- Экструдеры – назначение, устройство, принцип действия

Содержание
- 3. Экструдеры предназначены для приготовления композиционных материалов, разогрева или охлаждения смесей, выпуска полуфабрикатов и готовой продукции. Экструдеры
- 4. Диаметр червяка. Определен следующий предпочтительный ряд диаметров червяков в мм: 20; 25; 32; 45; 63; 90;
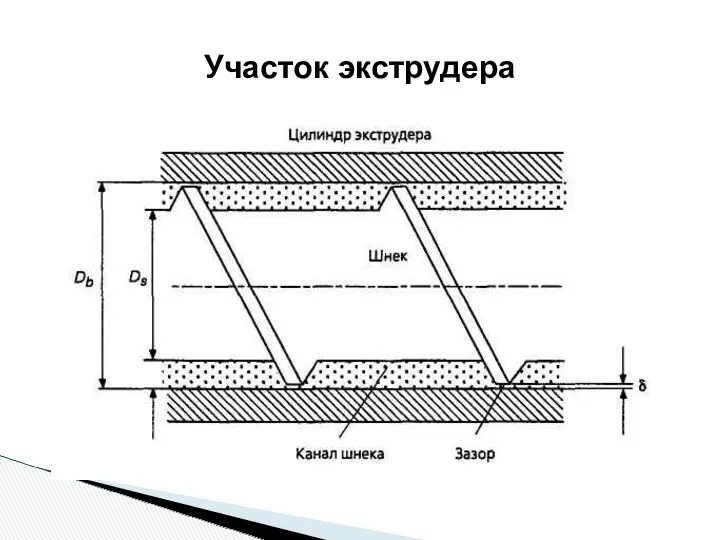
- 5. Участок экструдера
- 6. Число комплектов «цилиндр – червяк». По этому признаку машины делятся на одностадийные и двухстадийные. Характер движения
- 7. Удобство обслуживания при эксплуатации. Удобство монтажа и демонтажа узлов при ремонте. Способ регулирования и поддержания рабочей
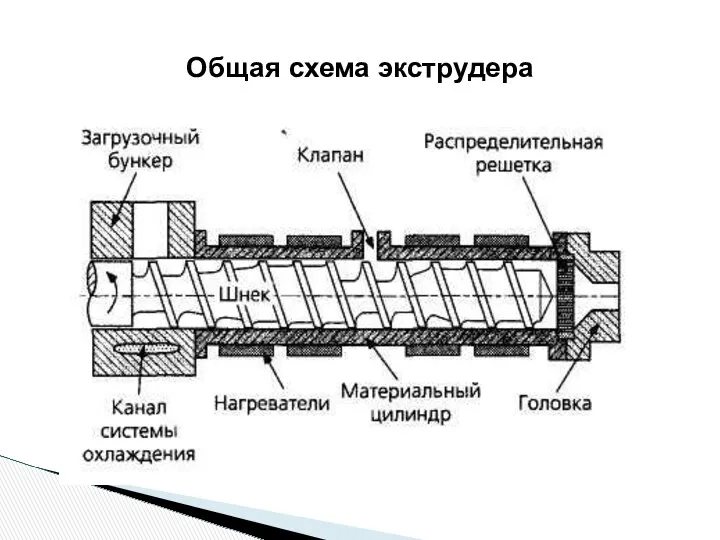
- 8. Общая схема экструдера
- 9. Обогрев цилиндра и профилирующей головки
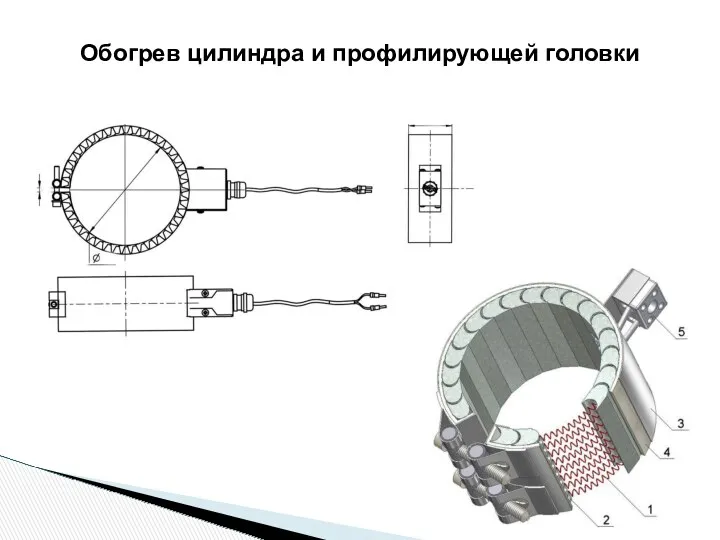
- 10. Обогрев цилиндра и профилирующей головки
- 11. Обогрев цилиндра и профилирующей головки
- 12. Схема воздушного охлаждения экструдера
- 13. Схема жидкостного охлаждения (нагрева) экструдера
- 14. Конструкция загрузочного отверстия
- 15. Схема подачи компонентов в экструдер
- 16. Сравнение ограниченной («голодной») загрузки и свободной засыпки в экструдер
- 17. Причины возникновения дефектов типа загрязнений и инородных включений и мероприятия по их предотвращению
- 18. Фильтрующие насадки
- 19. Устройство для замены фильтров со скользящими пластинами
- 20. Устройство для замены фильтров со скользящими пластинами
- 21. Внешний вид сетчатого фильтра экструзионной установки после 30 мин работы на вторичном загрязненном ПЭ
- 22. Автофильтрующая система (автофильтр)
- 23. Участок экструдера
- 24. Модель поведения полимерного материала при плавлении в экструдере
- 25. Модель плавления в канале шнека
- 26. Профиль скоростей в поперечном направлении канала
- 27. Модель поперечного течения в канале
- 28. Движение жидкости в зоне течения расплава
- 29. Движение жидкости в зоне течения расплава
- 30. Модель плавления в канале шнеков разной заходности
- 31. Влияние зазора между шнеком и цилиндром на основные скорость плавления полимеров
- 32. Конструкция узла, воспринимающего осевое давление в одношнековом экструдере
- 33. Шнеки Основные характеристики шнеков: • полная длина 20-ЗОD • длина зоны питания 4-8D; • длина зоны
- 35. Рекомендации по выбору конструкции и материалов основных деталей
- 36. Коррозия шнека и материального цилиндра
- 37. Коррозия шнека и материального цилиндра
- 38. Износ шнека
- 39. Износ шнека
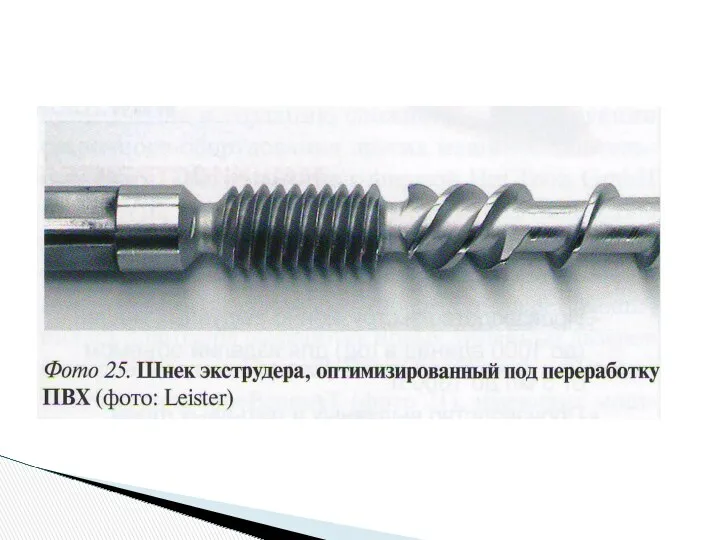
- 40. Шнек и материальный цилиндр экструдера
- 41. Типы шнеков
- 43. Дегазация расплава полимера
- 44. Дегазация расплава полимера
- 45. Дегазация расплава через тыльную часть шнека
- 46. Эффективная многостадийная дегазирующая система
- 47. Дегазирующая система экструдера
- 48. Дегазирующая система двухшнекового экструдера
- 49. Шнековые обратные клапаны и наконечник a - обратный клапан с подвижной втулкой, имеющий продолжительный ресурс работы;
- 50. Схемы конструкции обратных клапанов а - с цилиндрическим кольцом и втулкой; б - с трапецеидальным кольцом;
- 51. Общая схема экструдера
- 52. Классификация экструзионных головок по геометрии формующего отверстия
- 53. Общая схема экструзионной головки
- 54. Схема экструзионной головки с угловым течение расплава
- 55. Изменение профиля скоростей при выходе из фильеры
- 56. Изменение сечения профиля при выходе из фильеры
- 57. Типы экструзионных головок а - с круглым формующим отверстием; в - с кольцеобразным формующим отверстием; в
- 58. Типы экструзионных головок с кольцеобразным формующим отверстием а - с дорнодержателями; б - с перфорированной втулкой;
- 59. Классификация экструзионных головок с кольцеобразным формующим отверстием
- 60. Схема экструзионной головки с двойным дорнодержателем
- 61. Дорны со спиральными распределителями в виде «плечиков для одежды»
- 62. Дорн со спиральными распределителями в виде «звезды»
- 63. Экструзионная головка для изготовлении труб диаметром до 2000 мм
- 64. Вариант смены калибрующей насадки
- 65. Формующая головка для экструзии с раздувом 9-слойной пленки
- 68. Скачать презентацию

