- Характеристика различных сварных соединений и области их применения

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ Тема 2. Характеристика различных сварных соединений и области их применения. Классификация сварных швов и
- 3. Сварным швом называется закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Сварные швы подразделяют
- 4. Сварное соединение – неразъемное соединение, выполняемое сваркой. Сварные соединения в зависимости от характера сопряжения свариваемых деталей
- 5. Типы угловых швов: а — нормальный; б — вогнутый; в — выпуклый; г — специальный Вогнутые
- 6. Классификация по расположению шва в пространстве (EN ISO 6947)
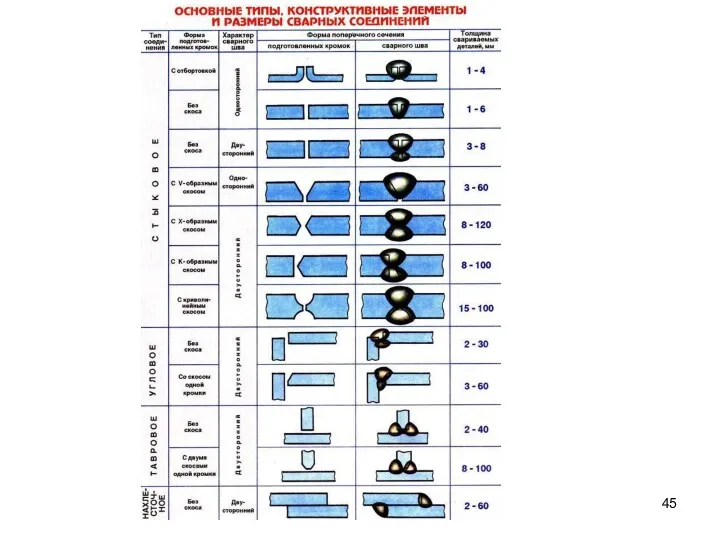
- 7. Характер сварного соединения, его размеры, подготовка кромок регламентируются соответствующими стандартами. В сварочном производстве наиболее распространенными являются
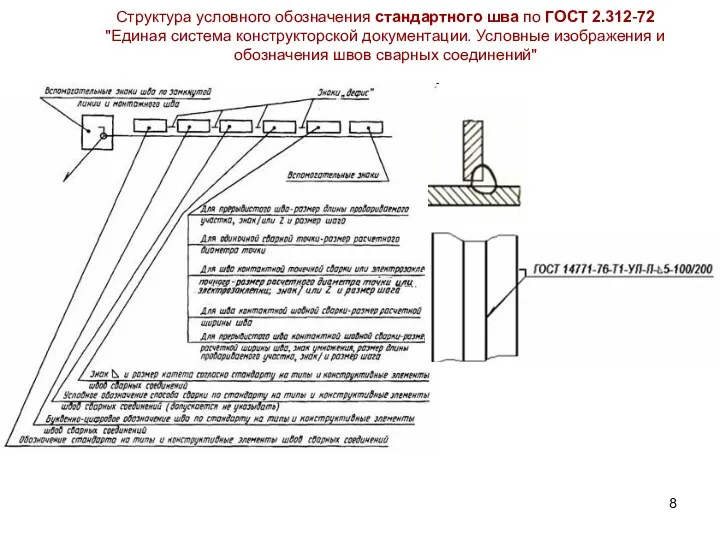
- 8. Структура условного обозначения стандартного шва по ГОСТ 2.312-72 "Единая система конструкторской документации. Условные изображения и обозначения
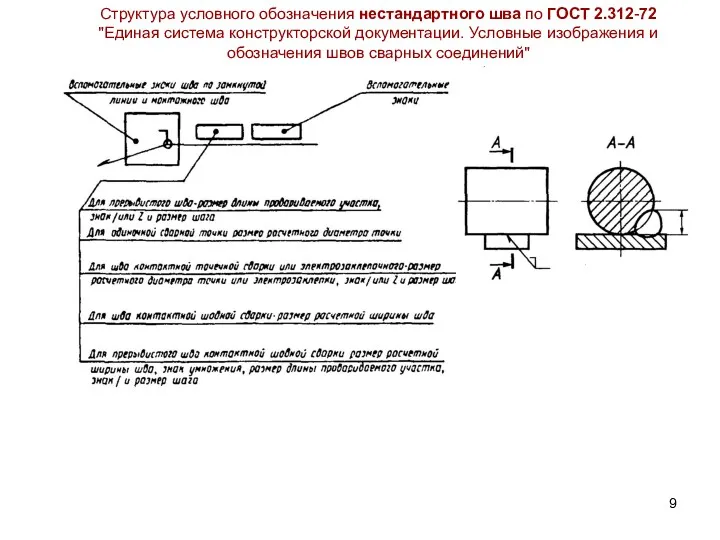
