- Фрезерование плоских поверхностей. Фрезерование наклонных и скосов

Содержание
- 2. Плоскостью называется поверхность заготовки, которая прямолинейна во всех направлениях. Если к плоскости приложить линейку, то зазор
- 3. параллельные сопряжённые
- 4. ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ МОЖЕТ ВЫПОЛНЯТЬСЯ НА ФРЕЗЕРНЫХ СТАНКАХ ЛЮБОГО ТИПА. Требования, предъявляемые к обработке плоскостей. 1. Точностью
- 5. В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ К КАЧЕСТВУ ОБРАБОТАННОЙ ПОВЕРХНОСТИ ПРОИЗВОДИТСЯ ЧЕРНОВОЕ ИЛИ ЧИСТОВОЕ ФРЕЗЕРОВАНИЕ. Черновая обработка -t
- 6. Фрезерование плоскостей обрабатывают цилиндрическими фрезами, является простейшей операцией, но она требует внимания и аккуратности. Фрезу закрепляют
- 7. Установка и закрепления фрезы на оправке: а, б - установка фрезы и колец на оправку, в
- 8. ВИДЫ БРАКА ПРИ ФРЕЗЕРОВАНИИ ПОВЕРХНОСТЕЙ. Отклонение формы: Неплоскостность - отклонение от плоскости Непрямолинейность - отклонение от
- 9. ОТКЛОНЕНИЕ РАСПОЛОЖЕНИЙ: Непараллельность плоскостей - разность наибольшего и наименьшего расстояния между прилегающими плоскостями на заданной площади
- 10. Шириной фрезерования называют ширину обрабатываемой поверхности в мм. (Обозначается латинской буквой В.) Глубиной фрезерования, или глубиной
- 11. Главным движением при фрезеровании является вращение фрезы. В процессе фрезерования фреза вращается с определенным числом оборотов,
