- Горячее прессование ДСтП. Лекция №14

Содержание
- 2. Склеивание древесных частиц в стружечном пакете Склеивание древесных частиц в пакете или их соединение при помощи
- 3. Процесс формирования клеевого соединения может быть разделен на основные этапы: нанесения связующего на древесные частицы; поликонденсация
- 4. Равномерное нанесение связующего на поверхность древесных частиц достигается за счет снижения вязкости, как правило, путем разведения
- 5. По мере уменьшения размеров капель увеличивается поверхность стружек покрытых смолой и возрастает прочность древесностружечных плит. Максимальную
- 6. а- пленочный клеевой шов, изотермические условия склеивания; б - точечный клеевой шов, склеивание при переменной температуре;
- 7. Темп нарастания прочности склеивания древесных частиц при горячем прессовании ДСтП не обеспечивает в конце выдержки плит
- 8. Низкая прочность плит объясняется отрицательным воздействием на клеевой слой нерелаксированной части сопротивления стружечного пакета сжатию Ру
- 9. Плиты из частиц одних мелких фракций (1/0) получаются менее прочными. Применение грубой стружки крупных фракций (10/7)
- 10. Наибольшая величина прочности при растяжении перпендикулярно пласти свойственна набору стружки фракций от 5/3 до 0,5/0,25.
- 11. Прочностные свойства плиты зависят: от фракционного состава стружки, при этом должна использоваться смесь стружки различных размеров;
- 12. При построении диаграммы прессования необходимо решить следующие задачи: - обеспечить сжатие пакета до номинальной толщины S
- 14. Скачать презентацию
Склеивание древесных частиц в стружечном пакете
Склеивание древесных частиц в пакете или
Склеивание древесных частиц в стружечном пакете
Склеивание древесных частиц в пакете или
Процесс формирования клеевого соединения может быть разделен на основные этапы:
нанесения
Процесс формирования клеевого соединения может быть разделен на основные этапы:
нанесения
Равномерное нанесение связующего на поверхность древесных частиц достигается за счет снижения
Равномерное нанесение связующего на поверхность древесных частиц достигается за счет снижения
По мере уменьшения размеров капель увеличивается поверхность стружек покрытых смолой и
По мере уменьшения размеров капель увеличивается поверхность стружек покрытых смолой и
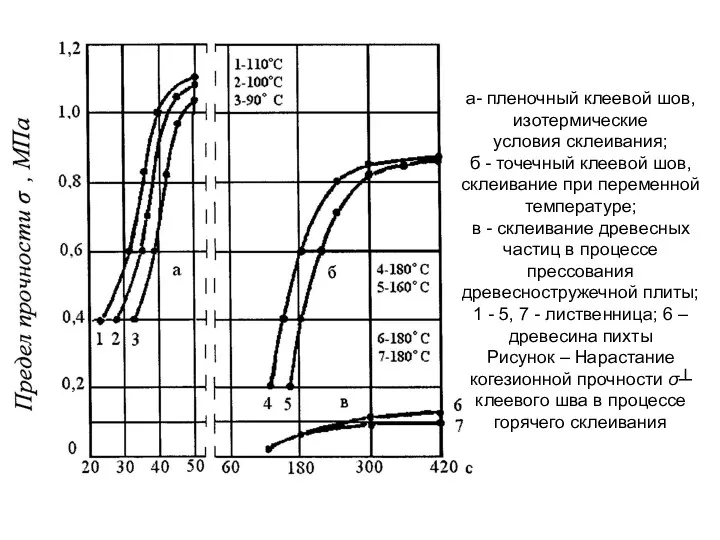
а- пленочный клеевой шов, изотермические условия склеивания;
б - точечный клеевой шов,
а- пленочный клеевой шов, изотермические условия склеивания;
б - точечный клеевой шов,
Темп нарастания прочности склеивания древесных частиц при горячем прессовании ДСтП не
Темп нарастания прочности склеивания древесных частиц при горячем прессовании ДСтП не
Низкая прочность плит объясняется отрицательным воздействием на клеевой слой нерелаксированной части
Низкая прочность плит объясняется отрицательным воздействием на клеевой слой нерелаксированной части
Плиты из частиц одних мелких фракций (1/0) получаются менее прочными.