Экструдеры предназначены для приготовления композиционных материалов, разогрева или охлаждения смесей, выпуска
Экструдеры предназначены для приготовления композиционных материалов, разогрева или охлаждения смесей, выпуска
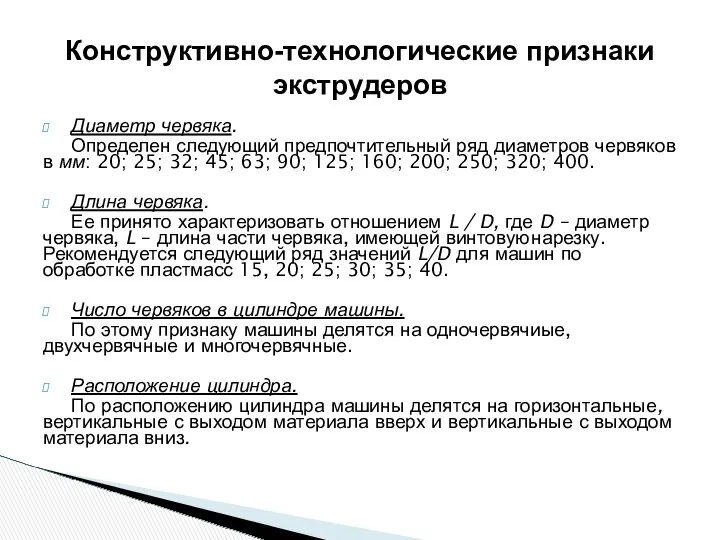
Диаметр червяка.
Определен следующий предпочтительный ряд диаметров червяков в мм: 20; 25;
Диаметр червяка.
Определен следующий предпочтительный ряд диаметров червяков в мм: 20; 25;
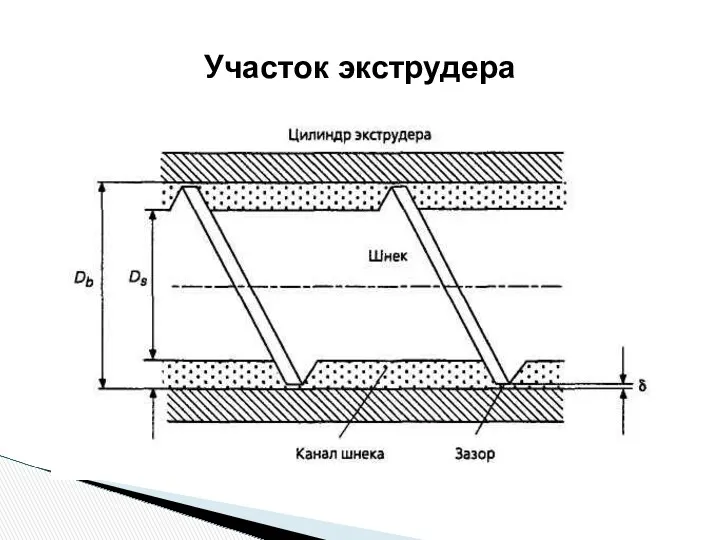
Участок экструдера
Участок экструдера
Число комплектов «цилиндр – червяк».
По этому признаку машины делятся на
Число комплектов «цилиндр – червяк».
По этому признаку машины делятся на
Удобство обслуживания при эксплуатации.
Удобство монтажа и демонтажа узлов при ремонте.
Способ
Удобство обслуживания при эксплуатации.
Удобство монтажа и демонтажа узлов при ремонте.
Способ
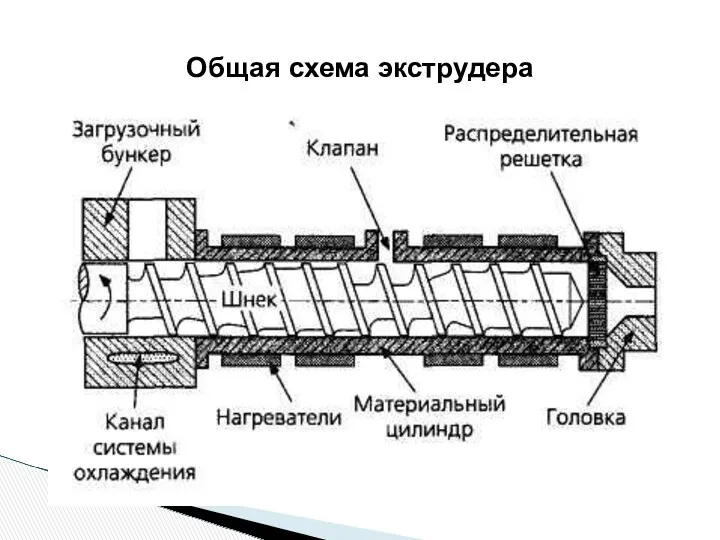
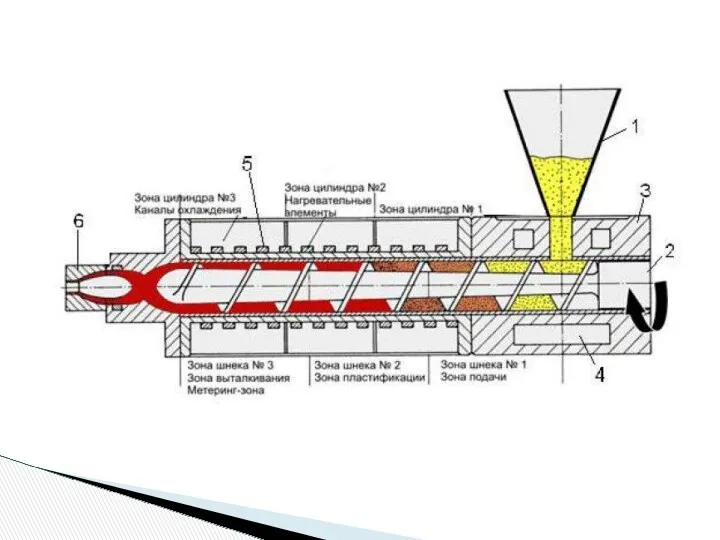
Общая схема экструдера
Общая схема экструдера
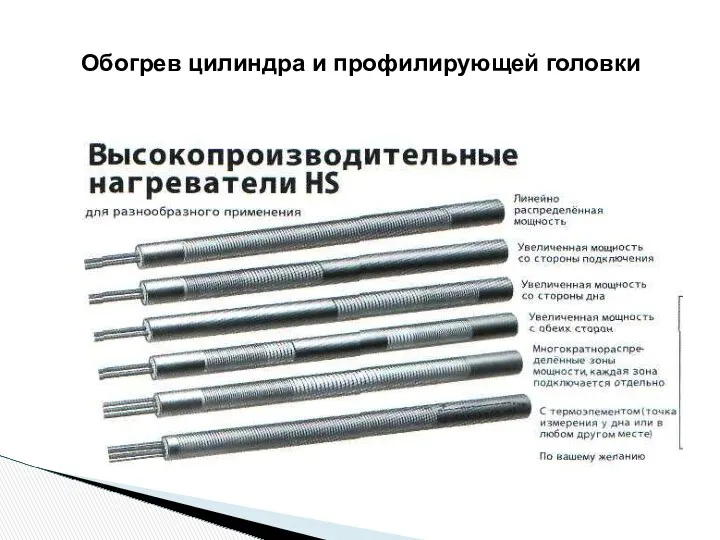
Обогрев цилиндра и профилирующей головки
Обогрев цилиндра и профилирующей головки
Обогрев цилиндра и профилирующей головки
Обогрев цилиндра и профилирующей головки

