- IstPit

Содержание
- 2. В соответствии с ГОСТ 1550 – 69 электротехнические изделия, в том числе сварочное оборудование, изготовляются для
- 3. К району с умеренным климатом (У), для которого, как правило, изготавливается электросварочное оборудование общего назначения, относятся
- 4. По способу защиты человека от поражения электрическим током электротехническое оборудование делится на пять классов (0; 0I;
- 5. Для устойчивого горения дуги между электродом и изделием необходимо подвести напряжение от специального источника электрического тока.
- 6. При ручной сварке покрытыми электродами или аргонодуговой сварке неплавящимся электродом применяют источники с крутопадающей характеристикой. При
- 7. Номинальная сила тока – максимальная сила тока нагрузки, при которой источник не превосходит расчетного температурного режима
- 8. В перемежающемся режиме продолжительность работы под нагрузкой (в дальнейшем ПН) в течение времени tн чередуется с
- 9. Такой режим применяется при механизированной (автоматической и полуавтоматической) сварке при ПВ = 60 % и более.
- 10. При дуговой сварке для нагрева металла используется тепловая энергия дуги. Стабильность горения дуги зависит от многих
- 11. Электрическая дуга это один из видов электрического разряда через газовый промежуток Процесс образования заряженных частиц путем
- 12. Основные свойства электрической дуги Процесс испускания заряженных частиц с поверхностей, ограничивающих зону разряда, называется эмиссией. А,
- 13. Кинетическая энергия эмитированных электронов, приобретенная ими в электрическом поле вблизи катода, расходуется на ионизацию и подогрев
- 14. Распределение потенциала в дуге
- 15. Uд = Uk + Ua + Uc Uд = a + bLд Зависимость Uд = f(Iд)
- 16. Вольтамперная характеристика дуги
- 17. Особенности сварочных дуг переменного тока
- 18. Постоянная составляющая тока Методы устранения: Включение в сварочную цепь емкости (конденсатора). Включение диодно-тиристорной цепочки.
- 19. 1 – выключатель; 2 – сварочный трансформатор; 3 – неплавящийся электрод; 4 – изделие; 5 –
- 20. Трехфазная сварочная дуга Km1 = Ic/Ia Km2 = Ic/Ib Ku1 = Uab/Ubc Ku2 = Uab/Uca
- 21. Сжатая дуга Схемы плазмотронов а – с изолированным соплом; б – сопло-анод; 1- электрод; 2 –
- 22. Ru = (∂Uu/∂Id)Id0 Устойчивость сварочной дуги E = ∂Ud/∂Ld uu = Ru id ud = Rd
- 23. Перенос металла электрода Т – общее время цикла; τ1 – время горения дуги; τ2 – время
- 24. СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ Трансформатором называется электромагнитный аппарат, предназначенный для преобра-зования одной первичной системы переменного тока в другую
- 25. Номинальная мощность Номинальное напряжение Номинальный ток Коэффициент трансформации K = w1/w2 U1 = k·U2 , I1
- 26. Предельные режимы работы трансформатора Режим холостого хода I2x=0 U1 = E1 + Eσ1 + I0R1 Режим
- 27. Назначение и конструкции сварочных трансформаторов
- 28. Схемы тиристорных трансформаторов
- 29. Для ручной дуговой сварки штучными электродами Для автоматической сварки под флюсом Для аргонодуговой сварки неплавящимся электродом
- 30. Трансформаторы для ручной дуговой сварки Трансформатор для ручной дуговой сварки ТСБ-25 (ТДЭ-25) предназначен для ручной дуговой
- 31. Серия ТД
- 32. Серия ТДМ
- 33. Трансформаторы для автоматической сварки под флюсом
- 34. Трансформаторы серии ТДФ
- 35. Трансформаторы серии ТДФЖ ТДФЖ-1002 ТДФЖ -2002
- 36. Установки для электрошлаковой сварки 1 – сваренное изделие; 2 – жидкий металл; 3 – шлаковая ванна;
- 37. Вольтамперная характеристика шлаковой ванны [(∂Рш/∂Тш)
- 38. Способы регулирования напряжения при ЭШС 1) С секционированными обмотками; 2) С магнитным управлением; 3) С тиристорным
- 39. Трехфазные трансформаторы
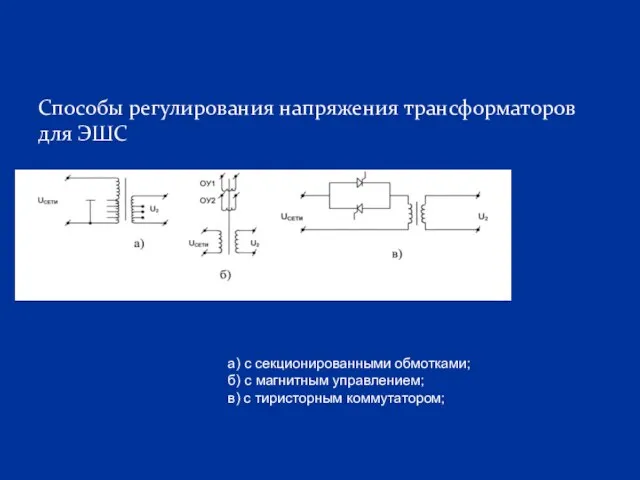
- 40. Способы регулирования напряжения трансформаторов для ЭШС а) с секционированными обмотками; б) с магнитным управлением; в) с
- 41. Подключение, наладка и техническое обслуживание трансформаторов
- 42. Ограничитель напряжения холостого хода трансформатора
- 43. ВЫПРЯМИТЕЛИ ДЛЯ ДУГОВОЙ СВАРКИ
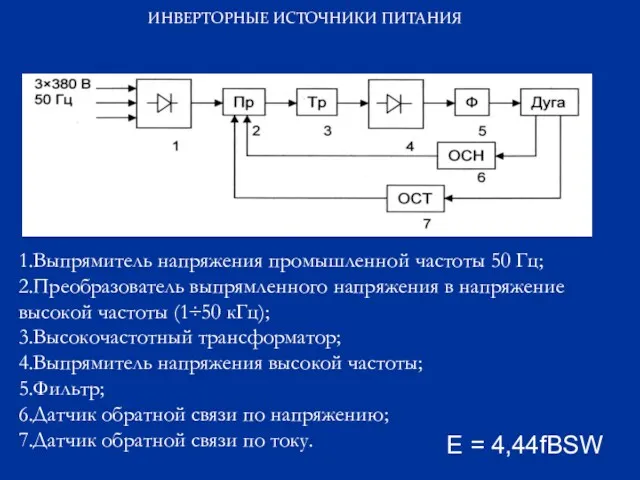
- 44. с падающими внешними характеристиками для ручной дуговой сварки и механизированной сварки под флюсом; с жесткими внешними
- 45. Трехфазная мостовая схема выпрямления Двойная трехфазная схема с уравнительным реактором Кольцевая схема выпрямления Схемы выпрямления
- 46. Трехфазная мостовая схема выпрямления Uобр m = 2,45U2ф = 1,41U2л = 1,045Uхх.
- 47. Двойная трехфазная схема с уравнительным реактором
- 48. Кольцевая схема выпрямления
- 49. с подвижными катушками. Выпрямители с механическим регулированием с подвижными магнитными шунтами;
- 50. Технические характеристики ВД-201, ВД-306, ВД-401 и ВД-501
- 51. Выпрямители с дросселями насыщения (ДН) Схема выпрямителя с дросселем насыщения
- 52. Однопостовые сварочные выпрямители с жесткими внешними характеристиками Ограничение: включение индуктивности в сварочную цепь; увеличение крутизны наклона
- 53. Выпрямители со ступенчатым регулированием выходного напряжения
- 54. Выпрямители с плавно-ступенчатым регулированием режима
- 55. Однопостовые тиристорные сварочные выпрямители Т – трансформатор; СТВ – силовой тиристорный выпрямитель; ДТ – датчик тока;
- 56. ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
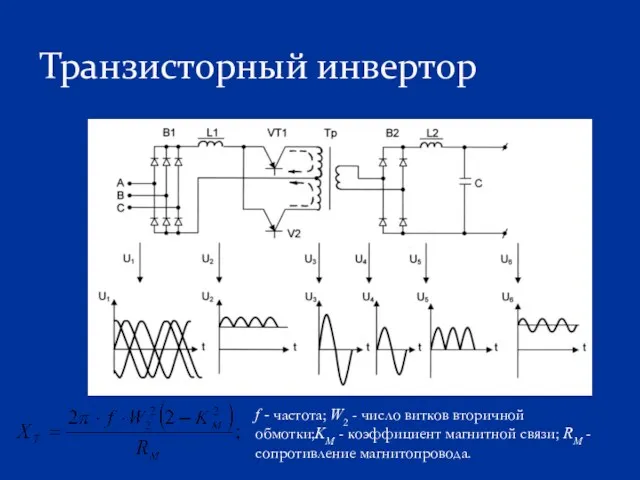
- 57. Транзисторный инвертор
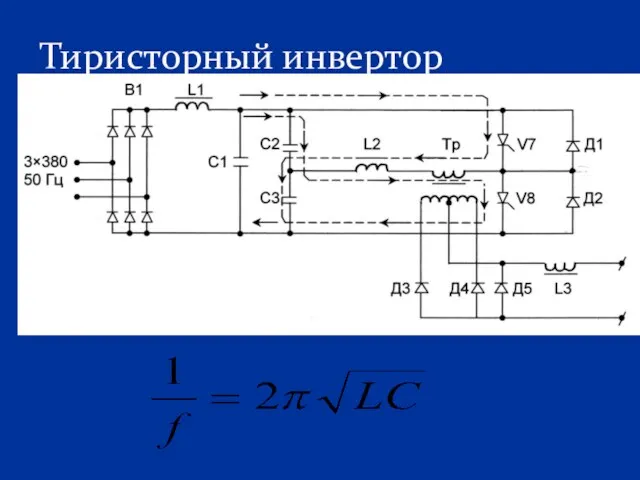
- 58. Тиристорный инвертор
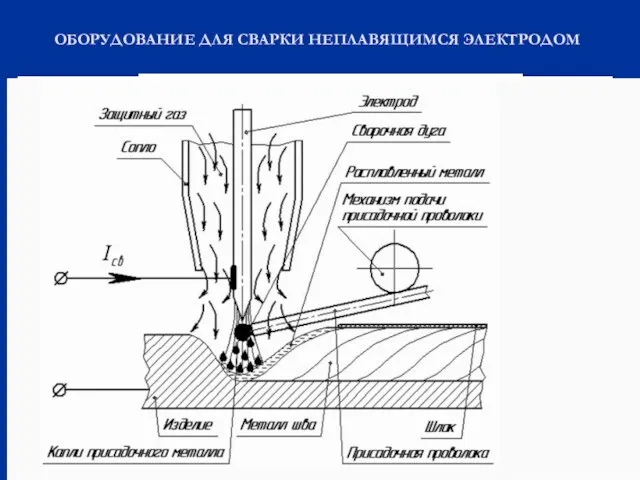
- 59. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
- 60. Состав, назначение и особенности источников постоянного тока
- 61. Назначение, состав, особенности источника переменного источника постоянная составляющая сварочного тока ухудшает стабильность горения дуги и механические
