- 44bc7f63a101e1e87602f1ef2eee125e

Содержание
- 2. Краткие показатели проекта
- 3. Дата начала реализации инвестиционного проекта- 2017-2018 года, Проектные работы; анализ, подбор, закуп оборудования Дата окончания реализации
- 4. -Уровень развития производства стального проката и изделий с горячим цинковым покрытием хорошо характеризуется таким показателем, как
- 5. Сравнение уровня индустриализации отрасли на евразийском континенте Диаграмма количества заводов цинкования
- 6. ГЕОГРАФИЯ РОССИЙСКОЙ ОТРАСЛИ ЦИНКОВАНИЯ ИЗДЕЛИЙ
- 9. Факты о цинке -Важнейшей областью использования цинка является борьба с коррозией, которая ежегодно уничтожает 1/5 объема
- 10. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ МЕТОДА ГОРЯЧЕГО ЦИНКОВАНИЯ Вместе с медью цинк является самым дешевым укрывным материалом Цинк –
- 11. СХЕМА ПРОИЗВОДСТВА Общее цинкование металлоконструкций происходит путем покрытия материала слоем цинка и сплавов железа и цинка,
- 12. Планировка производственного здания
- 13. Планировка производственного здания Зона линии горячего цинкования
- 14. Закрытая система предварительной химической обработки (капсула). Ванны химической обработки Система очистки кислотного пара. Скруббер (абсорбер) Система