Обогрев цилиндра и профилирующей головки
Обогрев цилиндра и профилирующей головки
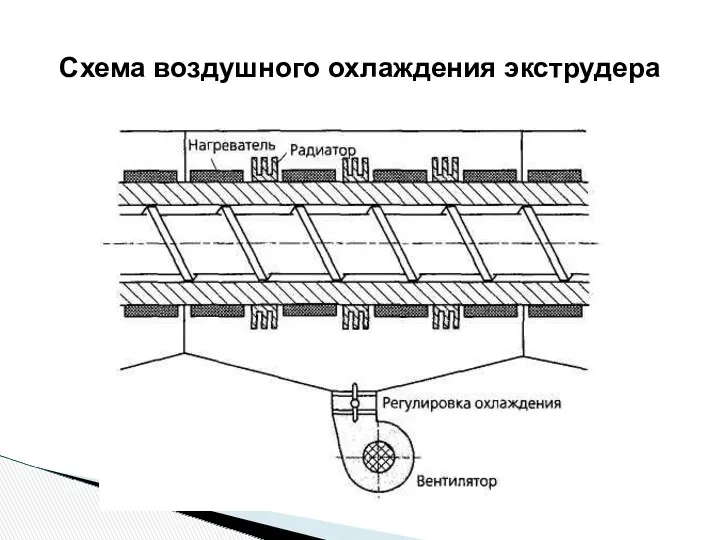
Схема воздушного охлаждения экструдера
Схема воздушного охлаждения экструдера
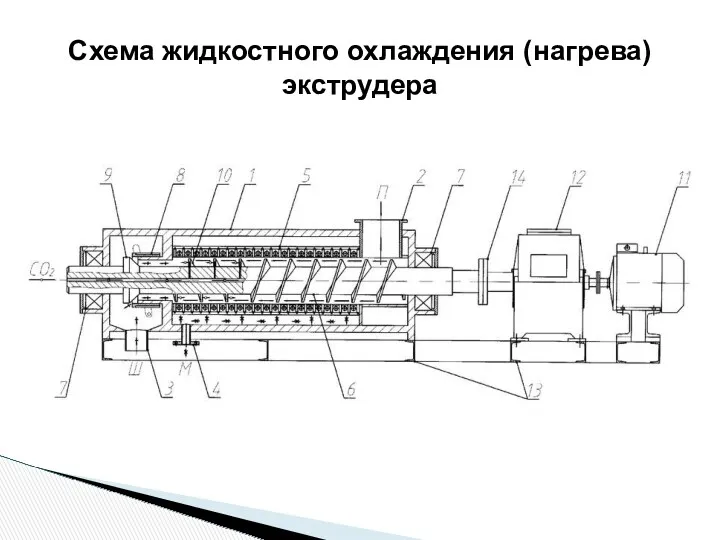
Схема жидкостного охлаждения (нагрева) экструдера
Схема жидкостного охлаждения (нагрева) экструдера
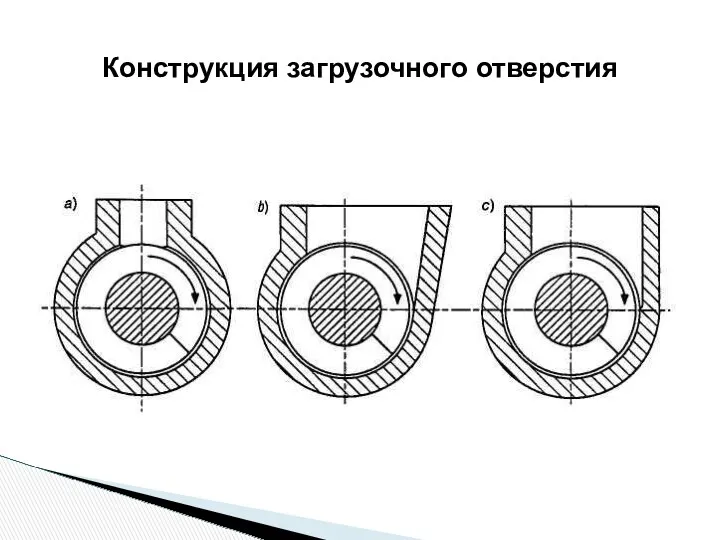
Конструкция загрузочного отверстия
Конструкция загрузочного отверстия

Схема подачи компонентов в экструдер
Схема подачи компонентов в экструдер

Сравнение ограниченной («голодной») загрузки и свободной засыпки в экструдер
Сравнение ограниченной («голодной») загрузки и свободной засыпки в экструдер
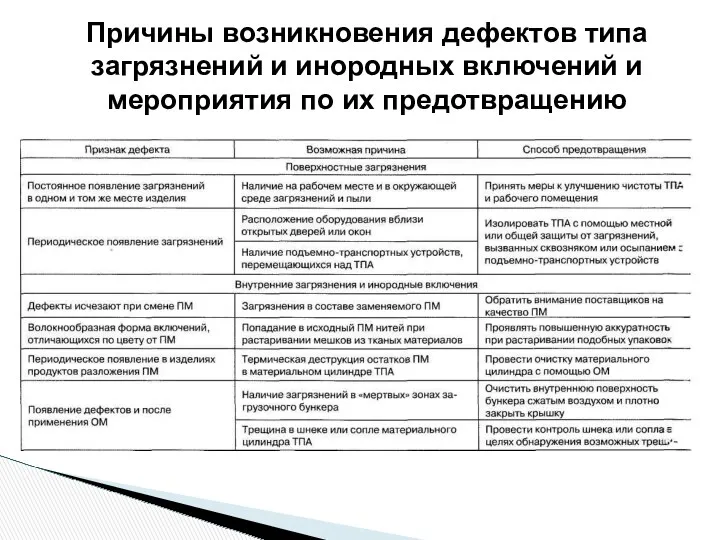
Причины возникновения дефектов типа загрязнений и инородных включений и мероприятия по
Причины возникновения дефектов типа загрязнений и инородных включений и мероприятия по