- 9. Структура условного обозначения нестандартного шва по ГОСТ 2.312-72 "Единая система конструкторской документации. Условные изображения и обозначения
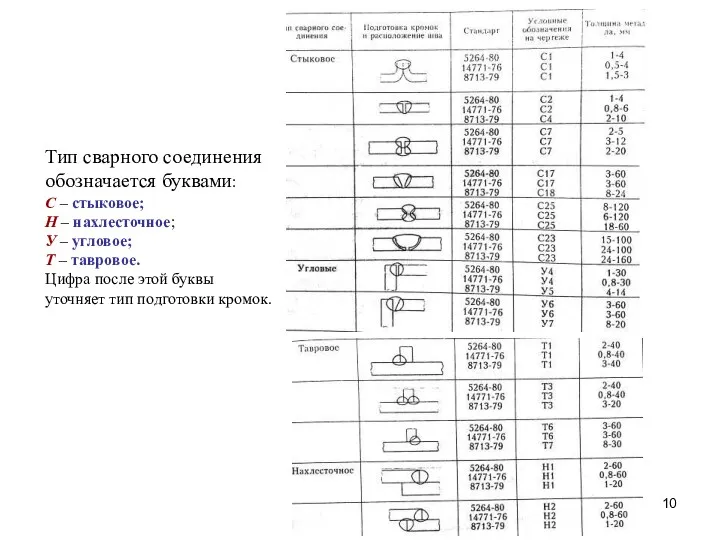
- 10. Тип сварного соединения обозначается буквами: С – стыковое; Н – нахлесточное; У – угловое; Т –
- 11. Вспомогательные знаки для обозначения сварных швов по ГОСТ 2.312-72
- 12. Для ГОСТ 14771-76 и ГОСТ 23518- 79 необходимы пояснения, касающиеся рода защитного газа, вида электрода, а
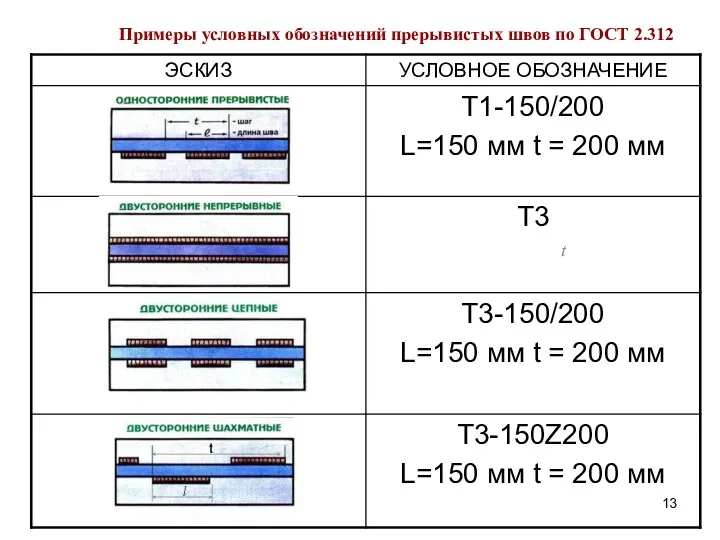
- 13. t Примеры условных обозначений прерывистых швов по ГОСТ 2.312
- 14. Шов сварного соединения, независимо от способа сварки, условно изображают: сплошной основной линией – видимый шов; штриховой
- 15. Примеры условных обозначений швов сварных соединений по ГОСТ2.312
- 16. Обозначения сварных соединений при контактной сварке В стандарте 15878-72 приняты следующие обозначения способов контактной сварки: Кт
- 17. Упрощения обозначений швов сварных соединений При наличии на чертеже швов, выполняемых по одному и тому же
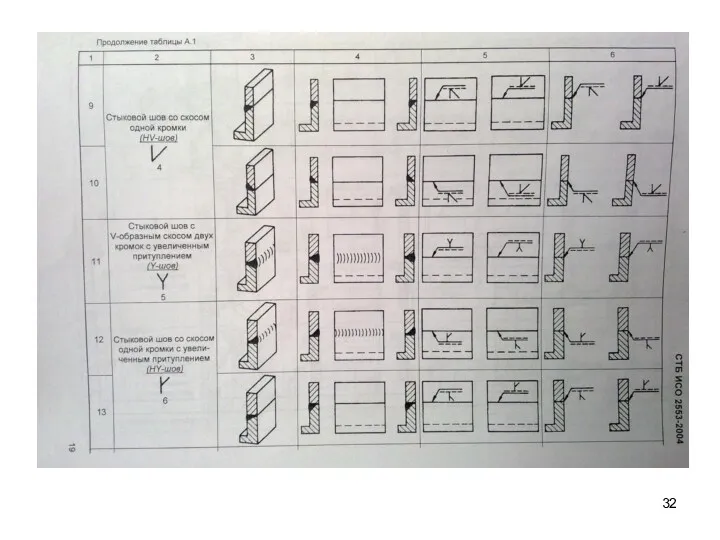
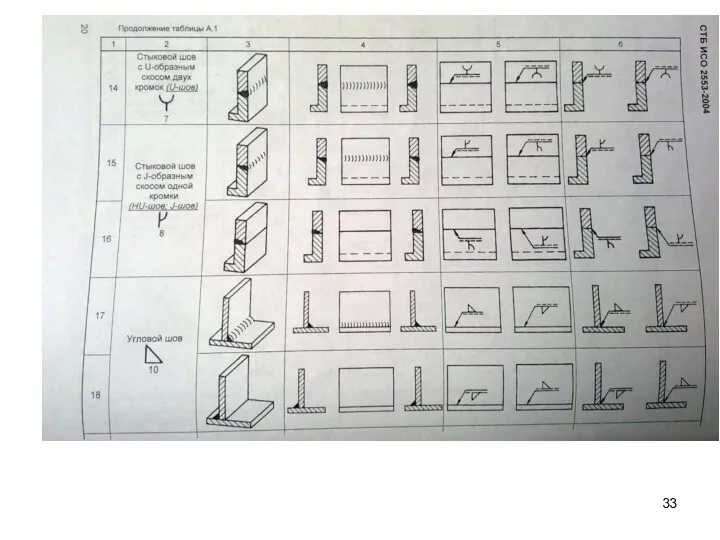
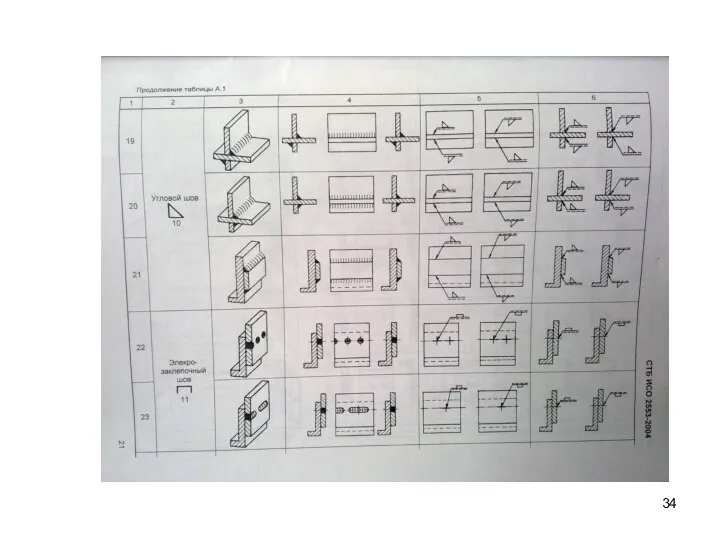
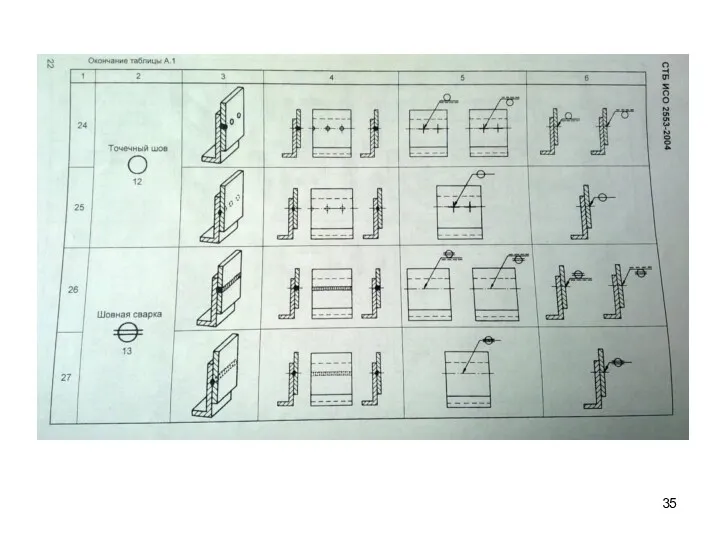
