- Особенности сварки в различных пространственных положениях

Содержание
- 2. ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных
- 3. Место проведения: кабинет теоретических основ сварки и резки металлов Форма урока : лекция Цель: В результате
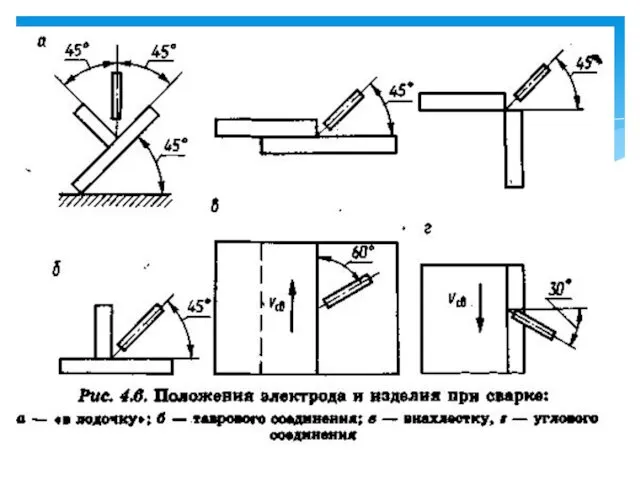
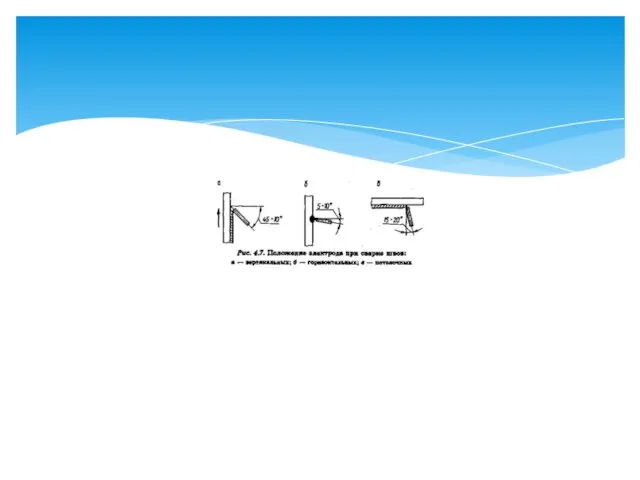
- 4. Различают следующие основные положения швов в пространстве: нижнее, вертикальное, горизонтальное (на вертикальной плоскости) и потолочное. В
- 5. Это положение наиболее удобно для сварки, так как капли электродного металла легко переходят в сварочную ванну
- 7. В этом случае расплавленный металл стремится стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой. Вертикальные
- 8. Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе
- 9. Вертикальные швы на металле большой толщины с Х-образной подготовкой кромок сваривают, начиная с верхней части швов.
- 11. Эти швы выполнять труднее, чем в вертикальном положении. Для предупреждения стекания жидкого металла скос кромок обычно
- 12. Горизонтальными сварными швами легче выполнять нахлесточные соединения, чем стыковые, так как горизонтальная кромка листа способствует удержанию
- 13. Это трудоемкая операция, потому что сила тяжести препятствует переносу металла с электрода в сварочную ванну, а
- 15. Скачать презентацию
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и
Место проведения: кабинет теоретических основ сварки и резки металлов
Форма урока
Место проведения: кабинет теоретических основ сварки и резки металлов
Форма урока
Различают следующие основные положения швов в пространстве: нижнее, вертикальное, горизонтальное (на
Различают следующие основные положения швов в пространстве: нижнее, вертикальное, горизонтальное (на
Это положение наиболее удобно для сварки, так как капли электродного металла
Это положение наиболее удобно для сварки, так как капли электродного металла
В этом случае расплавленный металл стремится стечь вниз. Поэтому вертикальные швы
В этом случае расплавленный металл стремится стечь вниз. Поэтому вертикальные швы
Сварку сверху вниз применяют при малой толщине металла или при наложении
Сварку сверху вниз применяют при малой толщине металла или при наложении
Вертикальные швы на металле большой толщины с Х-образной подготовкой кромок сваривают,
Вертикальные швы на металле большой толщины с Х-образной подготовкой кромок сваривают,
Эти швы выполнять труднее, чем в вертикальном положении.
Для предупреждения стекания
Эти швы выполнять труднее, чем в вертикальном положении.
Для предупреждения стекания
Горизонтальными сварными швами легче выполнять нахлесточные соединения, чем стыковые, так как
Горизонтальными сварными швами легче выполнять нахлесточные соединения, чем стыковые, так как
Это трудоемкая операция, потому что сила тяжести препятствует переносу металла с
Это трудоемкая операция, потому что сила тяжести препятствует переносу металла с
 Что совершил Иисус Христос для людей?
Что совершил Иисус Христос для людей? речевое поведение
речевое поведение Презентация к родительскому собранию на тему Детская агрессия
Презентация к родительскому собранию на тему Детская агрессия Шаблон 8 Марта (цветы 2)
Шаблон 8 Марта (цветы 2) Отработка у учащихся навыка нахождения безударной гласной в корне слова и подбора проверочных слов Форма проведения
Отработка у учащихся навыка нахождения безударной гласной в корне слова и подбора проверочных слов Форма проведения Greenwich Park
Greenwich Park Волонтёры Победы. Курск
Волонтёры Победы. Курск Баланс как основная форма финансовой отчетности
Баланс как основная форма финансовой отчетности Основные синдромы при заболеваниях кишечника
Основные синдромы при заболеваниях кишечника Анализатор качества электрической энергии AR5
Анализатор качества электрической энергии AR5 Практика. Организация видов работ при эксплуатации и реконструкции строительных объектов
Практика. Организация видов работ при эксплуатации и реконструкции строительных объектов Устройство железнодорожного пути. Назначение, требования к железнодорожному пути
Устройство железнодорожного пути. Назначение, требования к железнодорожному пути Урок 1 ПМ 05
Урок 1 ПМ 05 Классификация текстильных волокон. Краткие сведения о хлопчатобумажных и льняных тканях. 5 класс
Классификация текстильных волокон. Краткие сведения о хлопчатобумажных и льняных тканях. 5 класс Роль патохарактерологических и социальных факторов в развитии агрессивного и делинквентного поведения подростков
Роль патохарактерологических и социальных факторов в развитии агрессивного и делинквентного поведения подростков Алгебра высказываний. Логические операции
Алгебра высказываний. Логические операции Собственность. Имущественные отношения. Формы собственности. Защита прав собственности
Собственность. Имущественные отношения. Формы собственности. Защита прав собственности Цвет. Основы цветоведения
Цвет. Основы цветоведения Профессиональный стандарт педагога
Профессиональный стандарт педагога Коммерческое предложение свадебного торжества в ресторане Балалайка
Коммерческое предложение свадебного торжества в ресторане Балалайка Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции
Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции Урок в 6 классе по теме География в Средние века (Европа).
Урок в 6 классе по теме География в Средние века (Европа). Бүйрек алмастырушы ем қағидалары
Бүйрек алмастырушы ем қағидалары Бронирование граждан, пребывающих в запасе
Бронирование граждан, пребывающих в запасе Здоровое питание студента – залог здоровья и успешной учебы
Здоровое питание студента – залог здоровья и успешной учебы Презентация Районное методическое объединение воспитателей групп раннего возраста
Презентация Районное методическое объединение воспитателей групп раннего возраста Спортсмены Краснодарского края
Спортсмены Краснодарского края Fashion
Fashion