- Главные конвейеры производства ДСтП

Содержание
- 2. Поддонный способ прессования
- 3. 1 - формирующие машины наружного слоя; 2 - формирующие машины внутреннего слоя; 3 - секция формирования
- 4. Главные конвейеры для бесподдонного прессования Преимущества бесподдонного прессования: уменьшается площадь главного конвейера; устраняются затраты тепловой энергии
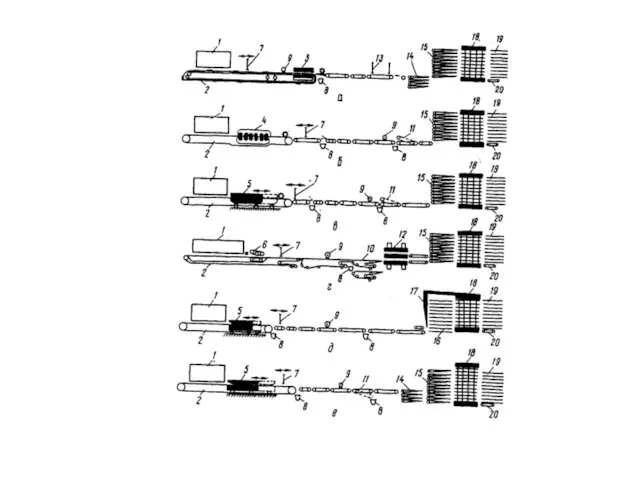
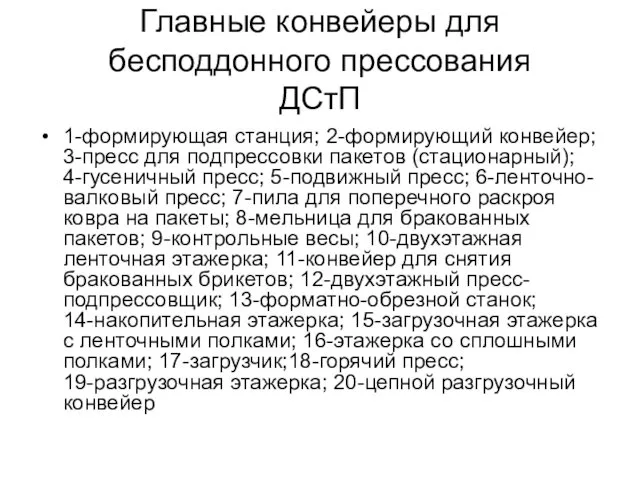
- 6. Главные конвейеры для бесподдонного прессования ДСтП 1-формирующая станция; 2-формирующий конвейер; 3-пресс для подпрессовки пакетов (стационарный); 4-гусеничный
- 7. Главный конвейер для прессования ДСтП на гибких проницаемых поддонах Применение проницаемых поддонов позволяет значительно снизить парогазовое
- 8. Срок службы проницаемых поддонов - до 2 лет. Дюралюминиевые поддоны изнашиваются через 6...8 месяцев. Недостаток гибких
- 9. Главный конвейер для прессования ДСтП на гибких проницаемых поддонах
- 10. 1-распределительный конвейер проклеенной стружки; 2-формирующие машины; 3-главный конвейер; 4-контрольные весы; 5- разделительная пила; 6-загрузочная секция главного
- 11. Главные конвейеры для прессования ДСтП в одноэтажных прессах
- 12. Главный конвейер для прессования ДСтП в одноэтажных прессах, подвижном (а), стационарном (б) 1 - формирующие машины;
- 13. Главные конвейеры для непрерывного прессования ДСтП
- 14. Главный конвейер для непрерывного прессования ДСтП в каландровом прессе 1- стальная бесконечная лента; 2- каландр; 3-
- 15. 7-форматно-обрезной станок; 8- формирующая машина; 9- пилы; 10- бункер; 11- смеситель; 12- циклон; 13- устройство для
- 16. Пресс непрерывного прессования Гидро-дюн
- 17. Пресс непрерывного прессования Гидро-дюн 1- обогреватель масла; 2- устройство для облицовки плит; 3- ёмкость для масла;
- 18. Уменьшение трения скольжения стальных транспортных лент 5 о нагревательные плиты 4 и 7 пресса достигается нагнетанием
- 19. Толщина плит от 3,2 до 40 мм, разнотолщинность ∆S=± 0,2 мм. Ширина выпускаемых ДСтП от 1300
- 20. Главный конвейер для прессования плит непрерывным способом в прессе «Кюстерс»
- 21. а) схема главного конвейера; б) рама пресса; в) вход ковра в пресс. 1- формирующие машины; 2
- 22. Древесностружечная плита на выходе из пресса
- 23. 2 - верхний стол пресса; 3 - верхняя плита пресса; 4 - нижняя плита; 6 -
- 24. Распределение удельного давления прессования по длине пресса 1 - при высокой скорости подачи ковра в прессе;
- 25. Параметры прессования и характеристика плит Скорость движения ленты от 0,3 до 30 м/мин. Ширина готовых плит
- 26. Производительность пресса непрерывного действия Производительность пресса стандартна и не зависит от толщины древесностружечных плит. При толщине
- 28. Скачать презентацию

