- Автоматическая и полуавтоматическая сварка под флюсом

Содержание
- 2. Автоматическая и полуавтоматическая сварка под флюсом - преимущества Возможность резкого увеличения силы тока (до 900 -
- 3. Автоматическая и полуавтоматическая сварка под флюсом - материалы Электродная проволока Для малоуглеродистых и низколегированных сталей -
- 4. Автоматическая и полуавтоматическая сварка под флюсом - материалы Флюсы Плавленные Керамические Для наплавки Минералы (марганцовистая руда,
- 5. Автоматическая и полуавтоматическая сварка под флюсом - оборудование Сварочные автоматы Подвесного типа Тракторного типа (АДС, АДФ,
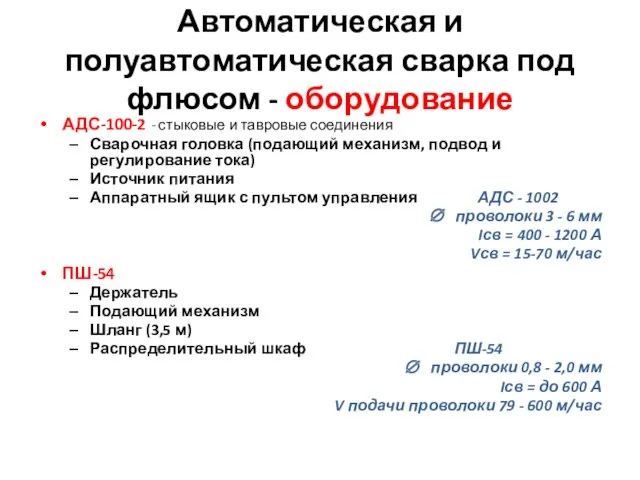
- 6. Автоматическая и полуавтоматическая сварка под флюсом - оборудование АДС-100-2 - стыковые и тавровые соединения Сварочная головка
- 7. Автоматическая сварка под флюсом Способы автоматической сварки под флюсом стыковых соединений: АФ - двухсторонняя «на весу»
- 8. Автоматическая и полуавтоматическая сварка в среде защитных газов Возможность сварки в различных пространственных положениях Чистый шов
- 9. Автоматическая и полуавтоматическая сварка в среде защитных газов Оборудование Автоматы Полуавтоматы АДПГ-500- нижнее положение А-547У АДГ
- 11. Скачать презентацию
Автоматическая и полуавтоматическая сварка под флюсом - преимущества
Возможность резкого увеличения силы
Автоматическая и полуавтоматическая сварка под флюсом - преимущества
Возможность резкого увеличения силы
Автоматическая и полуавтоматическая сварка под флюсом - материалы
Электродная проволока
Для малоуглеродистых и
Автоматическая и полуавтоматическая сварка под флюсом - материалы
Электродная проволока
Для малоуглеродистых и
Автоматическая и полуавтоматическая сварка под флюсом - материалы
Флюсы
Плавленные Керамические
Для наплавки
Минералы (марганцовистая руда,
кварцевый
Автоматическая и полуавтоматическая сварка под флюсом - материалы
Флюсы
Плавленные Керамические
Для наплавки
Минералы (марганцовистая руда,
кварцевый
Автоматическая и полуавтоматическая сварка под флюсом - оборудование
Сварочные автоматы
Подвесного типа
Тракторного типа
Автоматическая и полуавтоматическая сварка под флюсом - оборудование
Сварочные автоматы
Подвесного типа
Тракторного типа
Автоматическая и полуавтоматическая сварка под флюсом - оборудование
АДС-100-2 - стыковые и
Автоматическая и полуавтоматическая сварка под флюсом - оборудование
АДС-100-2 - стыковые и
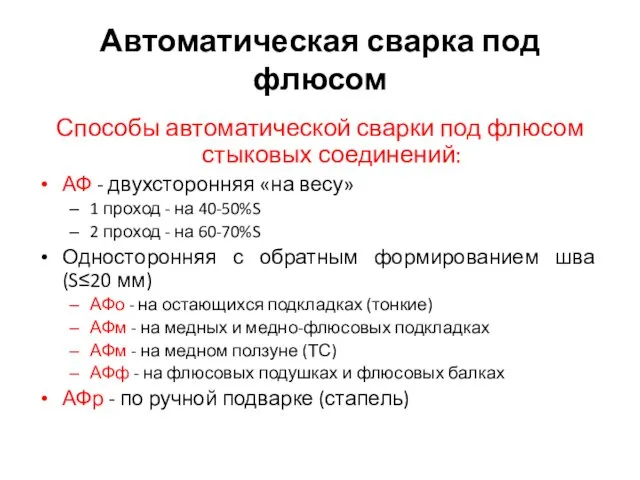
Автоматическая сварка под флюсом
Способы автоматической сварки под флюсом стыковых соединений:
АФ -
Автоматическая сварка под флюсом
Способы автоматической сварки под флюсом стыковых соединений:
АФ -
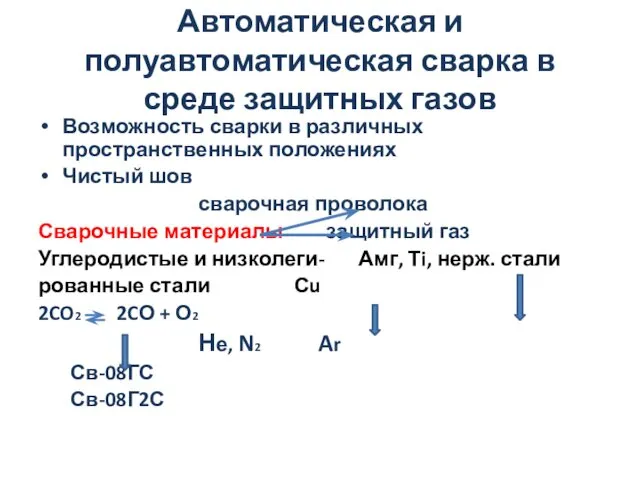
Автоматическая и полуавтоматическая сварка в среде защитных газов
Возможность сварки в различных
Автоматическая и полуавтоматическая сварка в среде защитных газов
Возможность сварки в различных
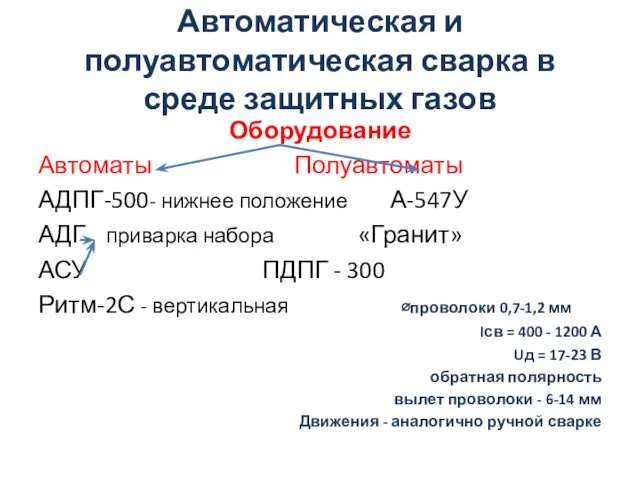
