- Оценка формирования сварного шва при лазерной сварке в различных средах

Содержание
- 2. Введение Развитие в машиностроении и приборостроении неразрывно связано с разработкой и применением прогрессивных технологических процессов, основанных
- 3. Преимущества лазерной сварки по сравнению с другими методами сварки: Высокое качество сварных соединений (во многих случаях
- 4. Россия Туричин Г.А., Цибульский И.А., Земляков Е.В., Харламов В.В Япония Seiji Кatayama, Abe Yohei, Masami Mizutani,
- 5. Цель исследования: Оценить формирование сварного шва при лазерной сварке в различных окружающих средах. Задачи: Подбор оптимального
- 6. Используемое оборудование Внешний вид лазерной установки. 1- система охлаждения; 2- лазерный излучатель; 3- блок питания, в
- 7. Этапы проведения исследования Подбор режима сварки Сварка образца на воздухе с регистрацией тока плазмы Установка образца
- 8. Режим Экспериментальные исследования были выполнены при следующем режиме: Напряжение лампы накачки – 400 В. Время импульса
- 9. Внешний вид полученных точек Лицевая сторона образца: пластина 1 – вакуум пластина 2 - атмосфера Воздействие
- 10. Сигналы полученные с АЦП в атмосфере Сигнал полученный в атмосфере на высоте 5 мм. Сигнал полученный
- 11. Сигналы полученные с АЦП в вакууме Сигнал полученный в вакууме на высоте 5 мм. Сигнал полученный
- 12. Сигналы полученные с АЦП Сигнал полученный в атмосфере Сигнал полученный в вакууме
- 13. Описание внешнего вида Зоны проплавления, полученные в открытой атмосфере: Сварные точки округлой формы ø0,9…1,2мм. Точки сформированы
- 14. Описание внешнего вида Зоны проплавления, полученные в вакууме: Сварные точки округлой формы ø1,0…1,2мм. Точки сформированы с
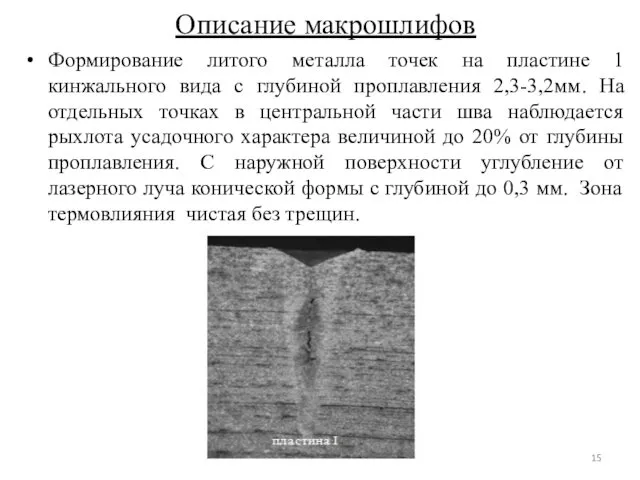
- 15. Описание макрошлифов Формирование литого металла точек на пластине 1 кинжального вида с глубиной проплавления 2,3-3,2мм. На
