- Формирование соединений при контактной точечной сварке. (Лекция 4)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №4 Тема 4 . Формирование соединений при контактной точечной сварке Циклограммы процессов точечной сварки
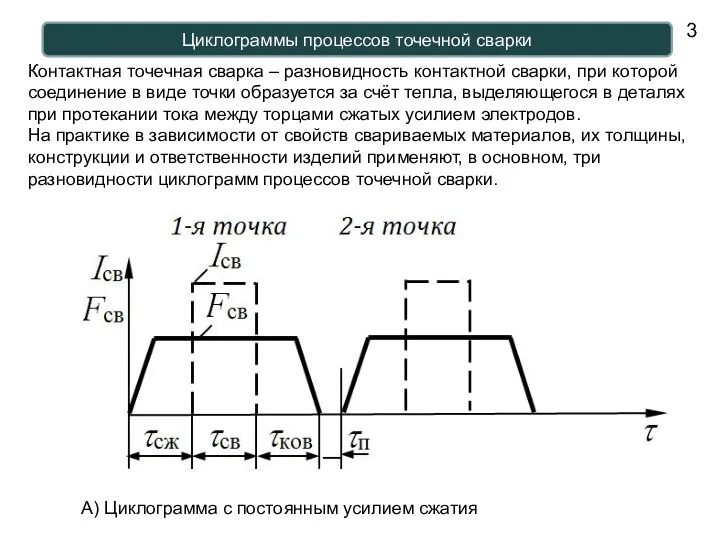
- 3. Циклограммы процессов точечной сварки Контактная точечная сварка – разновидность контактной сварки, при которой соединение в виде
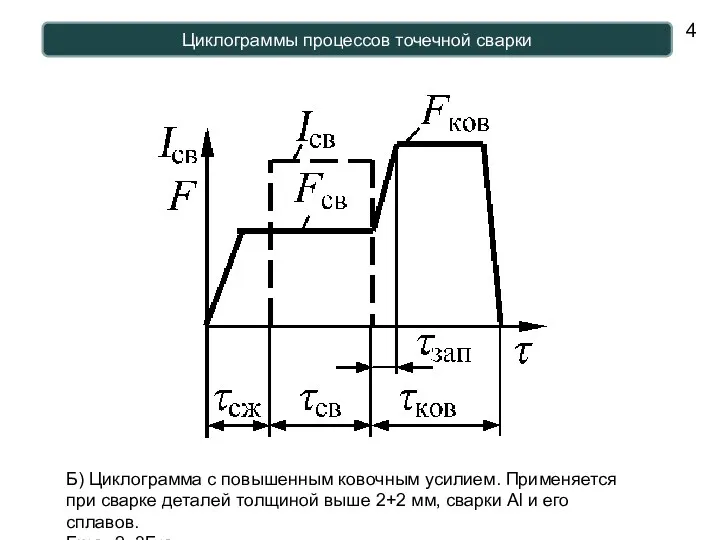
- 4. Циклограммы процессов точечной сварки Б) Циклограмма с повышенным ковочным усилием. Применяется при сварке деталей толщиной выше
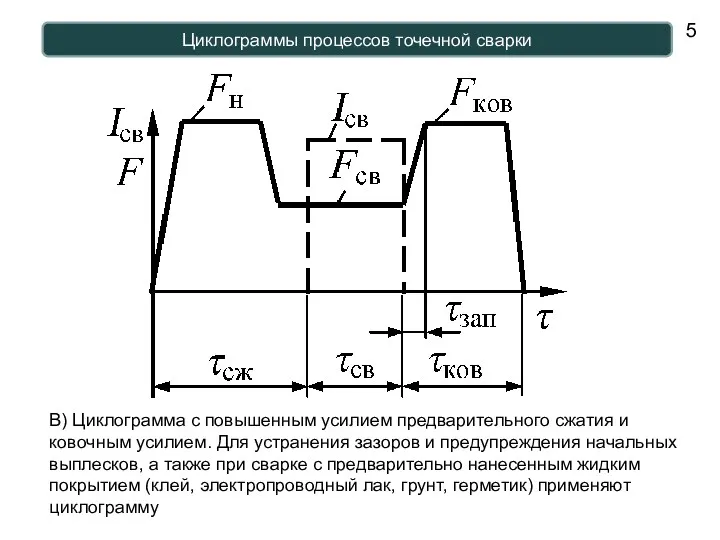
- 5. Циклограммы процессов точечной сварки В) Циклограмма с повышенным усилием предварительного сжатия и ковочным усилием. Для устранения