- 62. Источник разнополярных импульсов ТР1, ТР2 – трансформаторы; В1, В2 – выпрямители; Рег1, Рег2 – регуляторы импульсов
- 63. Устройства для поджига дуги Основные требования к устройствам для поджига через зазор (возбудителям дуги или осцилляторам):
- 64. Стабилизаторы горения дуги принципиальная схема стабилизатора горения дуги.
- 65. ЦИКЛ СВАРКИ Блок цикла сварки обеспечивает: включение цикла по команде оператора; включение подачи защитного газа; запрет
- 66. СВАРОЧНЫЕ ПОЛУАВТОМАТЫ
- 67. Исполнение по способу защиты зоны дуги
- 68. по виду проволоки (сплошной, порошковой) по способу охлаждения горелки (воздушное, водяное), по способу регулирования скорости подачи
- 69. 1)механизм подачи электродной проволоки; 2)блок (аппаратура) управления; 3)сварочная горелка; 4)источник питания; 5)система подачи защитного газа; 6)щитки,
- 70. Система подачи толкающего типа Система подачи тянуще-толкающего типа Система тянущего типа Подающий механизм
- 71. Подающий механизм Рдв = Рр + Рт + Рс + Рп Рп = Fv = 200*0,27
- 72. Подающий механизм
- 73. а) с цельным трубчатым наконечником; б) с разрезными вкладышами и цанговым креплением; в) сборный с разрезными
- 74. Механизм подачи электродной проволоки Vп = πnd/I t/4 ≥ 4.22 √(E/σт) d—диаметр ролика, мм; n—число оборотов
- 75. Сварочные горелки ГДПГ
- 76. СВАРОЧНЫЕ ГЕНЕРАТОРЫ, ПРЕОБРАЗОВАТЕЛИ И АГРЕГАТЫ
- 77. Принцип работы и формирования внешних характеристик коллекторных сварочных генераторов 1 – диапазон больших токов; 2 –
- 78. Вентильные сварочные генераторы U = E0 – jIdxd – jIgxg – Ir (jIdxd >> jIgxg) 1
- 79. Преобразователи типов ПСО-315МУ2, ПСО-300-2У2 и ПД-502 Преобразователь типа ПСГ-500-1У3 Сварочный преобразователь ПД-305У2 с вентильным генератором Сварочные
- 80. двигатель внутреннего сгорания; сварочный генератор; пульт управления с контрольно-измерительными приборами; реостат регулирования сварочного тока; топливный бак;
- 81. Продолжительный режим работы Повторно-кратковременный режим РЕЖИМЫ РАБОТЫ СВАРОЧНОГО ОБОРУДОВАНИЯ Тр—время работы; Тп—время паузы.
- 82. Конструктивные параметры источников питания для дуговой сварки, климатические исполнения, категории размещения, обозначение
- 83. Общая схема установок для электронно-лучевой сварки Основные энергетические параметры луча: 1. Электроны в электрическом поле излучателя
- 84. Блок-схема питания установки для ЭЛС
- 86. Скачать презентацию
В соответствии с ГОСТ 1550 – 69 электротехнические изделия, в том
В соответствии с ГОСТ 1550 – 69 электротехнические изделия, в том
К району с умеренным климатом (У), для которого, как правило,
К району с умеренным климатом (У), для которого, как правило,
По способу защиты человека от поражения электрическим током электротехническое оборудование
По способу защиты человека от поражения электрическим током электротехническое оборудование
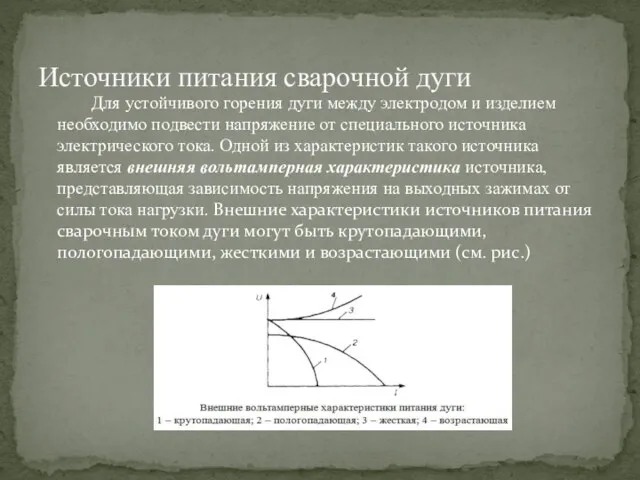
Для устойчивого горения дуги между электродом и изделием необходимо подвести
Для устойчивого горения дуги между электродом и изделием необходимо подвести
При ручной сварке покрытыми электродами или аргонодуговой сварке неплавящимся электродом
При ручной сварке покрытыми электродами или аргонодуговой сварке неплавящимся электродом
Номинальная сила тока – максимальная сила тока нагрузки, при которой
Номинальная сила тока – максимальная сила тока нагрузки, при которой
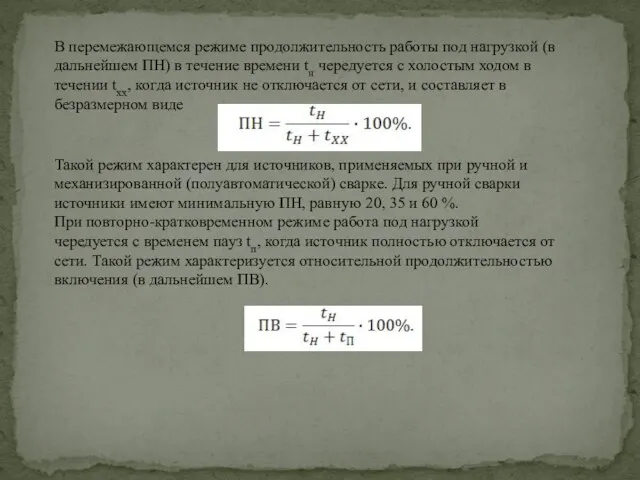
В перемежающемся режиме продолжительность работы под нагрузкой (в дальнейшем ПН) в
В перемежающемся режиме продолжительность работы под нагрузкой (в дальнейшем ПН) в
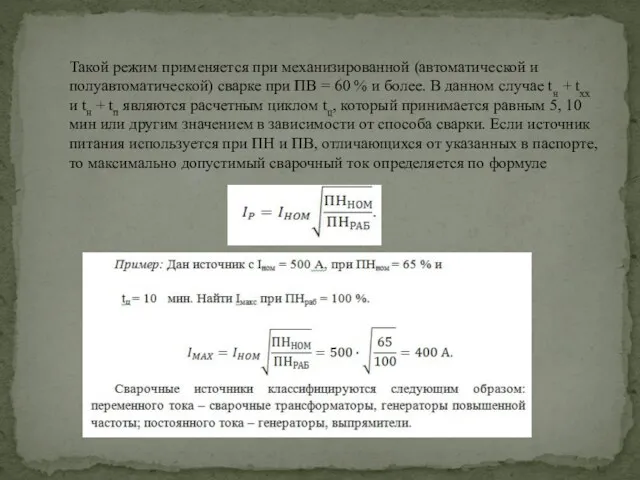
Такой режим применяется при механизированной (автоматической и полуавтоматической) сварке при ПВ
Такой режим применяется при механизированной (автоматической и полуавтоматической) сварке при ПВ
При дуговой сварке для нагрева металла используется тепловая энергия дуги. Стабильность
При дуговой сварке для нагрева металла используется тепловая энергия дуги. Стабильность
Электрическая дуга это один из видов электрического разряда через газовый промежуток
Электрическая дуга это один из видов электрического разряда через газовый промежуток
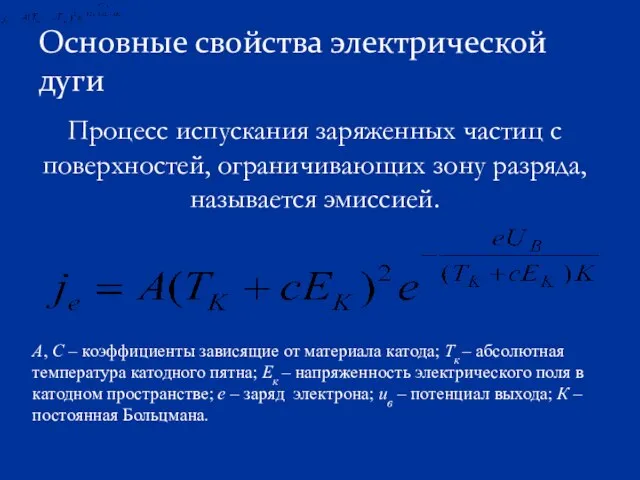
Основные свойства электрической дуги
Процесс испускания заряженных частиц с поверхностей, ограничивающих зону
Основные свойства электрической дуги
Процесс испускания заряженных частиц с поверхностей, ограничивающих зону
Кинетическая энергия эмитированных электронов, приобретенная ими в электрическом поле вблизи катода,
Кинетическая энергия эмитированных электронов, приобретенная ими в электрическом поле вблизи катода,
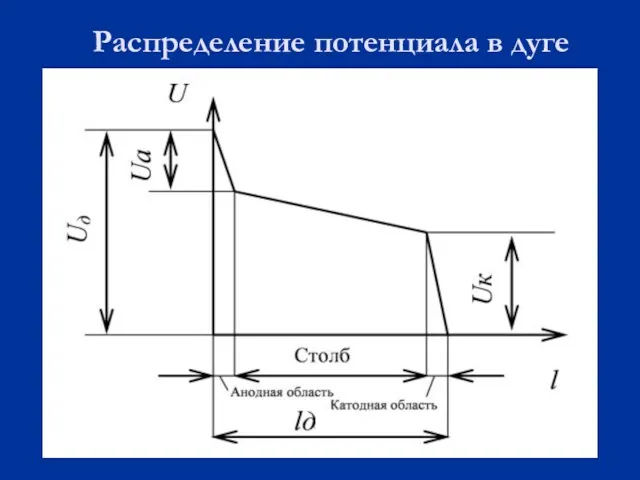
Распределение потенциала в дуге
Распределение потенциала в дуге
Uд = Uk + Ua + Uc
Uд = a +
Uд = Uk + Ua + Uc
Uд = a +
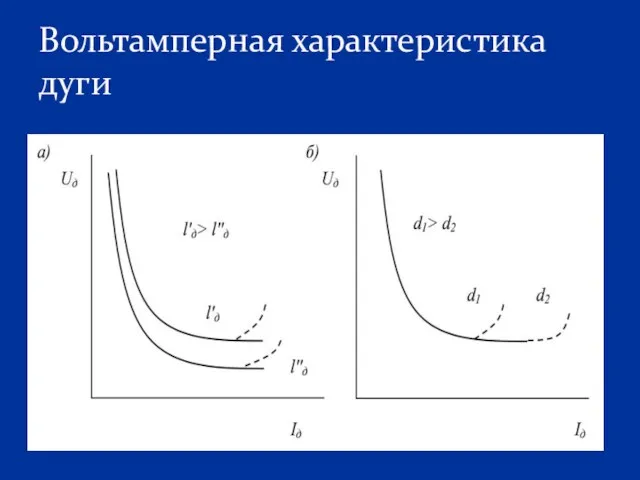
Вольтамперная характеристика дуги
Вольтамперная характеристика дуги
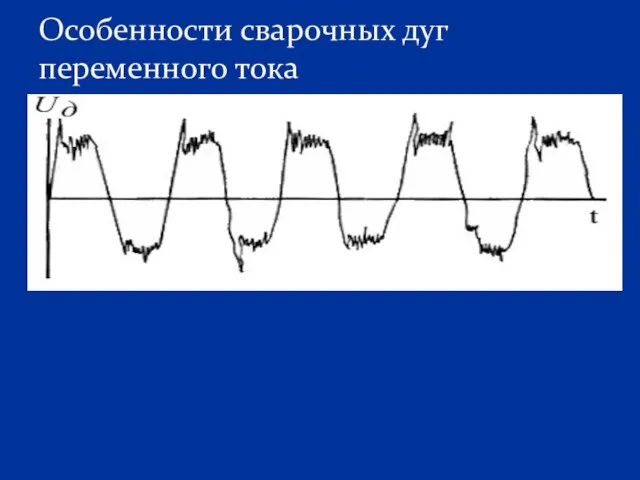
Особенности сварочных дуг переменного тока
Особенности сварочных дуг переменного тока
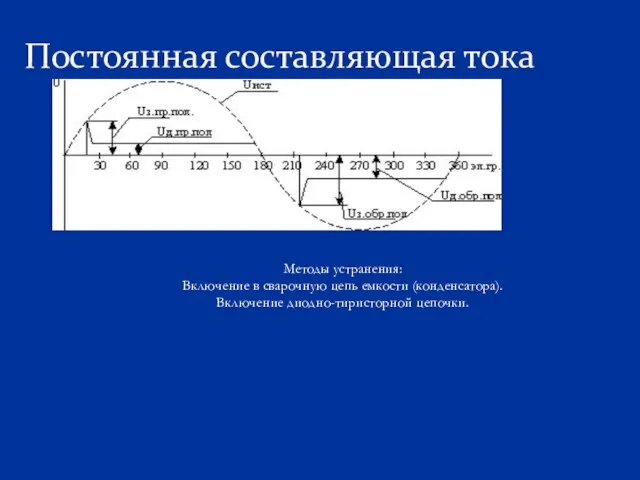
Постоянная составляющая тока
Методы устранения:
Включение в сварочную цепь емкости (конденсатора).
Включение диодно-тиристорной
Постоянная составляющая тока
Методы устранения:
Включение в сварочную цепь емкости (конденсатора).
Включение диодно-тиристорной
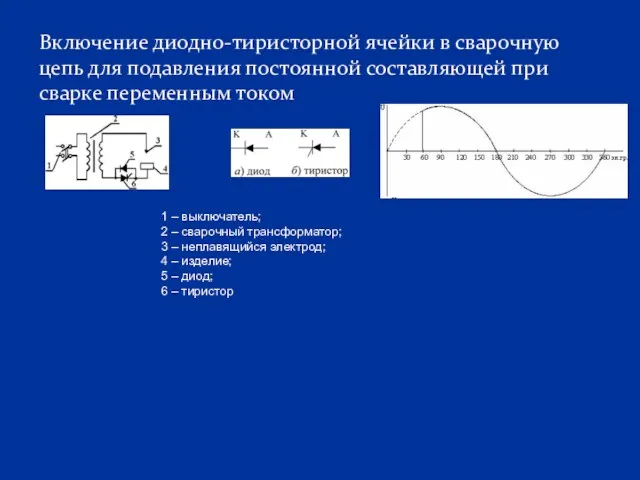
1 – выключатель;
2 – сварочный трансформатор;
3 – неплавящийся электрод;
1 – выключатель;
2 – сварочный трансформатор;
3 – неплавящийся электрод;
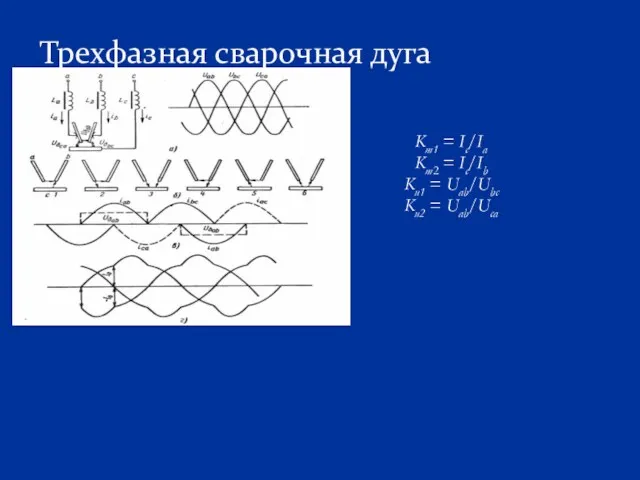
Трехфазная сварочная дуга
Km1 = Ic/Ia
Km2 = Ic/Ib
Ku1 = Uab/Ubc
Ku2
Трехфазная сварочная дуга
Km1 = Ic/Ia
Km2 = Ic/Ib
Ku1 = Uab/Ubc
Ku2