Фильтрующие насадки
Фильтрующие насадки

Устройство для замены фильтров со скользящими пластинами
Устройство для замены фильтров со скользящими пластинами

Устройство для замены фильтров со скользящими пластинами
Устройство для замены фильтров со скользящими пластинами
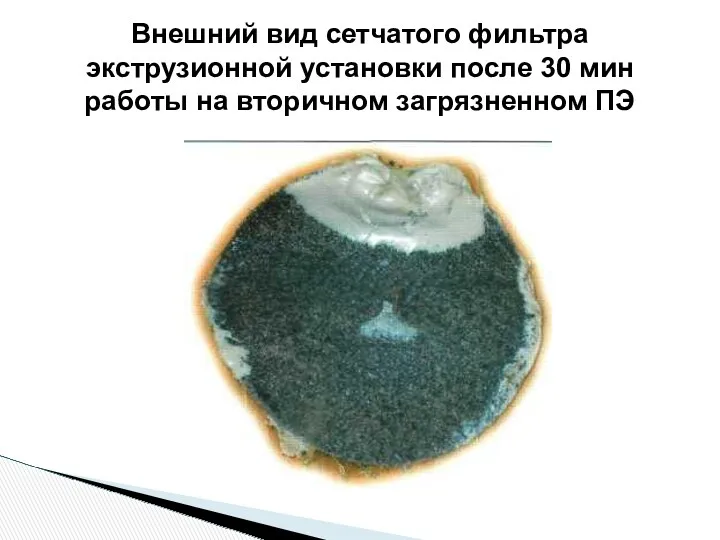
Внешний вид сетчатого фильтра экструзионной установки после 30 мин работы на
Внешний вид сетчатого фильтра экструзионной установки после 30 мин работы на

Автофильтрующая система (автофильтр)
Автофильтрующая система (автофильтр)
Участок экструдера
Участок экструдера

Модель поведения полимерного материала при плавлении в экструдере
Модель поведения полимерного материала при плавлении в экструдере
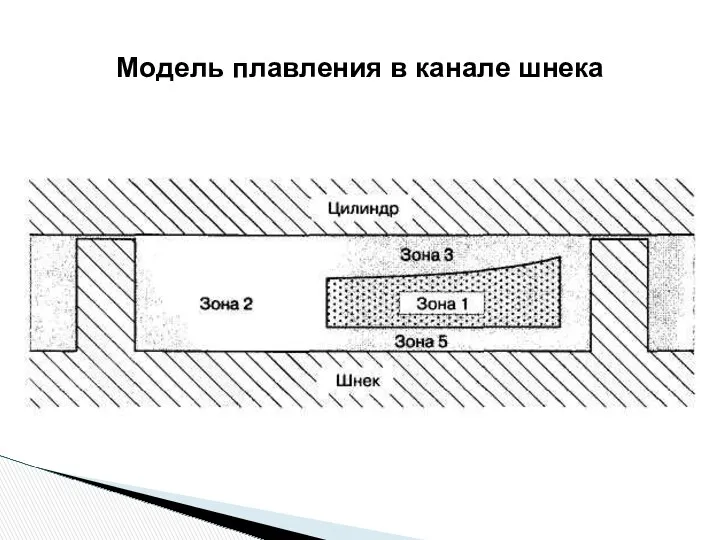
Модель плавления в канале шнека
Модель плавления в канале шнека
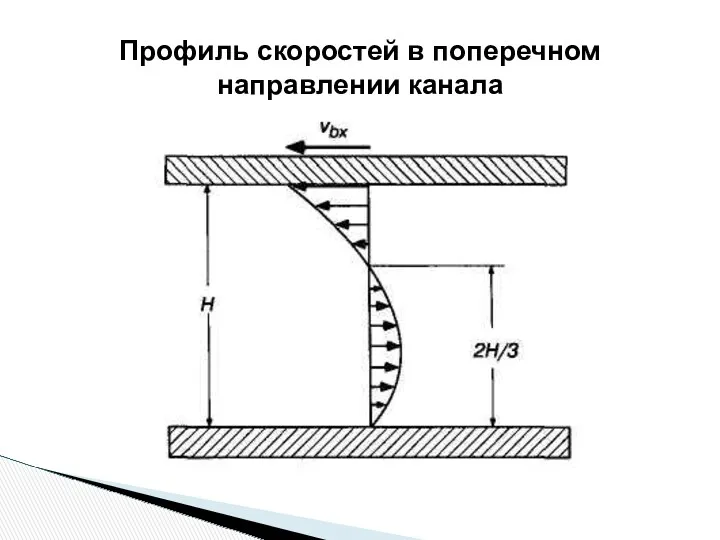
Профиль скоростей в поперечном направлении канала
Профиль скоростей в поперечном направлении канала
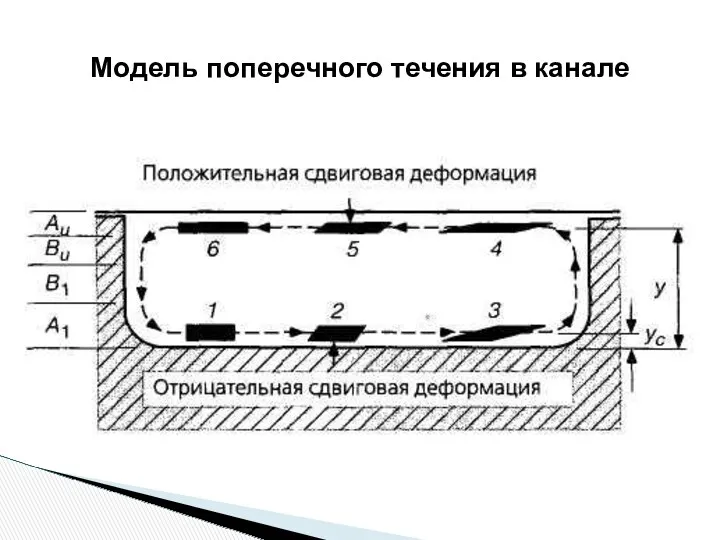
Модель поперечного течения в канале
Модель поперечного течения в канале

Движение жидкости в зоне течения расплава
Движение жидкости в зоне течения расплава

