- Классификация процессов формообразования деталей холодным деформированием

Содержание
- 3. При холодном деформировании происходит изменение параметров кристаллической решетки, увеличивается концентрация дислокаций, происходит накопление энергии. Холодная деформация
- 4. Классификация процессов формообразования деталей холодным деформированием
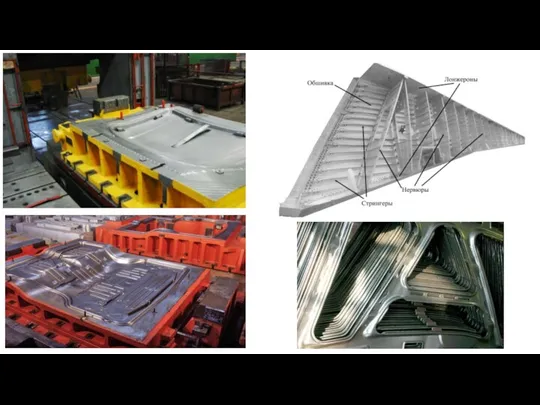
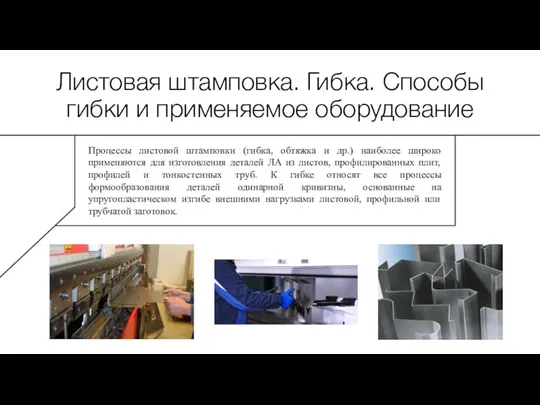
- 5. Листовая штамповка. Гибка. Способы гибки и применяемое оборудование Процессы листовой штамповки (гибка, обтяжка и др.) наиболее
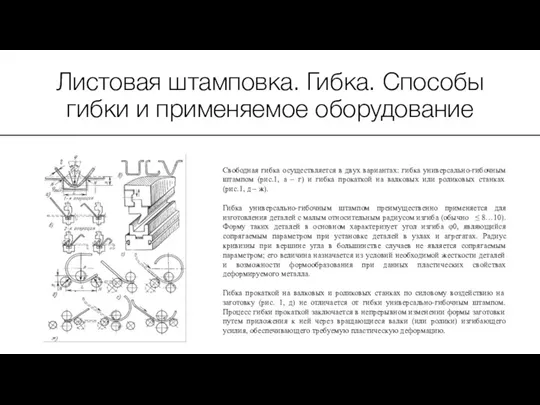
- 6. Листовая штамповка. Гибка. Способы гибки и применяемое оборудование Свободная гибка осуществляется в двух вариантах: гибка универсально-гибочным
- 7. Листовая штамповка. Гибка. Способы гибки и применяемое оборудование Станки, изготовленные по асимметричной схеме, должны обладать повышенной
- 8. Листовая штамповка. Гибка. Особенности гибки труб При гибке трубы ее сечение искажается и принимает эллиптическую форму.