Сжатая дуга
Схемы плазмотронов
а – с изолированным соплом; б –
Сжатая дуга
Схемы плазмотронов
а – с изолированным соплом; б –
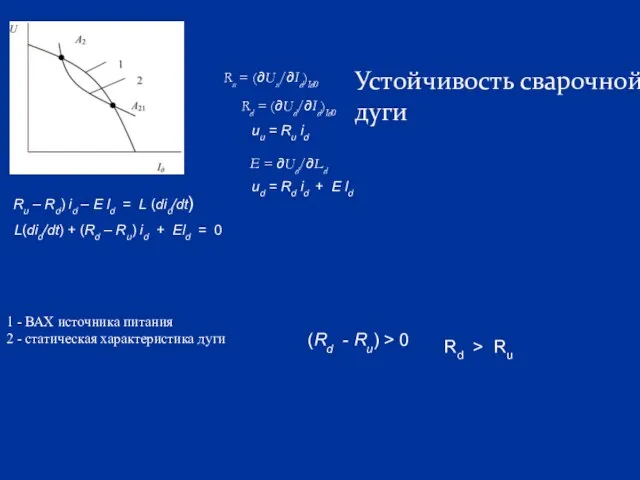
Ru = (∂Uu/∂Id)Id0
Устойчивость сварочной дуги
E = ∂Ud/∂Ld
uu = Ru id
Ru = (∂Uu/∂Id)Id0
Устойчивость сварочной дуги
E = ∂Ud/∂Ld
uu = Ru id