Применение
Плиты из частиц одних мелких фракций (1/0) получаются менее прочными.
Применение
Наибольшая величина прочности при растяжении перпендикулярно пласти свойственна набору стружки фракций
Наибольшая величина прочности при растяжении перпендикулярно пласти свойственна набору стружки фракций
Прочностные свойства плиты зависят:
от фракционного состава стружки, при этом
Прочностные свойства плиты зависят:
от фракционного состава стружки, при этом
При построении диаграммы прессования необходимо решить следующие задачи:
- обеспечить сжатие
При построении диаграммы прессования необходимо решить следующие задачи:
- обеспечить сжатие
 Туберкулез кезіндегі иммунитет, аллергия, патогенезі
Туберкулез кезіндегі иммунитет, аллергия, патогенезі Pojęcie, istota i źródła zagrożeń bezpieczeństwa międzynarodowego
Pojęcie, istota i źródła zagrożeń bezpieczeństwa międzynarodowego Мастер-класс Роспись по стеклу
Мастер-класс Роспись по стеклу BioLink FingerPass IC Биометрический терминал контроля доступа и учета рабочего времени
BioLink FingerPass IC Биометрический терминал контроля доступа и учета рабочего времени наш сад летом
наш сад летом Оборотные средства организации
Оборотные средства организации Себестоимость производства, работ, услуг. Ценообразование. Прибыль
Себестоимость производства, работ, услуг. Ценообразование. Прибыль МЕНТАЛЬНОСТЬ КАК НАЦИОНАЛЬНО-КУЛЬТУРНЫЙ СПОСОБ МИРОВИДЕНИЯ
МЕНТАЛЬНОСТЬ КАК НАЦИОНАЛЬНО-КУЛЬТУРНЫЙ СПОСОБ МИРОВИДЕНИЯ Великие древнегреческие мыслители
Великие древнегреческие мыслители Презентация к внеклассному мероприятию Химическая лихорадка
Презентация к внеклассному мероприятию Химическая лихорадка Проектные отклонения. Управление проектами
Проектные отклонения. Управление проектами Презентация учебного кабинета начальных классов
Презентация учебного кабинета начальных классов Пищевые токсикоинфекции
Пищевые токсикоинфекции My favorite sportsman Igor Akinfeev
My favorite sportsman Igor Akinfeev Клетка. Клеточная теория
Клетка. Клеточная теория Взаимодействие общества и природы
Взаимодействие общества и природы Cisco Training. АКАДЕМИЯ ТЕЛЕКОММУНИКАЦИЙ КИТ
Cisco Training. АКАДЕМИЯ ТЕЛЕКОММУНИКАЦИЙ КИТ Уроки настоящего городского озеленения и ландшафтного дизайна
Уроки настоящего городского озеленения и ландшафтного дизайна Презентация Птицы весной
Презентация Птицы весной Acids and Bases
Acids and Bases Особенности развития ребенка с нарушением интеллекта в раннем возрасте
Особенности развития ребенка с нарушением интеллекта в раннем возрасте Селькупы (остяко-самоеды)
Селькупы (остяко-самоеды) Числовые последоваьельности
Числовые последоваьельности Презентация ко Дню Матери Иконы заступницы
Презентация ко Дню Матери Иконы заступницы Всё о мозаике
Всё о мозаике Путешествие по островам природы
Путешествие по островам природы Прискорення закріплення фарб при друкуванні
Прискорення закріплення фарб при друкуванні Тиристоры. Типы и условные обозначения
Тиристоры. Типы и условные обозначения