- Деформации и напряжения при сварке

Содержание
- 2. В зависимости от продолжительности существования их разделяют на: 1. временные, существующие в период выполнения сварки, 2.
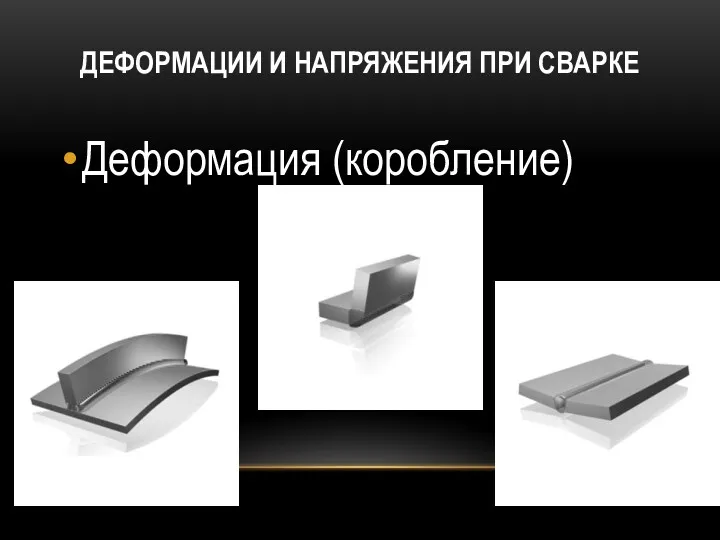
- 3. ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ ПРИ СВАРКЕ Деформация (коробление)
- 4. Деформации, приводящие к изменению размеров всего изделия, искривлению его геометрических осей, называют общими. А деформации, относящиеся
- 6. В процессе и по окончании сварки всегда возникают сварочные деформации Их можно уменьшать, но избавиться от
- 7. ДЕФОРМАЦИЯ ЗАЗОРА МЕЖДУ КРОМКАМИ
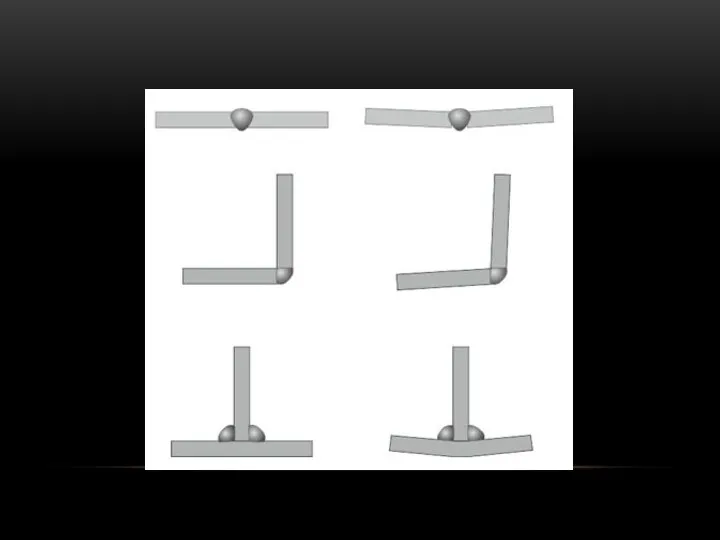
- 8. ПОПЕРЕЧНАЯ ДЕФОРМАЦИЯ СТЫКОВОГО ШВА
- 9. ПОПЕРЕЧНАЯ ДЕФОРМАЦИЯ ТАВРОВОГО СОЕДИНЕНИЯ ПОСЛЕ ВЫПОЛНЕНИЯ УГЛОВОГО ШВА
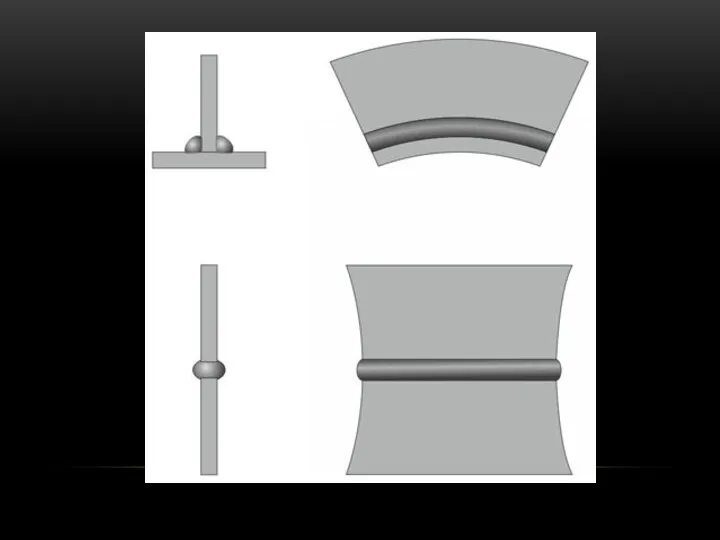
- 10. ДЕФОРМАЦИЯ ОТРЕЗКА ТРУБЫ ПОСЛЕ СВАРКИ ПРОДОЛЬНЫМ ШВОМ.