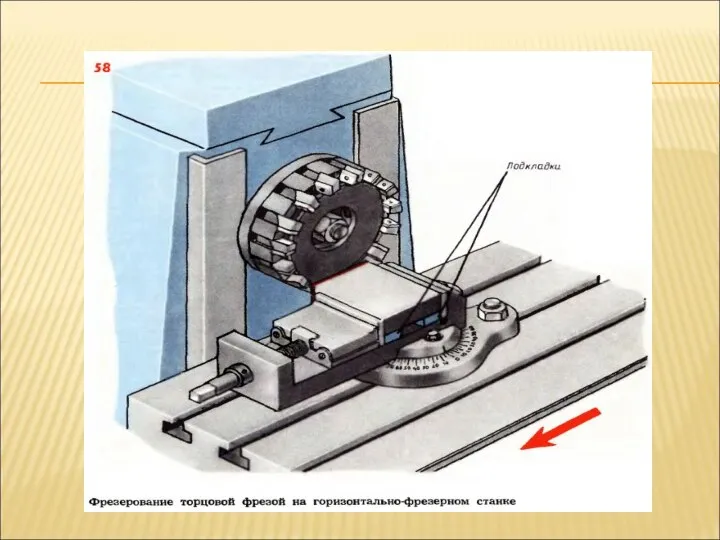
- 12. ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ ТОРЦОВЫМИ ФРЕЗАМИ Основными размерами торцовых фрез являются: диаметр -- D, длина фрезы -- L,
- 13. ПРАВОРЕЖУЩИМИ НАЗЫВАЮТ ТАКИЕ ФРЕЗЫ, КОТОРЫЕ ПРИ РАБОТЕ ДОЛЖНЫ ВРАЩАТЬСЯ ПО ЧАСОВОЙ СТРЕЛКЕ ( А,) А ЛЕВОРЕЖУЩИЕ
- 14. ТОРЦОВЫЕ НАСАДНЫЕ ФРЕЗЫ
- 16. ПЛОСКОСТИ ОБЫЧНО ФРЕЗЕРУЮТ ТОРЦОВЫМИ И ЦИЛИНДРИЧЕСКИМИ ФРЕЗАМИ. ДИАМЕТР ТОРЦОВОЙ ФРЕЗЫ D (ММ) ВЫБИРАЮТ В ЗАВИСИМОСТИ ОТ
- 17. Концевыми фрезами можно фрезеровать вертикальные и небольшие горизонтальные плоскости. Применение наборов фрез при фрезеровании плоскостей позволяет
- 18. ПЛОСКУЮ ПОВЕРХНОСТЬ ДЕТАЛИ, РАСПОЛОЖЕННУЮ ПОД ОПРЕДЕЛЕННЫМ УГЛОМ К ГОРИЗОНТАЛИ, НАЗЫВАЮТ НАКЛОННОЙ, А НАКЛОННУЮ ПЛОСКОСТЬ НЕБОЛЬШИХ РАЗМЕРОВ
- 19. КОНТРОЛЬ ПЛОСКОСТНОСТИ Наклонные плоскости и скосы контролируют с помощью шаблонов и рейсмасов. Контроль плоскостей производят лекальной
- 20. Особенности наладки фрезерных станков В зависимости от материала заготовки необходимо установить метод обработки — встречное или
- 21. ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ. При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование (фрезерование против подачи)
- 22. ПОПУТНОЕ ФРЕЗЕРОВАНИЕ
- 23. ПОПУТНОЕ ФРЕЗЕРОВАНИЕ Достоинства: Сила резания прижимает заготовку к столу. Отсюда более упрощенное использование зажимных приспособлений. Износ
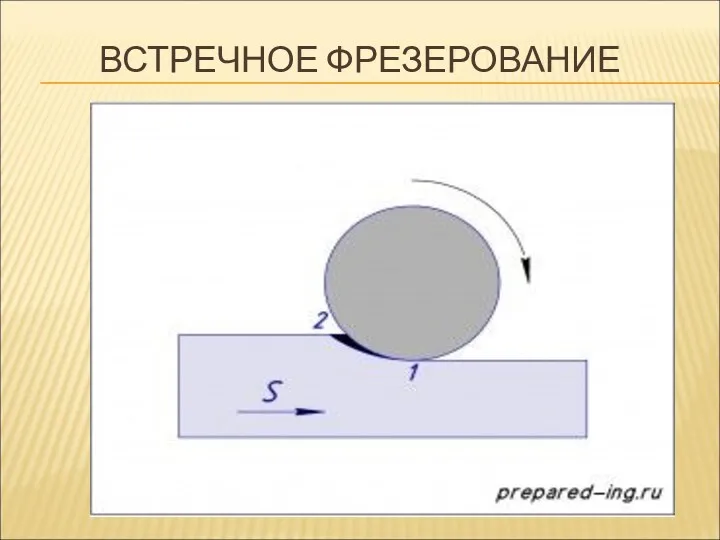