Перенос металла электрода
Т – общее время цикла; τ1 – время
Перенос металла электрода
Т – общее время цикла; τ1 – время

СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Трансформатором называется электромагнитный аппарат, предназначенный для преобра-зования одной первичной
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Трансформатором называется электромагнитный аппарат, предназначенный для преобра-зования одной первичной
Номинальная мощность
Номинальное напряжение
Номинальный ток
Коэффициент трансформации K = w1/w2
Номинальная мощность
Номинальное напряжение
Номинальный ток
Коэффициент трансформации K = w1/w2
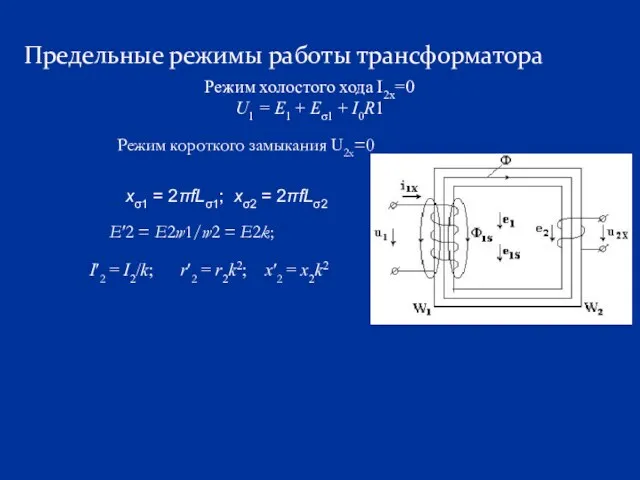
Предельные режимы работы трансформатора
Режим холостого хода I2x=0
U1 = E1 + Eσ1
Предельные режимы работы трансформатора
Режим холостого хода I2x=0
U1 = E1 + Eσ1
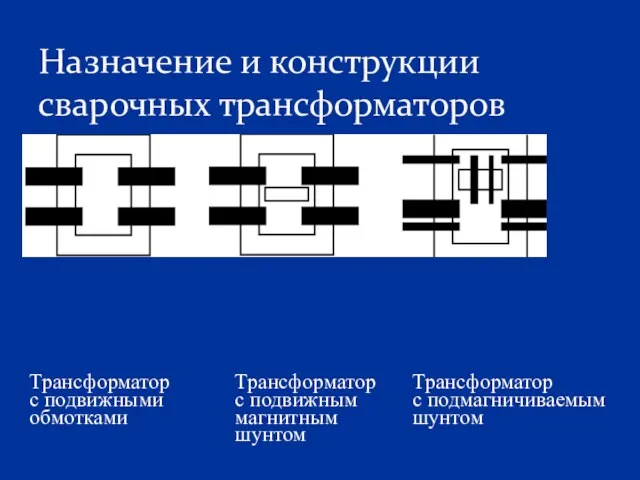
Назначение и конструкции сварочных трансформаторов
Назначение и конструкции сварочных трансформаторов
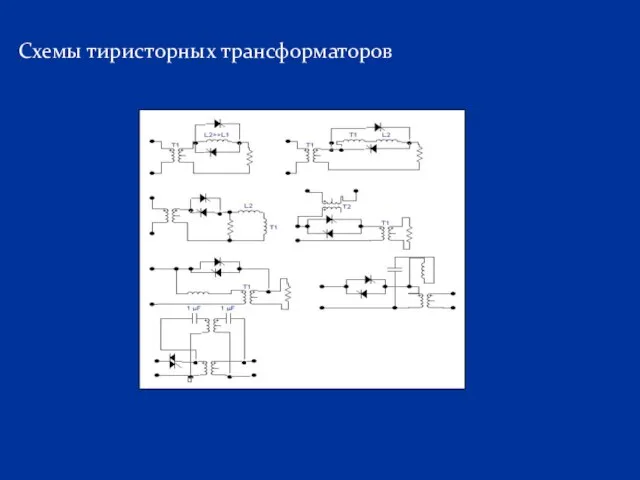
Схемы тиристорных трансформаторов
Схемы тиристорных трансформаторов
Для ручной дуговой сварки штучными электродами
Для автоматической сварки под флюсом
Для ручной дуговой сварки штучными электродами
Для автоматической сварки под флюсом

Трансформаторы для ручной дуговой сварки
Трансформатор для ручной дуговой сварки ТСБ-25
Трансформаторы для ручной дуговой сварки
Трансформатор для ручной дуговой сварки ТСБ-25
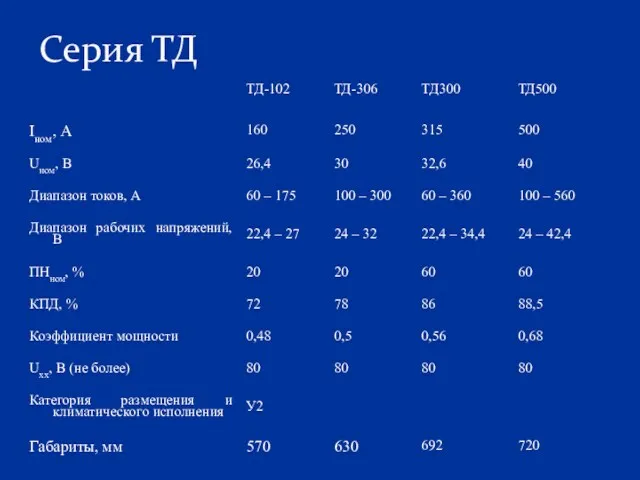
Серия ТД
Серия ТД
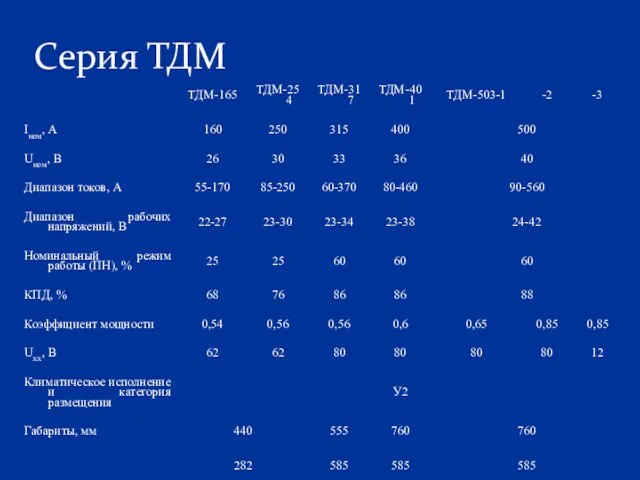
Серия ТДМ
Серия ТДМ
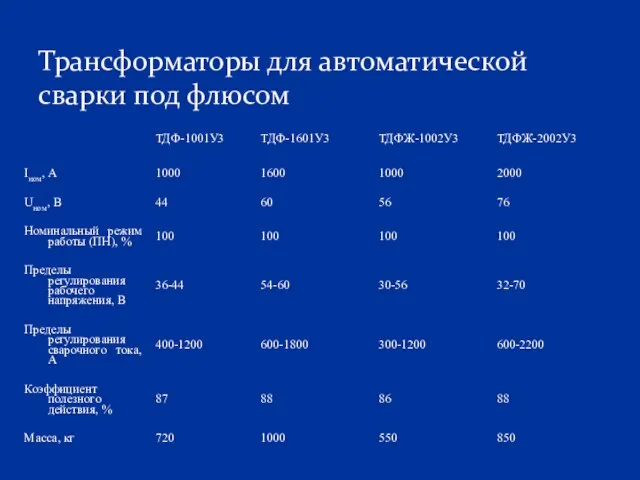
Трансформаторы для автоматической сварки под флюсом
Трансформаторы для автоматической сварки под флюсом