- 13. НАПРЯЖЕНИЯ
- 14. В зависимости от направления действующих усилий могут возникать: напряжения растяжения, сжатия, изгиба среза и кручения. Напряжение,
- 15. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ 1. УСАДКА 2. НЕРАВНОМЕРНЫЙ НАГРЕВ
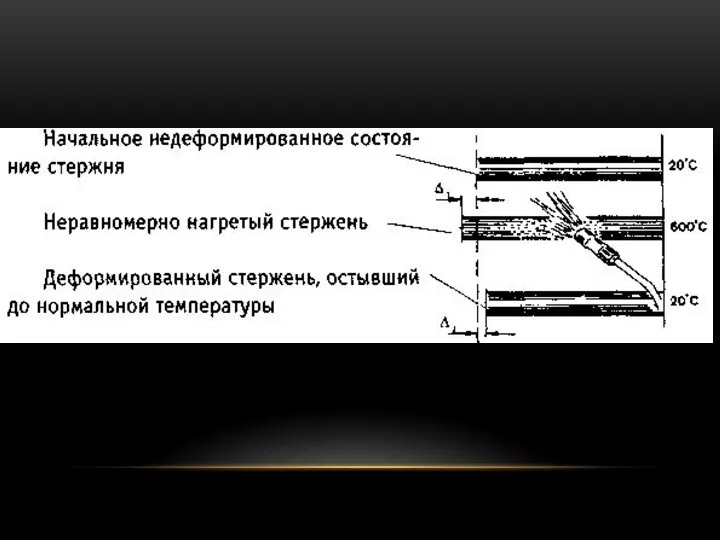
- 16. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ Неравномерное нагревание металла при сварке Все металлы при нагревании расширяются, а
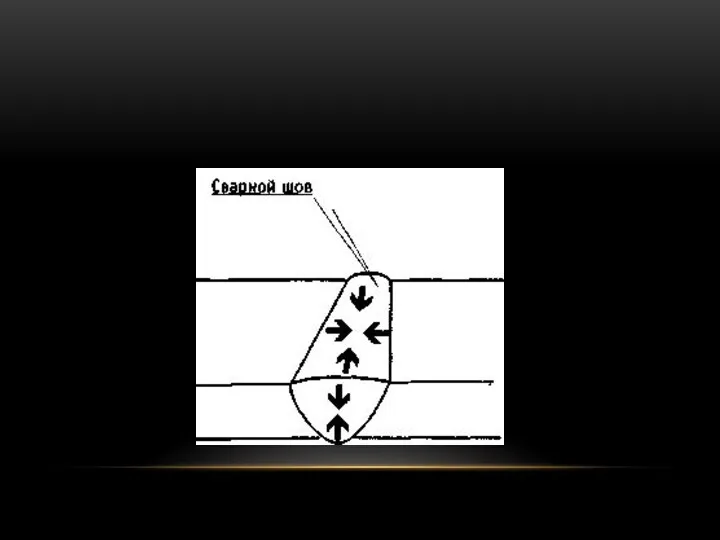
- 17. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ Литейная усадка наплавленного металла При охлаждении и затвердевании жидкого металла сварочной
- 19. Металлы имеют разную усадку, измеряемую в процентах от первоначального размера: у стали низкоуглеродистой литой она 2,0
- 20. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ Структурные и фазовые превращения в затвердевающем металле при охлаждении Нагрев металла
- 21. МЕРЫ ПРЕДУПРЕЖДЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
- 22. 1. ДО СВАРКИ: 1) Рационально выбирать тип сварных соединений, отдавая преимущество стыковым 2) Величина зазора и