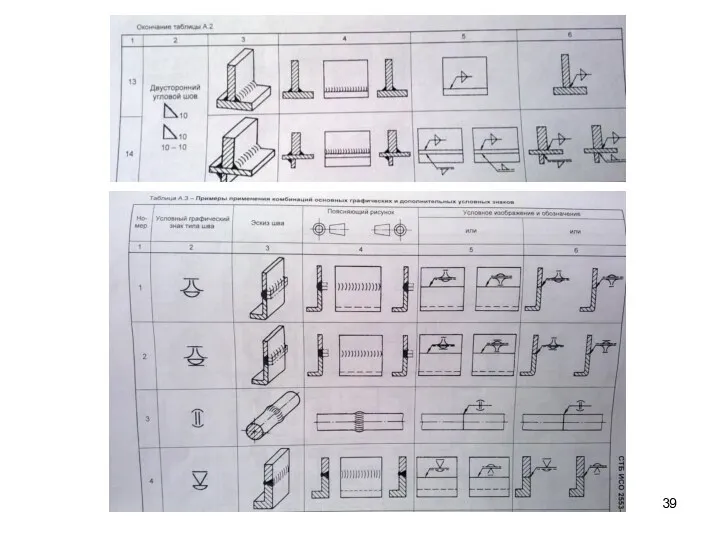
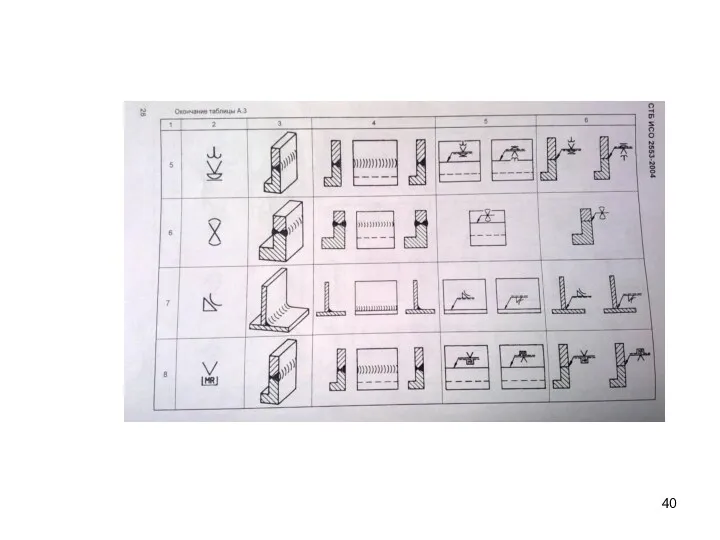
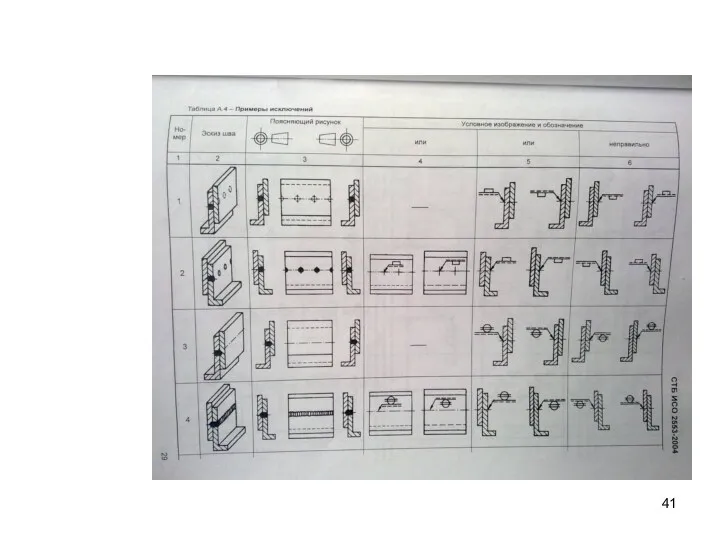
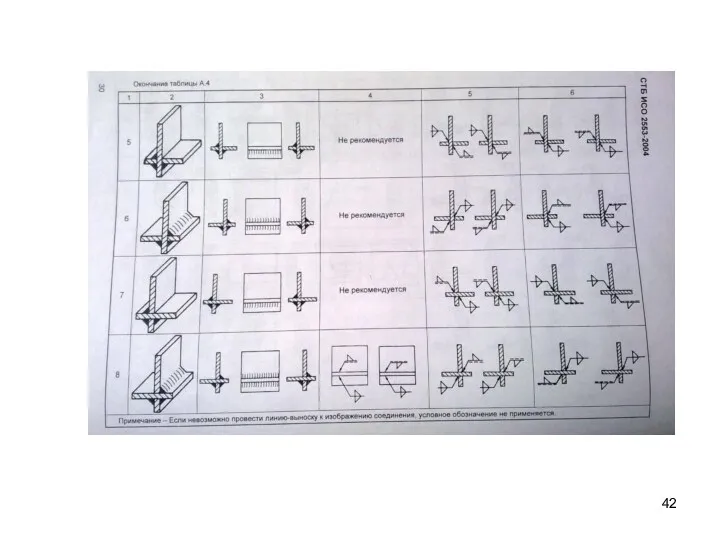
- 18. Стандарт СТБ ИСО 2553-2004 «Соединения сварные и паяные. Условные изображения и обозначения на чертежах» НЕ ОТМЕНЯЕТ
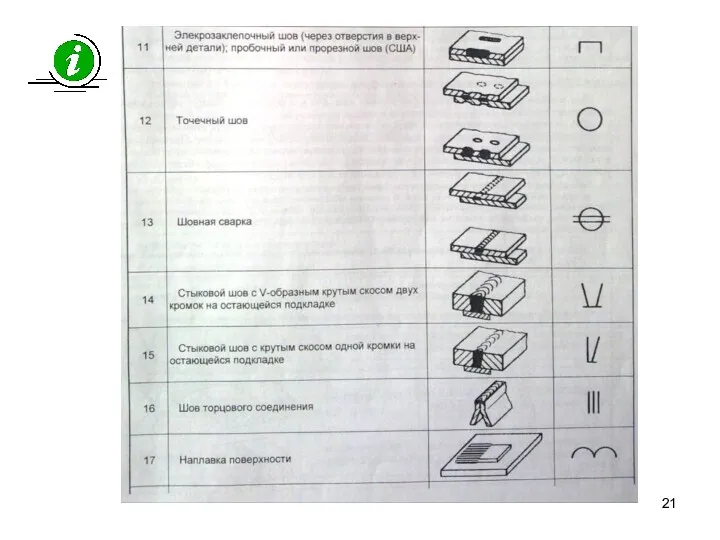
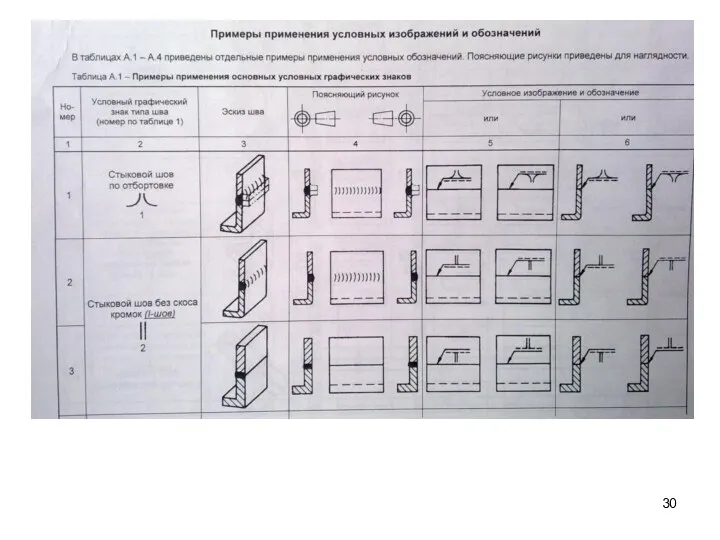
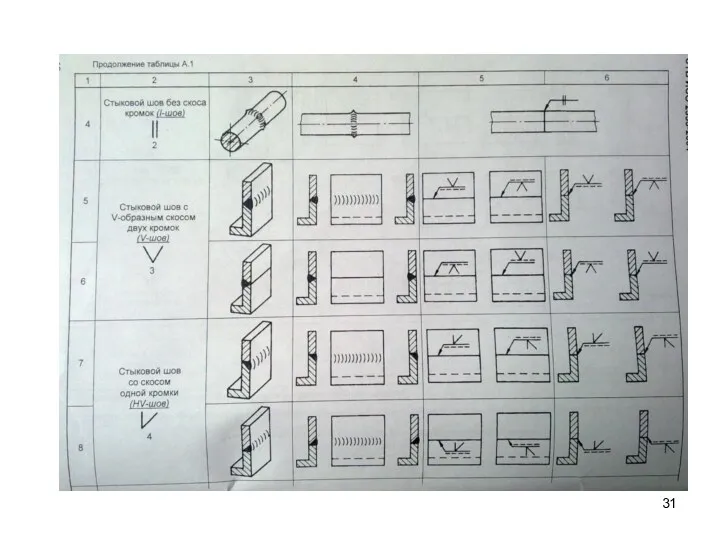
- 20. Основные условные графические знаки похожи по форме на поперечное сечение шва и не регламентируют процесс сварки
- 22. ВСПОМОГАТЕЛЬНЫЕ УСЛОВНЫЕ ЗНАКИ
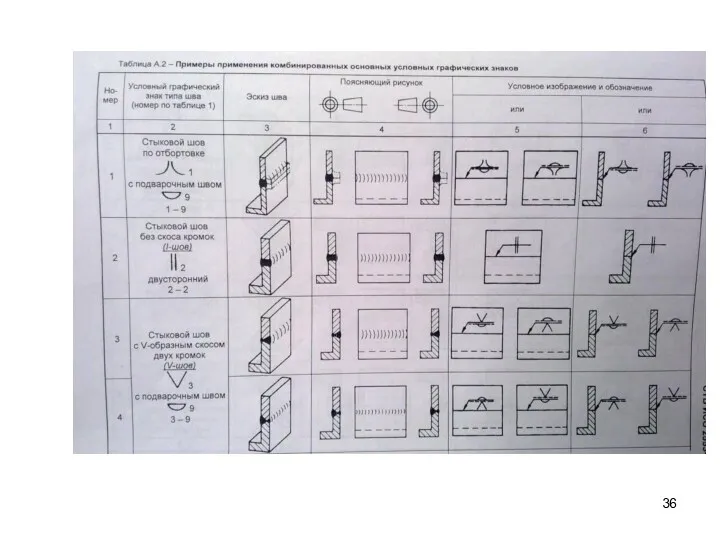
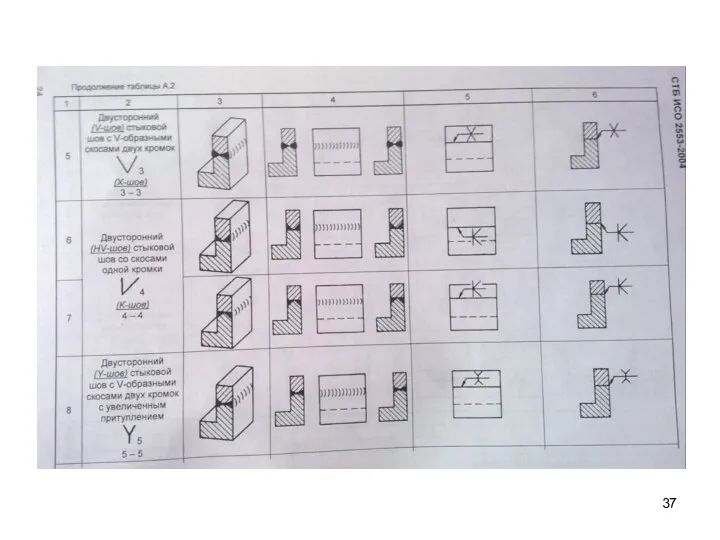
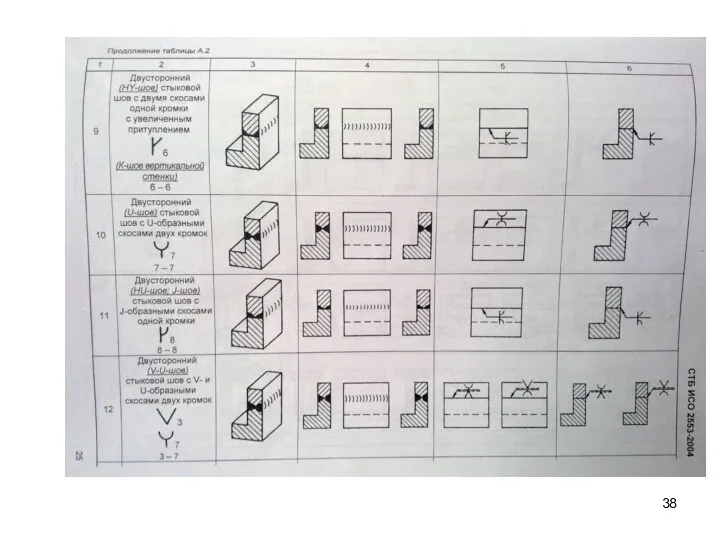
- 23. КОМБИНАЦИИ ОСНОВНЫХ УСЛОВНЫХ ЗНАКОВ
- 24. Для симметричных стыковых швов штриховая линия может отсутствовать Основной графический знак располагается на штриховой линии, если
- 25. НАНЕСЕНИЕ РАЗМЕРОВ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
- 28. ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ Шов по замкнутой линии Монтажный шов Обозначение процесса сварки по ИСО 4063 Обозначение специальной
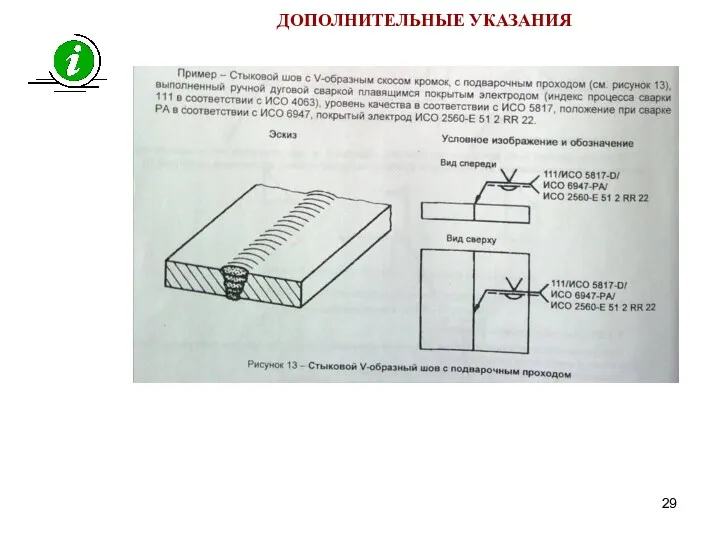