- 24. ВСТРЕЧНОЕ ФРЕЗЕРОВАНИЕ
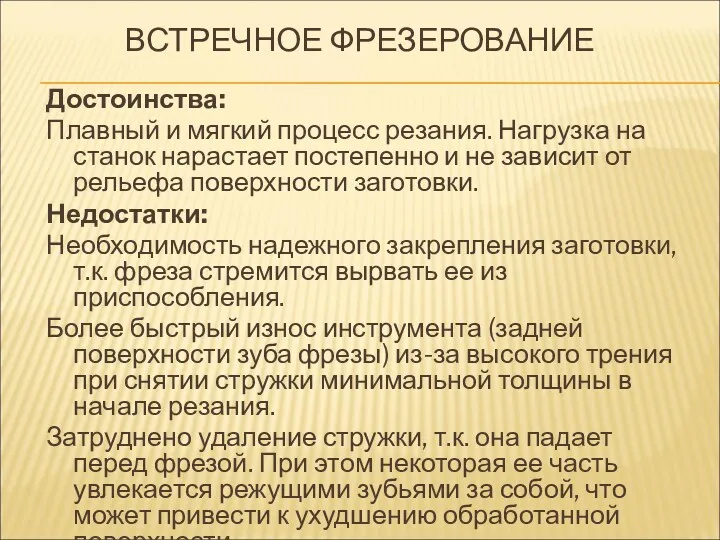
- 25. ВСТРЕЧНОЕ ФРЕЗЕРОВАНИЕ Достоинства: Плавный и мягкий процесс резания. Нагрузка на станок нарастает постепенно и не зависит
- 27. Скачать презентацию
Плоскостью называется поверхность заготовки, которая прямолинейна во всех направлениях. Если к
Плоскостью называется поверхность заготовки, которая прямолинейна во всех направлениях. Если к
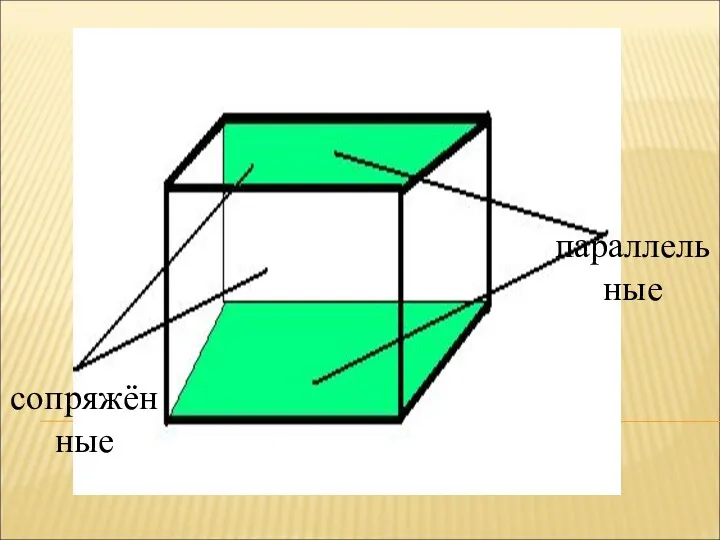
параллельные
сопряжённые
параллельные
сопряжённые
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ МОЖЕТ ВЫПОЛНЯТЬСЯ НА ФРЕЗЕРНЫХ СТАНКАХ ЛЮБОГО ТИПА.
Требования, предъявляемые к
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ МОЖЕТ ВЫПОЛНЯТЬСЯ НА ФРЕЗЕРНЫХ СТАНКАХ ЛЮБОГО ТИПА.
Требования, предъявляемые к
В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ К КАЧЕСТВУ ОБРАБОТАННОЙ ПОВЕРХНОСТИ ПРОИЗВОДИТСЯ ЧЕРНОВОЕ ИЛИ
В СООТВЕТСТВИИ С ТРЕБОВАНИЯМИ К КАЧЕСТВУ ОБРАБОТАННОЙ ПОВЕРХНОСТИ ПРОИЗВОДИТСЯ ЧЕРНОВОЕ ИЛИ
Фрезерование плоскостей обрабатывают цилиндрическими
фрезами, является простейшей операцией, но она требует
Фрезерование плоскостей обрабатывают цилиндрическими фрезами, является простейшей операцией, но она требует
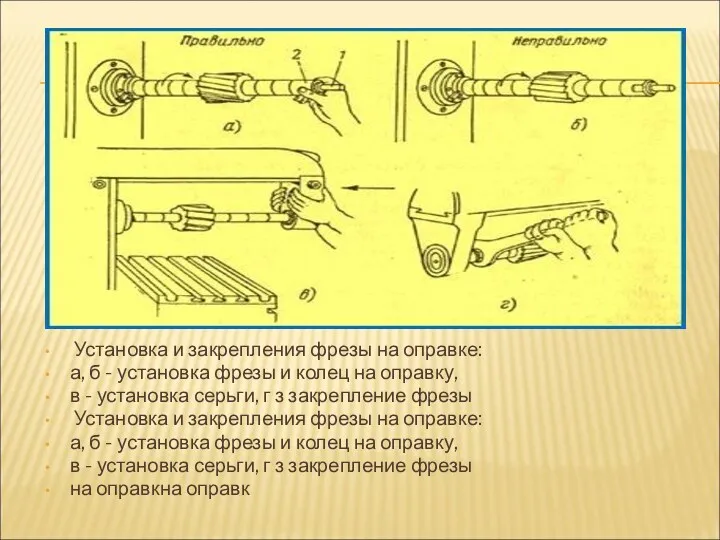
Установка и закрепления фрезы на оправке:
а, б - установка фрезы
Установка и закрепления фрезы на оправке:
а, б - установка фрезы
ВИДЫ БРАКА ПРИ ФРЕЗЕРОВАНИИ ПОВЕРХНОСТЕЙ.