- 23. 3) Сборка деталей с учетом создания обратных деформаций (предварительный выгиб)
- 24. 4) ЖЕСТКОЕ ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ КОНСТРУКЦИИ ПЕРЕД СВАРКОЙ (СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ) 5) Применение предварительного подогрева изделия
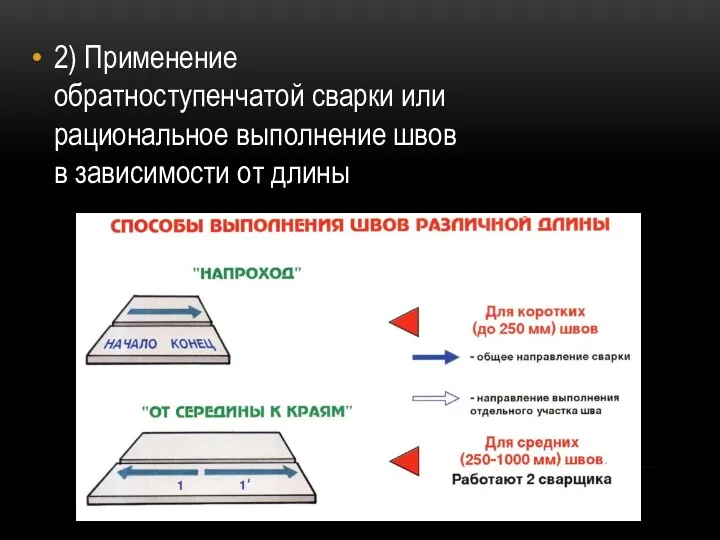
- 25. 6) Достаточное количество прихваток и правильная последовательность их наложения Условно считают швы длиной: до 250 мм
- 26. ДЛЯ СРЕДНИХ ШВОВ И ДЛЯ ДЛИННОМЕРНЫХ
- 27. Для кольцевых швов: Ø до 100 мм – 3-4 прихватки; Ø от 100 до 600 мм
- 28. ВО ВРЕМЯ СВАРКИ: 1) Не допускать в конструкциях чрезмерных скоплений и пересечений сварных швов
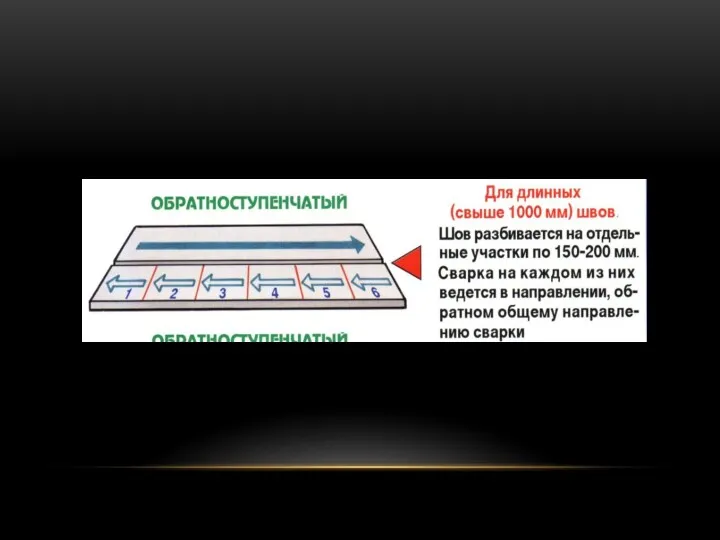
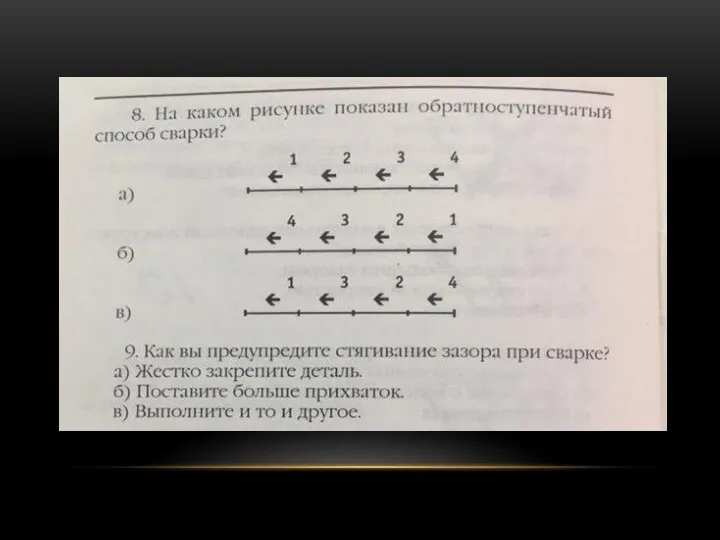
- 29. 2) Применение обратноступенчатой сварки или рациональное выполнение швов в зависимости от длины
- 32. 3) Уравновешивание сварочных деформаций Например, узел фермы Узел фермы
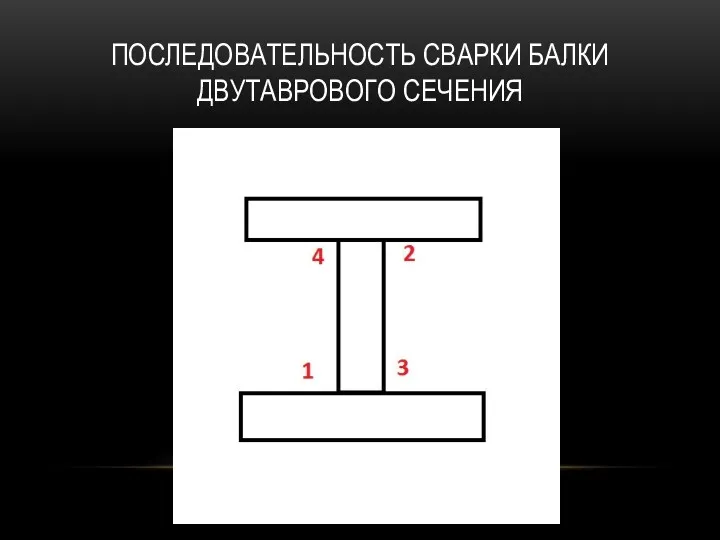
- 33. ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ БАЛКИ ДВУТАВРОВОГО СЕЧЕНИЯ
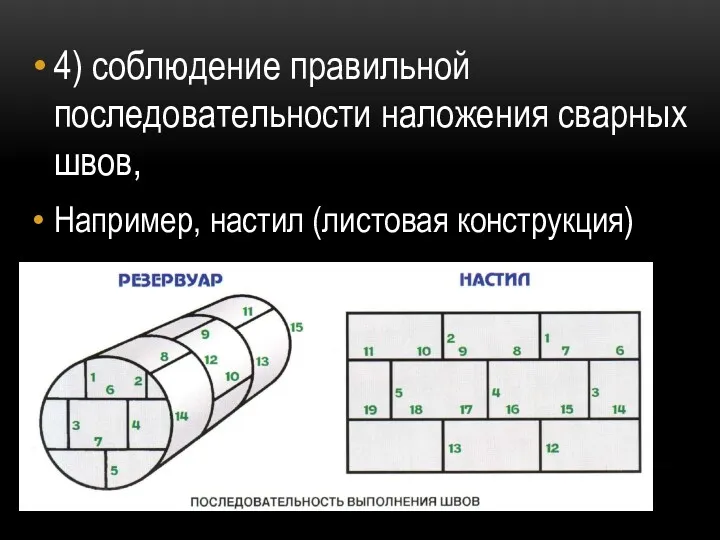