Трансформаторы серии ТДФ
Трансформаторы серии ТДФ

Трансформаторы серии ТДФЖ
ТДФЖ-1002
ТДФЖ -2002
Трансформаторы серии ТДФЖ
ТДФЖ-1002
ТДФЖ -2002
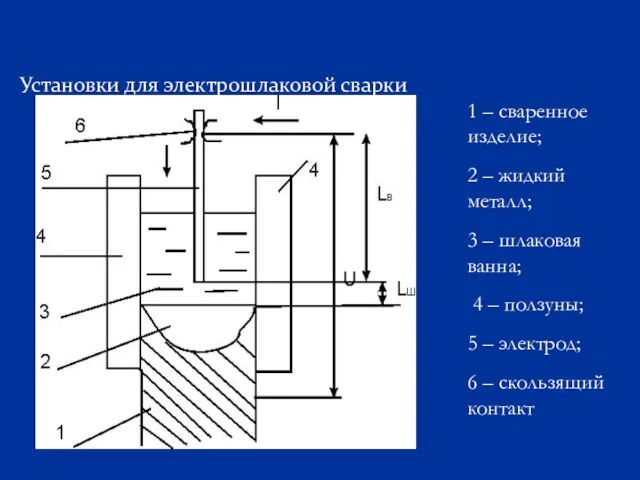
Установки для электрошлаковой сварки
1 – сваренное изделие;
2 – жидкий металл;
Установки для электрошлаковой сварки
1 – сваренное изделие;
2 – жидкий металл;
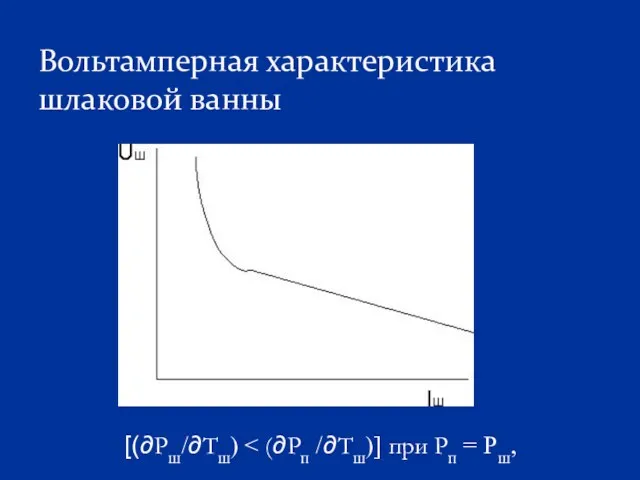
Вольтамперная характеристика шлаковой ванны
[(∂Рш/∂Тш) < (∂Рп /∂Тш)] при Рп =
Вольтамперная характеристика шлаковой ванны
[(∂Рш/∂Тш) < (∂Рп /∂Тш)] при Рп =
Способы регулирования
напряжения при ЭШС
1) С секционированными обмотками;
2) С магнитным
Способы регулирования
напряжения при ЭШС
1) С секционированными обмотками;
2) С магнитным
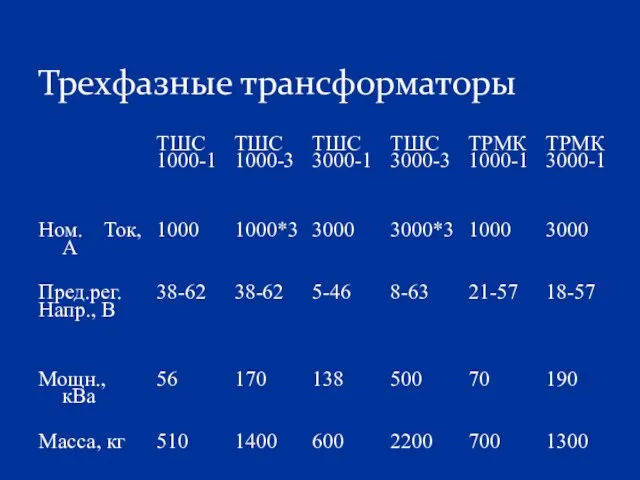
Трехфазные трансформаторы
Трехфазные трансформаторы
Способы регулирования напряжения трансформаторов для ЭШС
а) с секционированными обмотками;
б) с
Способы регулирования напряжения трансформаторов для ЭШС
а) с секционированными обмотками;
б) с
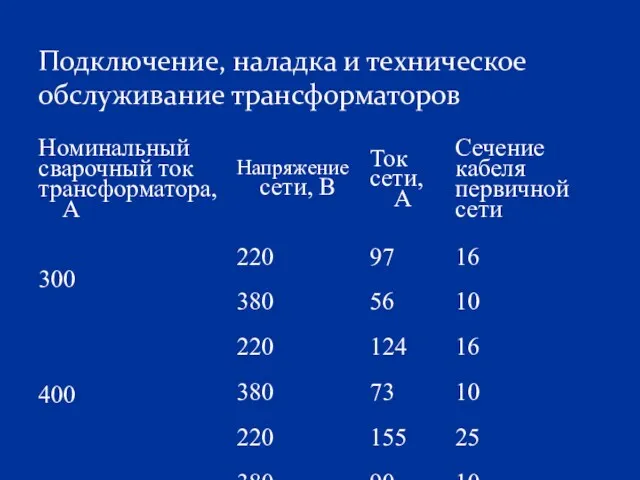
Подключение, наладка и техническое обслуживание трансформаторов
Подключение, наладка и техническое обслуживание трансформаторов

Ограничитель напряжения холостого хода трансформатора
Ограничитель напряжения холостого хода трансформатора