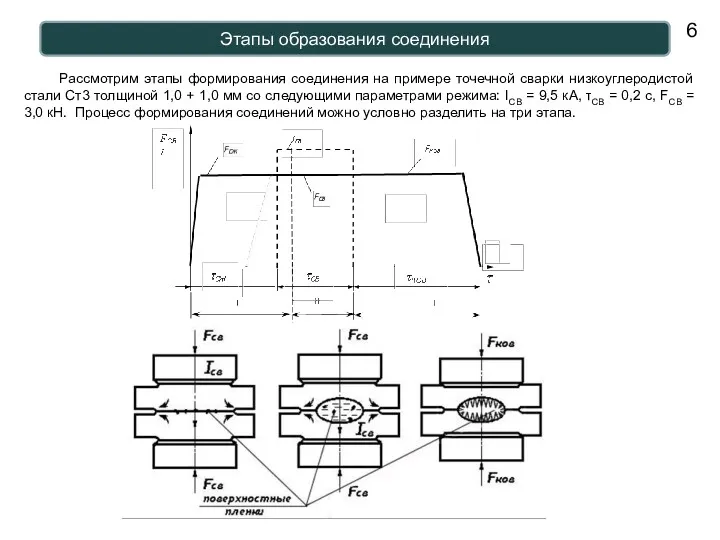
- 6. Этапы образования соединения Рассмотрим этапы формирования соединения на примере точечной сварки низкоуглеродистой стали Ст3 толщиной 1,0
- 7. Этапы образования соединения Рассмотрим этапы формирования соединения на примере точечной сварки низкоуглеродистой стали Ст3 толщиной 1,0
- 8. Основные и сопутствующие процессы при образовании соединений. К основным процессам относят: Нагрев, расплавление и кристаллизацию металла;
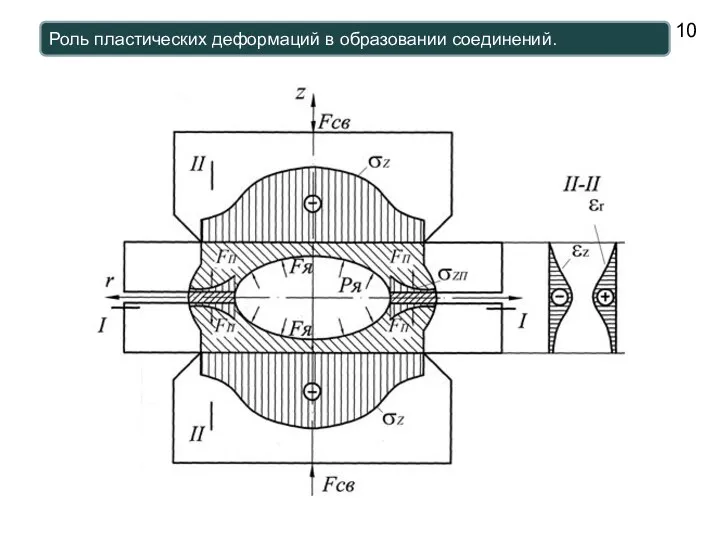
- 9. Роль пластических деформаций в образовании соединений. Основная роль пластической деформации заключается в формировании электрических контактов, образовании
- 10. Роль пластических деформаций в образовании соединений.