- 34. 4) соблюдение правильной последовательности наложения сварных швов, Например, настил (листовая конструкция)
- 35. ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ КОНСТРУКЦИИ КОРОБЧАТОГО СЕЧЕНИЯ
- 36. ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ ДВУТАВРОВОЙ БАЛКИ С РЕБРАМИ ЖЕСТКОСТИ
- 37. 5) Применение искусственного охлаждения в процессе сварки
- 38. МЕРОПРИЯТИЯ ПОСЛЕ СВАРКИ
- 39. 1) ТЕРМИЧЕСКАЯ ПРАВКА заключается в местном нагреве небольших участков металла деформированной конструкции. Нагрев, как правило, производят
- 40. 2) ТЕРМОМЕХАНИЧЕСКАЯ ПРАВКА заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции
- 41. 3) МЕХАНИЧЕСКАЯ ПРАВКА В этом случае с помощью молотов, домкратов, винтовых прессов или других устройств создается
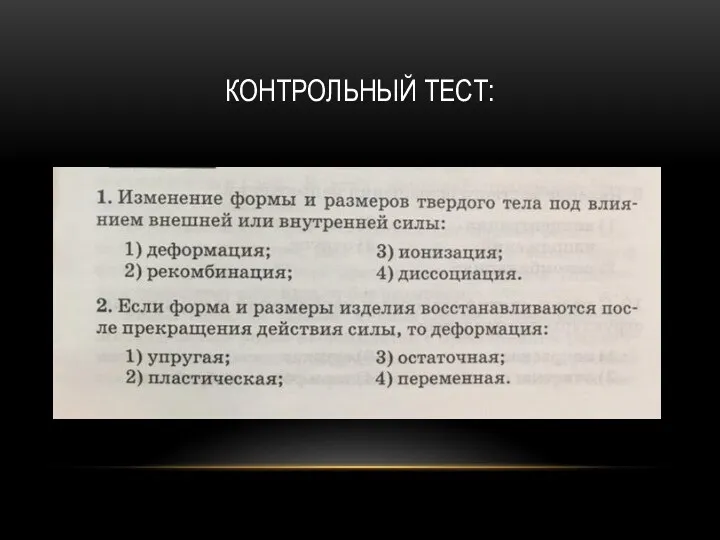
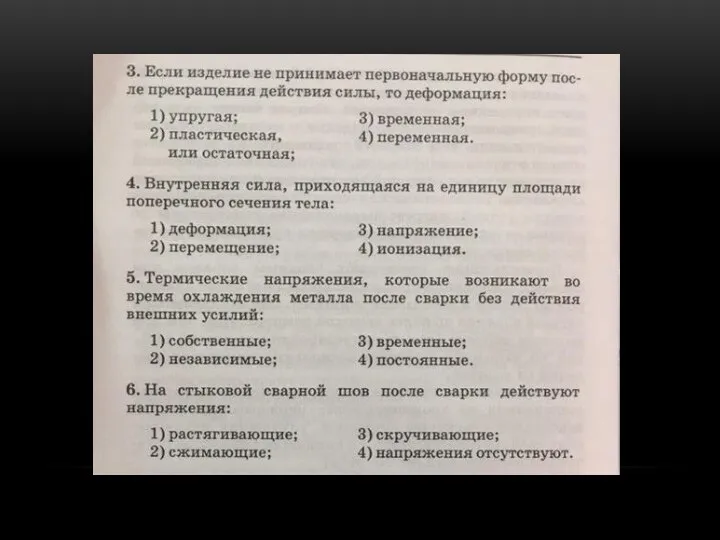
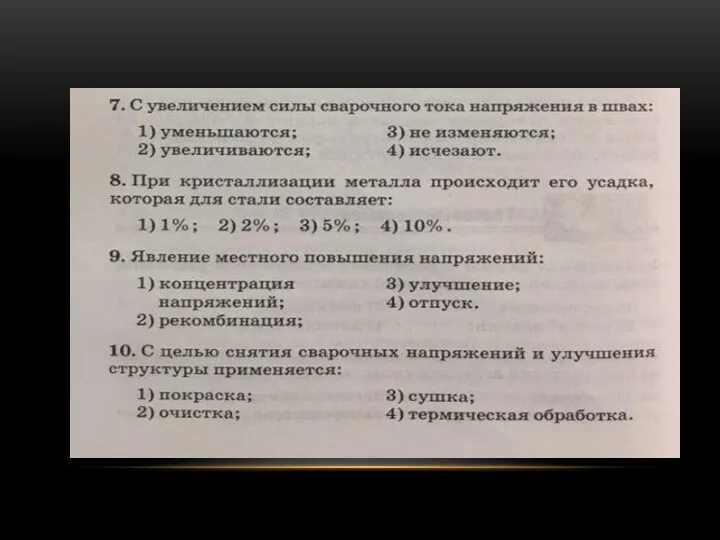
- 42. КОНТРОЛЬНЫЙ ТЕСТ:
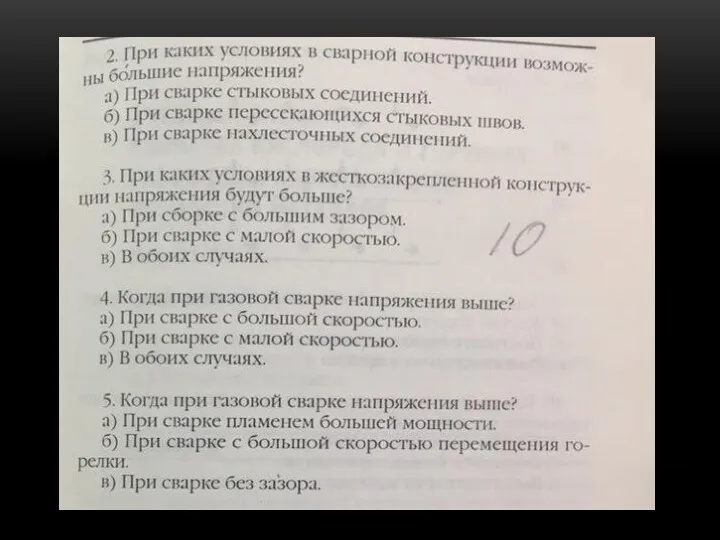
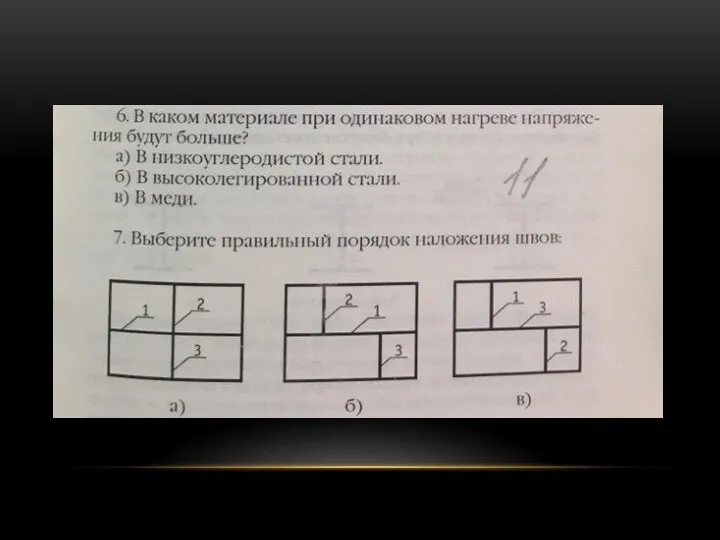
- 45. КОНТРОЛЬНЫЙ ТЕСТ 2
- 50. Скачать презентацию
В зависимости от продолжительности существования их разделяют на:
1. временные, существующие
В зависимости от продолжительности существования их разделяют на:
1. временные, существующие
ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ ПРИ СВАРКЕ
Деформация (коробление)
ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ ПРИ СВАРКЕ
Деформация (коробление)
Деформации, приводящие к изменению размеров всего изделия, искривлению его геометрических осей,
В процессе и по окончании сварки всегда возникают сварочные деформации
Их
В процессе и по окончании сварки всегда возникают сварочные деформации
Их
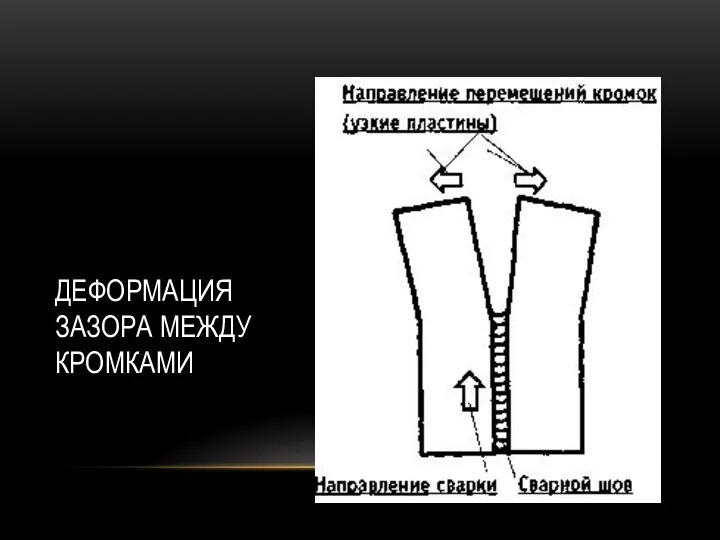
ДЕФОРМАЦИЯ ЗАЗОРА МЕЖДУ КРОМКАМИ
ДЕФОРМАЦИЯ ЗАЗОРА МЕЖДУ КРОМКАМИ
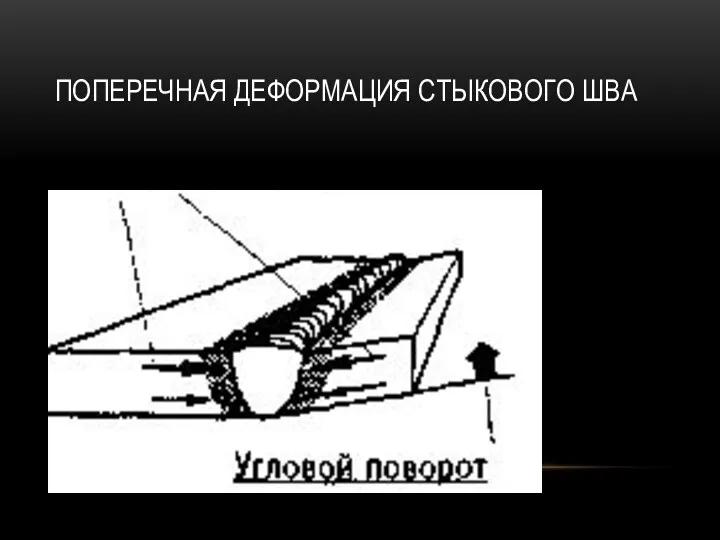
ПОПЕРЕЧНАЯ ДЕФОРМАЦИЯ СТЫКОВОГО ШВА
ПОПЕРЕЧНАЯ ДЕФОРМАЦИЯ СТЫКОВОГО ШВА
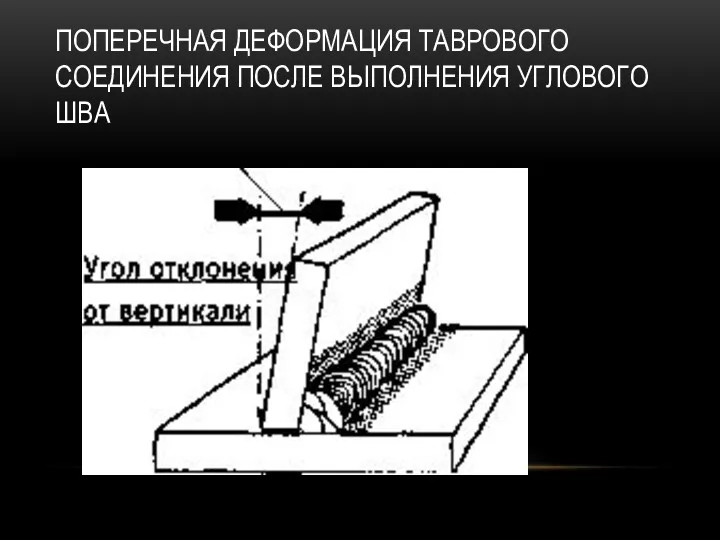
ПОПЕРЕЧНАЯ ДЕФОРМАЦИЯ ТАВРОВОГО СОЕДИНЕНИЯ ПОСЛЕ ВЫПОЛНЕНИЯ УГЛОВОГО ШВА
ПОПЕРЕЧНАЯ ДЕФОРМАЦИЯ ТАВРОВОГО СОЕДИНЕНИЯ ПОСЛЕ ВЫПОЛНЕНИЯ УГЛОВОГО ШВА

ДЕФОРМАЦИЯ ОТРЕЗКА ТРУБЫ
ПОСЛЕ СВАРКИ ПРОДОЛЬНЫМ ШВОМ.
ДЕФОРМАЦИЯ ОТРЕЗКА ТРУБЫ
ПОСЛЕ СВАРКИ ПРОДОЛЬНЫМ ШВОМ.

