализации — улучшение микроструктуры стали, повышение механических свойств и подготовка к
Цементация с последующей закалкой и отпуском
Цементация - это процесс насыщения поверхностного
Цементация с последующей закалкой и отпуском
Цементация - это процесс насыщения поверхностного
Азотирование
Азотирование — это насыщение поверхностного слоя стальных и чугунных деталей при температуре
Азотирование
Азотирование — это насыщение поверхностного слоя стальных и чугунных деталей при температуре

Цианирование
Цианированием называется процесс одновременного насыщения стали углеродом и азотом с целью
Цианирование
Цианированием называется процесс одновременного насыщения стали углеродом и азотом с целью
3.3.6. Место термической и химико-термической обработок в технологических процессах изготовления изделий
Термическая
3.3.6. Место термической и химико-термической обработок в технологических процессах изготовления изделий
Термическая
3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали
На этом
3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали
На этом

3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали
Металлорежущие станки
3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали
Металлорежущие станки

3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали
К технологической
3.3.7. Выбор технологического оборудования и технологической оснастки для обработки детали
К технологической

3.3.8. Выбор способа установки заготовки на металлорежущих станках
Установка заготовки на станке
3.3.8. Выбор способа установки заготовки на металлорежущих станках
Установка заготовки на станке
3.3.8. Выбор способа установки заготовки на металлорежущих станках
Основные понятия теории базирования
3.3.8. Выбор способа установки заготовки на металлорежущих станках
Основные понятия теории базирования

3.3.9. Заполнение маршрутной карты
При выполнении настоящей работы разработанный технологический процесс пооперационно
3.3.9. Заполнение маршрутной карты
При выполнении настоящей работы разработанный технологический процесс пооперационно

3.3.10. Нормирование технологических операций механической обработки
Для каждой операции следует установить норму
3.3.10. Нормирование технологических операций механической обработки
Для каждой операции следует установить норму
Приложение 1
Титульный лист оформлять следующим образом
Приложение 1
Титульный лист оформлять следующим образом

Приложение 2
Рекомендации по выбору типа и организационной формы производства
Тип производства в
Приложение 2
Рекомендации по выбору типа и организационной формы производства
Тип производства в
Приложение 2
Рекомендации по выбору типа и организационной формы производства
Ввиду отсутствия достаточной
Приложение 2
Рекомендации по выбору типа и организационной формы производства
Ввиду отсутствия достаточной
Приложение 2
Рекомендации по выбору типа и организационной формы производства
Определить такт выпуска:
где
Приложение 2
Рекомендации по выбору типа и организационной формы производства
Определить такт выпуска:
где

Приложение 3
Описание детали
Привести наименование и назначение детали.
Дать описание геометрических особенностей детали.
Указать
Приложение 3
Описание детали
Привести наименование и назначение детали.
Дать описание геометрических особенностей детали.
Указать
Приложение 4
Разработка технических условий на деталь и методы их обеспечения
Разрабатывая технические
Приложение 4
Разработка технических условий на деталь и методы их обеспечения
Разрабатывая технические
Приложение 5
Разработка маршрутно-технологического процесса
В таблицу заносятся данные по предварительной разработке маршрута
Приложение 5
Разработка маршрутно-технологического процесса
В таблицу заносятся данные по предварительной разработке маршрута

Приложение 6
Выбор метода получения заготовки
Выбор метода изготовления заготовки зависит от формы
Приложение 6
Выбор метода получения заготовки
Выбор метода изготовления заготовки зависит от формы
Приложение 6
Выбор метода получения заготовки
Для проката по таблицам выбирают стандартную заготовку
Приложение 6
Выбор метода получения заготовки
Для проката по таблицам выбирают стандартную заготовку

Приложение 6
Выбор метода получения заготовки
Определяем себестоимость заготовки для каждого варианта:
Расчет себестоимости
Приложение 6
Выбор метода получения заготовки
Определяем себестоимость заготовки для каждого варианта:
Расчет себестоимости
Приложение 6
Выбор метода получения заготовки
Методы получения заготовки для детали типа зубчатого
Приложение 6
Выбор метода получения заготовки
Методы получения заготовки для детали типа зубчатого
 Урок – это дидактическая система
Урок – это дидактическая система Дистанционная форма обучения как инновационная образовательная модель
Дистанционная форма обучения как инновационная образовательная модель Высшая школа экономики. Пермь
Высшая школа экономики. Пермь Управление информационной безопасностью в профессиональном образовании
Управление информационной безопасностью в профессиональном образовании Методология эксперментального исследования
Методология эксперментального исследования Образование, его значимость для личности и общества
Образование, его значимость для личности и общества Особенности построения современного урока в соответствии с реализацией задач ФГОС НОО
Особенности построения современного урока в соответствии с реализацией задач ФГОС НОО Принципы СТЕМ (STEAM) в технологиях образования дошкольников. Что такое СТЕМ-образование
Принципы СТЕМ (STEAM) в технологиях образования дошкольников. Что такое СТЕМ-образование Методика модульнорейтинговой системы оценки качества успеваемости учащихся
Методика модульнорейтинговой системы оценки качества успеваемости учащихся От Каинска -до Куйбышева современного
От Каинска -до Куйбышева современного Факультет информатики, математики и физики
Факультет информатики, математики и физики PENTAGON. Основные правила игры
PENTAGON. Основные правила игры Эффективность внедрения общественного наблюдения как механизма противодействия нарушениям порядка проведения ГИА
Эффективность внедрения общественного наблюдения как механизма противодействия нарушениям порядка проведения ГИА Курсы программирования для школьников и взрослых. Фирма 1С
Курсы программирования для школьников и взрослых. Фирма 1С Ресурсные центры РДШ Мурманской области
Ресурсные центры РДШ Мурманской области Saint-Petersburg State University of Economics
Saint-Petersburg State University of Economics Идеальный колледж
Идеальный колледж Федеральный государственный образовательный стандарт начального общего образования и его реализация в УМК
Федеральный государственный образовательный стандарт начального общего образования и его реализация в УМК Памятка для ученика начальной школы по созданию творческого проекта
Памятка для ученика начальной школы по созданию творческого проекта Шаблон презентации на студенческий конкурс 2019. Институт фармации, химии и биологии
Шаблон презентации на студенческий конкурс 2019. Институт фармации, химии и биологии Подольский социально-спортивный колледж. Правила приема на обучение
Подольский социально-спортивный колледж. Правила приема на обучение Республика Башкортостан – ЮНЕСКО. 20 лет сотрудничества
Республика Башкортостан – ЮНЕСКО. 20 лет сотрудничества Журнал для педагогов и руководителей. Эксперимент и инновации в школе
Журнал для педагогов и руководителей. Эксперимент и инновации в школе Особенности системы оценки качества образования
Особенности системы оценки качества образования Федеральная нормативно-правовая база инклюзивного образования
Федеральная нормативно-правовая база инклюзивного образования Горловский колледж промышленной техники и экономики
Горловский колледж промышленной техники и экономики Работа с научной литературой
Работа с научной литературой Экономика и бухгалтерский учет. Учебная практика
Экономика и бухгалтерский учет. Учебная практика