Отклонение формы:
Неплоскостность - отклонение от плоскости
Непрямолинейность
ВИДЫ БРАКА ПРИ ФРЕЗЕРОВАНИИ ПОВЕРХНОСТЕЙ.
Отклонение формы:
Неплоскостность - отклонение от плоскости
Непрямолинейность
ОТКЛОНЕНИЕ РАСПОЛОЖЕНИЙ:
Непараллельность плоскостей - разность наибольшего и наименьшего расстояния между прилегающими
ОТКЛОНЕНИЕ РАСПОЛОЖЕНИЙ:
Непараллельность плоскостей - разность наибольшего и наименьшего расстояния между прилегающими
Шириной фрезерования называют ширину обрабатываемой поверхности в мм. (Обозначается латинской буквой
Шириной фрезерования называют ширину обрабатываемой поверхности в мм. (Обозначается латинской буквой
Главным движением при фрезеровании является вращение фрезы. В процессе фрезерования фреза
Главным движением при фрезеровании является вращение фрезы. В процессе фрезерования фреза
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ ТОРЦОВЫМИ ФРЕЗАМИ
Основными размерами торцовых фрез являются: диаметр -- D,
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ ТОРЦОВЫМИ ФРЕЗАМИ
Основными размерами торцовых фрез являются: диаметр -- D,
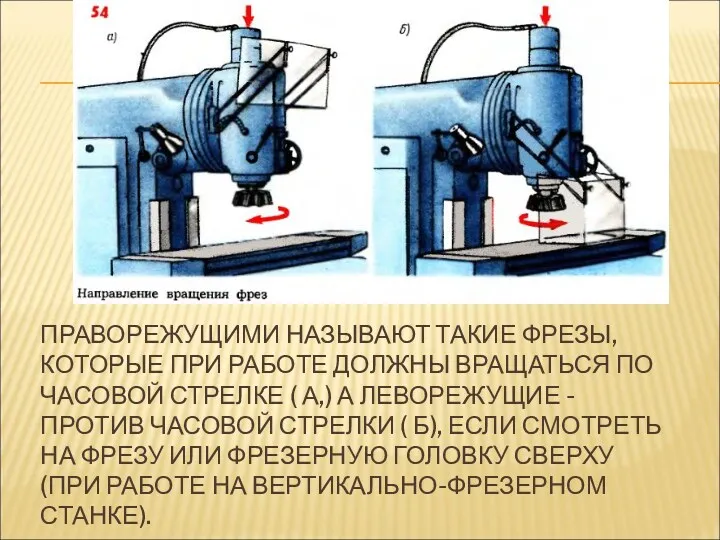
ПРАВОРЕЖУЩИМИ НАЗЫВАЮТ ТАКИЕ ФРЕЗЫ, КОТОРЫЕ ПРИ РАБОТЕ ДОЛЖНЫ ВРАЩАТЬСЯ ПО ЧАСОВОЙ
ПРАВОРЕЖУЩИМИ НАЗЫВАЮТ ТАКИЕ ФРЕЗЫ, КОТОРЫЕ ПРИ РАБОТЕ ДОЛЖНЫ ВРАЩАТЬСЯ ПО ЧАСОВОЙ