ВЫПРЯМИТЕЛИ ДЛЯ ДУГОВОЙ СВАРКИ
ВЫПРЯМИТЕЛИ ДЛЯ ДУГОВОЙ СВАРКИ
с падающими внешними характеристиками для ручной дуговой сварки и механизированной сварки
с падающими внешними характеристиками для ручной дуговой сварки и механизированной сварки
Трехфазная мостовая схема выпрямления
Двойная трехфазная схема с уравнительным реактором
Кольцевая
Трехфазная мостовая схема выпрямления
Двойная трехфазная схема с уравнительным реактором
Кольцевая
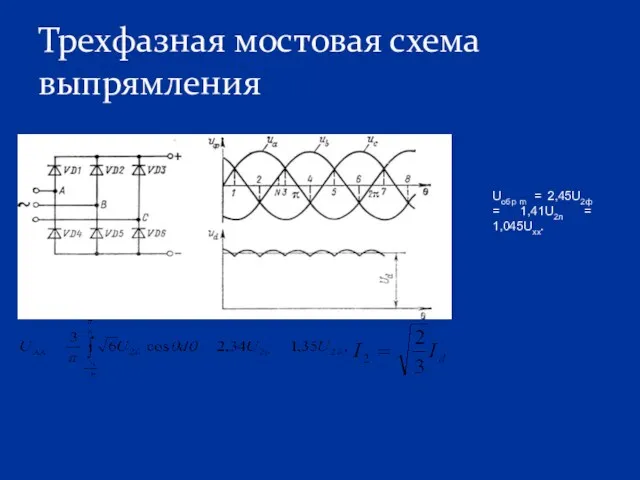
Трехфазная мостовая схема выпрямления
Uобр m = 2,45U2ф = 1,41U2л = 1,045Uхх.
Трехфазная мостовая схема выпрямления
Uобр m = 2,45U2ф = 1,41U2л = 1,045Uхх.
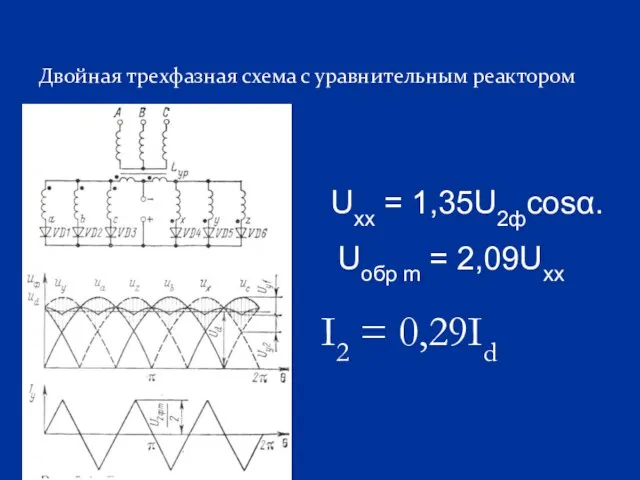
Двойная трехфазная схема с уравнительным реактором
Двойная трехфазная схема с уравнительным реактором
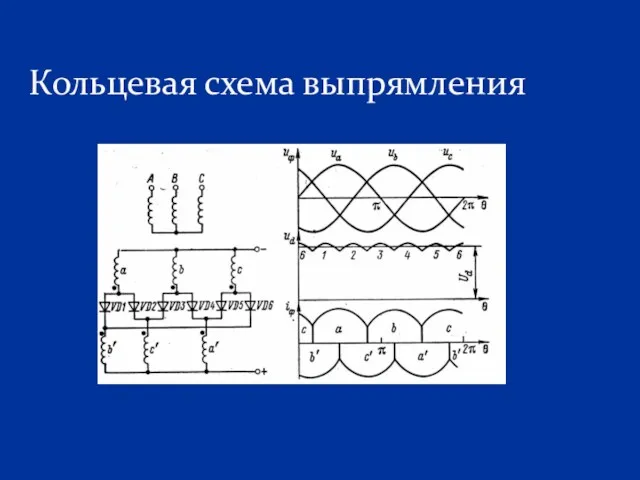
Кольцевая схема выпрямления
Кольцевая схема выпрямления
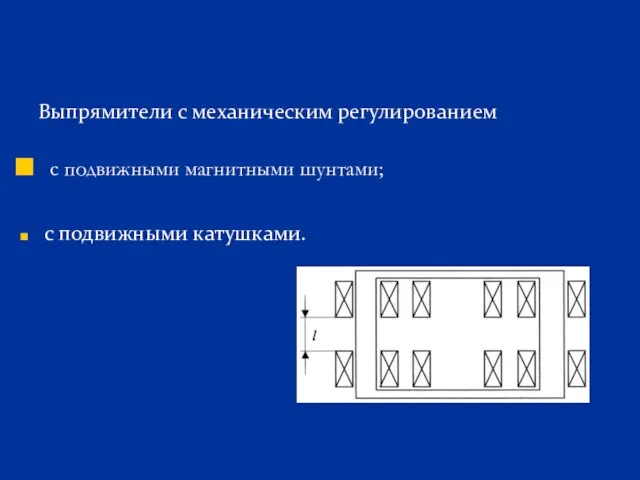
с подвижными катушками.
Выпрямители с механическим регулированием
с подвижными магнитными шунтами;
с подвижными катушками.
Выпрямители с механическим регулированием
с подвижными магнитными шунтами;
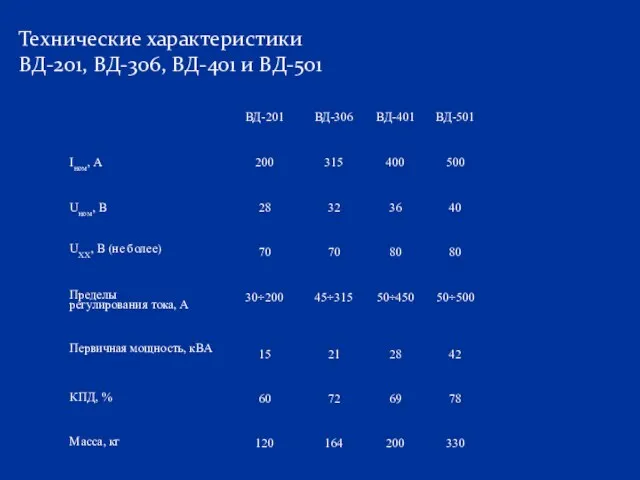
Технические характеристики
ВД-201, ВД-306, ВД-401 и ВД-501
Технические характеристики
ВД-201, ВД-306, ВД-401 и ВД-501
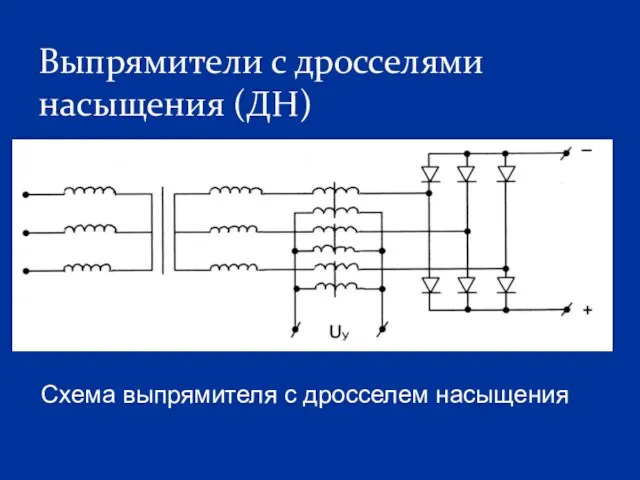
Выпрямители с дросселями насыщения (ДН)
Схема выпрямителя с дросселем насыщения
Выпрямители с дросселями насыщения (ДН)
Схема выпрямителя с дросселем насыщения
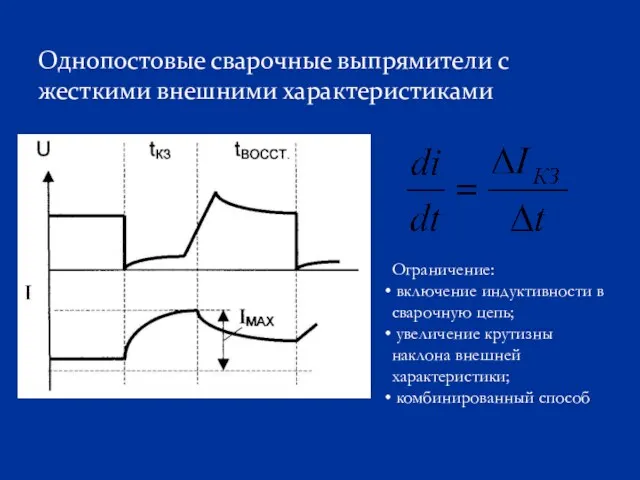
Однопостовые сварочные выпрямители с жесткими внешними характеристиками
Ограничение:
включение индуктивности в сварочную
Однопостовые сварочные выпрямители с жесткими внешними характеристиками
Ограничение:
включение индуктивности в сварочную

Выпрямители со ступенчатым регулированием выходного напряжения
Выпрямители со ступенчатым регулированием выходного напряжения
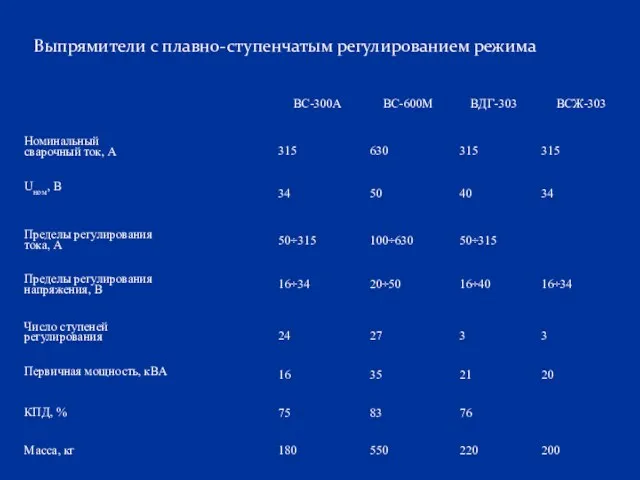
Выпрямители с плавно-ступенчатым регулированием режима
Выпрямители с плавно-ступенчатым регулированием режима