- 29. ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ
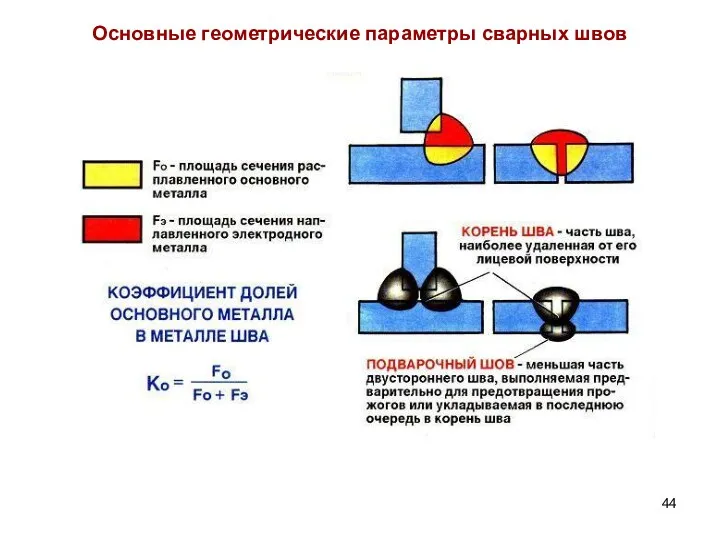
- 43. Основные геометрические параметры сварных швов S - толщина свариваемого металла; е - ширина шва; g –
- 44. Основные геометрические параметры сварных швов
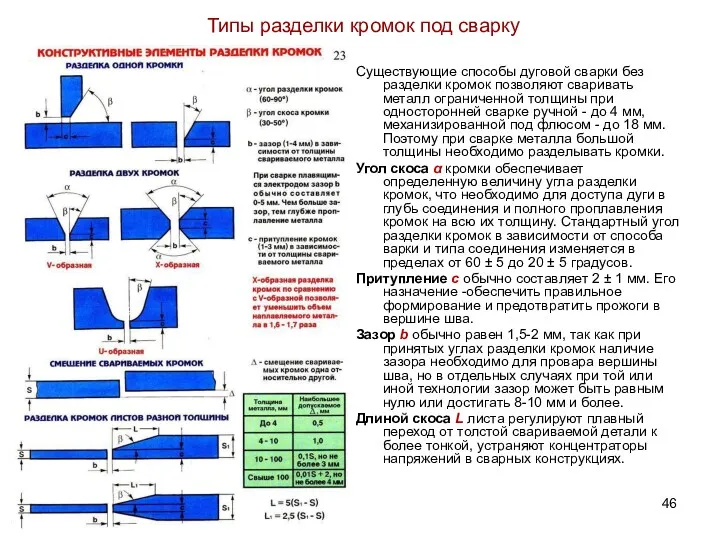
- 46. Типы разделки кромок под сварку Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной
- 47. В общем случае при выборе формы профиля кромки следует руководствоваться соответствующими стандартами. При этом необходимо стремиться
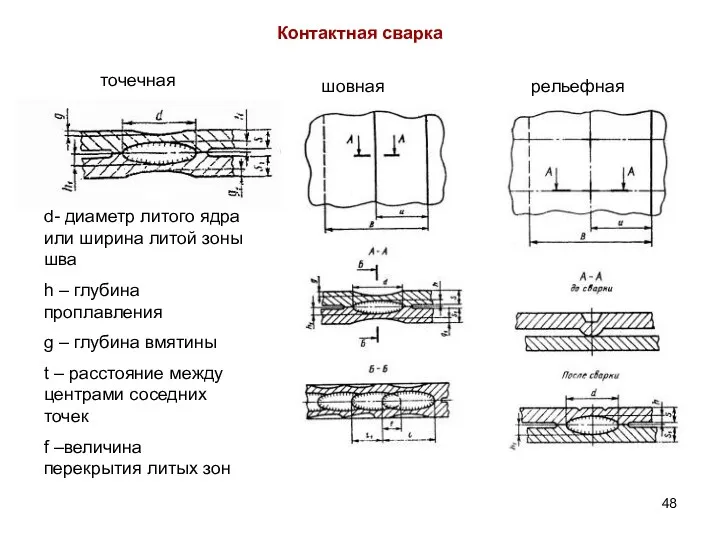
- 48. Контактная сварка точечная d- диаметр литого ядра или ширина литой зоны шва h – глубина проплавления
- 49. Внешний вид сварных соединений при контактной сварке Точечная сварка Рельефная сварка Сварка арматуры, сеток
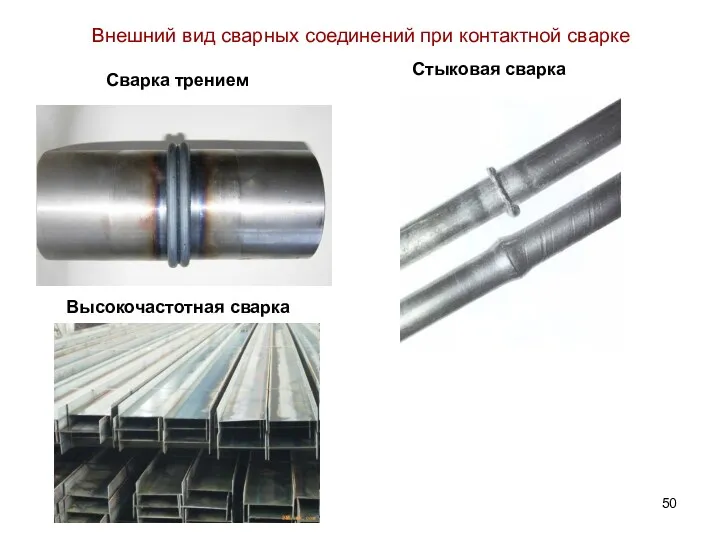
- 50. Внешний вид сварных соединений при контактной сварке Сварка трением Стыковая сварка Высокочастотная сварка
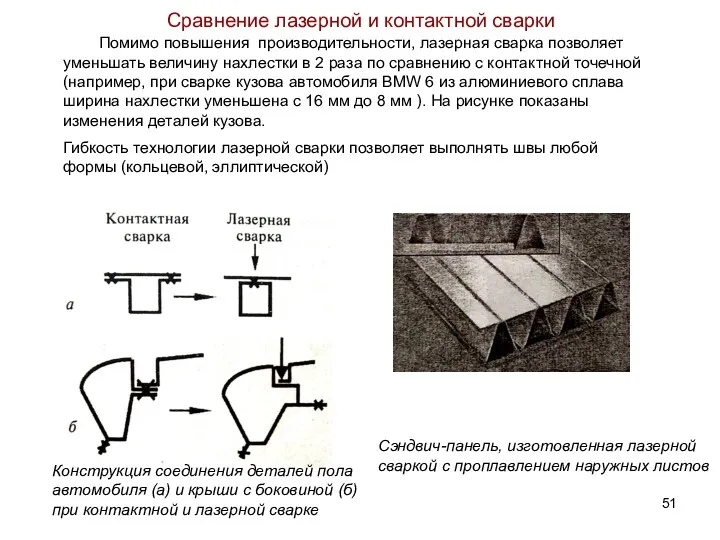
- 51. Сравнение лазерной и контактной сварки Помимо повышения производительности, лазерная сварка позволяет уменьшать величину нахлестки в 2
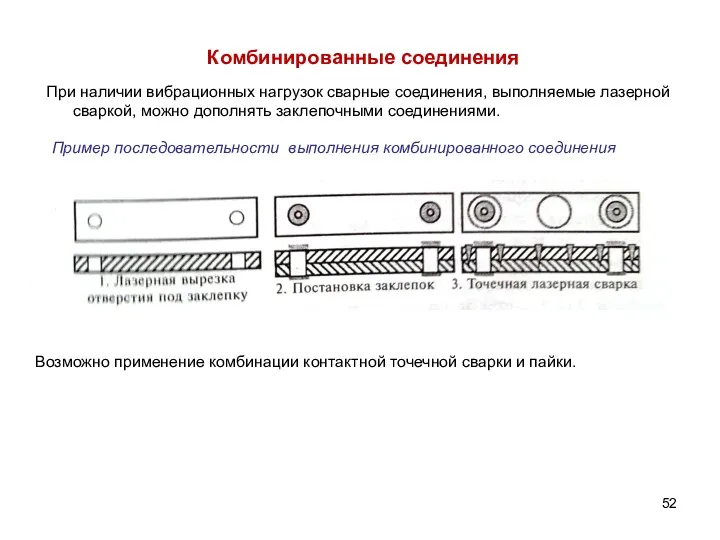