- 15. Сушильная печь с системой рекуперации воздуха от печи цинкования Сушка после капсулы химической обработки Загрузка в
- 16. Цинковая ванна 12х1,5х2,6м Система удаления «белого дыма», рукавные фильтра. Ограждение печи Цинковая печь ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
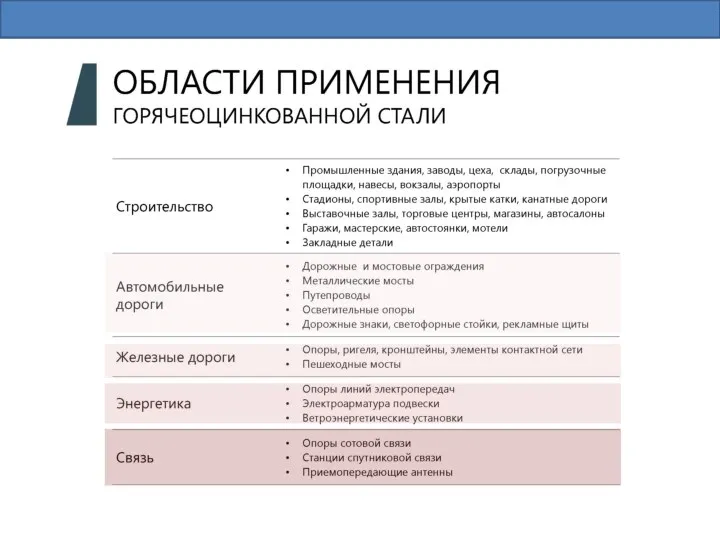
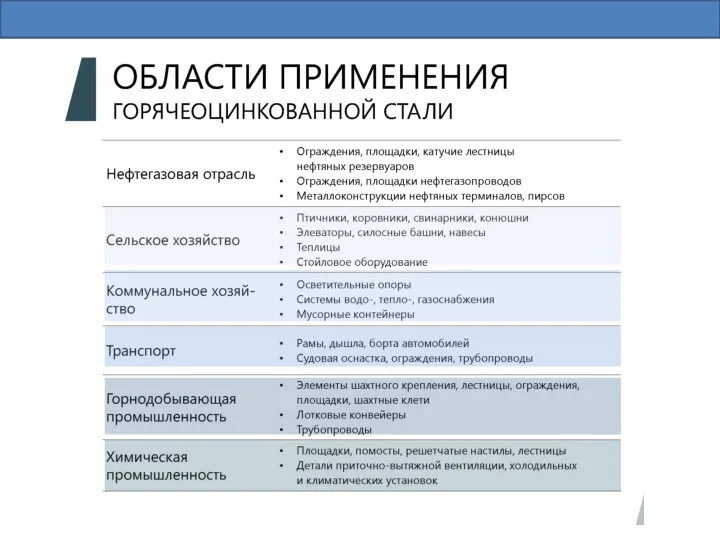
- 17. ПРОДУКЦИЯ ГОРЯЧЕГО ЦИНКОВАНИЯ Опоры сотовой связи Канатные дороги Краны Электрические подстанции Ограждения Метизы, крепеж Лестницы Опоры,
- 18. Планировка производственного здания Зона линии металлообработки
- 19. Автоматическая линия для пробивки, резки, маркировки уголка JHC2020 Размеры: 32*7.5*2.35м Гидравлический координатно-пробивной станок для толстого листа
- 20. Затыловочная машина для уголка TQC200-2C Размеры: 2,2*1.5*1.66м Координатно-сверлильный станок PD2016 Максимальный размер заготовки: 2,0×1,6м ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ
- 22. Скачать презентацию
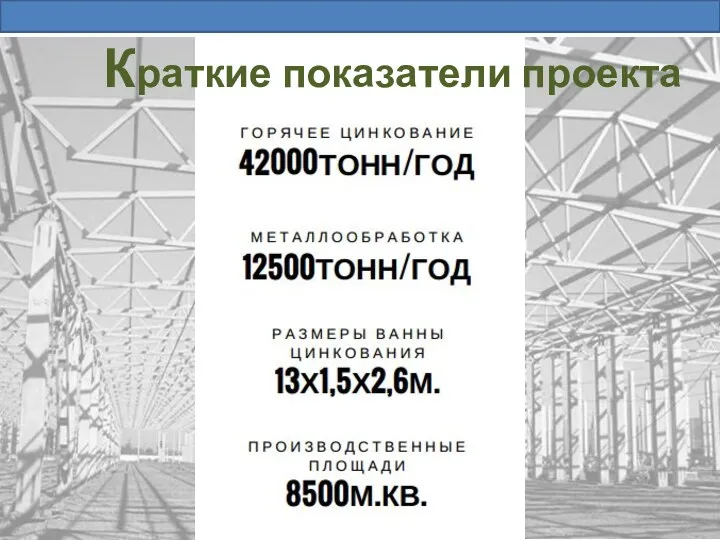
Краткие показатели проекта
Краткие показатели проекта
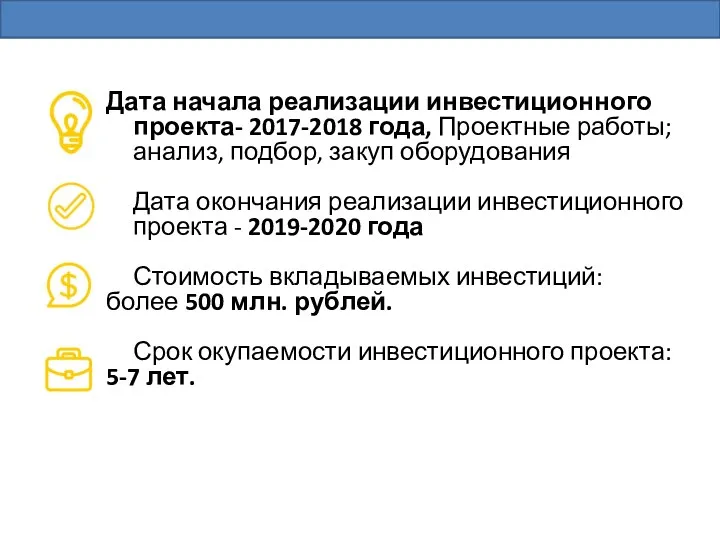
Дата начала реализации инвестиционного проекта- 2017-2018 года, Проектные работы; анализ, подбор, закуп