ТОРЦОВЫЕ НАСАДНЫЕ ФРЕЗЫ
ТОРЦОВЫЕ НАСАДНЫЕ ФРЕЗЫ
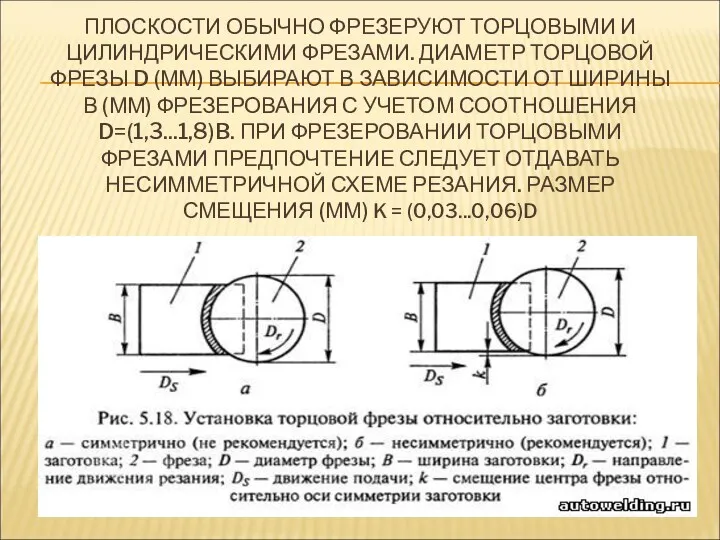
ПЛОСКОСТИ ОБЫЧНО ФРЕЗЕРУЮТ ТОРЦОВЫМИ И ЦИЛИНДРИЧЕСКИМИ ФРЕЗАМИ. ДИАМЕТР ТОРЦОВОЙ ФРЕЗЫ D
ПЛОСКОСТИ ОБЫЧНО ФРЕЗЕРУЮТ ТОРЦОВЫМИ И ЦИЛИНДРИЧЕСКИМИ ФРЕЗАМИ. ДИАМЕТР ТОРЦОВОЙ ФРЕЗЫ D
Концевыми фрезами можно фрезеровать вертикальные и небольшие горизонтальные плоскости. Применение наборов
Концевыми фрезами можно фрезеровать вертикальные и небольшие горизонтальные плоскости. Применение наборов

ПЛОСКУЮ ПОВЕРХНОСТЬ ДЕТАЛИ, РАСПОЛОЖЕННУЮ ПОД ОПРЕДЕЛЕННЫМ УГЛОМ К ГОРИЗОНТАЛИ, НАЗЫВАЮТ НАКЛОННОЙ,
ПЛОСКУЮ ПОВЕРХНОСТЬ ДЕТАЛИ, РАСПОЛОЖЕННУЮ ПОД ОПРЕДЕЛЕННЫМ УГЛОМ К ГОРИЗОНТАЛИ, НАЗЫВАЮТ НАКЛОННОЙ,
КОНТРОЛЬ ПЛОСКОСТНОСТИ
Наклонные плоскости и скосы контролируют с помощью шаблонов и рейсмасов.
Контроль
КОНТРОЛЬ ПЛОСКОСТНОСТИ
Наклонные плоскости и скосы контролируют с помощью шаблонов и рейсмасов.
Контроль
Особенности наладки фрезерных станков
В зависимости от материала заготовки необходимо установить метод
Особенности наладки фрезерных станков
В зависимости от материала заготовки необходимо установить метод
ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ.
При фрезеровании цилиндрическими и дисковыми фрезами различают встречное
ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ.