- 52. Комбинированные соединения При наличии вибрационных нагрузок сварные соединения, выполняемые лазерной сваркой, можно дополнять заклепочными соединениями. Пример
- 53. Развитие технологий лазерной сварки пошло по пути совмещения процессов сварки плавлением разного вида, например, лазерная +
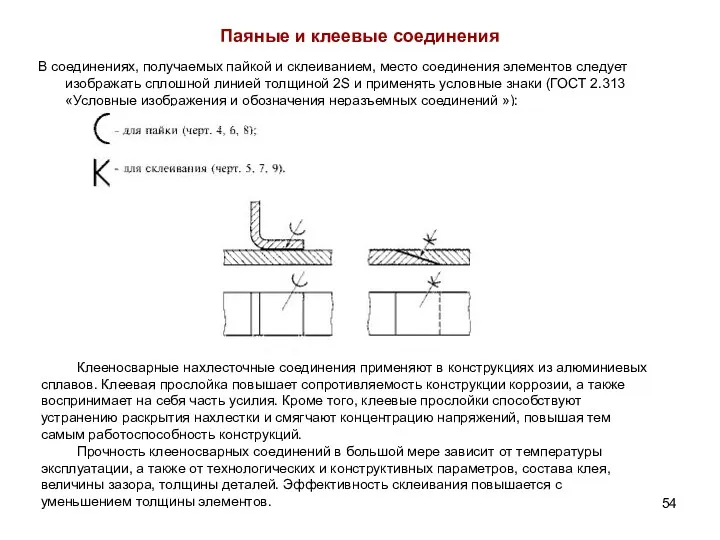
- 54. Паяные и клеевые соединения В соединениях, получаемых пайкой и склеиванием, место соединения элементов следует изображать сплошной
- 56. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 2. Характеристика различных сварных соединений и области их применения.
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 2. Характеристика различных сварных соединений и области их применения.
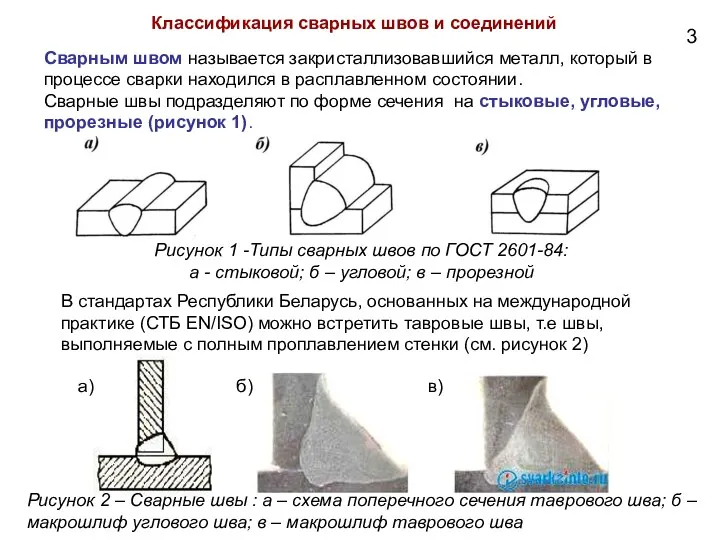
Сварным швом называется закристаллизовавшийся металл, который в процессе сварки находился в
Сварным швом называется закристаллизовавшийся металл, который в процессе сварки находился в
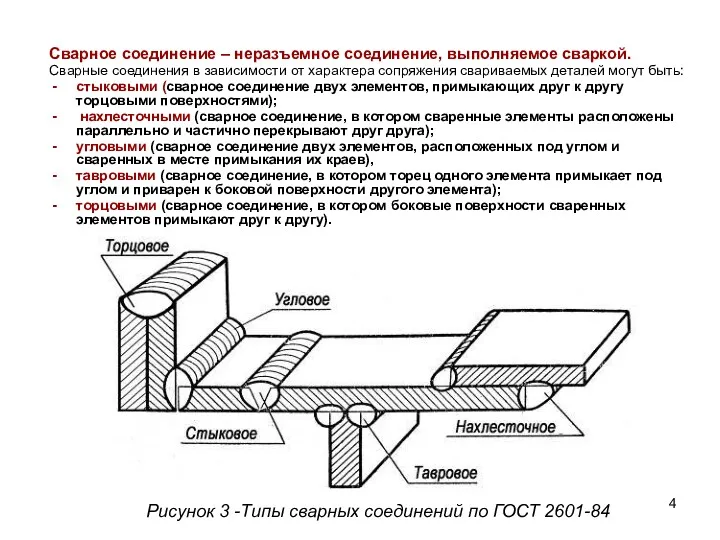
Сварное соединение – неразъемное соединение, выполняемое сваркой.
Сварные соединения в зависимости от
Сварное соединение – неразъемное соединение, выполняемое сваркой.