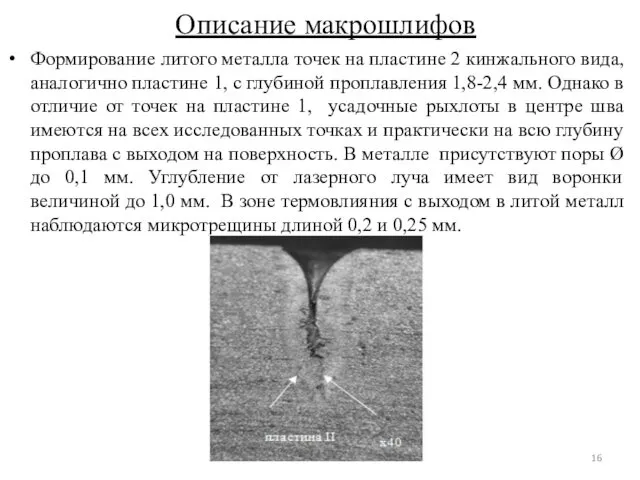
- 16. Описание макрошлифов Формирование литого металла точек на пластине 2 кинжального вида, аналогично пластине 1, с глубиной
- 17. ВЫВОДЫ 1. Лазерная сварка в вакууме обеспечивает более глубокое проплавление (на 30-40%) по сравнению со сваркой
- 19. Скачать презентацию
Введение
Развитие в машиностроении и приборостроении неразрывно связано с разработкой и
Введение
Развитие в машиностроении и приборостроении неразрывно связано с разработкой и
Преимущества лазерной сварки по сравнению с другими методами сварки:
Высокое качество сварных
Преимущества лазерной сварки по сравнению с другими методами сварки:
Высокое качество сварных
Россия
Туричин Г.А., Цибульский И.А., Земляков Е.В., Харламов В.В
Япония
Seiji Кatayama, Abe
Россия
Туричин Г.А., Цибульский И.А., Земляков Е.В., Харламов В.В
Япония
Seiji Кatayama, Abe
Цель исследования:
Оценить формирование сварного шва при лазерной сварке в различных окружающих
Цель исследования:
Оценить формирование сварного шва при лазерной сварке в различных окружающих

Используемое оборудование
Внешний вид лазерной установки.
1- система охлаждения; 2- лазерный излучатель; 3-
Используемое оборудование
Внешний вид лазерной установки.
1- система охлаждения; 2- лазерный излучатель; 3-
Этапы проведения исследования
Подбор режима сварки
Сварка образца на воздухе с регистрацией тока
Этапы проведения исследования
Подбор режима сварки
Сварка образца на воздухе с регистрацией тока
Режим
Экспериментальные исследования были выполнены при следующем режиме:
Напряжение лампы накачки –
Режим
Экспериментальные исследования были выполнены при следующем режиме:
Напряжение лампы накачки –
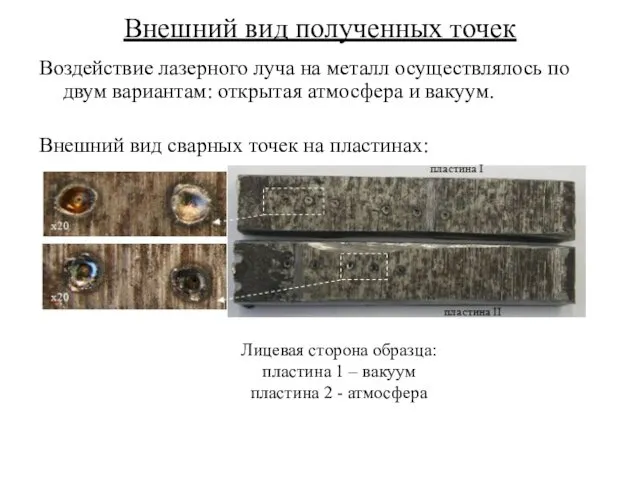
Внешний вид полученных точек
Лицевая сторона образца:
пластина 1 – вакуум
пластина 2 -
Внешний вид полученных точек
Лицевая сторона образца:
