- Химико-термическая обработка деталей

Содержание
- 2. Химико-термической обработкой называется нагрев деталей до заданных температур в агрессивных средах с целью изменения химического состава,
- 3. Химико-термическая обработка предназначена для повышения твёрдости, износостойкости в поверхностных слоях при сохранении вязкой сердцевины. Она основана
- 4. При химико-термической обработке протекают следующие процессы: 1-Разложение молекул диффундирующего элемента с образованием атомов(диссоциация) 2-Поглащение атомов поверхностью
- 5. Виды химико-термической обработки: 1-цементация 2-азотирование 3-нитроцементация 4-алитирование 5-хромирование 6-силицирование 7-борирование 8-хромомарганцирование 9-хромотитонирование 10-вольфромирование 11-меднение
- 6. Цементация-это поверхностное насыщение углеродом. Цель цементации увеличить твёрдость и износостойкость поверхностей. Среда где проводиться цементация называется
- 7. Жидкая цементация- предназначена для мелких деталей(например болты, винты и т.д.) Жидкая цементация проводиться путём погружения детали
- 8. Печь для жидкой цементации
- 9. Твёрдая цементация- предназначена для деталей простой формы(кубическое прямоугольное сечение деталей). Деталь помещается в цементационный ящик, на
- 10. Печь для твёрдой цементации
- 11. Печь для газовой цементации
- 12. Структура после цементации
- 13. Азотирование- называется насыщение поверхностного слоя азотом. Оно осуществляется при Т=500-700;среда газовая- аммиак. После азотирование получается высокая
- 14. Процесс поверхностного насыщения стали Al, Cr, Si, B и другими элементами называется диффузионном металлизацией. Его осуществляют
- 15. Алитирование- поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При нагреве алитированной стали на её
- 16. Хромирование- поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах. Хромированная сталь окалиностойкая (особенно при
- 17. Силицирование- поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности изделий. Силицированию подвергают трубы, арматуру,
- 19. Скачать презентацию
Химико-термической обработкой называется нагрев деталей до заданных температур в агрессивных средах
Химико-термической обработкой называется нагрев деталей до заданных температур в агрессивных средах
Химико-термическая обработка предназначена для повышения твёрдости, износостойкости в поверхностных слоях при
Химико-термическая обработка предназначена для повышения твёрдости, износостойкости в поверхностных слоях при
При химико-термической обработке протекают следующие процессы:
1-Разложение молекул диффундирующего элемента с образованием
При химико-термической обработке протекают следующие процессы: 1-Разложение молекул диффундирующего элемента с образованием
Виды химико-термической обработки:
1-цементация
2-азотирование
3-нитроцементация
4-алитирование
5-хромирование
6-силицирование
7-борирование
8-хромомарганцирование
9-хромотитонирование
10-вольфромирование
11-меднение
Виды химико-термической обработки:
1-цементация
2-азотирование
3-нитроцементация
4-алитирование
5-хромирование
6-силицирование
7-борирование
8-хромомарганцирование
9-хромотитонирование
10-вольфромирование
11-меднение
Цементация-это поверхностное насыщение углеродом.
Цель цементации увеличить твёрдость и износостойкость поверхностей.
Среда где
Цементация-это поверхностное насыщение углеродом. Цель цементации увеличить твёрдость и износостойкость поверхностей. Среда где
Жидкая цементация- предназначена для мелких деталей(например болты, винты и т.д.)
Жидкая цементация
Жидкая цементация- предназначена для мелких деталей(например болты, винты и т.д.) Жидкая цементация

Печь для жидкой цементации
Печь для жидкой цементации
Твёрдая цементация- предназначена для деталей простой формы(кубическое прямоугольное сечение деталей).
Твёрдая цементация- предназначена для деталей простой формы(кубическое прямоугольное сечение деталей).