Сварные соединения в зависимости от
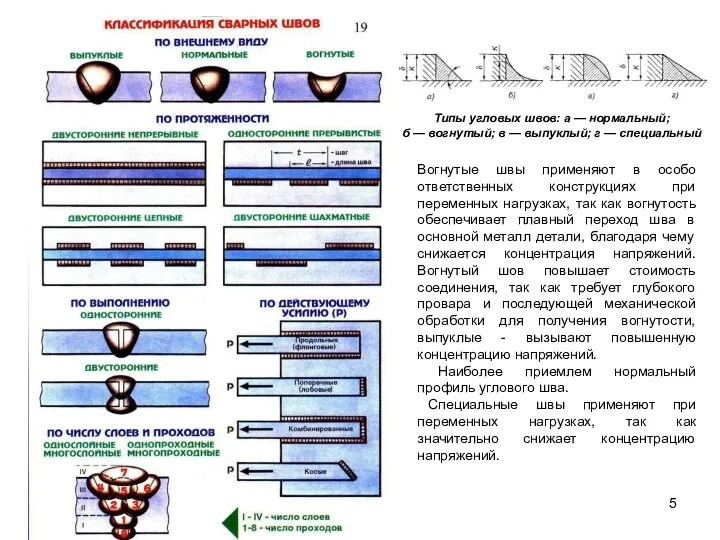
Типы угловых швов: а — нормальный;
б — вогнутый; в — выпуклый;
Типы угловых швов: а — нормальный;
б — вогнутый; в — выпуклый;

Классификация по расположению шва в пространстве (EN ISO 6947)
Классификация по расположению шва в пространстве (EN ISO 6947)
Характер сварного соединения, его размеры, подготовка кромок регламентируются соответствующими стандартами. В
Характер сварного соединения, его размеры, подготовка кромок регламентируются соответствующими стандартами. В
Структура условного обозначения стандартного шва по ГОСТ 2.312-72 "Единая система конструкторской
Структура условного обозначения стандартного шва по ГОСТ 2.312-72 "Единая система конструкторской
Структура условного обозначения нестандартного шва по ГОСТ 2.312-72 "Единая система конструкторской
Структура условного обозначения нестандартного шва по ГОСТ 2.312-72 "Единая система конструкторской
Тип сварного соединения
обозначается буквами:
С – стыковое;
Н – нахлесточное;
Тип сварного соединения
обозначается буквами:
С – стыковое;
Н – нахлесточное;
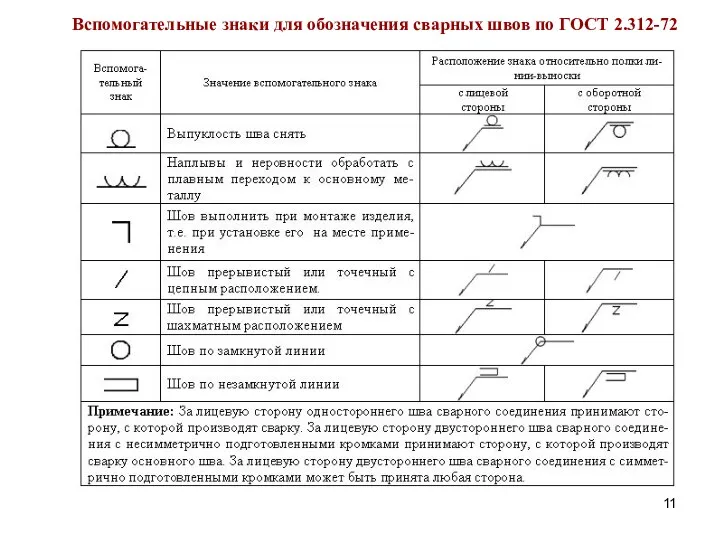
Вспомогательные знаки для обозначения сварных швов по ГОСТ 2.312-72
Вспомогательные знаки для обозначения сварных швов по ГОСТ 2.312-72
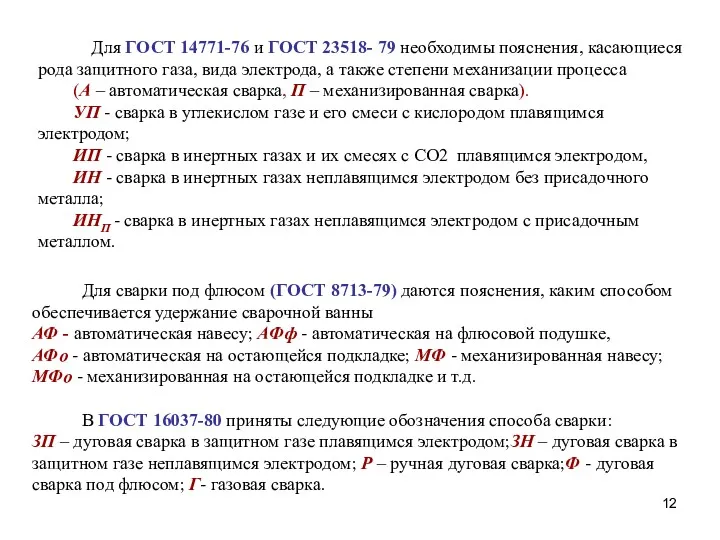
Для ГОСТ 14771-76 и ГОСТ 23518- 79 необходимы пояснения, касающиеся
Для ГОСТ 14771-76 и ГОСТ 23518- 79 необходимы пояснения, касающиеся
t
Примеры условных обозначений прерывистых швов по ГОСТ 2.312
t
Примеры условных обозначений прерывистых швов по ГОСТ 2.312
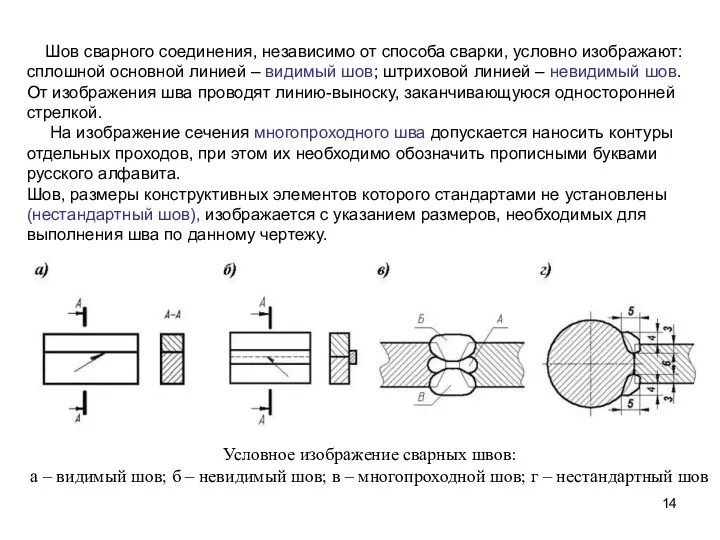
Шов сварного соединения, независимо от способа сварки, условно изображают: сплошной
Шов сварного соединения, независимо от способа сварки, условно изображают: сплошной
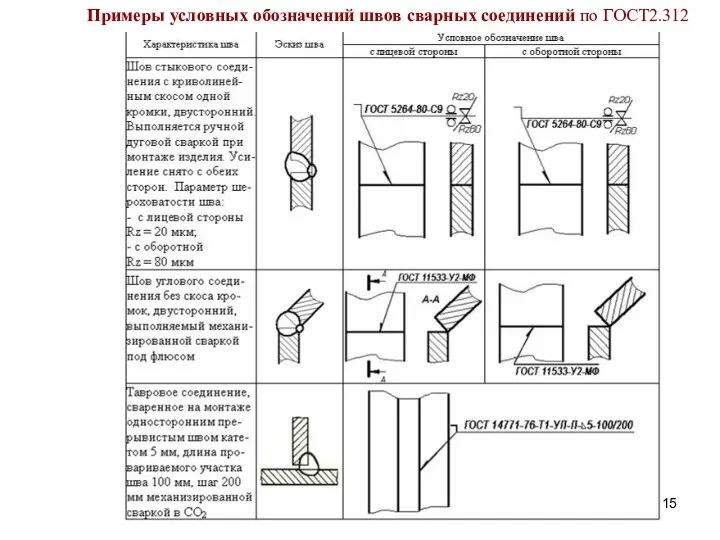
Примеры условных обозначений швов сварных соединений по ГОСТ2.312
Примеры условных обозначений швов сварных соединений по ГОСТ2.312
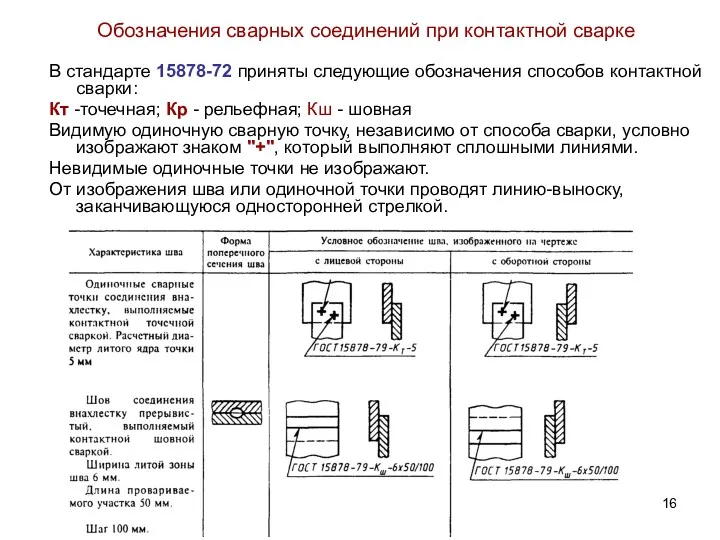
Обозначения сварных соединений при контактной сварке
В стандарте 15878-72 приняты следующие обозначения
Обозначения сварных соединений при контактной сварке
В стандарте 15878-72 приняты следующие обозначения
Упрощения обозначений швов сварных соединений
При наличии на чертеже швов, выполняемых по
Упрощения обозначений швов сварных соединений
При наличии на чертеже швов, выполняемых по
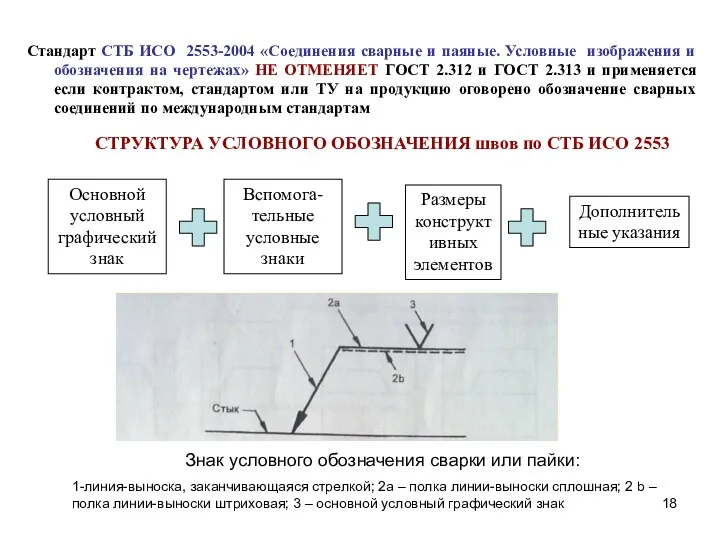
Стандарт СТБ ИСО 2553-2004 «Соединения сварные и паяные. Условные изображения и

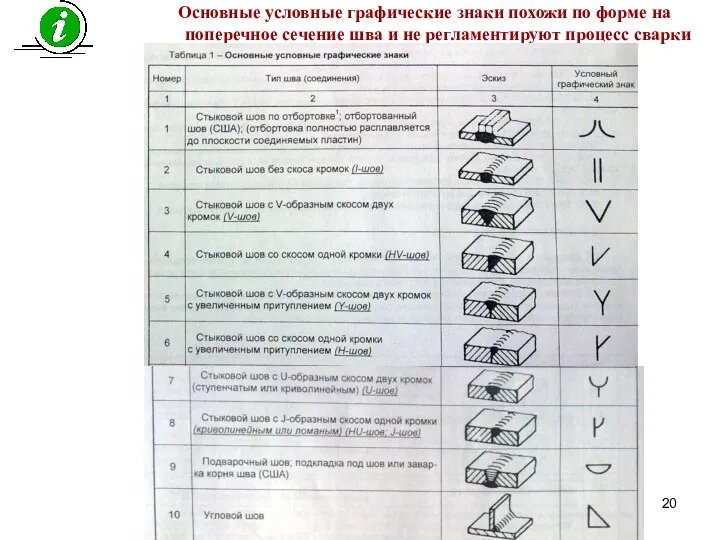
Основные условные графические знаки похожи по форме на поперечное сечение шва
Основные условные графические знаки похожи по форме на поперечное сечение шва
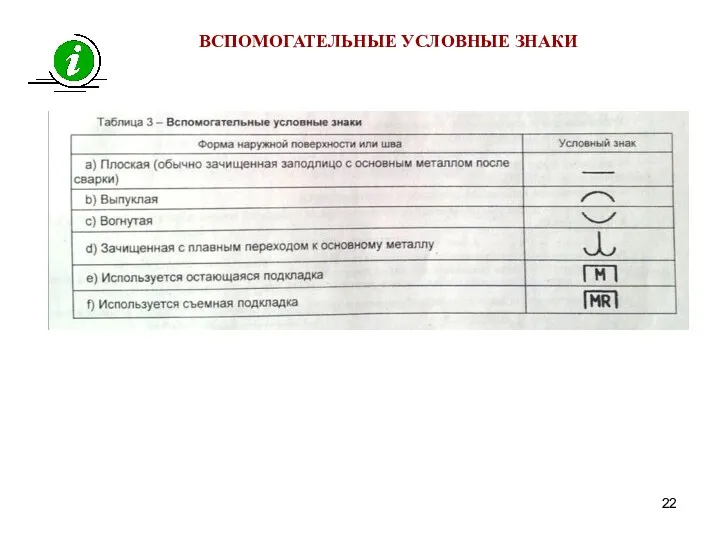
ВСПОМОГАТЕЛЬНЫЕ УСЛОВНЫЕ ЗНАКИ
ВСПОМОГАТЕЛЬНЫЕ УСЛОВНЫЕ ЗНАКИ
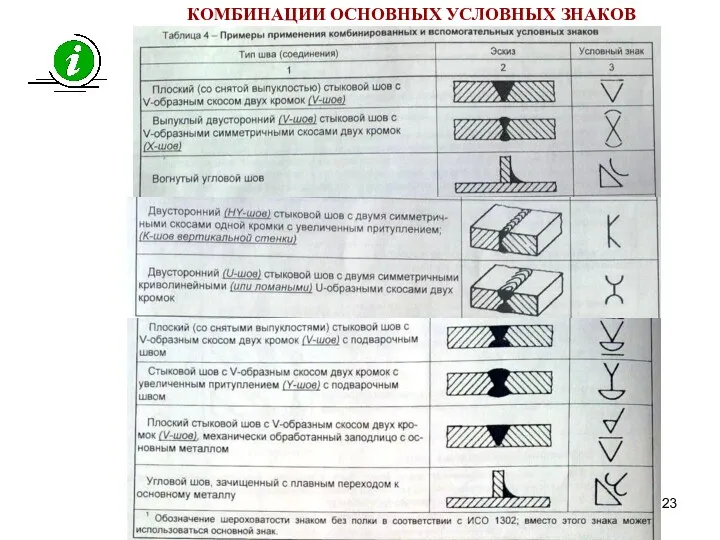