Движение жидкости в зоне течения расплава
Движение жидкости в зоне течения расплава
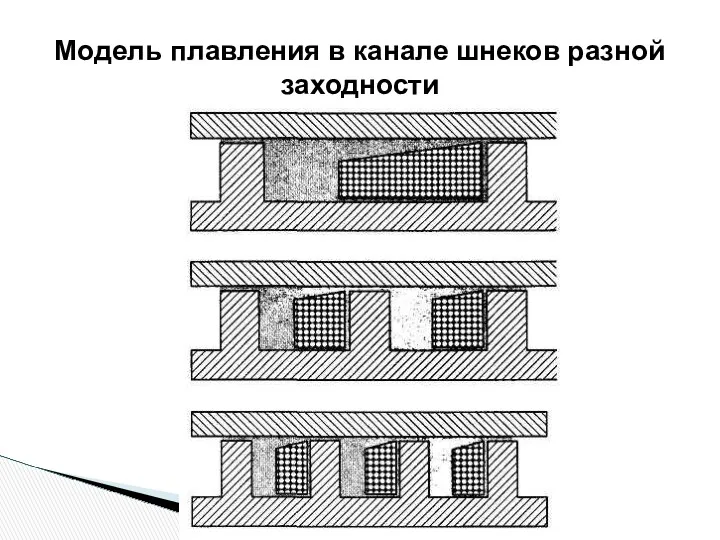
Модель плавления в канале шнеков разной заходности
Модель плавления в канале шнеков разной заходности
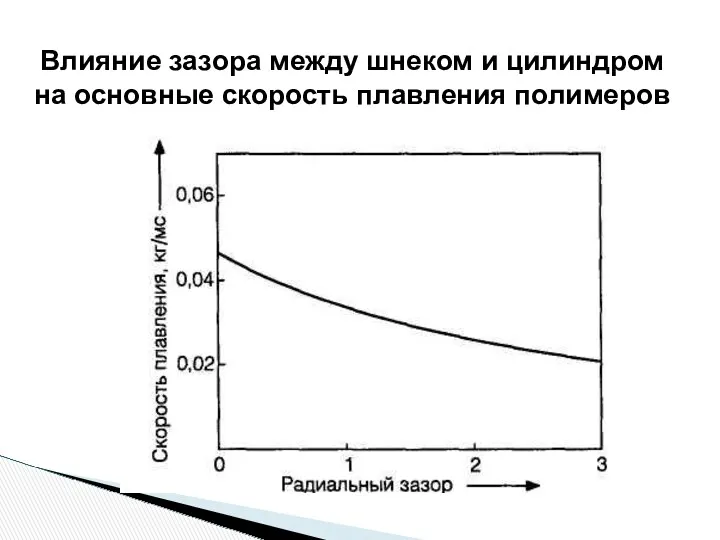
Влияние зазора между шнеком и цилиндром на основные скорость плавления полимеров
Влияние зазора между шнеком и цилиндром на основные скорость плавления полимеров
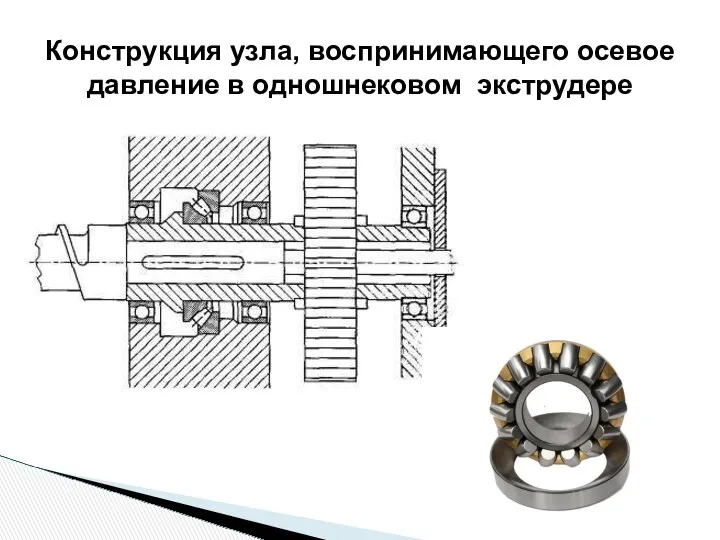
Конструкция узла, воспринимающего осевое давление в одношнековом экструдере
Конструкция узла, воспринимающего осевое давление в одношнековом экструдере
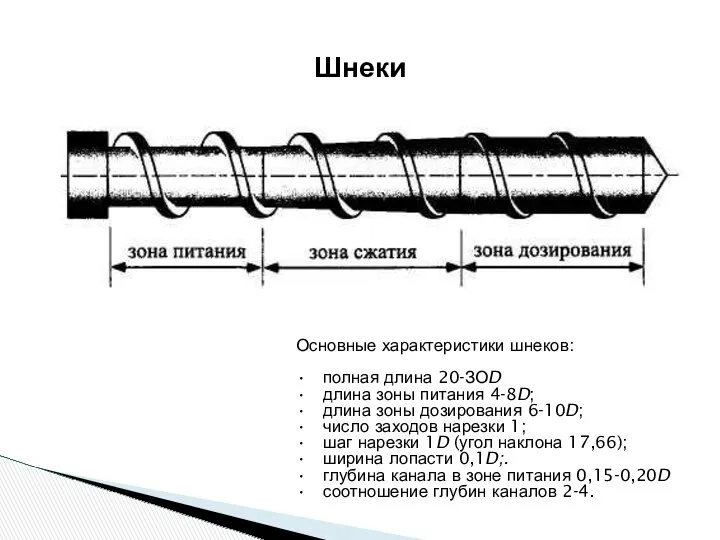
Шнеки
Основные характеристики шнеков:
• полная длина 20-ЗОD
• длина зоны питания 4-8D;
• длина
Шнеки
Основные характеристики шнеков:
• полная длина 20-ЗОD
• длина зоны питания 4-8D;
• длина
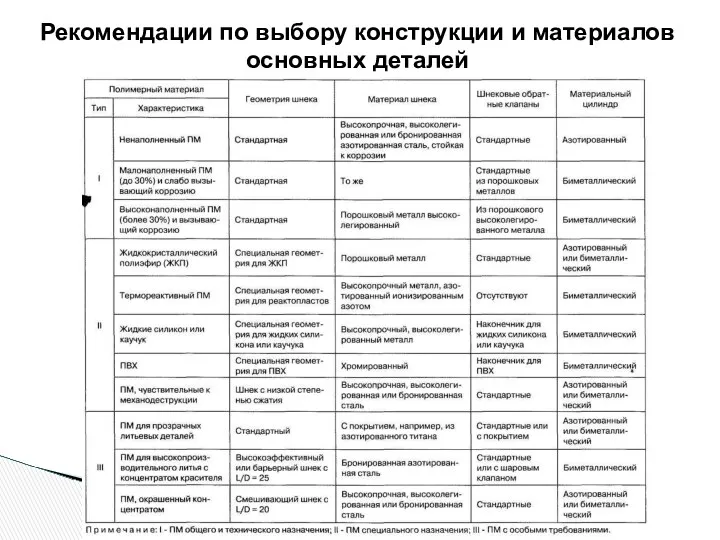
Рекомендации по выбору конструкции и материалов основных деталей
Рекомендации по выбору конструкции и материалов основных деталей

Коррозия шнека и материального цилиндра
Коррозия шнека и материального цилиндра

Коррозия шнека и материального цилиндра
Коррозия шнека и материального цилиндра

Износ шнека
Износ шнека
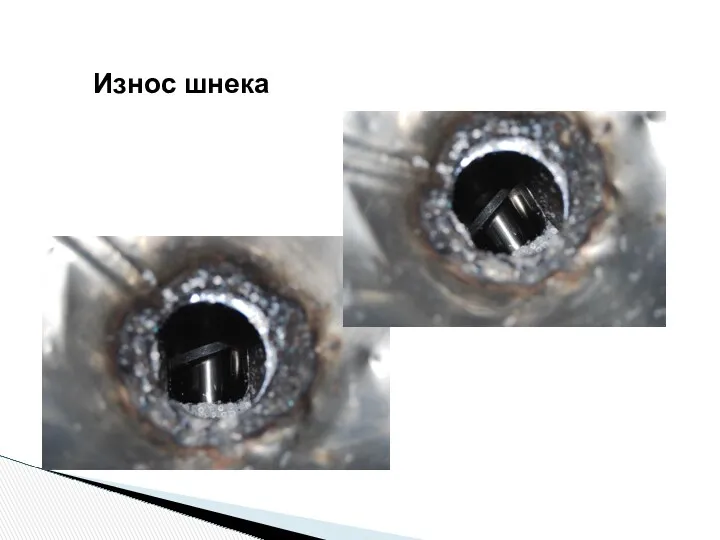
Износ шнека
Износ шнека