- 11. Роль проковки в снижении остаточных напряжений и повышении прочности соединений Чтобы уменьшить скорость зарождения и распространения
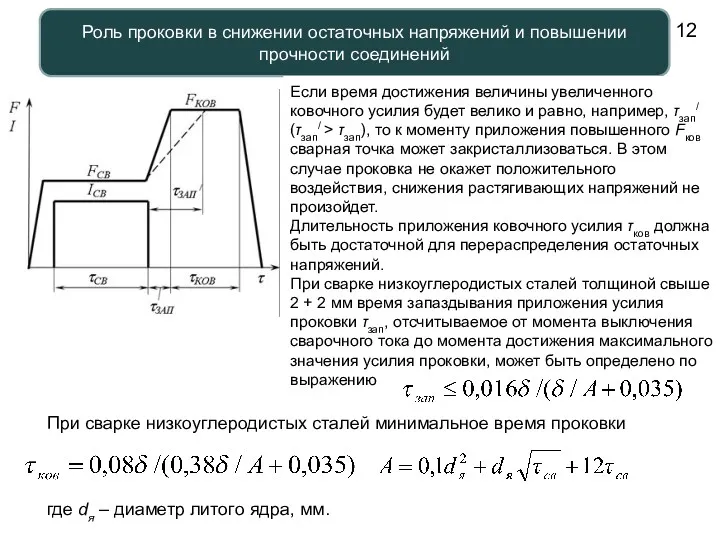
- 12. Роль проковки в снижении остаточных напряжений и повышении прочности соединений Если время достижения величины увеличенного ковочного
- 14. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №4
Тема 4 . Формирование соединений при контактной точечной сварке
Циклограммы
СОДЕРЖАНИЕ ЛЕКЦИИ №4
Тема 4 . Формирование соединений при контактной точечной сварке
Циклограммы
Циклограммы процессов точечной сварки
Контактная точечная сварка – разновидность контактной сварки, при
Циклограммы процессов точечной сварки
Контактная точечная сварка – разновидность контактной сварки, при
Циклограммы процессов точечной сварки
Б) Циклограмма с повышенным ковочным усилием. Применяется при
Циклограммы процессов точечной сварки
Б) Циклограмма с повышенным ковочным усилием. Применяется при
Циклограммы процессов точечной сварки
В) Циклограмма с повышенным усилием предварительного сжатия и
Циклограммы процессов точечной сварки
В) Циклограмма с повышенным усилием предварительного сжатия и
Этапы образования соединения
Рассмотрим этапы формирования соединения на примере точечной сварки низкоуглеродистой
Этапы образования соединения
Рассмотрим этапы формирования соединения на примере точечной сварки низкоуглеродистой
Этапы образования соединения
Рассмотрим этапы формирования соединения на примере точечной сварки низкоуглеродистой
Этапы образования соединения
Рассмотрим этапы формирования соединения на примере точечной сварки низкоуглеродистой
Основные и сопутствующие процессы при образовании соединений.
К основным процессам относят:
Нагрев, расплавление
Основные и сопутствующие процессы при образовании соединений.
К основным процессам относят:
Нагрев, расплавление
Роль пластических деформаций в образовании соединений.
Основная роль пластической деформации заключается в
Роль пластических деформаций в образовании соединений.
Основная роль пластической деформации заключается в
Роль пластических деформаций в образовании соединений.
Роль пластических деформаций в образовании соединений.
Роль проковки в снижении остаточных напряжений и повышении прочности соединений
Чтобы уменьшить
Роль проковки в снижении остаточных напряжений и повышении прочности соединений
Чтобы уменьшить
Роль проковки в снижении остаточных напряжений и повышении прочности соединений
Если время
Роль проковки в снижении остаточных напряжений и повышении прочности соединений
Если время
 Что есть демократия. Теории демократии
Что есть демократия. Теории демократии Художник Алексей Virus
Художник Алексей Virus Миеломная болезнь (болезнь Рустицкого-Калера)
Миеломная болезнь (болезнь Рустицкого-Калера) Педагогический совет:Презентация деятельности методической работы.
