- Чертеж детали Втулка. Практическое занятие 4

Содержание
- 2. Чертеж детали «Втулка» Факультет СУиР Масса детали: mд. = 1,7 кг.
- 3. Варианты изготовления исходной заготовки Факультет СУиР Прокат Штамповка ГКМ Масса заготовки: mз.п. = 5,3 кг. Масса
- 4. Распределение припуска при обработке проката до размеров штампованной заготовки Факультет СУиР 1. Припуск на сторону при
- 5. Распределение припуска при обработке проката до размеров штампованной заготовки Факультет СУиР 3. Сверлить сквозное отверстие Ø20
- 6. Расчет себестоимости изготовления заготовки по вариантам Факультет СУиР
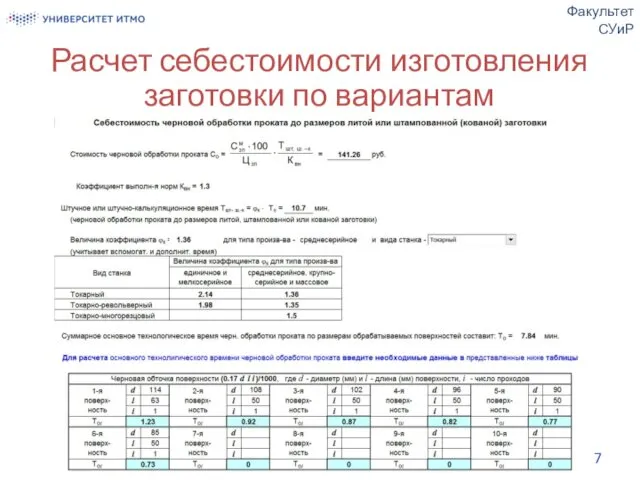
- 7. Расчет себестоимости изготовления заготовки по вариантам Факультет СУиР
- 8. Расчет себестоимости изготовления заготовки по вариантам Факультет СУиР
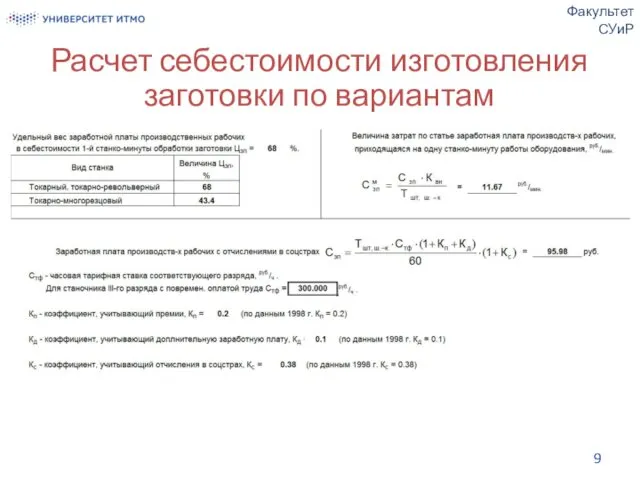
- 9. Расчет себестоимости изготовления заготовки по вариантам Факультет СУиР
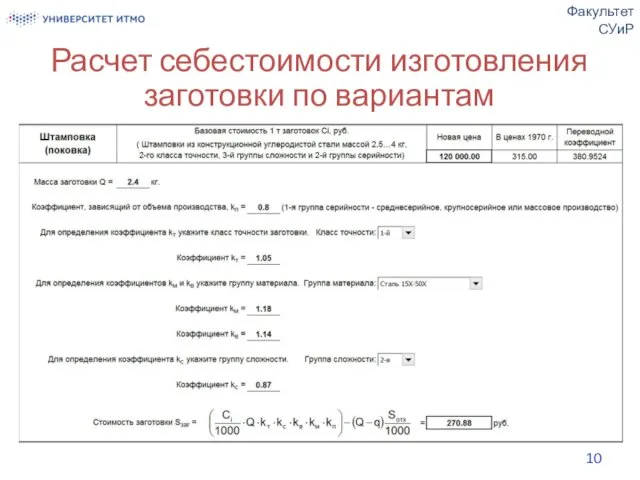
- 10. Расчет себестоимости изготовления заготовки по вариантам Факультет СУиР
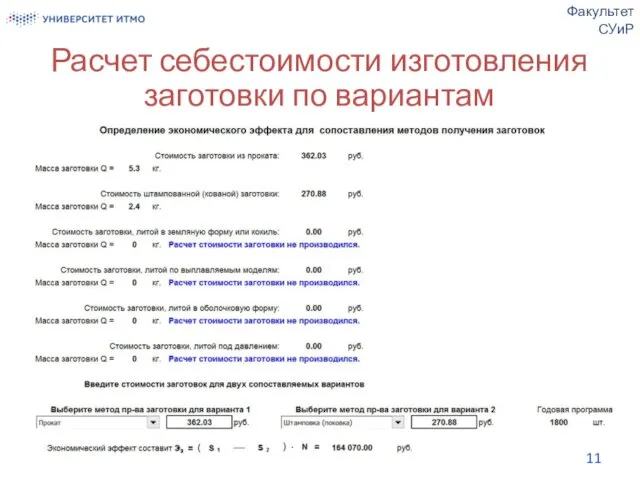
- 11. Расчет себестоимости изготовления заготовки по вариантам Факультет СУиР
- 13. Скачать презентацию

Чертеж детали «Втулка»
Факультет
СУиР
Масса детали: mд. = 1,7 кг.