Поддонный способ
прессования
Поддонный способ
прессования
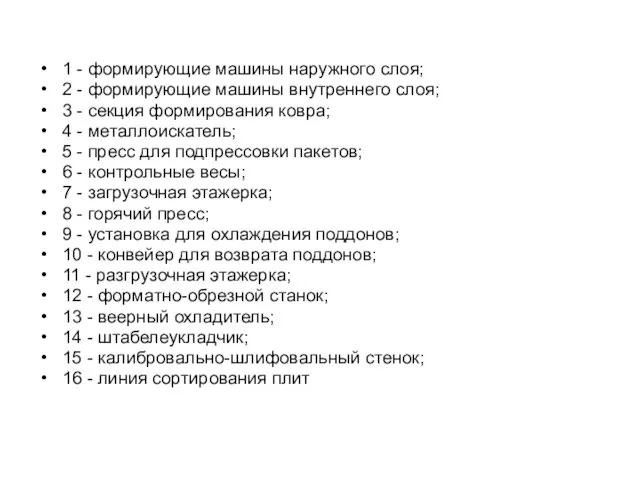
1 - формирующие машины наружного слоя;
2 - формирующие машины внутреннего
1 - формирующие машины наружного слоя;
2 - формирующие машины внутреннего
Главные конвейеры для бесподдонного прессования
Преимущества бесподдонного прессования:
уменьшается площадь главного
Главные конвейеры для бесподдонного прессования
Преимущества бесподдонного прессования:
уменьшается площадь главного
Главные конвейеры для бесподдонного прессования
ДСтП
1-формирующая станция; 2-формирующий конвейер; 3-пресс для подпрессовки
Главные конвейеры для бесподдонного прессования
ДСтП
1-формирующая станция; 2-формирующий конвейер; 3-пресс для подпрессовки
Главный конвейер
для прессования ДСтП
на гибких проницаемых поддонах
Применение проницаемых
Главный конвейер
для прессования ДСтП
на гибких проницаемых поддонах
Применение проницаемых
Срок службы проницаемых поддонов - до 2 лет. Дюралюминиевые поддоны изнашиваются
Срок службы проницаемых поддонов - до 2 лет. Дюралюминиевые поддоны изнашиваются

Главный конвейер для прессования ДСтП на гибких проницаемых поддонах
Главный конвейер для прессования ДСтП на гибких проницаемых поддонах
1-распределительный конвейер проклеенной стружки;
2-формирующие машины;
3-главный конвейер;
4-контрольные весы;
5-
1-распределительный конвейер проклеенной стружки;
2-формирующие машины;
3-главный конвейер;
4-контрольные весы;
5-
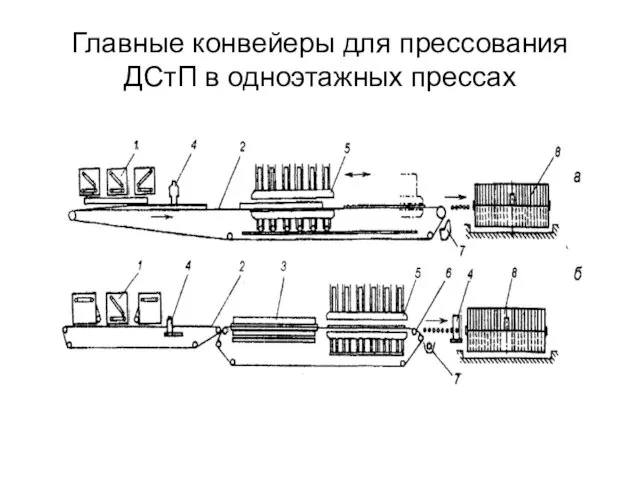
Главные конвейеры для прессования ДСтП в одноэтажных прессах
Главные конвейеры для прессования ДСтП в одноэтажных прессах
Главный конвейер для прессования ДСтП в одноэтажных прессах, подвижном (а), стационарном
Главный конвейер для прессования ДСтП в одноэтажных прессах, подвижном (а), стационарном

Главные конвейеры для непрерывного прессования ДСтП
Главные конвейеры для непрерывного прессования ДСтП
Главный конвейер для непрерывного прессования ДСтП в каландровом прессе
1- стальная
Главный конвейер для непрерывного прессования ДСтП в каландровом прессе
1- стальная
7-форматно-обрезной станок;
8- формирующая машина;
9- пилы;
10- бункер;
11- смеситель;
7-форматно-обрезной станок;
8- формирующая машина;
9- пилы;
10- бункер;
11- смеситель;

Пресс непрерывного прессования Гидро-дюн
Пресс непрерывного прессования Гидро-дюн
Пресс непрерывного прессования Гидро-дюн
1- обогреватель масла;
2- устройство для облицовки
Пресс непрерывного прессования Гидро-дюн
1- обогреватель масла;
2- устройство для облицовки
Уменьшение трения скольжения стальных транспортных лент 5 о нагревательные плиты 4
Уменьшение трения скольжения стальных транспортных лент 5 о нагревательные плиты 4
Толщина плит от 3,2 до 40 мм, разнотолщинность ∆S=± 0,2 мм.
Толщина плит от 3,2 до 40 мм, разнотолщинность ∆S=± 0,2 мм.

