- Инструментальные стали

Содержание
- 2. Инструментальные легированные стали. Содержат 0,9…1,4 % углерода. В качестве легирующих элементов содержат хром, вольфрам, ванадий, марганец,
- 3. Стали для измерительных инструментов. Стали для измерительного инструмента должны обладать высокой твердостью, износостойкостью, небольшим коэффициентом теплового
- 4. Быстрорежущие стали. Стали получили свое название за свойства. В следствии высокой теплостойкости (550…650oС), изготовленные из них
- 5. Охлаждение от закалочной температуры производится в масле. Структура стали после закалки состоит из легированного, очень тонкодисперсного
- 6. Безвольфрамовые теплостойкие стали. Безвольфрамовые теплостойкие стали нашли применение для изготовления разнообразных штампов. Штамповые стали должны обладать
- 7. Штамповые стали. Штамповые стали делятся на две группы: деформирующие металл в холодном состоянии и деформирующие металл
- 8. Твердые сплавы. Твёрдые сплавы получают методами порошковой металлургии в виде пластин. Основными компонентами таких сплавов являются
- 9. Применяемые в настоящее время твердые сплавы делятся на: Вольфрамовые сплавы группы ВК: ВК3, ВК3-М, ВК4, ВК6,
- 11. Скачать презентацию
Инструментальные легированные стали.
Содержат 0,9…1,4 % углерода. В качестве легирующих элементов содержат хром,
Инструментальные легированные стали.
Содержат 0,9…1,4 % углерода. В качестве легирующих элементов содержат хром,
Стали для измерительных инструментов.
Стали для измерительного инструмента должны обладать высокой твердостью, износостойкостью, небольшим
Стали для измерительных инструментов.
Стали для измерительного инструмента должны обладать высокой твердостью, износостойкостью, небольшим
Быстрорежущие стали.
Стали получили свое название за свойства. В следствии высокой теплостойкости (550…650oС), изготовленные
Быстрорежущие стали.
Стали получили свое название за свойства. В следствии высокой теплостойкости (550…650oС), изготовленные
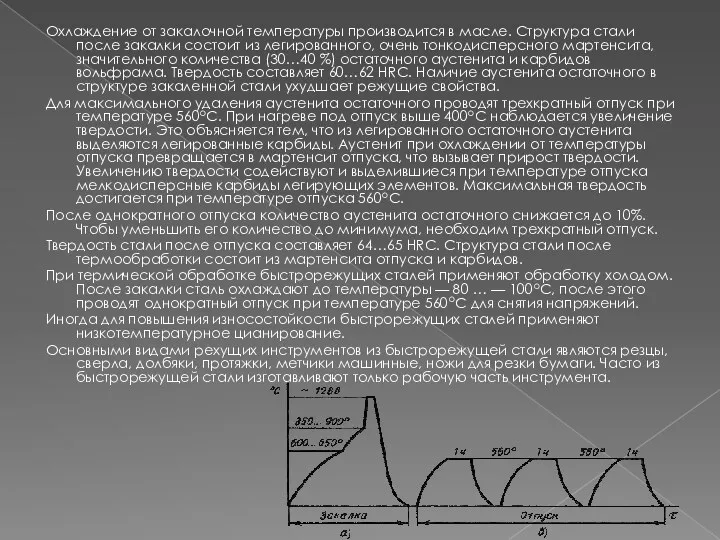
Охлаждение от закалочной температуры производится в масле. Структура стали после закалки состоит из
Охлаждение от закалочной температуры производится в масле. Структура стали после закалки состоит из
Безвольфрамовые теплостойкие стали.
Безвольфрамовые теплостойкие стали нашли применение для изготовления разнообразных штампов. Штамповые стали
Безвольфрамовые теплостойкие стали.
Безвольфрамовые теплостойкие стали нашли применение для изготовления разнообразных штампов. Штамповые стали
Штамповые стали.
Штамповые стали делятся на две группы: деформирующие металл в холодном состоянии и деформирующие
Штамповые стали.
Штамповые стали делятся на две группы: деформирующие металл в холодном состоянии и деформирующие
Твердые сплавы.
Твёрдые сплавы получают методами порошковой металлургии в виде пластин. Основными компонентами таких
Твердые сплавы.
Твёрдые сплавы получают методами порошковой металлургии в виде пластин. Основными компонентами таких
Применяемые в настоящее время твердые сплавы делятся на:
Вольфрамовые сплавы группы ВК: ВК3, ВК3-М,
Применяемые в настоящее время твердые сплавы делятся на:
Вольфрамовые сплавы группы ВК: ВК3, ВК3-М,
 Типы плодов
Типы плодов Русские народные музыкальные инструменты
Русские народные музыкальные инструменты Приемы работы с учебником
Приемы работы с учебником Стефан Пермский
Стефан Пермский Природные зоны холодного пояса. (2 класс)
Природные зоны холодного пояса. (2 класс) Русская душа Донбасса
Русская душа Донбасса Роль пассажирского автомобильного транспорта в обслуживании населения
Роль пассажирского автомобильного транспорта в обслуживании населения Болезни кишечника
Болезни кишечника Letters from our friends
Letters from our friends Применение аварийной сигнализации и знака аварийной остановки
Применение аварийной сигнализации и знака аварийной остановки Традиции и обычаи тувинского народа
Традиции и обычаи тувинского народа Багаторівнева організація пам'яті комп'ютера
Багаторівнева організація пам'яті комп'ютера KAZ-German Society. Миорелаксанты, релаксометрия
KAZ-German Society. Миорелаксанты, релаксометрия Проект Домашние любимцы
Проект Домашние любимцы Инженерное оборудование и коммуникации в городском доме. Инженерные коммуникации
Инженерное оборудование и коммуникации в городском доме. Инженерные коммуникации Сравнение старого УК и нового УК КР
Сравнение старого УК и нового УК КР Интегрированное занятие Киска с котятами I младшая группа
Интегрированное занятие Киска с котятами I младшая группа Волков ЕН для ИТ школы
Волков ЕН для ИТ школы Золушка, презентация.
Золушка, презентация. Техническое обслуживание и ремонт главной части воздухораспределителя
Техническое обслуживание и ремонт главной части воздухораспределителя Halloween is a festival
Halloween is a festival Теоретические основы КСО. Тема №1
Теоретические основы КСО. Тема №1 Смешанные боевые искусства
Смешанные боевые искусства Инновационная образовательная программа Теремок для детей от 2 месяцев до 3 лет
Инновационная образовательная программа Теремок для детей от 2 месяцев до 3 лет Развитие творческих способностей у детей дошкольного возраста
Развитие творческих способностей у детей дошкольного возраста Баймуханов Геймран Султанович
Баймуханов Геймран Султанович Продление рода. Способы размножения животных
Продление рода. Способы размножения животных Religious discrimination
Religious discrimination