- Автоматизация технологического оборудования

Содержание
- 2. Любой процесс проходит в рамках производственной системы. В производственной системе имеют место: - Основной процесс. -
- 3. Станки для механической обработки классифицируются по различным принципам : 1. По назначению : токарные, фрезерные, расточные
- 6. 2. По универсальности : - универсальные станки, - специализированные станки, - специальные станки. Универсальные станки позволяют
- 7. 3. По управлению : оборудование с ручным управлением, автоматизированное оборудование, автоматическое оборудование. Если в первом случае
- 8. По принципу действия системы автоматического управления делятся на: Системы разомкнутого управления. Системы замкнутого управления. Существует несколько
- 9. Любая система управления технологическим оборудованием представляет собой программную систему. Т.е. система управления технологическим оборудованием – система
- 10. Основные задачи, решаемые СПУ: Перемещение инструмента по заданной траектории. Обеспечение требуемых режимов перемещения. Выполнение вспомогательных функций
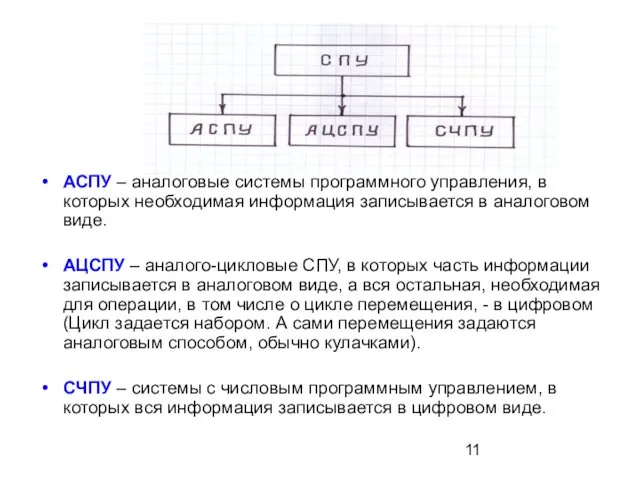
- 11. АСПУ – аналоговые системы программного управления, в которых необходимая информация записывается в аналоговом виде. АЦСПУ –
- 12. АНАЛОГОВЫЕ СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ 1. Управление с помощью упоров, концевых выключателей и кулачков Применяется в массовом
- 13. 2. Копировальные системы Звеном, задающим движение инструмента относительно детали является копир в виде плоского или объемного
- 14. Схема системы без следящей подачи Здесь: 1 – стол; 2 – копир; 3 – деталь; 4
- 15. Схема системы со следящей подачей Здесь: 1 – стол; 2 – копир; 3 – деталь; 4
- 16. Копировальные головки могут быть электрическими, гидравлическими, пневмогидравлическими, оптическими и т.д. Могут быть бесконтактные копировальные головки, которые
- 17. Точность копирования Главными факторами, определяющими точность обработки при копировании на станках со следящими системами являются: Быстродействие
- 18. Кроме этого необходимо учитывать еще следующие факторы: Точность копира. Погрешности копира передаются непосредственно на обрабатываемое изделие
- 19. Чистота обработанных поверхностей При обработке сложных поверхностей на них образуются неровности, которые хотя и имеют много
- 20. СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
- 21. АСПУ имеют недостатки: - аналоговые СПУ имеют достаточно низкую точность; - нельзя делать несколько проходов; -
- 22. Станки с СЧПУ представляют собой принципиально новое оборудование. Обычное производство характеризуется низкими требованиями к технологической подготовке:
- 23. Технико-экономическая эффективность использования станков с СЧПУ В области конструирования и эксплуатации. Возможность усложнения конструкций без снижения
- 24. В области производства. 1. Автоматизация опытного, мелкосерийного и серийного производства. 2. Резкое увеличение производительности за счет:
- 25. 3. Снижение себестоимости благодаря: А) сокращению количества и стоимости оснастки; Б) увеличению производительности; В) устранению разметочных,