НАПРЯЖЕНИЯ
НАПРЯЖЕНИЯ
В зависимости от направления действующих усилий могут возникать:
напряжения растяжения,
сжатия,
изгиба
В зависимости от направления действующих усилий могут возникать:
напряжения растяжения,
сжатия,
изгиба
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
1. УСАДКА
2. НЕРАВНОМЕРНЫЙ НАГРЕВ
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
1. УСАДКА
2. НЕРАВНОМЕРНЫЙ НАГРЕВ
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Неравномерное нагревание металла при сварке
Все металлы при
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Неравномерное нагревание металла при сварке Все металлы при
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Литейная усадка наплавленного металла
При охлаждении и затвердевании
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Литейная усадка наплавленного металла При охлаждении и затвердевании
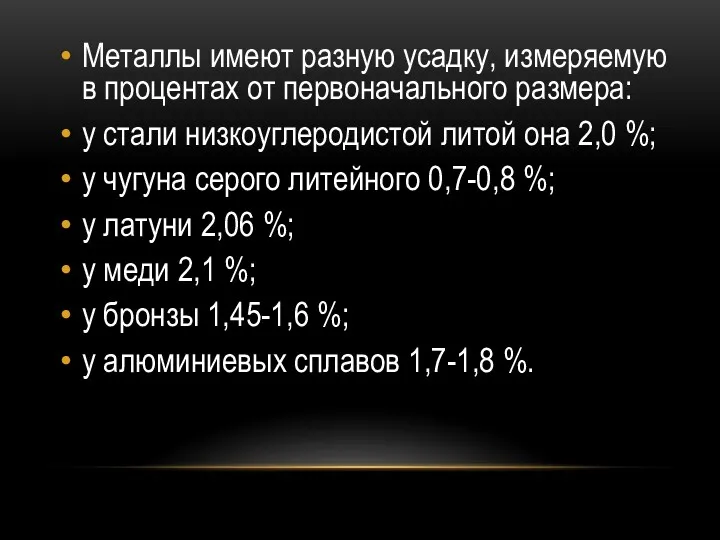
Металлы имеют разную усадку, измеряемую в процентах от первоначального размера:
у
Металлы имеют разную усадку, измеряемую в процентах от первоначального размера:
у
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Структурные и фазовые превращения в затвердевающем металле
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Структурные и фазовые превращения в затвердевающем металле
МЕРЫ ПРЕДУПРЕЖДЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
МЕРЫ ПРЕДУПРЕЖДЕНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
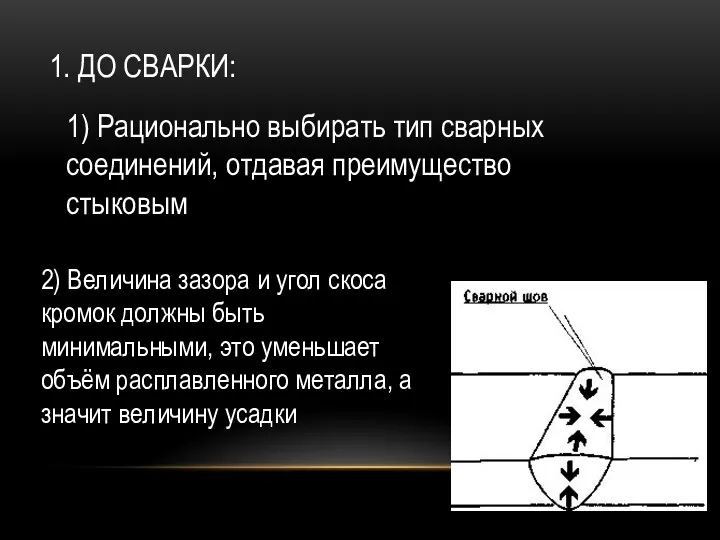
1. ДО СВАРКИ:
1) Рационально выбирать тип сварных соединений, отдавая преимущество стыковым
2)
1. ДО СВАРКИ:
1) Рационально выбирать тип сварных соединений, отдавая преимущество стыковым
2)
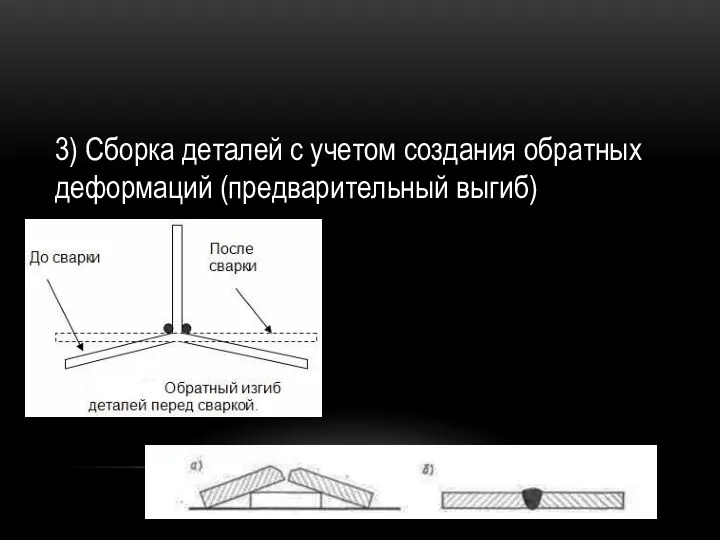
3) Сборка деталей с учетом создания обратных деформаций (предварительный выгиб)
3) Сборка деталей с учетом создания обратных деформаций (предварительный выгиб)
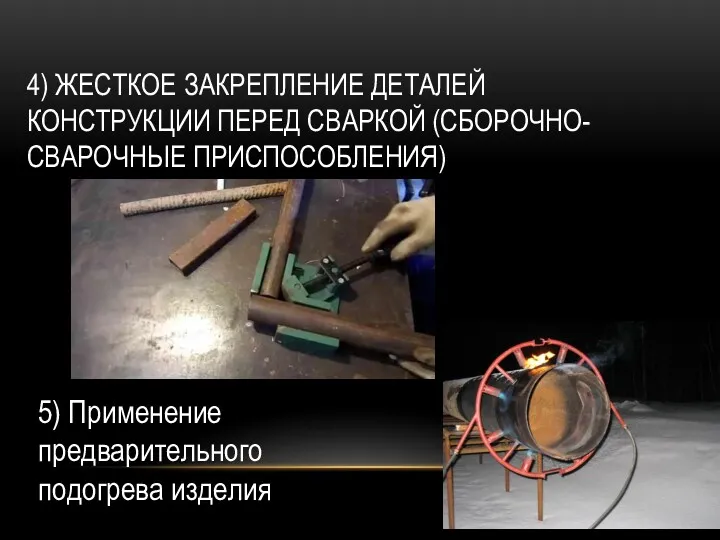
4) ЖЕСТКОЕ ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ КОНСТРУКЦИИ ПЕРЕД СВАРКОЙ (СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ)
5) Применение предварительного