Шнек и материальный цилиндр экструдера
Шнек и материальный цилиндр экструдера
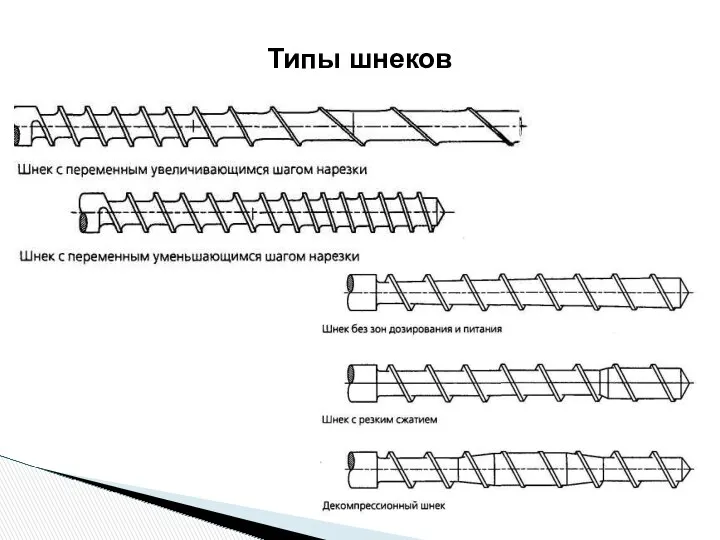
Типы шнеков
Типы шнеков
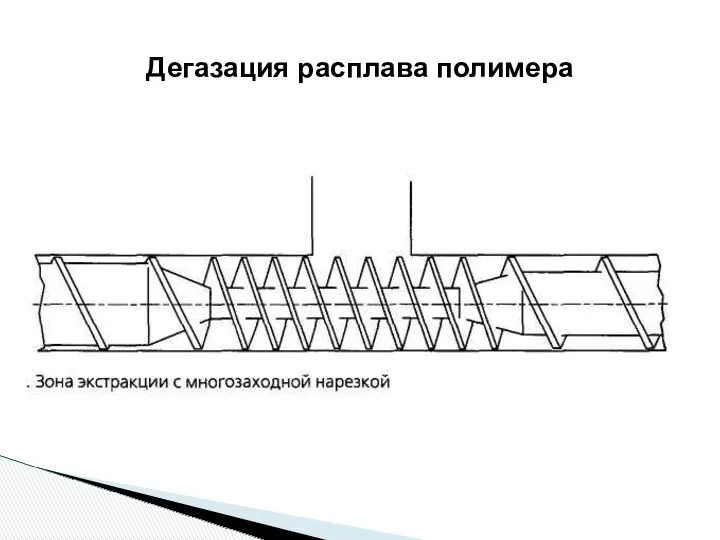
Дегазация расплава полимера
Дегазация расплава полимера
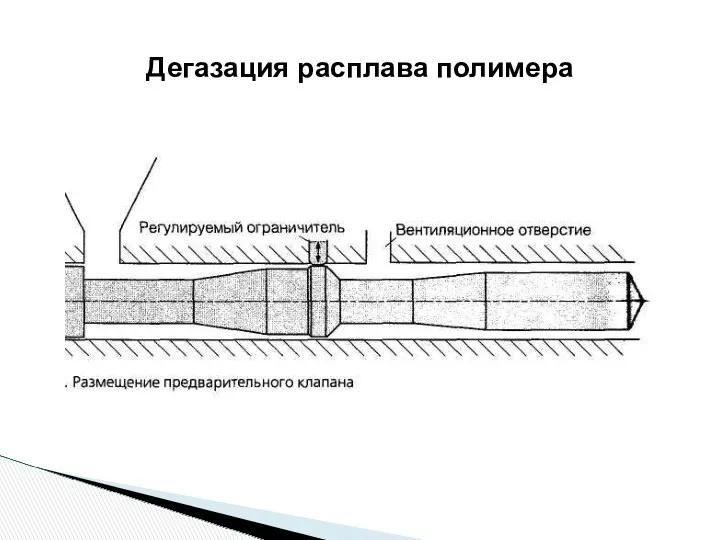
Дегазация расплава полимера
Дегазация расплава полимера
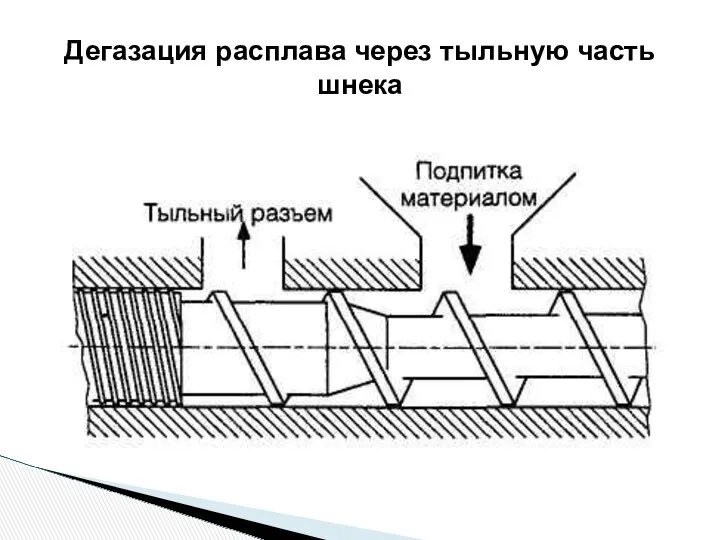
Дегазация расплава через тыльную часть шнека
Дегазация расплава через тыльную часть шнека

Эффективная многостадийная дегазирующая система
Эффективная многостадийная дегазирующая система

Дегазирующая система экструдера
Дегазирующая система экструдера
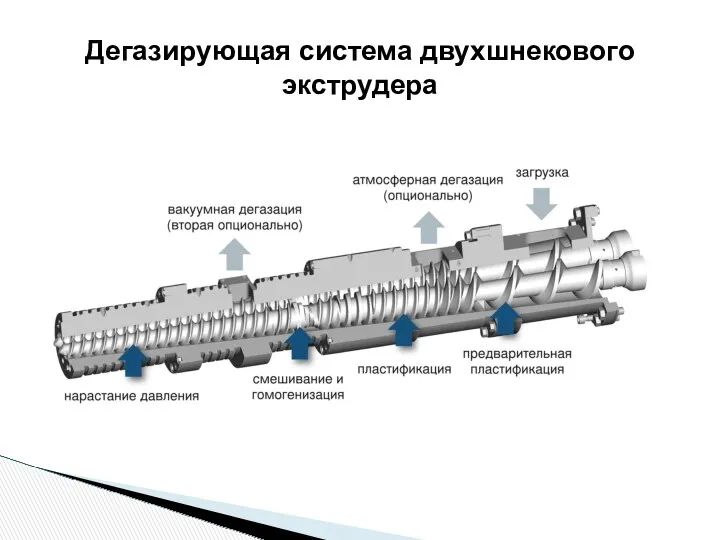
Дегазирующая система двухшнекового экструдера
Дегазирующая система двухшнекового экструдера