КОМБИНАЦИИ ОСНОВНЫХ УСЛОВНЫХ ЗНАКОВ
КОМБИНАЦИИ ОСНОВНЫХ УСЛОВНЫХ ЗНАКОВ
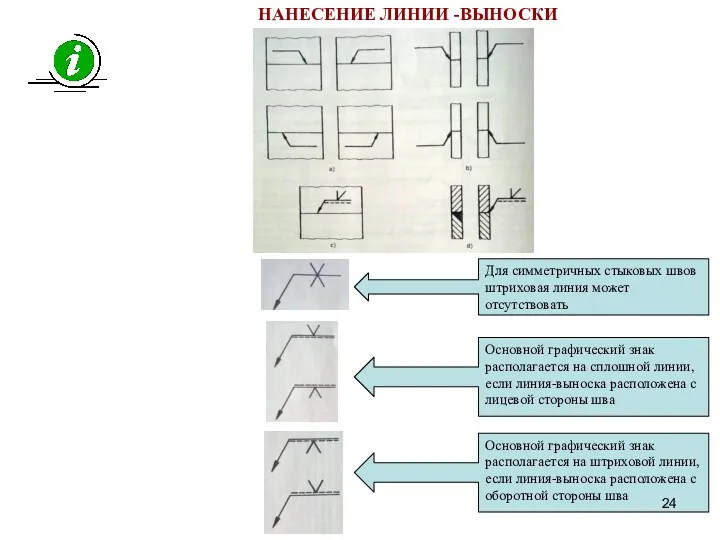
Для симметричных стыковых швов штриховая линия может отсутствовать
Основной графический знак располагается
Для симметричных стыковых швов штриховая линия может отсутствовать
Основной графический знак располагается
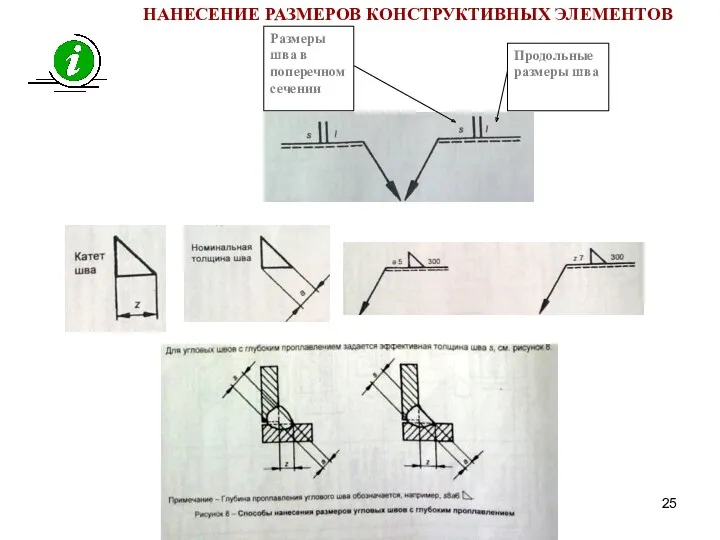
НАНЕСЕНИЕ РАЗМЕРОВ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
НАНЕСЕНИЕ РАЗМЕРОВ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
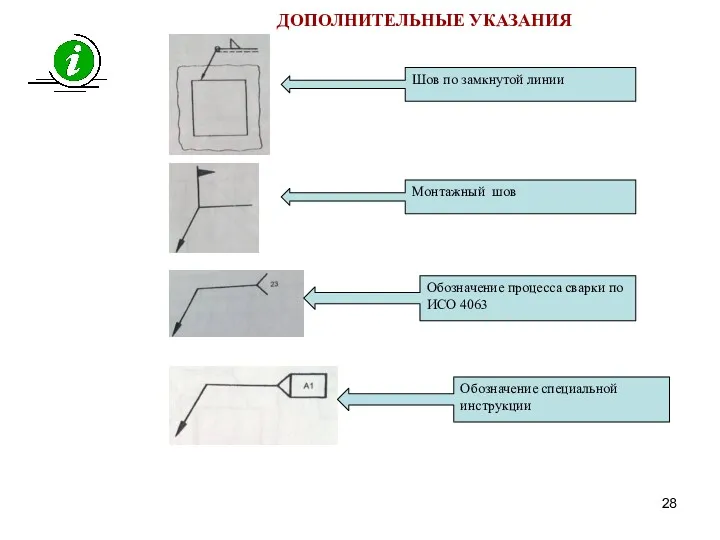
ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ
Шов по замкнутой линии
Монтажный шов
Обозначение процесса сварки по ИСО 4063
Обозначение
ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ
Шов по замкнутой линии
Монтажный шов
Обозначение процесса сварки по ИСО 4063
Обозначение
ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ
ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ
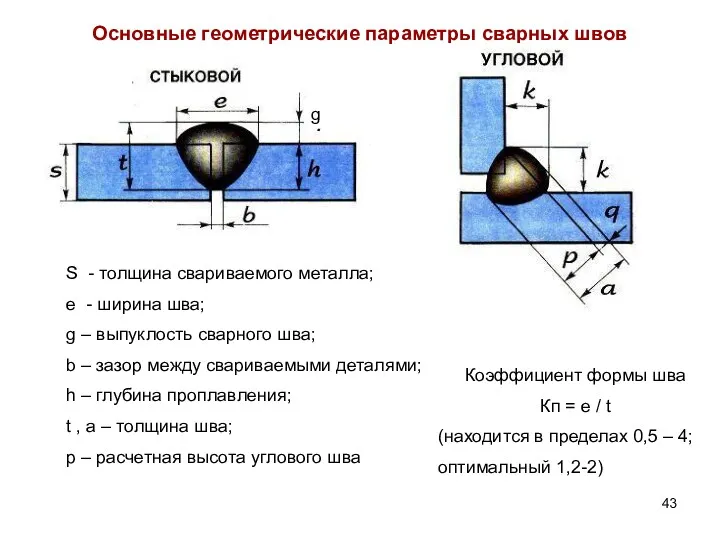
Основные геометрические параметры сварных швов
S - толщина свариваемого металла;
е - ширина
Основные геометрические параметры сварных швов
S - толщина свариваемого металла;
е - ширина
Основные геометрические параметры сварных швов
Основные геометрические параметры сварных швов
Типы разделки кромок под сварку
Существующие способы дуговой сварки без разделки кромок
Типы разделки кромок под сварку
Существующие способы дуговой сварки без разделки кромок
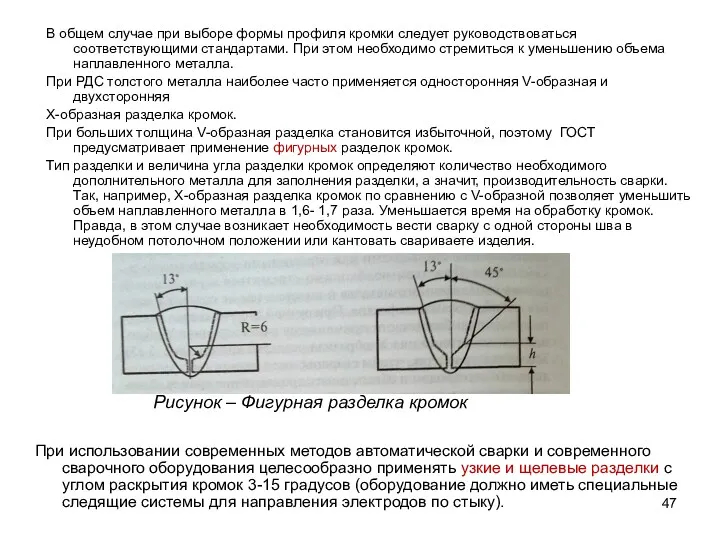
В общем случае при выборе формы профиля кромки следует руководствоваться соответствующими
В общем случае при выборе формы профиля кромки следует руководствоваться соответствующими
Контактная сварка
точечная
d- диаметр литого ядра или ширина литой зоны шва
h –
Контактная сварка
точечная
d- диаметр литого ядра или ширина литой зоны шва
h –

Внешний вид сварных соединений при контактной сварке
Точечная сварка
Рельефная сварка
Сварка арматуры, сеток
Внешний вид сварных соединений при контактной сварке
Точечная сварка
Рельефная сварка
Сварка арматуры, сеток
Внешний вид сварных соединений при контактной сварке
Сварка трением
Стыковая сварка
Высокочастотная сварка
Внешний вид сварных соединений при контактной сварке
Сварка трением
Стыковая сварка
Высокочастотная сварка
Сравнение лазерной и контактной сварки
Помимо повышения производительности, лазерная сварка позволяет уменьшать
Сравнение лазерной и контактной сварки
Помимо повышения производительности, лазерная сварка позволяет уменьшать
Комбинированные соединения
При наличии вибрационных нагрузок сварные соединения, выполняемые лазерной сваркой, можно
Комбинированные соединения
При наличии вибрационных нагрузок сварные соединения, выполняемые лазерной сваркой, можно
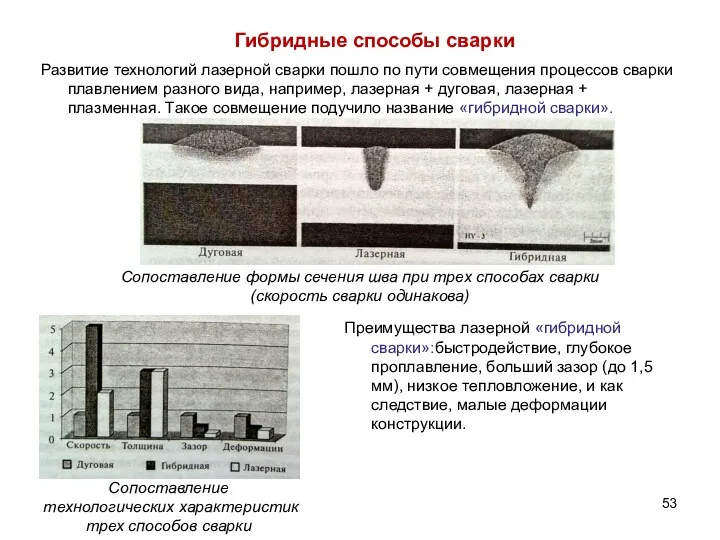
Развитие технологий лазерной сварки пошло по пути совмещения процессов сварки плавлением