Педагогический совет:Презентация деятельности методической работы. Занимательный материал на уроках математики по теме Десятичные дроби
Занимательный материал на уроках математики по теме Десятичные дроби Роберт Павлов Морские обитатели
Роберт Павлов Морские обитатели Классный час - презентация
Классный час - презентация DATC -Dual Automatic Temperature Control -
DATC -Dual Automatic Temperature Control - Методический кабинет для эффективной методической работы в дошкольной образовательной организации
Методический кабинет для эффективной методической работы в дошкольной образовательной организации Советский тыл в годы Великой Отечественной войны
Советский тыл в годы Великой Отечественной войны Праздники иудаизма
Праздники иудаизма Презентация для родителей Артикуляционная гимнастика
Презентация для родителей Артикуляционная гимнастика Викторина по энергосбережению
Викторина по энергосбережению Памятники советского Челябинска.
Памятники советского Челябинска. Открытое занятие по безопасности дорожного движения. Презентация.
Открытое занятие по безопасности дорожного движения. Презентация. Дидактическая игра Одень мордовочку.
Дидактическая игра Одень мордовочку. Физические основы электроэнергетики. Лекция 6
Физические основы электроэнергетики. Лекция 6 Новогодняя игрушка из ваты Объяснительная записка Материально-техническое обеспечение План занятия Содержание учебного занятия Список литературы
Новогодняя игрушка из ваты Объяснительная записка Материально-техническое обеспечение План занятия Содержание учебного занятия Список литературы Особенности обслуживания отдельных категорий пассажиров на авиамаршрутах
Особенности обслуживания отдельных категорий пассажиров на авиамаршрутах Презентация: История мер измерения
Презентация: История мер измерения Преображение Господне
Преображение Господне Плечевое изделие
Плечевое изделие Углерод
Углерод Основні положення загальної теорії систем Л. фон Берталанфі
Основні положення загальної теорії систем Л. фон Берталанфі OVSAR_T2_2
OVSAR_T2_2 Права ребенка.
Права ребенка.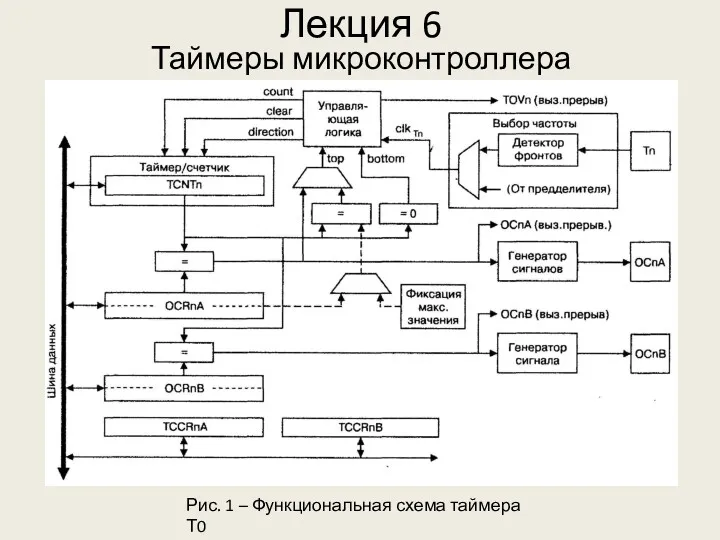 Таймеры микроконтроллера. (Лекция 6)
Таймеры микроконтроллера. (Лекция 6) Cистемный подход к автоматизированному проектированию конструкции и технологии при производстве РЭС
Cистемный подход к автоматизированному проектированию конструкции и технологии при производстве РЭС