-Уровень развития производства стального проката и изделий с горячим цинковым
покрытием
-Уровень развития производства стального проката и изделий с горячим цинковым покрытием
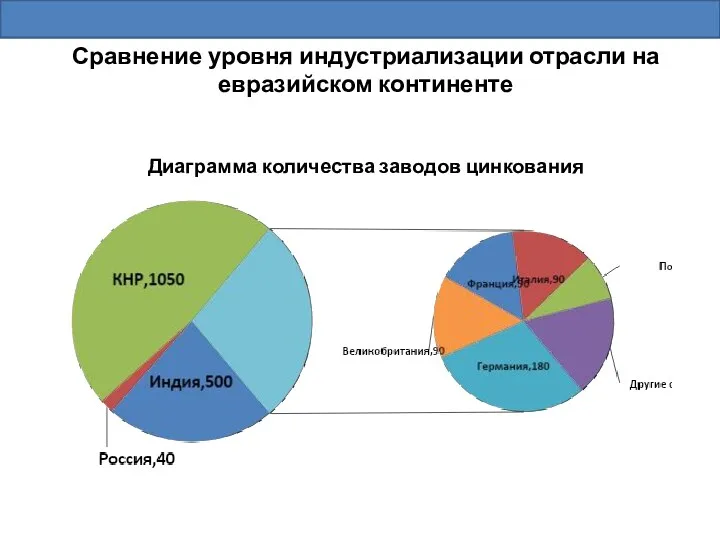
Сравнение уровня индустриализации отрасли на евразийском континенте
Диаграмма количества заводов цинкования
Сравнение уровня индустриализации отрасли на евразийском континенте
Диаграмма количества заводов цинкования
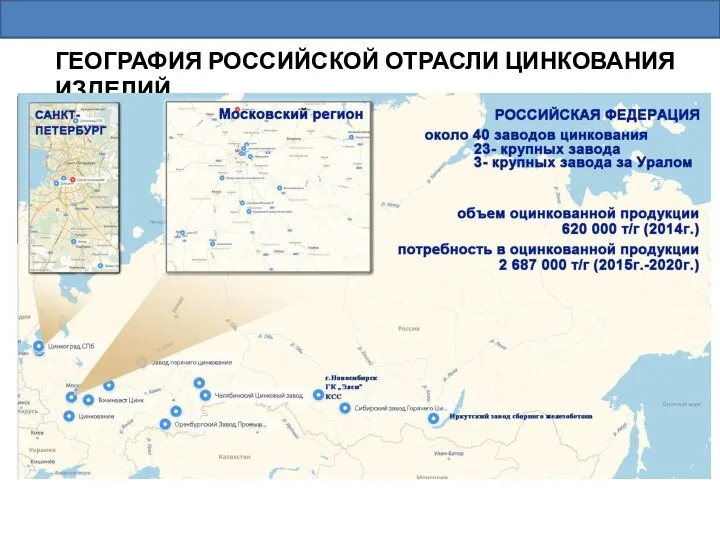
ГЕОГРАФИЯ РОССИЙСКОЙ ОТРАСЛИ ЦИНКОВАНИЯ ИЗДЕЛИЙ
ГЕОГРАФИЯ РОССИЙСКОЙ ОТРАСЛИ ЦИНКОВАНИЯ ИЗДЕЛИЙ
Факты о цинке
-Важнейшей областью использования цинка является борьба с коррозией, которая
Факты о цинке
-Важнейшей областью использования цинка является борьба с коррозией, которая
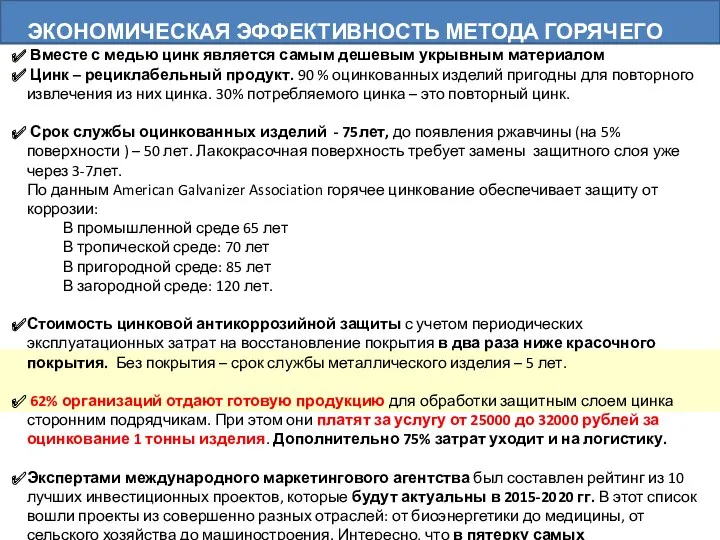
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ МЕТОДА ГОРЯЧЕГО ЦИНКОВАНИЯ
Вместе с медью цинк является
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ МЕТОДА ГОРЯЧЕГО ЦИНКОВАНИЯ
Вместе с медью цинк является