Однопостовые тиристорные сварочные выпрямители
Т – трансформатор;
СТВ – силовой тиристорный
Однопостовые тиристорные сварочные выпрямители
Т – трансформатор;
СТВ – силовой тиристорный
ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Транзисторный инвертор
Транзисторный инвертор
Тиристорный инвертор
Тиристорный инвертор
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
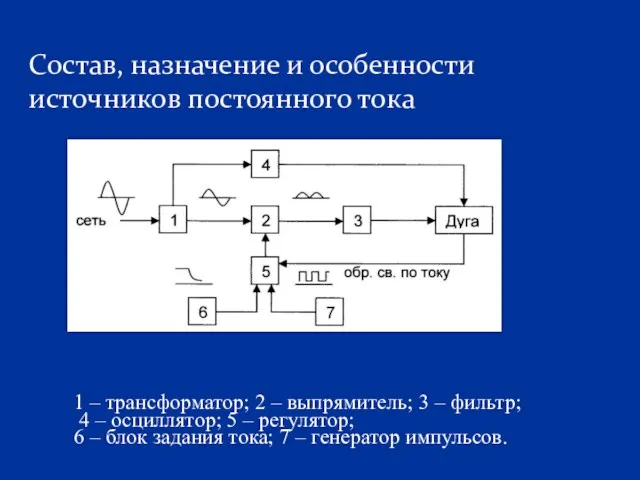
Состав, назначение и особенности источников постоянного тока
Состав, назначение и особенности источников постоянного тока
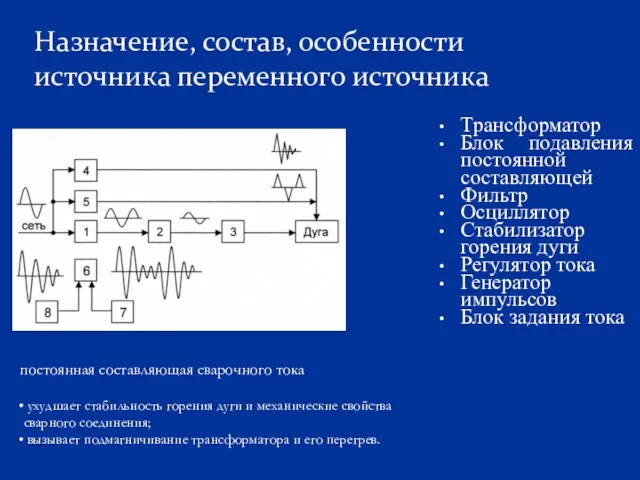
Назначение, состав, особенности источника переменного источника
постоянная составляющая сварочного тока
Назначение, состав, особенности источника переменного источника
постоянная составляющая сварочного тока
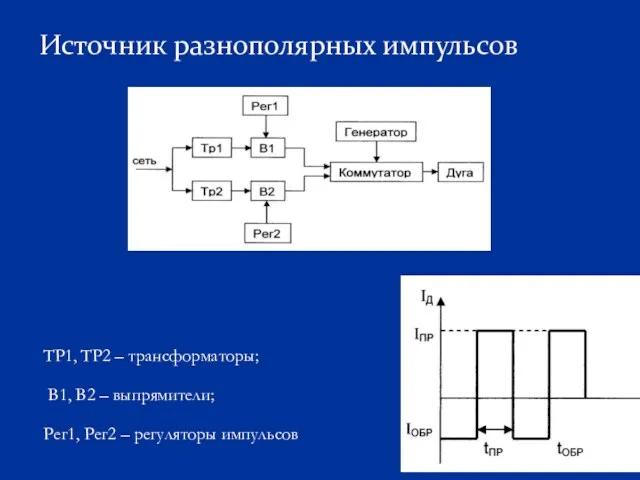
Источник разнополярных импульсов
ТР1, ТР2 – трансформаторы;
В1, В2 – выпрямители;
Источник разнополярных импульсов
ТР1, ТР2 – трансформаторы;
В1, В2 – выпрямители;
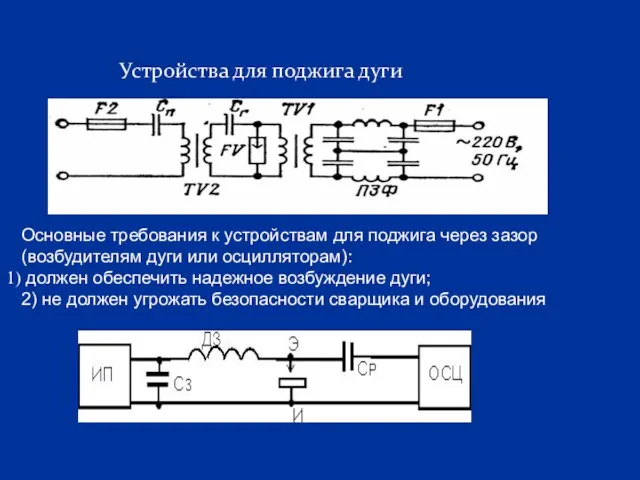
Устройства для поджига дуги
Основные требования к устройствам для поджига через
Устройства для поджига дуги
Основные требования к устройствам для поджига через

Стабилизаторы горения дуги
принципиальная схема стабилизатора горения дуги.
Стабилизаторы горения дуги
принципиальная схема стабилизатора горения дуги.
ЦИКЛ СВАРКИ
Блок цикла сварки обеспечивает:
включение цикла по команде оператора;
включение
ЦИКЛ СВАРКИ
Блок цикла сварки обеспечивает:
включение цикла по команде оператора;
включение

СВАРОЧНЫЕ ПОЛУАВТОМАТЫ
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ

Исполнение по способу защиты зоны дуги
Исполнение по способу защиты зоны дуги
по виду проволоки (сплошной, порошковой)
по способу охлаждения горелки (воздушное, водяное),
по виду проволоки (сплошной, порошковой)
по способу охлаждения горелки (воздушное, водяное),
1)механизм подачи электродной проволоки;
2)блок (аппаратура) управления;
3)сварочная горелка;
4)источник питания;
5)система подачи защитного газа;
6)щитки,
1)механизм подачи электродной проволоки;
2)блок (аппаратура) управления;
3)сварочная горелка;
4)источник питания;
5)система подачи защитного газа;
6)щитки,
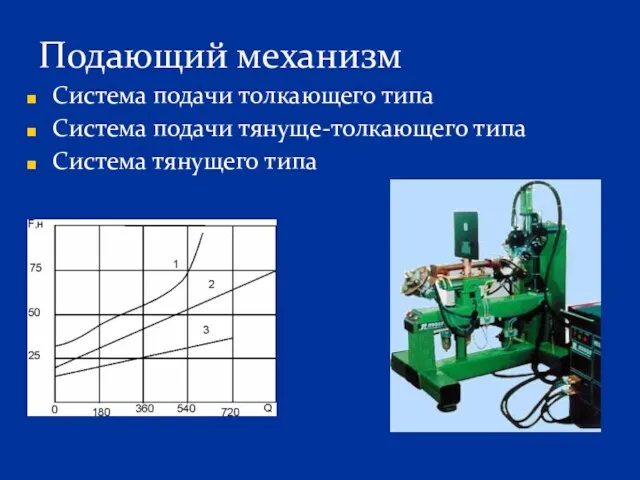
Система подачи толкающего типа
Система подачи тянуще-толкающего типа
Система тянущего типа
Система подачи толкающего типа
Система подачи тянуще-толкающего типа
Система тянущего типа
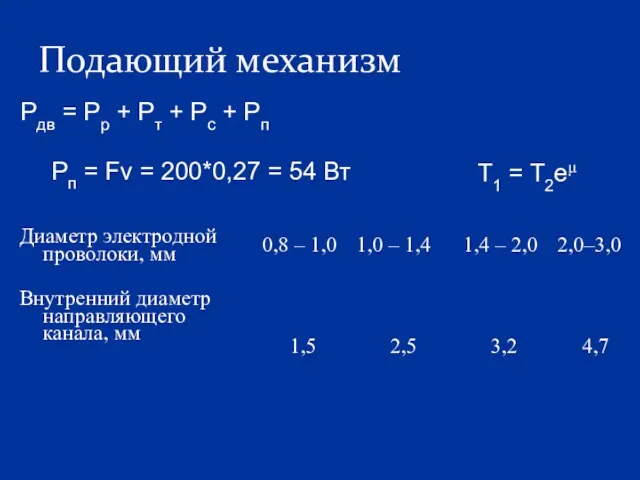
Подающий механизм
Рдв = Рр + Рт + Рс + Рп
Рп
Подающий механизм
Рдв = Рр + Рт + Рс + Рп
Рп
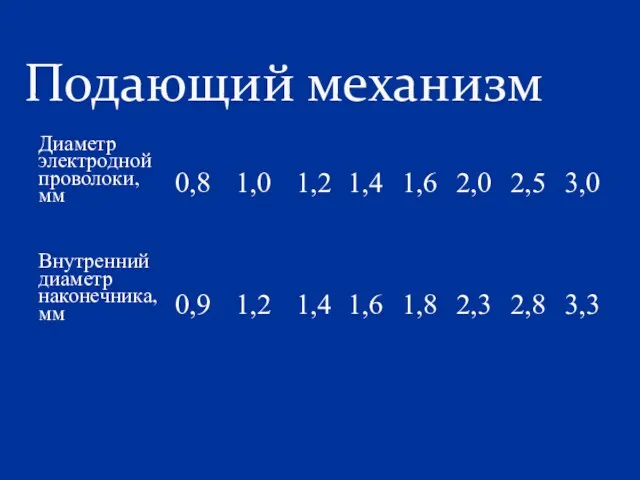
Подающий механизм
Подающий механизм
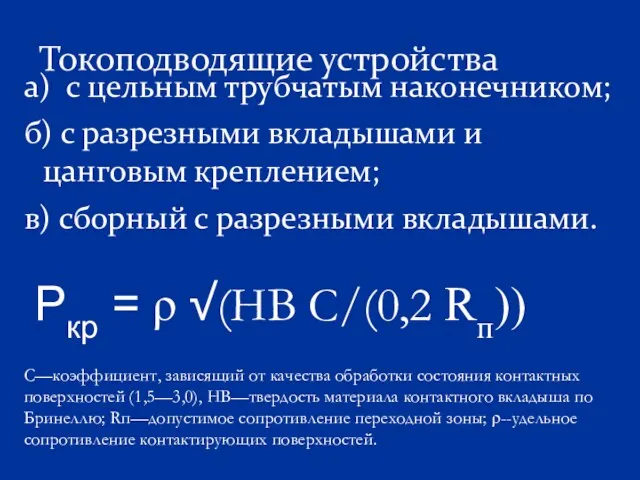
а) с цельным трубчатым наконечником;
б) с разрезными вкладышами и цанговым креплением;
в)
а) с цельным трубчатым наконечником;
б) с разрезными вкладышами и цанговым креплением;
в)
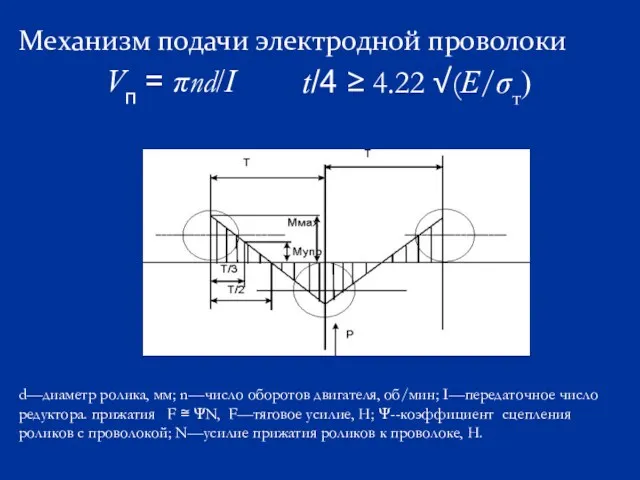
Механизм подачи электродной проволоки
Vп = πnd/I
t/4 ≥ 4.22 √(E/σт)
d—диаметр
Механизм подачи электродной проволоки
Vп = πnd/I
t/4 ≥ 4.22 √(E/σт)
d—диаметр