Чертеж детали «Втулка»
Факультет
СУиР
Масса детали: mд. = 1,7 кг.
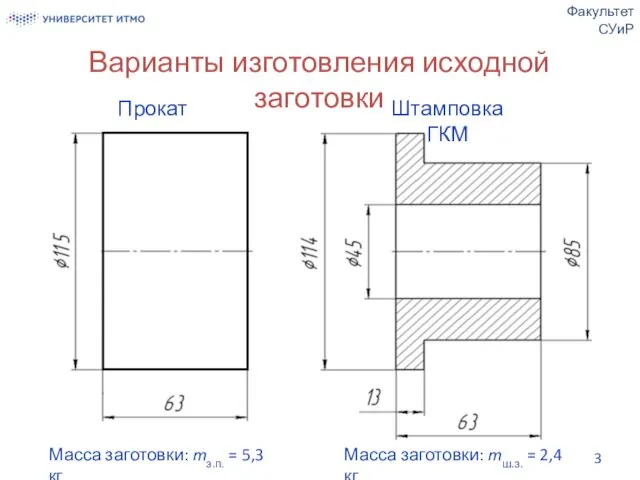
Варианты изготовления исходной заготовки
Факультет
СУиР
Прокат
Штамповка ГКМ
Масса заготовки: mз.п. = 5,3 кг.
Масса заготовки:
Варианты изготовления исходной заготовки
Факультет
СУиР
Прокат
Штамповка ГКМ
Масса заготовки: mз.п. = 5,3 кг.
Масса заготовки:
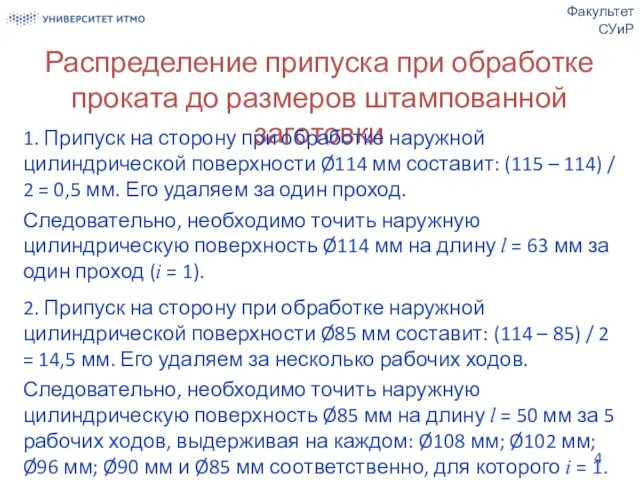
Распределение припуска при обработке проката до размеров штампованной заготовки
Факультет
СУиР
1. Припуск на
Распределение припуска при обработке проката до размеров штампованной заготовки
Факультет
СУиР
1. Припуск на
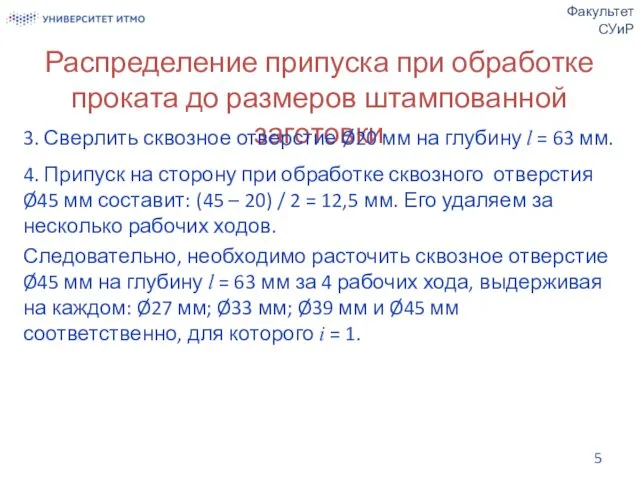
Распределение припуска при обработке проката до размеров штампованной заготовки
Факультет
СУиР
3. Сверлить сквозное
Распределение припуска при обработке проката до размеров штампованной заготовки
Факультет
СУиР
3. Сверлить сквозное
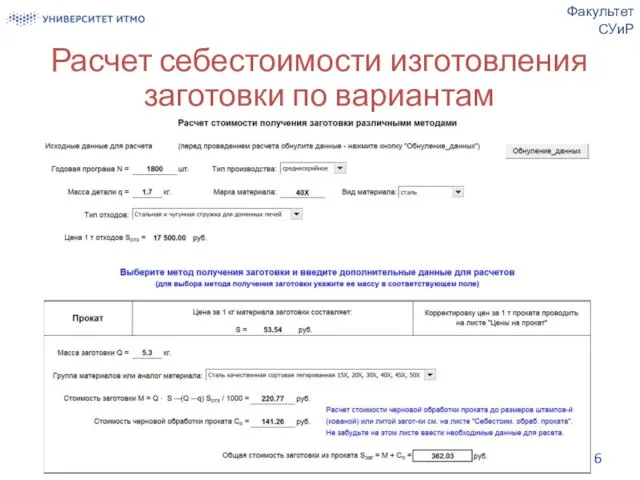
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР

Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
Расчет себестоимости изготовления заготовки по вариантам
Факультет
СУиР
 Презентация: Использование ИКТ в образовательном процессе в условиях введения ФГОС ДОУ
Презентация: Использование ИКТ в образовательном процессе в условиях введения ФГОС ДОУ Преобразование графика тригонометрической функции у = sin x путем сжатия и расширения
Преобразование графика тригонометрической функции у = sin x путем сжатия и расширения электронное портфолио
электронное портфолио Деятельность преподавателя-организатора ОБЖ по обеспечению экологической безопасности образовательного учреждения
Деятельность преподавателя-организатора ОБЖ по обеспечению экологической безопасности образовательного учреждения Формирование сознательного чтения у учащихся начальных классов
Формирование сознательного чтения у учащихся начальных классов Высоковольтные электрические аппараты