- 26. В области социальной. 1. Улучшение культуры производства. 2. Снижение утомляемости. 3. Значительное уменьшение количества квалифицированных рабочих
- 27. Широкое внедрение СЧПУ не только имеет непосредственные преимущества, но и косвенно влияет на повышение общей эффективности
- 28. Основным недостатком выпускаемых систем ЧПУ является их высокая стоимость, определяемая в основном высокой стоимостью электронных устройств
- 29. Отличительными особенностями технологического оборудования с СЧПУ являются: - Увеличенное по сравнению с обычными станками количество управляемых
- 30. Для того, чтобы станки с СЧПУ хорошо работали необходимо создать систему технологического оснащения: - специальные зажимные
- 31. В настоящее время разработано и эксплуатируется значительное количество СЧПУ, различающихся - принципами действия, - конструктивными особенностями,
- 32. По виду расчетной траектории различают системы ЧПУ: - Позиционные, - Контурные. Позиционные СЧПУ обеспечивают только прямолинейное
- 33. По наличию главной обратной связи СЧПУ делят на: - разомкнутые, - замкнутые. Разомкнутые СЧПУ могут работать
- 34. По принципу реализации алгоритма управления СЧПУ могут относиться к: - классу NC, - классу CNC. К
- 36. Скачать презентацию
Любой процесс проходит в рамках производственной системы.
В производственной системе имеют место:
-
Любой процесс проходит в рамках производственной системы.
В производственной системе имеют место:
-
Станки для механической обработки классифицируются по различным принципам :
1. По назначению
Станки для механической обработки классифицируются по различным принципам :
1. По назначению


2. По универсальности :
- универсальные станки,
- специализированные станки,
- специальные станки.
Универсальные станки
2. По универсальности :
- универсальные станки,
- специализированные станки,
- специальные станки.
Универсальные станки
3. По управлению :
оборудование с ручным управлением,
автоматизированное оборудование,
автоматическое оборудование.
Если в первом
3. По управлению :
оборудование с ручным управлением,
автоматизированное оборудование,
автоматическое оборудование.
Если в первом
По принципу действия системы автоматического управления делятся на:
Системы разомкнутого управления.
Системы замкнутого
По принципу действия системы автоматического управления делятся на:
Системы разомкнутого управления.
Системы замкнутого
Любая система управления технологическим оборудованием представляет собой программную систему.
Т.е. система
Любая система управления технологическим оборудованием представляет собой программную систему.
Т.е. система
Основные задачи, решаемые СПУ:
Перемещение инструмента по заданной траектории.
Обеспечение требуемых режимов перемещения.
Выполнение
Основные задачи, решаемые СПУ:
Перемещение инструмента по заданной траектории.
Обеспечение требуемых режимов перемещения.
Выполнение
АСПУ – аналоговые системы программного управления, в которых необходимая информация записывается
АСПУ – аналоговые системы программного управления, в которых необходимая информация записывается