СХЕМА ПРОИЗВОДСТВА Общее цинкование металлоконструкций происходит путем покрытия материала слоем цинка
СХЕМА ПРОИЗВОДСТВА Общее цинкование металлоконструкций происходит путем покрытия материала слоем цинка

Планировка производственного здания
Планировка производственного здания
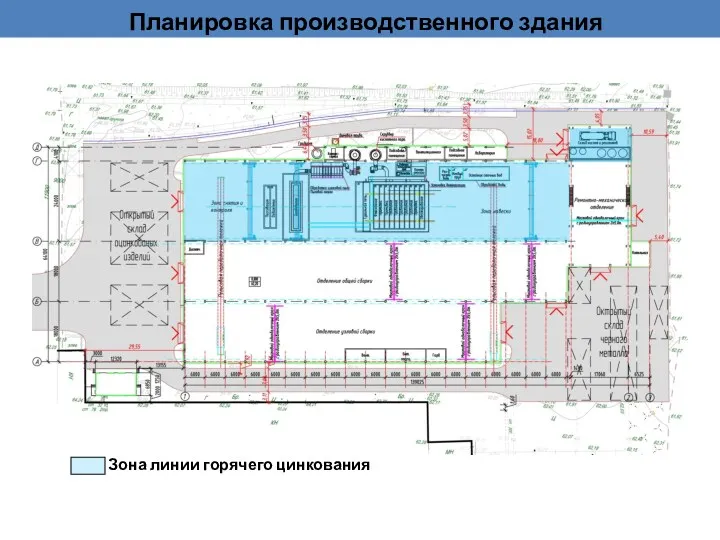
Планировка производственного здания
Зона линии горячего цинкования
Планировка производственного здания
Зона линии горячего цинкования

Закрытая система предварительной химической обработки (капсула). Ванны химической обработки
Система очистки кислотного
Закрытая система предварительной химической обработки (капсула). Ванны химической обработки
Система очистки кислотного

Сушильная печь с системой рекуперации воздуха от печи цинкования
Сушка после
капсулы
Сушильная печь с системой рекуперации воздуха от печи цинкования
Сушка после
капсулы

Цинковая ванна 12х1,5х2,6м
Система удаления «белого дыма», рукавные фильтра.
Ограждение печи
Цинковая печь
ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ
Цинковая ванна 12х1,5х2,6м
Система удаления «белого дыма», рукавные фильтра.
Ограждение печи
Цинковая печь
ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ

ПРОДУКЦИЯ ГОРЯЧЕГО ЦИНКОВАНИЯ
Опоры сотовой связи
Канатные дороги
Краны
Электрические подстанции
Ограждения
Метизы, крепеж
Лестницы
Опоры, трубы
Воздуховоды
Скульптурные композиции
Опоры
ПРОДУКЦИЯ ГОРЯЧЕГО ЦИНКОВАНИЯ
Опоры сотовой связи
Канатные дороги
Краны
Электрические подстанции
Ограждения
Метизы, крепеж
Лестницы
Опоры, трубы
Воздуховоды
Скульптурные композиции
Опоры

Планировка производственного здания
Зона линии металлообработки
Планировка производственного здания
Зона линии металлообработки

Автоматическая линия для пробивки, резки, маркировки уголка JHC2020
Размеры: 32*7.5*2.35м
Гидравлический координатно-пробивной станок
Автоматическая линия для пробивки, резки, маркировки уголка JHC2020
Размеры: 32*7.5*2.35м
Гидравлический координатно-пробивной станок

Затыловочная машина для уголка TQC200-2C
Размеры: 2,2*1.5*1.66м
Координатно-сверлильный станок PD2016
Максимальный размер заготовки: 2,0×1,6м
ОСНОВНОЕ
Затыловочная машина для уголка TQC200-2C
Размеры: 2,2*1.5*1.66м
Координатно-сверлильный станок PD2016
Максимальный размер заготовки: 2,0×1,6м
ОСНОВНОЕ
 Презентация Дружба в виртуальном пространстве
Презентация Дружба в виртуальном пространстве Ультразвуковой дальномер и СОМ порт
Ультразвуковой дальномер и СОМ порт Проблемы применения новых оральных антикоагулянтов в клинической практике
Проблемы применения новых оральных антикоагулянтов в клинической практике Мои гости
Мои гости География всемирных экономических отношений
География всемирных экономических отношений ВПР 5 кл
ВПР 5 кл ОДЕЖДА ХАНТОВ И МАНСИ
ОДЕЖДА ХАНТОВ И МАНСИ Оболочки головного мозга
Оболочки головного мозга Разработка услуги по устранению дефектов кузова без повреждения лакокрасочного покрытия
Разработка услуги по устранению дефектов кузова без повреждения лакокрасочного покрытия Путешествие к истокам. Фотохроника. Волгоград, храм Николая Чудотворца на Тулака
Путешествие к истокам. Фотохроника. Волгоград, храм Николая Чудотворца на Тулака Фармакоэпидемиология и фармакоэкономика. Использование экономической оценки, как элемент принятия решений в медицине
Фармакоэпидемиология и фармакоэкономика. Использование экономической оценки, как элемент принятия решений в медицине Половинки (первый и последний звук)
Половинки (первый и последний звук) Рабочее место кассира Фрисби
Рабочее место кассира Фрисби Образец. 7 класс
Образец. 7 класс Unusual and extraordinary celebrations and festivals around the world
Unusual and extraordinary celebrations and festivals around the world Системы коммутации. Элементы сети ТфОП. (Лекция 3)
Системы коммутации. Элементы сети ТфОП. (Лекция 3) Безопасность детей в быту
Безопасность детей в быту ВИЧ-инфекция
ВИЧ-инфекция Методика проведения специсследований съемных носителей USB 3.0
Методика проведения специсследований съемных носителей USB 3.0 Атмосферное давление
Атмосферное давление  История развития интернета. Способы и скоростные характеристики подключения. Интернеттехнологии. Лекция 35-36
История развития интернета. Способы и скоростные характеристики подключения. Интернеттехнологии. Лекция 35-36 Платежный баланс Статистическая система мирохозяйственных связей
Платежный баланс Статистическая система мирохозяйственных связей Собрание
Собрание Плоскость, касательная к поверхности, нормаль поверхности
Плоскость, касательная к поверхности, нормаль поверхности Устройство шлюпки ЯЛ-6
Устройство шлюпки ЯЛ-6 Обмен углеводов
Обмен углеводов Резкость изображения
Резкость изображения Бег на средние дистанции
Бег на средние дистанции