пластина 1 – вакуум
пластина 2 -
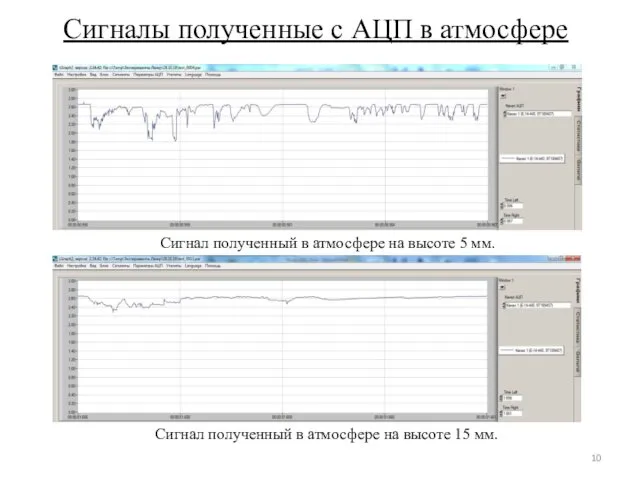
Сигналы полученные с АЦП в атмосфере
Сигнал полученный в атмосфере на
Сигналы полученные с АЦП в атмосфере
Сигнал полученный в атмосфере на
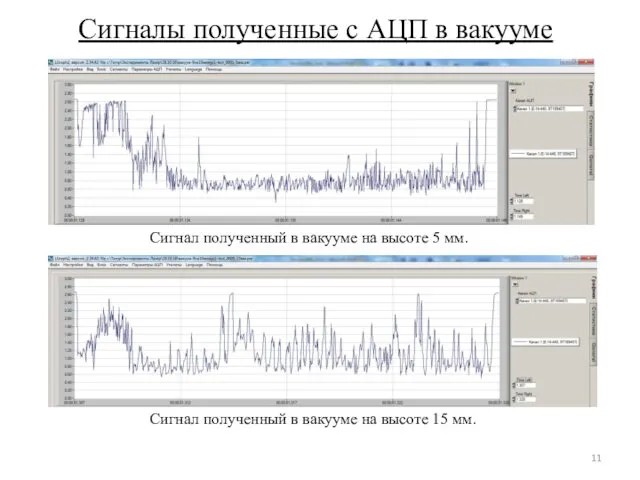
Сигналы полученные с АЦП в вакууме
Сигнал полученный в вакууме на
Сигналы полученные с АЦП в вакууме
Сигнал полученный в вакууме на
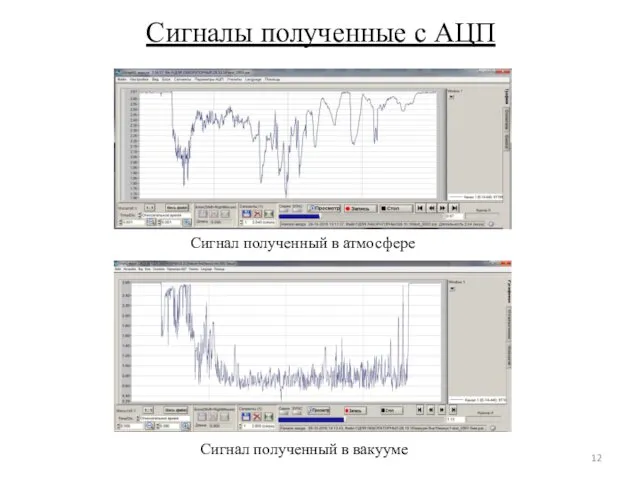
Сигналы полученные с АЦП
Сигнал полученный в атмосфере
Сигнал полученный в вакууме
Сигналы полученные с АЦП
Сигнал полученный в атмосфере
Сигнал полученный в вакууме
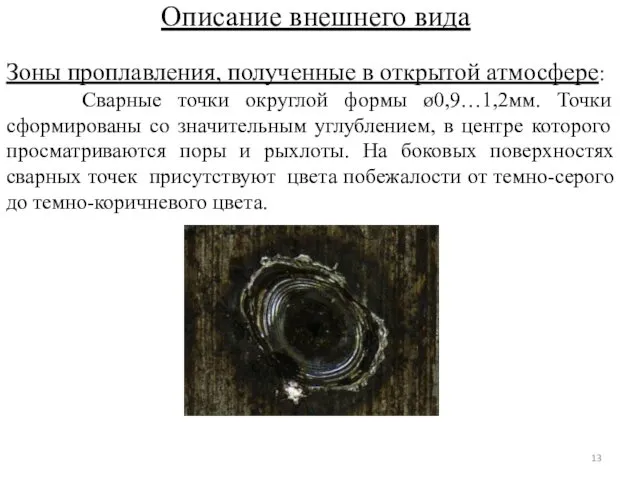
Описание внешнего вида
Зоны проплавления, полученные в открытой атмосфере:
Сварные точки округлой
Описание внешнего вида
Зоны проплавления, полученные в открытой атмосфере:
Сварные точки округлой
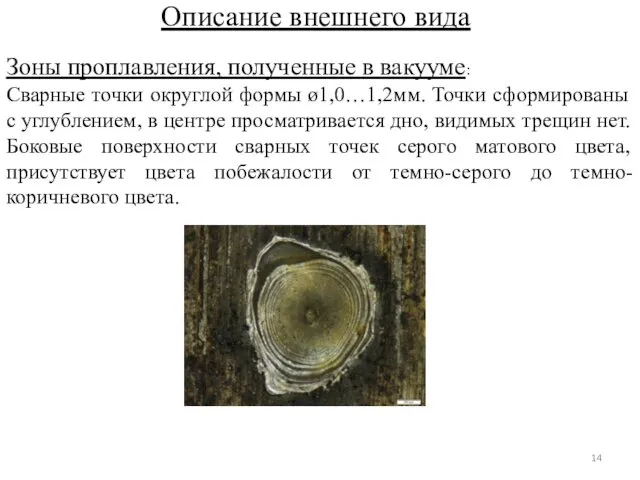
Описание внешнего вида
Зоны проплавления, полученные в вакууме:
Сварные точки округлой формы
Описание внешнего вида
Зоны проплавления, полученные в вакууме:
Сварные точки округлой формы
Описание макрошлифов
Формирование литого металла точек на пластине 1 кинжального вида с
Описание макрошлифов
Формирование литого металла точек на пластине 1 кинжального вида с
Описание макрошлифов
Формирование литого металла точек на пластине 2 кинжального вида, аналогично
Описание макрошлифов
Формирование литого металла точек на пластине 2 кинжального вида, аналогично
ВЫВОДЫ
1. Лазерная сварка в вакууме обеспечивает более глубокое проплавление (на
ВЫВОДЫ
1. Лазерная сварка в вакууме обеспечивает более глубокое проплавление (на
 Священные книги религий мира: Трипитака, Танах, Библия, Коран
Священные книги религий мира: Трипитака, Танах, Библия, Коран Співвідношення типів даних та елементів для введення даних, зчитування даних з елементів введення
Співвідношення типів даних та елементів для введення даних, зчитування даних з елементів введення КТО СПИТ ЗИМОЙ