4) ЖЕСТКОЕ ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ КОНСТРУКЦИИ ПЕРЕД СВАРКОЙ (СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ)
5) Применение предварительного
6) Достаточное количество прихваток и правильная последовательность их наложения
Условно считают швы
6) Достаточное количество прихваток и правильная последовательность их наложения
Условно считают швы
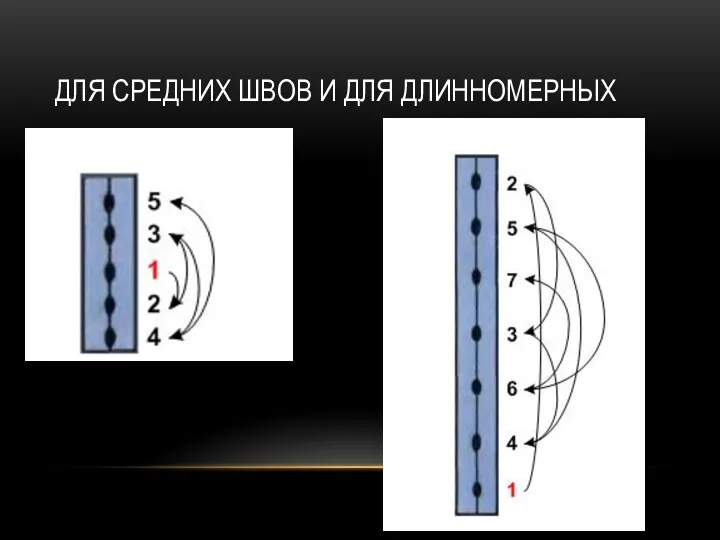
ДЛЯ СРЕДНИХ ШВОВ И ДЛЯ ДЛИННОМЕРНЫХ
ДЛЯ СРЕДНИХ ШВОВ И ДЛЯ ДЛИННОМЕРНЫХ
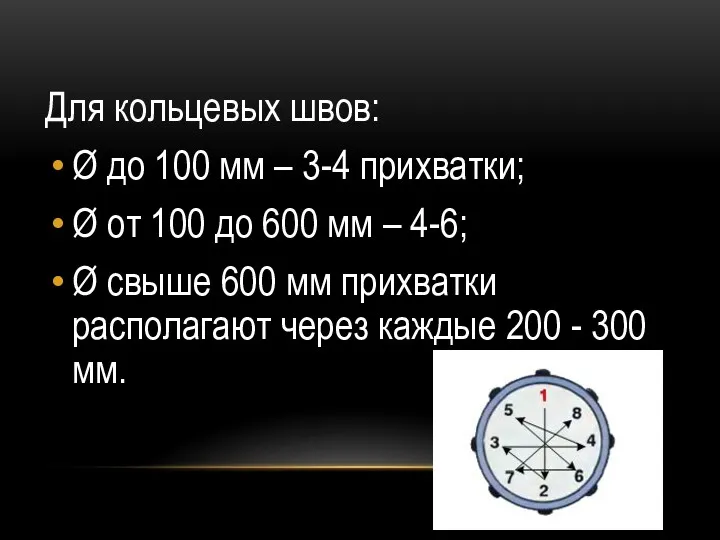
Для кольцевых швов:
Ø до 100 мм – 3-4 прихватки;
Ø от
Для кольцевых швов:
Ø до 100 мм – 3-4 прихватки;
Ø от

ВО ВРЕМЯ СВАРКИ:
1) Не допускать в конструкциях чрезмерных скоплений и пересечений
ВО ВРЕМЯ СВАРКИ:
1) Не допускать в конструкциях чрезмерных скоплений и пересечений
2) Применение обратноступенчатой сварки или рациональное выполнение швов в зависимости от
2) Применение обратноступенчатой сварки или рациональное выполнение швов в зависимости от


3) Уравновешивание сварочных деформаций Например, узел фермы
Узел фермы
3) Уравновешивание сварочных деформаций Например, узел фермы
Узел фермы
ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ БАЛКИ ДВУТАВРОВОГО СЕЧЕНИЯ
ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ БАЛКИ ДВУТАВРОВОГО СЕЧЕНИЯ
4) соблюдение правильной последовательности наложения сварных швов,
Например, настил (листовая конструкция)
4) соблюдение правильной последовательности наложения сварных швов,
Например, настил (листовая конструкция)
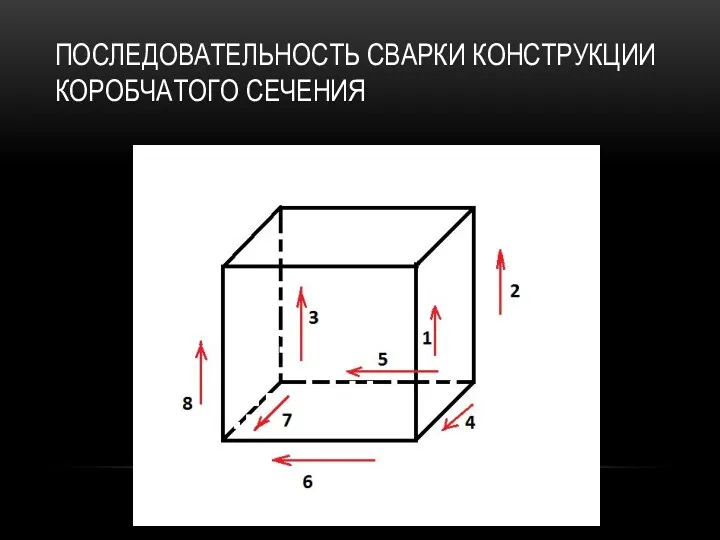
ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ КОНСТРУКЦИИ КОРОБЧАТОГО СЕЧЕНИЯ
ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ КОНСТРУКЦИИ КОРОБЧАТОГО СЕЧЕНИЯ

ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ ДВУТАВРОВОЙ БАЛКИ С РЕБРАМИ ЖЕСТКОСТИ
ПОСЛЕДОВАТЕЛЬНОСТЬ СВАРКИ ДВУТАВРОВОЙ БАЛКИ С РЕБРАМИ ЖЕСТКОСТИ
5) Применение искусственного охлаждения в процессе сварки
5) Применение искусственного охлаждения в процессе сварки
МЕРОПРИЯТИЯ ПОСЛЕ СВАРКИ
МЕРОПРИЯТИЯ ПОСЛЕ СВАРКИ
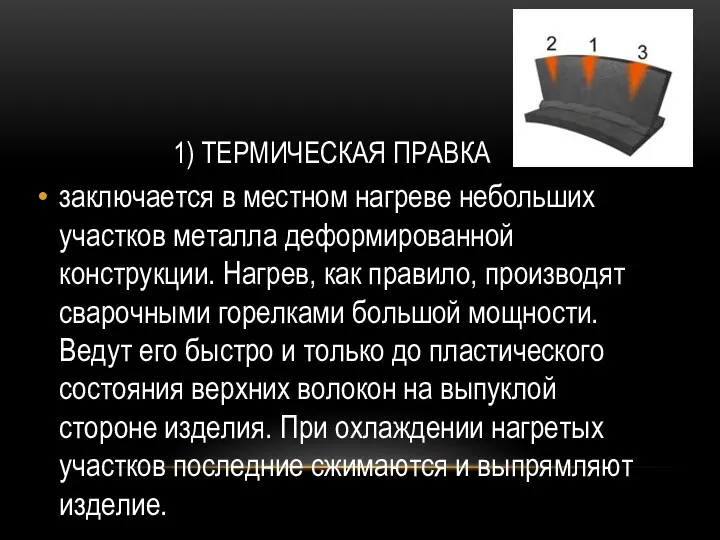
1) ТЕРМИЧЕСКАЯ ПРАВКА
заключается в местном нагреве небольших участков металла деформированной конструкции.