Автоматическая и полуавтоматическая сварка в среде защитных газов
Оборудование
Автоматы Полуавтоматы
АДПГ-500- нижнее положение А-547У
АДГ
Автоматическая и полуавтоматическая сварка в среде защитных газов
Оборудование
Автоматы Полуавтоматы
АДПГ-500- нижнее положение А-547У
АДГ
 Architektura. Systemów Komputerowych (wykład 1)
Architektura. Systemów Komputerowych (wykład 1) Автоматизированная система управления наружным освещением (АСУНО)
Автоматизированная система управления наружным освещением (АСУНО) Собственный бизнес
Собственный бизнес Система автоматического регулирования температуры в помещении с помощью бойлера
Система автоматического регулирования температуры в помещении с помощью бойлера День знаний
День знаний Анализ разработки объекта ЮВ1(1) Северо-Варьеганского месторождения
Анализ разработки объекта ЮВ1(1) Северо-Варьеганского месторождения Искусственный интеллект в военном деле
Искусственный интеллект в военном деле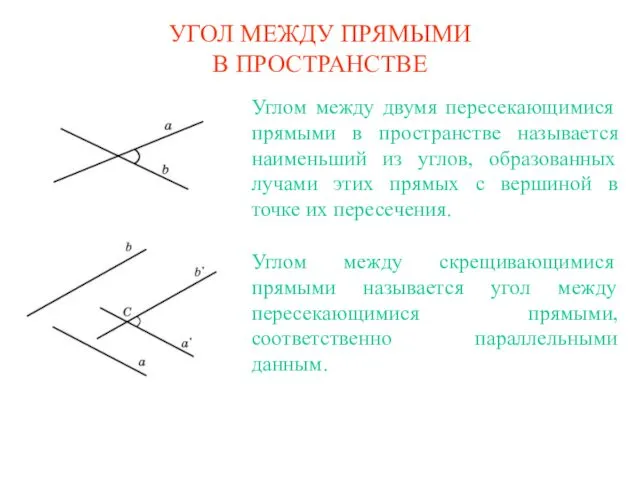 Угол между прямыми в пространстве
Угол между прямыми в пространстве Презентация обучающего занятия для родителей (коррекция звука С)
Презентация обучающего занятия для родителей (коррекция звука С) Конспект урока на тему Корбоновые кислоты
Конспект урока на тему Корбоновые кислоты Торцевание на пластилине
Торцевание на пластилине Биотопливо для энергетических целей. Геотермальная энергия. Энергия ветра. Энергетические ресурсы океана
Биотопливо для энергетических целей. Геотермальная энергия. Энергия ветра. Энергетические ресурсы океана Термодинамические свойства воды и водяного пара
Термодинамические свойства воды и водяного пара Архитектура, живопись и скульптура
Архитектура, живопись и скульптура Рыбы Тульской области
Рыбы Тульской области Обжим витой пары
Обжим витой пары Аномалии зубных рядов. Аномалии отдельных зубов
Аномалии зубных рядов. Аномалии отдельных зубов 20230918_priemy_mnemotehniki
20230918_priemy_mnemotehniki Развитие универмагов на розничном рынке. Зарубежная практика
Развитие универмагов на розничном рынке. Зарубежная практика Россия в Первой мировой войне
Россия в Первой мировой войне Географический КВН
Географический КВН Кодирование информации с помощью знаковых систем. Знаки: форма и значение. Знаковые системы
Кодирование информации с помощью знаковых систем. Знаки: форма и значение. Знаковые системы Трейл-ориентирование. Пособие для чайников
Трейл-ориентирование. Пособие для чайников Пости централізації, кросовий монтаж і технічне обслуговування станційних пристроїв
Пости централізації, кросовий монтаж і технічне обслуговування станційних пристроїв Что такое кризис и как помочь своему ребёнку справиться с кризисной ситуацией. ( для родителей подростков).
Что такое кризис и как помочь своему ребёнку справиться с кризисной ситуацией. ( для родителей подростков). Уравнение окружности
Уравнение окружности Робототехника. Начало. Лекция №1
Робототехника. Начало. Лекция №1 Święty Jan Apostoł
Święty Jan Apostoł