Главный конвейер для прессования плит непрерывным способом в прессе «Кюстерс»
Главный конвейер для прессования плит непрерывным способом в прессе «Кюстерс»
а) схема главного конвейера;
б) рама пресса; в) вход ковра в
а) схема главного конвейера;
б) рама пресса; в) вход ковра в

Древесностружечная плита на выходе из пресса
Древесностружечная плита на выходе из пресса
2 - верхний стол пресса;
3 - верхняя плита пресса;
4
2 - верхний стол пресса;
3 - верхняя плита пресса;
4
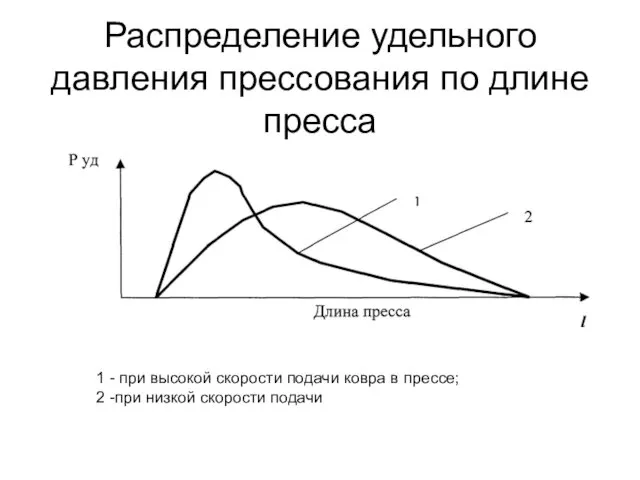
Распределение удельного давления прессования по длине пресса
1 - при высокой
Распределение удельного давления прессования по длине пресса
1 - при высокой
Параметры прессования и характеристика плит
Скорость движения ленты от 0,3
до
Параметры прессования и характеристика плит
Скорость движения ленты от 0,3
до
Производительность пресса непрерывного действия
Производительность пресса стандартна и не зависит от толщины
Производительность пресса непрерывного действия
Производительность пресса стандартна и не зависит от толщины
 Изготовление двусторонних гибких печатных плат с металлизацией отверстий
Изготовление двусторонних гибких печатных плат с металлизацией отверстий Углеводы. (9 класс)
Углеводы. (9 класс) Психологические аспекты менеджмента. Конфликт
Психологические аспекты менеджмента. Конфликт Історія автомобільного будівництва
Історія автомобільного будівництва Colour
Colour Инженерные сети: газопровод
Инженерные сети: газопровод Режиссёрская игра.
Режиссёрская игра. Компьютерные сети. Часть 2
Компьютерные сети. Часть 2 понятие десятичной дроби 6 класс
понятие десятичной дроби 6 класс Опрессовка
Опрессовка Олимпийские игры в древней Греции
Олимпийские игры в древней Греции Организация строительства и приемка в эксплуатацию инженерных сетей
Организация строительства и приемка в эксплуатацию инженерных сетей Региональная реклама и …. цифровое телевидение
Региональная реклама и …. цифровое телевидение Презентация к занятию Аппликация из ткани
Презентация к занятию Аппликация из ткани Геометрическая прогрессия
Геометрическая прогрессия Проект Использование русско народных сказок с помощью модульного оригами в начальной школе
Проект Использование русско народных сказок с помощью модульного оригами в начальной школе Структура Трудового кодекса Республики Казахстан
Структура Трудового кодекса Республики Казахстан Тренинг по эвакуации и безопасности
Тренинг по эвакуации и безопасности Система непрерывного медицинского образования
Система непрерывного медицинского образования Исторический ликбез. Оливер Кромвель, или Лорд-протектор Англии, Шотландии и Ирландии
Исторический ликбез. Оливер Кромвель, или Лорд-протектор Англии, Шотландии и Ирландии Дефекты сварных швов
Дефекты сварных швов Отличие инклюзивного образования от моделей интегрированного обучения и воспитания
Отличие инклюзивного образования от моделей интегрированного обучения и воспитания Цифрові фотокамери
Цифрові фотокамери Заготовительные, монтировочные и отделочные операции. Изготовление блезур, различных замковых устройств
Заготовительные, монтировочные и отделочные операции. Изготовление блезур, различных замковых устройств Презентация Рассказы и сказки Н. Носова
Презентация Рассказы и сказки Н. Носова День Героев Отчества
День Героев Отчества Моё портфолио
Моё портфолио Системы двух линейных уравнений с двумя переменными, как математические модели реальных ситуаций. 7 класс
Системы двух линейных уравнений с двумя переменными, как математические модели реальных ситуаций. 7 класс