АНАЛОГОВЫЕ СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
1. Управление с помощью упоров, концевых выключателей и
АНАЛОГОВЫЕ СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
1. Управление с помощью упоров, концевых выключателей и
2. Копировальные системы
Звеном, задающим движение инструмента относительно детали является копир в
2. Копировальные системы
Звеном, задающим движение инструмента относительно детали является копир в
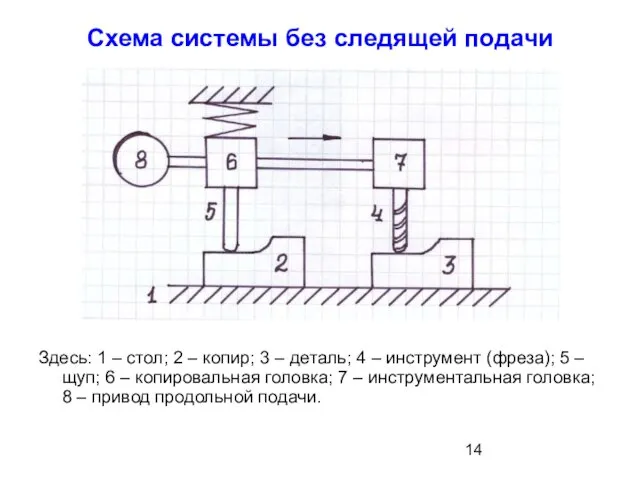
Схема системы без следящей подачи
Здесь: 1 – стол; 2 – копир;
Схема системы без следящей подачи
Здесь: 1 – стол; 2 – копир;
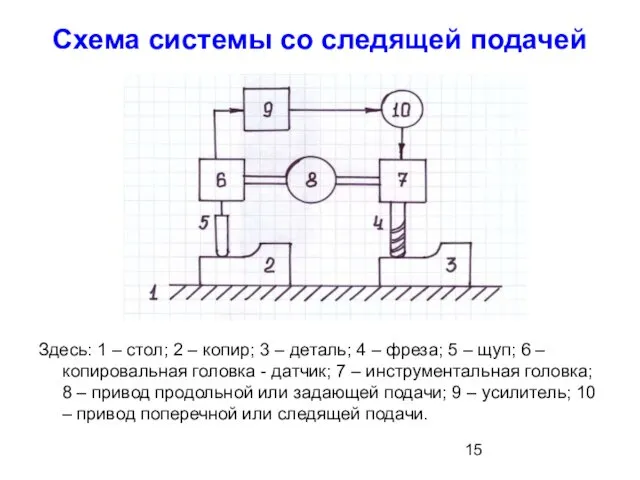
Схема системы со следящей подачей
Здесь: 1 – стол; 2 – копир;
Схема системы со следящей подачей
Здесь: 1 – стол; 2 – копир;
Копировальные головки могут быть электрическими, гидравлическими, пневмогидравлическими, оптическими и т.д.
Могут быть
Копировальные головки могут быть электрическими, гидравлическими, пневмогидравлическими, оптическими и т.д.
Могут быть
Точность копирования
Главными факторами, определяющими точность обработки при копировании на станках со
Точность копирования
Главными факторами, определяющими точность обработки при копировании на станках со
Кроме этого необходимо учитывать еще следующие факторы:
Точность копира. Погрешности копира передаются
Кроме этого необходимо учитывать еще следующие факторы:
Точность копира. Погрешности копира передаются
Чистота обработанных поверхностей
При обработке сложных поверхностей на них образуются неровности, которые
Чистота обработанных поверхностей
При обработке сложных поверхностей на них образуются неровности, которые
СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
АСПУ имеют недостатки:
- аналоговые СПУ имеют достаточно низкую точность;
- нельзя делать
АСПУ имеют недостатки:
- аналоговые СПУ имеют достаточно низкую точность;
- нельзя делать
Станки с СЧПУ представляют собой принципиально новое оборудование.
Обычное производство характеризуется низкими
Станки с СЧПУ представляют собой принципиально новое оборудование.
Обычное производство характеризуется низкими
Технико-экономическая эффективность использования станков с СЧПУ
В области конструирования и эксплуатации.
Возможность усложнения
Технико-экономическая эффективность использования станков с СЧПУ
В области конструирования и эксплуатации.
Возможность усложнения
В области производства.
1. Автоматизация опытного, мелкосерийного и серийного производства.
2. Резкое увеличение
В области производства.
1. Автоматизация опытного, мелкосерийного и серийного производства.
2. Резкое увеличение
3. Снижение себестоимости благодаря:
А) сокращению количества и стоимости оснастки;
Б) увеличению производительности;
В)
3. Снижение себестоимости благодаря:
А) сокращению количества и стоимости оснастки;
Б) увеличению производительности;
В)
В области социальной.
1. Улучшение культуры производства.
2. Снижение утомляемости.
3. Значительное уменьшение количества
В области социальной.
1. Улучшение культуры производства.
2. Снижение утомляемости.