Сварочные горелки
ГДПГ
Сварочные горелки
ГДПГ

СВАРОЧНЫЕ ГЕНЕРАТОРЫ, ПРЕОБРАЗОВАТЕЛИ И АГРЕГАТЫ
СВАРОЧНЫЕ ГЕНЕРАТОРЫ, ПРЕОБРАЗОВАТЕЛИ И АГРЕГАТЫ
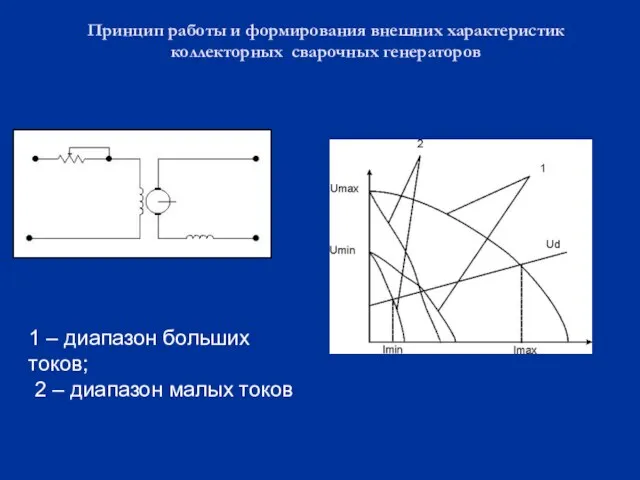
Принцип работы и формирования внешних характеристик коллекторных сварочных генераторов
1 –
Принцип работы и формирования внешних характеристик коллекторных сварочных генераторов
1 –
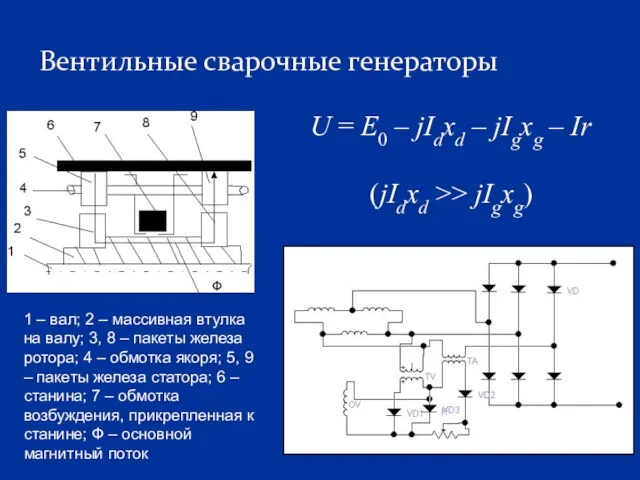
Вентильные сварочные генераторы
U = E0 – jIdxd – jIgxg –
Вентильные сварочные генераторы
U = E0 – jIdxd – jIgxg –
Преобразователи типов ПСО-315МУ2, ПСО-300-2У2 и ПД-502
Преобразователь типа ПСГ-500-1У3
Сварочный преобразователь
Преобразователи типов ПСО-315МУ2, ПСО-300-2У2 и ПД-502
Преобразователь типа ПСГ-500-1У3
Сварочный преобразователь
двигатель внутреннего сгорания;
сварочный генератор;
пульт управления с контрольно-измерительными приборами;
реостат
двигатель внутреннего сгорания;
сварочный генератор;
пульт управления с контрольно-измерительными приборами;
реостат
Продолжительный режим работы
Повторно-кратковременный режим
РЕЖИМЫ РАБОТЫ СВАРОЧНОГО ОБОРУДОВАНИЯ
Тр—время работы; Тп—время
Продолжительный режим работы
Повторно-кратковременный режим
РЕЖИМЫ РАБОТЫ СВАРОЧНОГО ОБОРУДОВАНИЯ
Тр—время работы; Тп—время
Конструктивные параметры источников питания для дуговой сварки, климатические исполнения, категории размещения,
Конструктивные параметры источников питания для дуговой сварки, климатические исполнения, категории размещения,
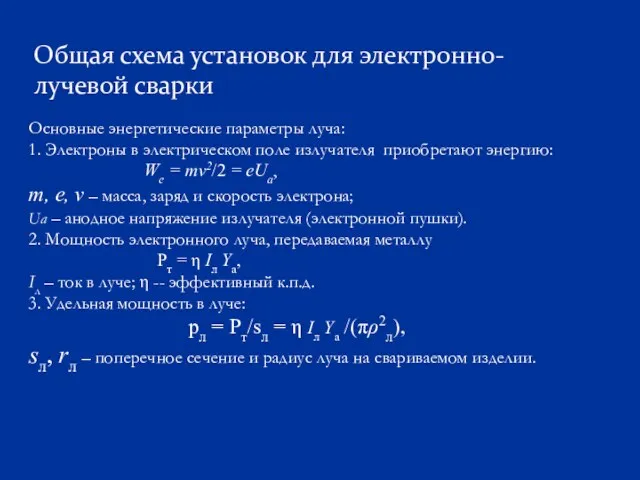
Общая схема установок для электронно-лучевой сварки
Основные энергетические параметры луча:
1. Электроны
Общая схема установок для электронно-лучевой сварки
Основные энергетические параметры луча:
1. Электроны
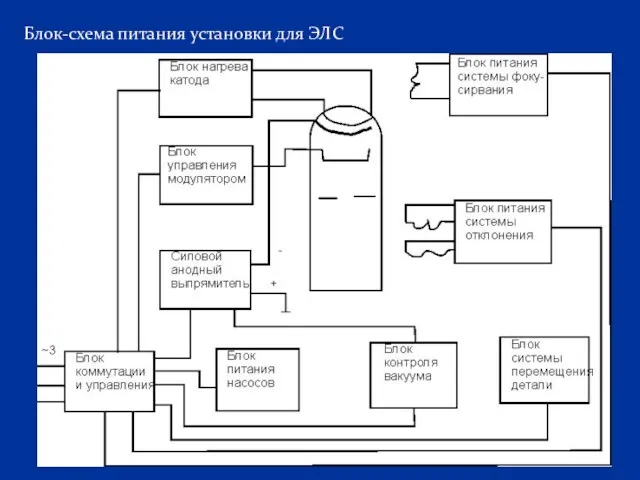
Блок-схема питания установки для ЭЛС
Блок-схема питания установки для ЭЛС
 Самоиндукция. Индуктивность
Самоиндукция. Индуктивность Частотно – регулируемый асинхронный электропривод
Частотно – регулируемый асинхронный электропривод Правотворчество и формирование закона
Правотворчество и формирование закона Деревянные балки в покрытиях и перекрытиях
Деревянные балки в покрытиях и перекрытиях Сердечнолегочная реанимация у детей
Сердечнолегочная реанимация у детей Конкурентные преимущества Raw Life Protein
Конкурентные преимущества Raw Life Protein Роль родного языка и речи в развитии ребенка
Роль родного языка и речи в развитии ребенка НУЗ Дорожная клиническая больница ОАО РЖД. Преимущества на рынке медицинских услуг
НУЗ Дорожная клиническая больница ОАО РЖД. Преимущества на рынке медицинских услуг Организация контроля на уроках информатики
Организация контроля на уроках информатики Approaches. Discussion
Approaches. Discussion Таблица умножения и деления на 2
Таблица умножения и деления на 2 Импульс тела. Закон сохранения импульса. Реактивное движение
Импульс тела. Закон сохранения импульса. Реактивное движение Право на образование
Право на образование Старая Уфа
Старая Уфа Доказательная медицина. Формулярная система. Фармакоэпидемиология
Доказательная медицина. Формулярная система. Фармакоэпидемиология Казань - спортивная столица
Казань - спортивная столица Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся
Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся  Разработка GIF-анимации через Photoshop
Разработка GIF-анимации через Photoshop Основні симптоми та синдроми при цукровому діабеті
Основні симптоми та синдроми при цукровому діабеті Неопределенные местоимения
Неопределенные местоимения Системы двух линейных уравнений с двумя переменными, как математические модели реальных ситуаций. 7 класс
Системы двух линейных уравнений с двумя переменными, как математические модели реальных ситуаций. 7 класс Колядки
Колядки Грыжи. Классификация грыж
Грыжи. Классификация грыж Методы исследования механической активности сердца
Методы исследования механической активности сердца Производство облицовочных работ
Производство облицовочных работ Ресторан BigMama
Ресторан BigMama Психические и поведенческие расстройства в результате употребления летучих растворителей (ингалянтов)
Психические и поведенческие расстройства в результате употребления летучих растворителей (ингалянтов) Презентация проекта Волшебная пуговица.
Презентация проекта Волшебная пуговица.