Высоковольтные электрические аппараты Углеводы Углеводы
Углеводы Углеводы Роман Мастер и Маргарита Михаила Булгакова
Роман Мастер и Маргарита Михаила Булгакова Основы диагностики систем автоматизации
Основы диагностики систем автоматизации Система решающий задачи на месте стоянки автомобиля:
Система решающий задачи на месте стоянки автомобиля: Шаблоны презентаций Школьные 2
Шаблоны презентаций Школьные 2 Самые красивые и необычные библиотеки мира
Самые красивые и необычные библиотеки мира Символы государства Российского
Символы государства Российского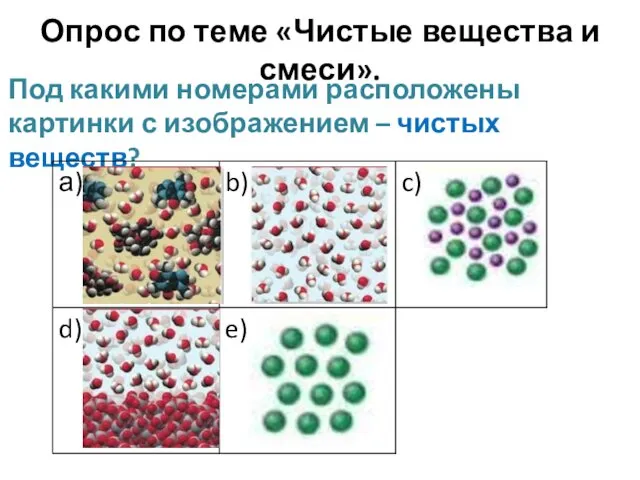 Классификация веществ. Приготовление растворов. Расчёт массовой доли растворённого вещества
Классификация веществ. Приготовление растворов. Расчёт массовой доли растворённого вещества Русская литература XVIII века
Русская литература XVIII века Австралия
Австралия AK Bars Arena
AK Bars Arena Организация исследовательское деятельности в учебном процессе. Из опыта работы учителя географии
Организация исследовательское деятельности в учебном процессе. Из опыта работы учителя географии Таблетка алудың негізгі әдістері
Таблетка алудың негізгі әдістері Общественные движения при Александре
Общественные движения при Александре Инновационные технологии и коррекционно-развивающие работы на уроках географии в школе
Инновационные технологии и коррекционно-развивающие работы на уроках географии в школе Правила безопасности в Интернете
Правила безопасности в Интернете Скульптура. Жанры скульптуры
Скульптура. Жанры скульптуры Техника безопасности.
Техника безопасности. Права и обязанности школьника
Права и обязанности школьника Западная Европа
Западная Европа презентация к уроку химии 9 класс Окислительно-восстановительные реакции
презентация к уроку химии 9 класс Окислительно-восстановительные реакции Физиология пищеварения. Пищеварение в кишечнике
Физиология пищеварения. Пищеварение в кишечнике