Развитие технологий лазерной сварки пошло по пути совмещения процессов сварки плавлением
Паяные и клеевые соединения
В соединениях, получаемых пайкой и склеиванием, место соединения
Паяные и клеевые соединения
В соединениях, получаемых пайкой и склеиванием, место соединения
 Вакцинація. Найпоширеніші міфи
Вакцинація. Найпоширеніші міфи Космическое путешествие
Космическое путешествие Роль домашнего задания в самообразовании школьника
Роль домашнего задания в самообразовании школьника e0f2d-a27ace3f
e0f2d-a27ace3f Disneyland is a dream of each child! Welcome to disneyland!!!
Disneyland is a dream of each child! Welcome to disneyland!!! Функции управления
Функции управления Конфликт воспитатель-родитель. Причины возникновения и пути решения
Конфликт воспитатель-родитель. Причины возникновения и пути решения Достоинства и недостатки ГЭС
Достоинства и недостатки ГЭС Inventions that shook the world
Inventions that shook the world Духовная сфера общества. Подготовка к ЕГЭ
Духовная сфера общества. Подготовка к ЕГЭ Социальная структура общества. Социология
Социальная структура общества. Социология Масленица
Масленица Карта електроенергетика
Карта електроенергетика DVB-T2. Стандарт наземного цифрового телевизионного вещания второго поколения
DVB-T2. Стандарт наземного цифрового телевизионного вещания второго поколения Основные аспекты иммунопрофилактики инфекционных заболеваний
Основные аспекты иммунопрофилактики инфекционных заболеваний Жыпылықтаушы аритмиясы бар науқастардың өмір сүру сапасы
Жыпылықтаушы аритмиясы бар науқастардың өмір сүру сапасы Правила заполнения корректирующих форм cведений (раздел 6 расчета РСВ-1)
Правила заполнения корректирующих форм cведений (раздел 6 расчета РСВ-1) Презентация к уроку по теме: Дикие и домашние животные
Презентация к уроку по теме: Дикие и домашние животные Варианты системы обнаружения утечек межпромыслового нефтепровода УПСВ Северный Савинобор
Варианты системы обнаружения утечек межпромыслового нефтепровода УПСВ Северный Савинобор Награды Великой Отечественной войны
Награды Великой Отечественной войны Публицистический стиль речи
Публицистический стиль речи презентация на тему: Современный урок в свете внедрения ФГОС второго поколения
презентация на тему: Современный урок в свете внедрения ФГОС второго поколения Аффект. Виды аффектов
Аффект. Виды аффектов Описание и преобразование управляющих процессов. Сети Петри и их модификация
Описание и преобразование управляющих процессов. Сети Петри и их модификация Социально-экономические проблемы региона. Химическая и нефтехимическая промышленность Республики Татарстан
Социально-экономические проблемы региона. Химическая и нефтехимическая промышленность Республики Татарстан Возможность жизни на других планетах
Возможность жизни на других планетах Етика і деонтологія в професійній діяльності лікаря
Етика і деонтологія в професійній діяльності лікаря Эрнест Хемингуэй
Эрнест Хемингуэй