Печь для твёрдой цементации
Печь для твёрдой цементации

Печь для газовой цементации
Печь для газовой цементации
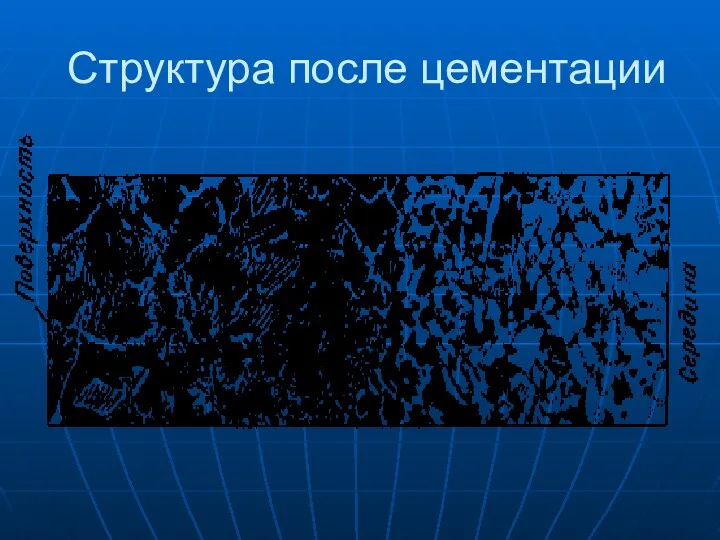
Структура после цементации
Структура после цементации
Азотирование- называется насыщение поверхностного слоя азотом. Оно осуществляется при Т=500-700;среда газовая-
Азотирование- называется насыщение поверхностного слоя азотом. Оно осуществляется при Т=500-700;среда газовая-
Процесс поверхностного насыщения стали Al, Cr, Si, B и другими элементами
Процесс поверхностного насыщения стали Al, Cr, Si, B и другими элементами
Алитирование- поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При
Алитирование- поверхностное насыщение стали алюминием для повышения жаростойкости до 850-900. При
Хромирование- поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах.
Хромированная
Хромирование- поверхностное насыщение стали хромом в твёрдой, жидкой и газообразной средах. Хромированная
Силицирование- поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности
Силицирование- поверхностное насыщение стали кремнием. Проводят для повышения износостойкости и кислотоупорности
 Перспективное развитие гидроэнергетики России
Перспективное развитие гидроэнергетики России Характеристика и свойства истинных растворов
Характеристика и свойства истинных растворов Влияние водной среды на движущееся судно
Влияние водной среды на движущееся судно выпуск 2007г димка
выпуск 2007г димка Разработка рекомендаций по использованию солнечных батарей в условиях Республики Марий Эл
Разработка рекомендаций по использованию солнечных батарей в условиях Республики Марий Эл Натюрморт
Натюрморт 2. Опасности, аксиомы БЖД
2. Опасности, аксиомы БЖД Презентация к уроку химии в 9 классе по теме Фосфор
Презентация к уроку химии в 9 классе по теме Фосфор Сварка цветных металлов и их сплавов
Сварка цветных металлов и их сплавов Магнитные наночастицы. Применение в биомедицине
Магнитные наночастицы. Применение в биомедицине Biotechnology in agriculture
Biotechnology in agriculture Методы исследования сердечно-сосудистой системы
Методы исследования сердечно-сосудистой системы Дифференциация звуков [Ч]-[Щ] в стихотворных текстах.
Дифференциация звуков [Ч]-[Щ] в стихотворных текстах. Функция y = cos x. Ее свойства и график
Функция y = cos x. Ее свойства и график Моё портфолио
Моё портфолио Тұқы балықтары. Қазақстанда балықтардың ресурстары
Тұқы балықтары. Қазақстанда балықтардың ресурстары занятия по подготовке к школе
занятия по подготовке к школе Акклиматизация человека к различным климатическим условиям
Акклиматизация человека к различным климатическим условиям использование современных технологий
использование современных технологий Street workout mariupol. Всегда, везде, и на чем угодно!
Street workout mariupol. Всегда, везде, и на чем угодно! ПДД
ПДД Благоустройство Сквера трудовой славы в г. Кирове
Благоустройство Сквера трудовой славы в г. Кирове Правила дорожного движения. Проезд перекрестков
Правила дорожного движения. Проезд перекрестков Задачи на проценты 2
Задачи на проценты 2 Візуальний ряд. Епоха Відродження
Візуальний ряд. Епоха Відродження Любовь – это забота
Любовь – это забота Александр Блок, поэма Двенадцать. Сюжет, образы и мотивы, художественное своеобразие поэмы
Александр Блок, поэма Двенадцать. Сюжет, образы и мотивы, художественное своеобразие поэмы Формирование общих речевых навыков у детей дошкольного возраста
Формирование общих речевых навыков у детей дошкольного возраста