3. Значительное уменьшение количества
Широкое внедрение СЧПУ не только имеет непосредственные преимущества, но и косвенно
Широкое внедрение СЧПУ не только имеет непосредственные преимущества, но и косвенно
Основным недостатком выпускаемых систем ЧПУ является их высокая стоимость, определяемая в
Основным недостатком выпускаемых систем ЧПУ является их высокая стоимость, определяемая в
Отличительными особенностями технологического оборудования с СЧПУ являются:
- Увеличенное по сравнению с
Отличительными особенностями технологического оборудования с СЧПУ являются:
- Увеличенное по сравнению с
Для того, чтобы станки с СЧПУ хорошо работали необходимо создать систему
Для того, чтобы станки с СЧПУ хорошо работали необходимо создать систему
В настоящее время разработано и эксплуатируется значительное количество СЧПУ, различающихся
- принципами
В настоящее время разработано и эксплуатируется значительное количество СЧПУ, различающихся
- принципами
По виду расчетной траектории различают системы ЧПУ:
- Позиционные,
- Контурные.
Позиционные СЧПУ обеспечивают
По виду расчетной траектории различают системы ЧПУ:
- Позиционные,
- Контурные.
Позиционные СЧПУ обеспечивают
По наличию главной обратной связи СЧПУ делят на:
- разомкнутые,
- замкнутые.
Разомкнутые СЧПУ
По наличию главной обратной связи СЧПУ делят на:
- разомкнутые,
- замкнутые.
Разомкнутые СЧПУ
По принципу реализации алгоритма управления СЧПУ могут относиться к:
- классу NC,
-
По принципу реализации алгоритма управления СЧПУ могут относиться к:
- классу NC,
-
 Педагогика танца в становлении растущей личности: история и современность
Педагогика танца в становлении растущей личности: история и современность Тема Восхождение из Cмуты. Россия при первых Романовых
Тема Восхождение из Cмуты. Россия при первых Романовых Проекты в доу
Проекты в доу Короли - поэты
Короли - поэты Техническое и технологическое оснащение АПК Новосибирской области
Техническое и технологическое оснащение АПК Новосибирской области Культура Кубани
Культура Кубани Clinical anatomy of the head
Clinical anatomy of the head Museum in Berlin die Geschichte
Museum in Berlin die Geschichte Презентация. Первый шаг в страну математики.
Презентация. Первый шаг в страну математики. Кошки - герои Великой Отечественной войны
Кошки - герои Великой Отечественной войны Организация работы регистратуры
Организация работы регистратуры Пособие для развития мелкой моторики детей раннего дошкольного возраста.
Пособие для развития мелкой моторики детей раннего дошкольного возраста. Металлургический комплекс РФ
Металлургический комплекс РФ Военачальники и полководцы Жуков Георгий Константинович (1896-1974)
Военачальники и полководцы Жуков Георгий Константинович (1896-1974) АППЛИКАЦИЯ ИЗ СУХИХ ЛИСТЬЕВ
АППЛИКАЦИЯ ИЗ СУХИХ ЛИСТЬЕВ Whole foods
Whole foods Коррекционная работа с детьми с ограниченными возможностями здоровья
Коррекционная работа с детьми с ограниченными возможностями здоровья Давление. Сила давления. Билет 18
Давление. Сила давления. Билет 18 Кроссворд на тему Отечественная война 1812 года
Кроссворд на тему Отечественная война 1812 года Туган төбәгем, мәктәбем, һөнәри эшчәнлегем презентация (беренче бүлек).
Туган төбәгем, мәктәбем, һөнәри эшчәнлегем презентация (беренче бүлек). Аппаратура ТРЦ
Аппаратура ТРЦ Назначение и классификация систем отопления
Назначение и классификация систем отопления Дуговая наплавка. Особенности процесса наплавки
Дуговая наплавка. Особенности процесса наплавки Рынок земли. Спрос и предложение на землю
Рынок земли. Спрос и предложение на землю Субъективная сторона преступления
Субъективная сторона преступления Нормы труда. Формы затрат труда
Нормы труда. Формы затрат труда Понятие и структура политической культуры
Понятие и структура политической культуры Виктор Драгунский
Виктор Драгунский