При фрезеровании цилиндрическими и дисковыми фрезами различают встречное
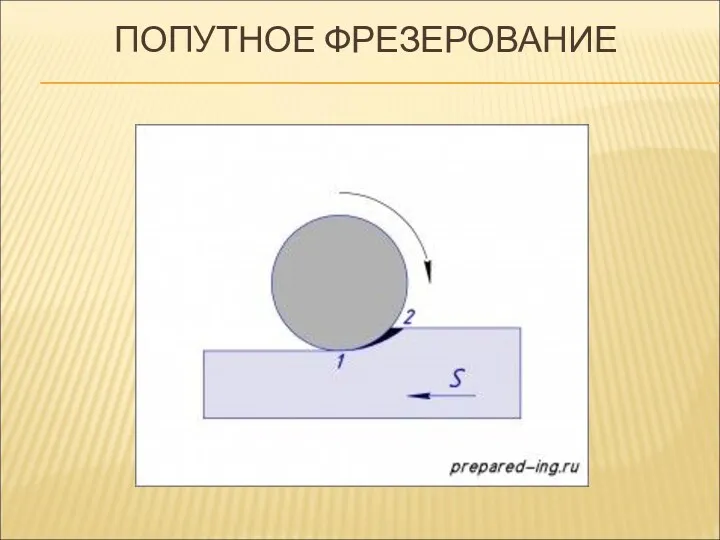
ПОПУТНОЕ ФРЕЗЕРОВАНИЕ
ПОПУТНОЕ ФРЕЗЕРОВАНИЕ
ПОПУТНОЕ ФРЕЗЕРОВАНИЕ
Достоинства:
Сила резания прижимает заготовку к столу. Отсюда более упрощенное использование
ПОПУТНОЕ ФРЕЗЕРОВАНИЕ
Достоинства:
Сила резания прижимает заготовку к столу. Отсюда более упрощенное использование
ВСТРЕЧНОЕ ФРЕЗЕРОВАНИЕ
ВСТРЕЧНОЕ ФРЕЗЕРОВАНИЕ
ВСТРЕЧНОЕ ФРЕЗЕРОВАНИЕ
Достоинства:
Плавный и мягкий процесс резания. Нагрузка на станок нарастает постепенно
ВСТРЕЧНОЕ ФРЕЗЕРОВАНИЕ
Достоинства:
Плавный и мягкий процесс резания. Нагрузка на станок нарастает постепенно
 Места для выпускных вечеров
Места для выпускных вечеров Основные понятия надежности в технике. Лекция 3
Основные понятия надежности в технике. Лекция 3 Лэпбук Малыши-букаши
Лэпбук Малыши-букаши Создание семейного клуба
Создание семейного клуба Подготовка творческих преподавателей
Подготовка творческих преподавателей Презентация к родительскому собранию Наши трудные дети.
Презентация к родительскому собранию Наши трудные дети. Introduction. Architecture et technologie des ordinateurs
Introduction. Architecture et technologie des ordinateurs В. Борисов-Мусатов
В. Борисов-Мусатов Презентация Угадай страну.
Презентация Угадай страну. Типографика. Структура работы типографии
Типографика. Структура работы типографии Организация проектной деятельности учащихся начальных классов
Организация проектной деятельности учащихся начальных классов Природные явления. Землетрясения.
Природные явления. Землетрясения. 20231213_gzhel
20231213_gzhel Трудовое объединение школьников Ритм
Трудовое объединение школьников Ритм Викторина Старину мы помним. Старину мы чтим
Викторина Старину мы помним. Старину мы чтим Копилочка АМО2
Копилочка АМО2 Чёрная курица, или подземные жители
Чёрная курица, или подземные жители ТЕХНОЛОГИИ ПЕРЕРАБОТКИ НЕФТИ
ТЕХНОЛОГИИ ПЕРЕРАБОТКИ НЕФТИ Полупроводниковые лазеры
Полупроводниковые лазеры Мониторы
Мониторы Реализация программ губернатора Московской области А.Ю. Воробьева на территории Щёлковского муниципального района
Реализация программ губернатора Московской области А.Ю. Воробьева на территории Щёлковского муниципального района Київський метрополітен
Київський метрополітен Компания SAP и история ее продуктов
Компания SAP и история ее продуктов Презентация к классному часу Правила поведения в школе
Презентация к классному часу Правила поведения в школе Части речи. Глагол. Часть 1
Части речи. Глагол. Часть 1 Родительское собрание Переход из начальной в среднюю школу
Родительское собрание Переход из начальной в среднюю школу Теорема Безу
Теорема Безу Строительство общеобразовательной школы на территории округа Город Калининград в Восточном жилом районе
Строительство общеобразовательной школы на территории округа Город Калининград в Восточном жилом районе