КТО СПИТ ЗИМОЙ Энергетика
Энергетика Тотальный диктант
Тотальный диктант Презентация В ногу со временем
Презентация В ногу со временем Презентация Мир на кончиках пальцев
Презентация Мир на кончиках пальцев Квалификации химических реакций
Квалификации химических реакций Типы конструкций и классификация фундаментов перекачивающих агрегатов и оборудования станций
Типы конструкций и классификация фундаментов перекачивающих агрегатов и оборудования станций Карибский кризис 1962 года. Мир на грани ядерной катастрофы
Карибский кризис 1962 года. Мир на грани ядерной катастрофы Общая характеристика административных правонарушений безопасности движения и эксплуатации транспорта
Общая характеристика административных правонарушений безопасности движения и эксплуатации транспорта Применение аварийной сигнализации и знака аварийной остановки
Применение аварийной сигнализации и знака аварийной остановки Целые уравнения и способы их решения
Целые уравнения и способы их решения Арабское лекарствоведение
Арабское лекарствоведение Топливно-энергетический комплекс России
Топливно-энергетический комплекс России Модальные глаголы
Модальные глаголы Экологические проблемы России
Экологические проблемы России Презентация Что значит быть толерантным
Презентация Что значит быть толерантным SWOT-анализ
SWOT-анализ Кадырова Светлана Проект
Кадырова Светлана Проект Воспитай отличника
Воспитай отличника 23 февраля
23 февраля Техносферная безопасность
Техносферная безопасность Презентация урока Мира.
Презентация урока Мира. Тайвань в системе интеграционных группировок
Тайвань в системе интеграционных группировок Жердегі тіршілік үшін судың маңызы
Жердегі тіршілік үшін судың маңызы Субъекты предпринимательского права. (Лекция 5)
Субъекты предпринимательского права. (Лекция 5) визитная карточка
визитная карточка