1) ТЕРМИЧЕСКАЯ ПРАВКА
заключается в местном нагреве небольших участков металла деформированной конструкции.
2) ТЕРМОМЕХАНИЧЕСКАЯ ПРАВКА
заключается в сочетании местного нагрева с приложением статической нагрузки,
2) ТЕРМОМЕХАНИЧЕСКАЯ ПРАВКА
заключается в сочетании местного нагрева с приложением статической нагрузки,
3) МЕХАНИЧЕСКАЯ ПРАВКА
В этом случае с помощью молотов, домкратов, винтовых прессов
3) МЕХАНИЧЕСКАЯ ПРАВКА
В этом случае с помощью молотов, домкратов, винтовых прессов
КОНТРОЛЬНЫЙ ТЕСТ:
КОНТРОЛЬНЫЙ ТЕСТ:
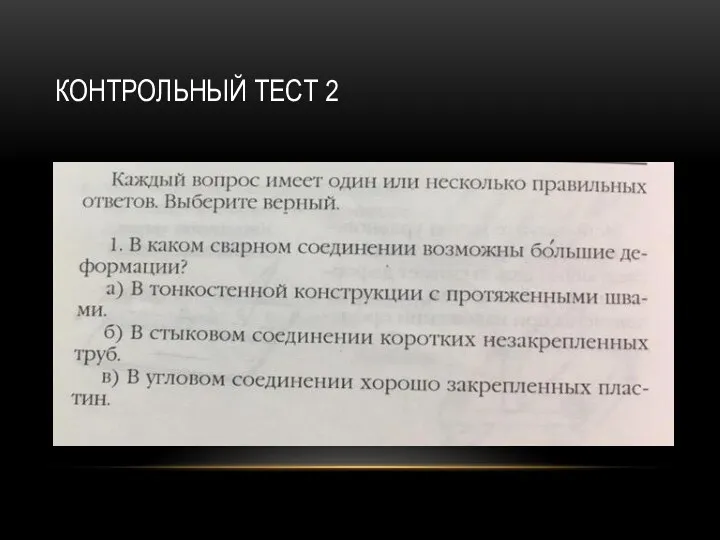
КОНТРОЛЬНЫЙ ТЕСТ 2
КОНТРОЛЬНЫЙ ТЕСТ 2
 Бактерии Bacillus subtilits
Бактерии Bacillus subtilits Гипертонические кризы
Гипертонические кризы Культурно-исторические особенности народов России
Культурно-исторические особенности народов России Тренировочные упражнения экзаменационной работы по алгебре для 9 класса в форме ГИА
Тренировочные упражнения экзаменационной работы по алгебре для 9 класса в форме ГИА Терроризм: понятие, виды, сущность
Терроризм: понятие, виды, сущность 20230928_prezentatsiya_microsoft_office_powerpoint_2
20230928_prezentatsiya_microsoft_office_powerpoint_2 Категория Электрика
Категория Электрика Модальные глаголы
Модальные глаголы Презентация Азбука Маркиза Этикета
Презентация Азбука Маркиза Этикета Дневник по практике
Дневник по практике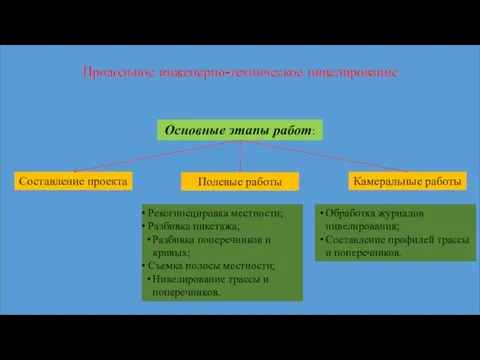 Виды нивелирования
Виды нивелирования Необходимые компетенции для Pre-Sale
Необходимые компетенции для Pre-Sale Экологическая тропа
Экологическая тропа Игра Чем богаты, тем и рады (3 часть Русские народные сказки )
Игра Чем богаты, тем и рады (3 часть Русские народные сказки ) Все о пожаре Диск
Все о пожаре Диск Род и число существительных и прилагательных. Курс испанского для начинающих
Род и число существительных и прилагательных. Курс испанского для начинающих Круговорот воды в природе
Круговорот воды в природе Моя малая Родина
Моя малая Родина Особенность анестезиологического пособия в амбулаторных условиях
Особенность анестезиологического пособия в амбулаторных условиях Тыныс алу жолдар ауруларының микробиологиялық диагностикасының жалпы принциптері (туберкулез, дифтерия, көкжөтел)
Тыныс алу жолдар ауруларының микробиологиялық диагностикасының жалпы принциптері (туберкулез, дифтерия, көкжөтел) Концепция учителя
Концепция учителя Генеральные планы промышленных предприятий. Зонирование территории и требования к расположению зданий и сооружений
Генеральные планы промышленных предприятий. Зонирование территории и требования к расположению зданий и сооружений NABEREZhNAYa_otrazhenie
NABEREZhNAYa_otrazhenie Обобщение темы Четырёхугольники
Обобщение темы Четырёхугольники Теории кислот и оснований. Свойства растворов электролитов. Буферные растворы
Теории кислот и оснований. Свойства растворов электролитов. Буферные растворы Внутренний водный транспорт
Внутренний водный транспорт Мифы об ОРКСЭ
Мифы об ОРКСЭ Организаторская деятельность руководителя хореографического коллектива
Организаторская деятельность руководителя хореографического коллектива