Шнековые обратные клапаны и наконечник
a - обратный клапан с подвижной
Шнековые обратные клапаны и наконечник
a - обратный клапан с подвижной

Схемы конструкции обратных клапанов
а - с цилиндрическим кольцом и втулкой;
б -
Схемы конструкции обратных клапанов
а - с цилиндрическим кольцом и втулкой;
б -
Общая схема экструдера
Общая схема экструдера
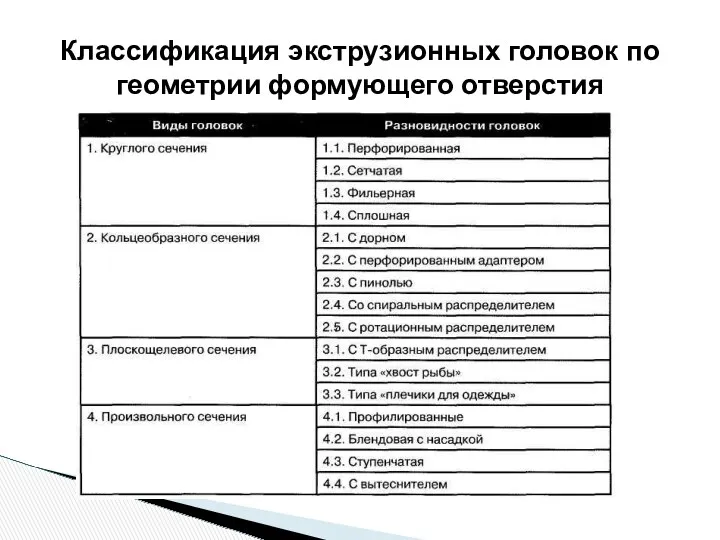
Классификация экструзионных головок по геометрии формующего отверстия
Классификация экструзионных головок по геометрии формующего отверстия

Общая схема экструзионной головки
Общая схема экструзионной головки
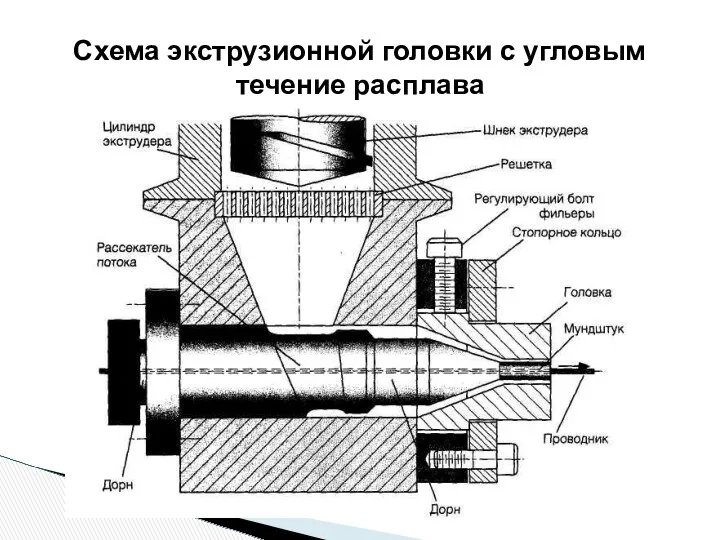
Схема экструзионной головки с угловым течение расплава
Схема экструзионной головки с угловым течение расплава
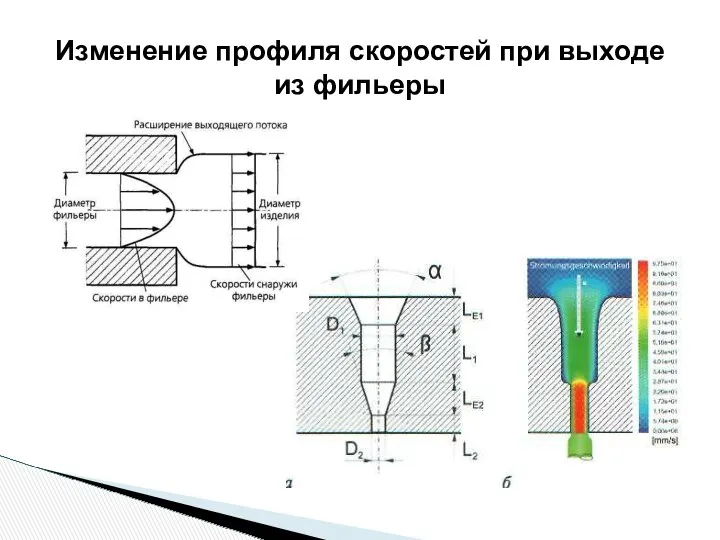
Изменение профиля скоростей при выходе из фильеры
Изменение профиля скоростей при выходе из фильеры
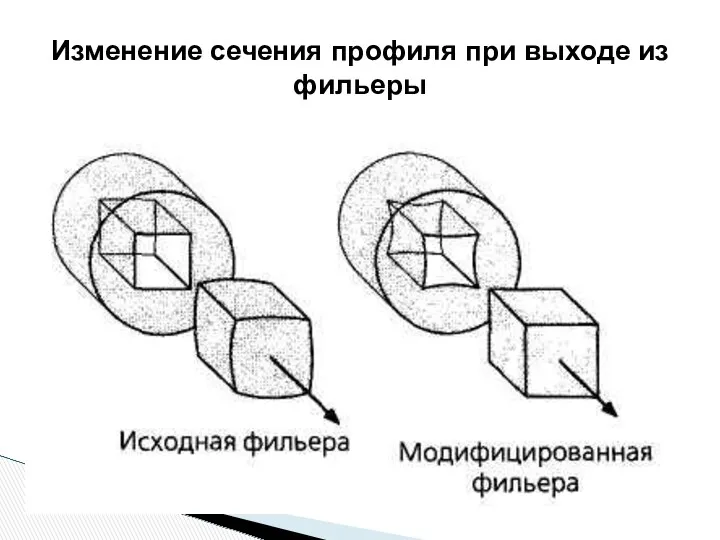
Изменение сечения профиля при выходе из фильеры
Изменение сечения профиля при выходе из фильеры

