Главные конвейеры для производства древесностружечных плит поддонным способом. Лекция №16 презентация
- Главные конвейеры для производства древесностружечных плит поддонным способом. Лекция №16

Содержание
- 2. Состав операций, проходящих на главном конвейере - от формирования стружечного ковра до горячего прессования, охлаждения и
- 3. После смешивания со связующим проклеенная стружка через распределительные транспортеры направляется в формирующие машины наружного и внутреннего
- 6. По главному конвейеру пакеты поступают в холодный тактовый пресс для подпрессовки. Подпрессованные стружечные пакеты проходят контроль
- 10. После загрузки этажерка поднимается и стружечные пакеты с поддонами толкателем перемещаются в рабочие этажи горячего пресса
- 16. Готовые плиты после операции охлаждения проходят форматную обрезку и после укладки в пакеты в штабелеукладчике направляются
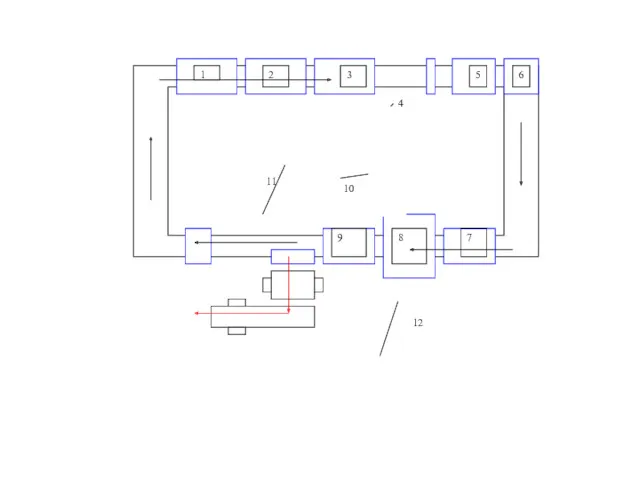
- 17. Схема главного конвейера 1 - формирующие машины наружного слоя; 2 - формирующие машины внутреннего слоя; 3
- 19. «+» Поддонный способ прессования ДСтП создает хорошие условия для бездефектной транспортировки стружечных пакетов и загрузки их
- 20. Стандартные отечественные технологические линии поддонного способа прессования были рассчитаны на производительность до 100 тыс. м3/год трехслойных
- 22. Скачать презентацию
Состав операций, проходящих на главном конвейере - от формирования стружечного ковра
Состав операций, проходящих на главном конвейере - от формирования стружечного ковра
После смешивания со связующим проклеенная стружка через распределительные транспортеры направляется в
После смешивания со связующим проклеенная стружка через распределительные транспортеры направляется в


По главному конвейеру пакеты поступают в холодный тактовый пресс для подпрессовки.
По главному конвейеру пакеты поступают в холодный тактовый пресс для подпрессовки.



После загрузки этажерка поднимается и стружечные пакеты с поддонами толкателем перемещаются
После загрузки этажерка поднимается и стружечные пакеты с поддонами толкателем перемещаются





Готовые плиты после операции охлаждения проходят форматную обрезку и после укладки
Готовые плиты после операции охлаждения проходят форматную обрезку и после укладки
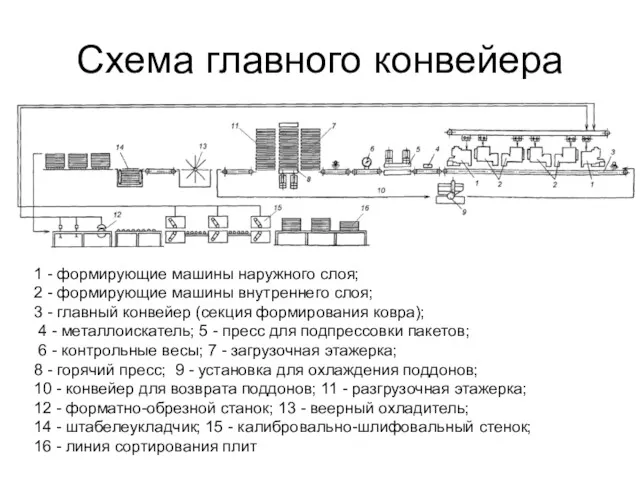
Схема главного конвейера
1 - формирующие машины наружного слоя;
2 - формирующие
Схема главного конвейера
1 - формирующие машины наружного слоя;
2 - формирующие
«+» Поддонный способ прессования ДСтП создает хорошие условия для бездефектной транспортировки
«+» Поддонный способ прессования ДСтП создает хорошие условия для бездефектной транспортировки
Стандартные отечественные технологические линии поддонного способа прессования были рассчитаны на производительность
Стандартные отечественные технологические линии поддонного способа прессования были рассчитаны на производительность
 Подготовка к ОГЭ 2021. Синтаксический анализ предложения
Подготовка к ОГЭ 2021. Синтаксический анализ предложения Самоэффективность поведения
Самоэффективность поведения Новосибирск
Новосибирск Нестандартные формы урока
Нестандартные формы урока Сравнение дробей
Сравнение дробей Қан құюдан кейінгі асқынулар. Уақытында диагностикалау. Емі
Қан құюдан кейінгі асқынулар. Уақытында диагностикалау. Емі Реконструкция городских населенных мест
Реконструкция городских населенных мест Давление. Единицы давления
Давление. Единицы давления Тема 6. Кримінальні правопорушення проти власності
Тема 6. Кримінальні правопорушення проти власності Многообразие и значение земноводных
Многообразие и значение земноводных Теоретические основы бухгалтерского учета
Теоретические основы бухгалтерского учета Медико-социальная экспертиза в структуре первичной инвалидности взрослого населения по классам болезней
Медико-социальная экспертиза в структуре первичной инвалидности взрослого населения по классам болезней Семинар Разнообразие земноводных
Семинар Разнообразие земноводных به نام خدای مهربان
به نام خدای مهربان Модели денежного обращения и финансовой сферы
Модели денежного обращения и финансовой сферы Авиационное оборудование воздушных судов. Классификация авиационного оборудования (лекция № 3)
Авиационное оборудование воздушных судов. Классификация авиационного оборудования (лекция № 3) Викторина на знание вселенной Gachimuchi
Викторина на знание вселенной Gachimuchi сущ. только мн.ч
сущ. только мн.ч Виноградарство Калининградской области
Виноградарство Калининградской области Шаблон презентации Лето
Шаблон презентации Лето Инфраструктура аэропорта
Инфраструктура аэропорта Круговорот азота в природе
Круговорот азота в природе Праздник Троица
Праздник Троица Зимующие птицы
Зимующие птицы Учет поступления и реализации товара
Учет поступления и реализации товара GNSS RTK ровер S82T
GNSS RTK ровер S82T Стадион Торпедо Москва
Стадион Торпедо Москва Анемии. Дифференциальный диагноз
Анемии. Дифференциальный диагноз