Типы экструзионных головок
а - с круглым формующим отверстием;
в - с кольцеобразным
Типы экструзионных головок
а - с круглым формующим отверстием;
в - с кольцеобразным
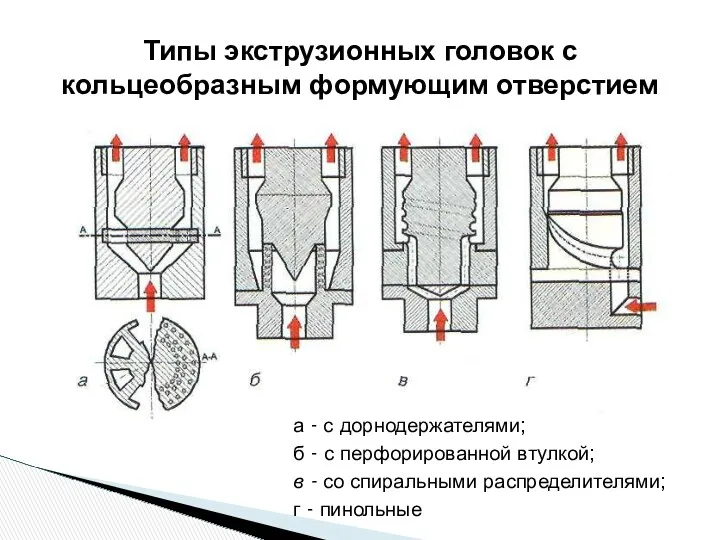
Типы экструзионных головок с кольцеобразным формующим отверстием
а - с дорнодержателями;
б -
Типы экструзионных головок с кольцеобразным формующим отверстием
а - с дорнодержателями;
б -
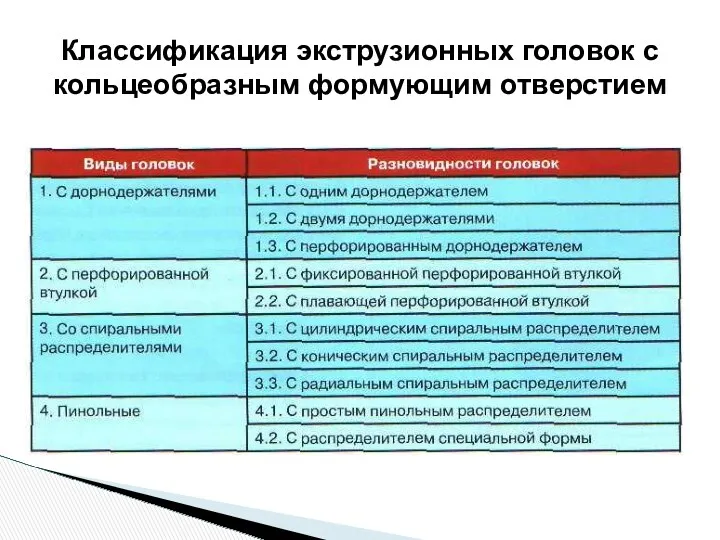
Классификация экструзионных головок с кольцеобразным формующим отверстием
Классификация экструзионных головок с кольцеобразным формующим отверстием

Схема экструзионной головки с двойным дорнодержателем
Схема экструзионной головки с двойным дорнодержателем

Дорны со спиральными распределителями в виде «плечиков для одежды»
Дорны со спиральными распределителями в виде «плечиков для одежды»

Дорн со спиральными распределителями в виде «звезды»
Дорн со спиральными распределителями в виде «звезды»

Экструзионная головка для изготовлении труб диаметром до 2000 мм
Экструзионная головка для изготовлении труб диаметром до 2000 мм

Вариант смены калибрующей насадки
Вариант смены калибрующей насадки
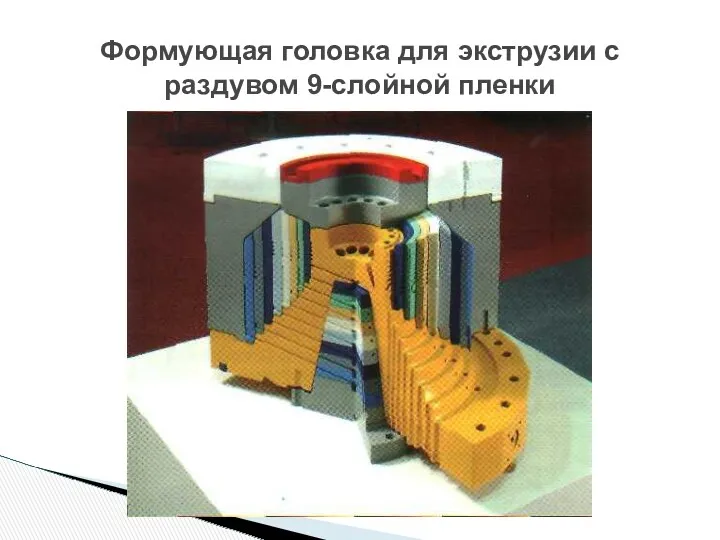
Формующая головка для экструзии с раздувом 9-слойной пленки
Формующая головка для экструзии с раздувом 9-слойной пленки
 IT – Скорая. Организация по ремонту компьютеров
IT – Скорая. Организация по ремонту компьютеров Основной курс: урок 27
Основной курс: урок 27 Взаимоотношения внутри популяции
Взаимоотношения внутри популяции Личность. Развитие личности: самосознание, самооценка
Личность. Развитие личности: самосознание, самооценка Туристские возможности родного края
Туристские возможности родного края Организация высшего образования в РФ. Лицензирование, аккредитация и аттестация вузов. Государственные образовательные стандарты
Организация высшего образования в РФ. Лицензирование, аккредитация и аттестация вузов. Государственные образовательные стандарты Безопасность на дороге
Безопасность на дороге Психология человека
Психология человека Керування проектами
Керування проектами Внутреннее убранство русской избы
Внутреннее убранство русской избы Механизация поверхностной обработки почвы при возделывании озимой пшеницы
Механизация поверхностной обработки почвы при возделывании озимой пшеницы Дизайн для реального мира. Виктор Папанек (1923-1980)
Дизайн для реального мира. Виктор Папанек (1923-1980) Презентация к уроку Птичьи разговоры
Презентация к уроку Птичьи разговоры Религиозный этикет в праздниках. Никах
Религиозный этикет в праздниках. Никах Дидактические игры по развитию речи
Дидактические игры по развитию речи Подобные треугольники
Подобные треугольники Октябрьская революция 1917 года в России
Октябрьская революция 1917 года в России Единицы объёма. Решение задач на нахождение объёма
Единицы объёма. Решение задач на нахождение объёма Самопрезентация
Самопрезентация Значение разминки в физической культуре
Значение разминки в физической культуре Организация прогулок для детей раннего возраста в условиях Крайнего Севера
Организация прогулок для детей раннего возраста в условиях Крайнего Севера Алжи́рская Наро́дная Демократи́ческая Республика
Алжи́рская Наро́дная Демократи́ческая Республика презентация Великой Победе посвящается
презентация Великой Победе посвящается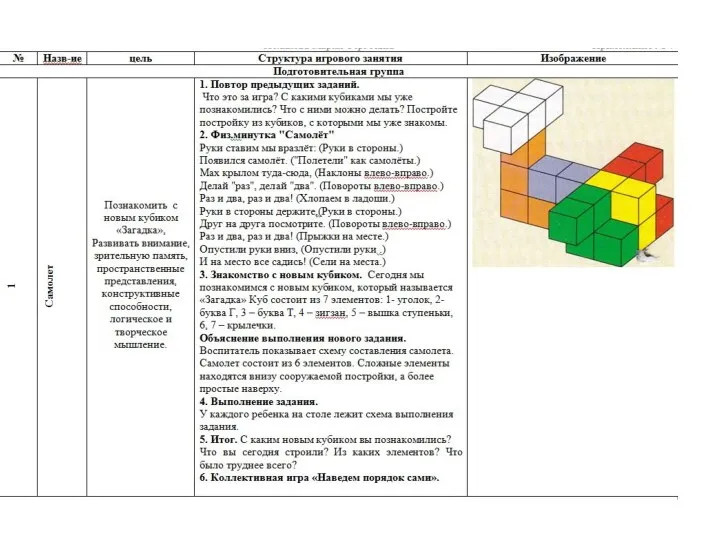 Перспективное планирование работы с Логическими кубиками для всех Б.П.Никтина подготовительная группа
Перспективное планирование работы с Логическими кубиками для всех Б.П.Никтина подготовительная группа Место СМИ во взаимодействии власти и общества
Место СМИ во взаимодействии власти и общества Игра по ПДД На улицах и дорогах
Игра по ПДД На улицах и дорогах Авиационный транспорт Украины
Авиационный транспорт Украины Москва и ее жители в ХVI веке
Москва и ее жители в ХVI веке