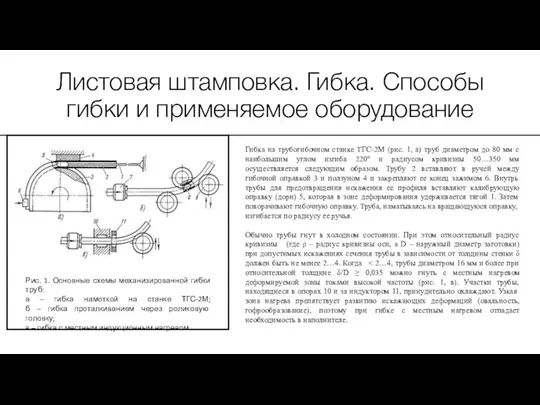
- 9. Листовая штамповка. Гибка. Способы гибки и применяемое оборудование Гибка на трубогибочном станке ТГС-2М (рис. 1, а)
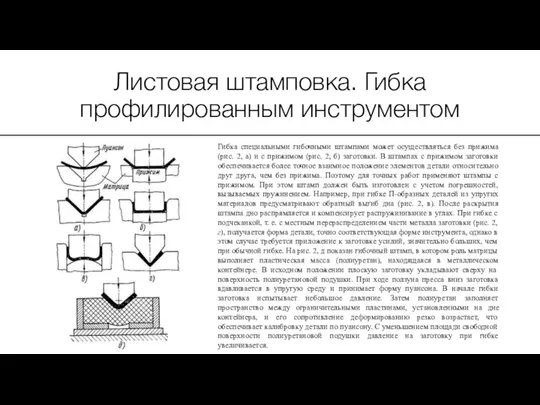
- 10. Листовая штамповка. Гибка профилированным инструментом Гибка специальными гибочными штампами может осуществляться без прижима (рис. 2, а)
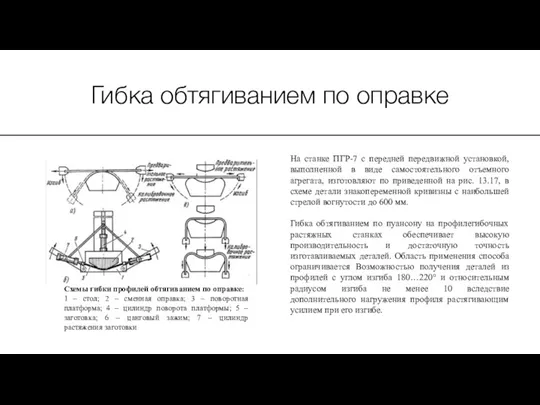
- 11. Гибка обтягиванием по оправке Схемы гибки профилей обтягиванием по оправке: 1 – стол; 2 – сменная
- 13. Скачать презентацию
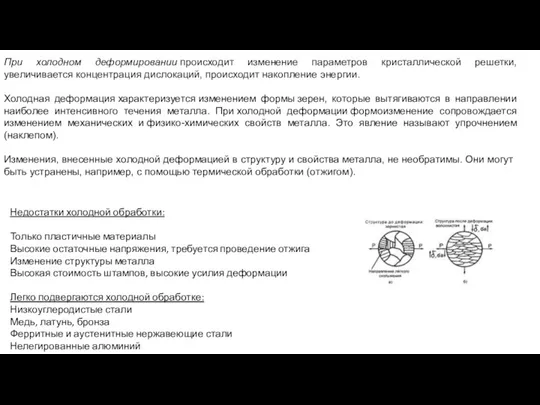
При холодном деформировании происходит изменение параметров кристаллической решетки, увеличивается концентрация дислокаций, происходит
При холодном деформировании происходит изменение параметров кристаллической решетки, увеличивается концентрация дислокаций, происходит
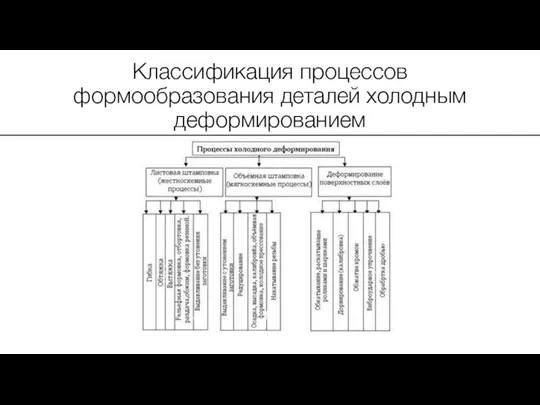
Классификация процессов формообразования деталей холодным деформированием
Классификация процессов формообразования деталей холодным деформированием
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Процессы листовой штамповки (гибка,
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Процессы листовой штамповки (гибка,
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Свободная гибка осуществляется в
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Свободная гибка осуществляется в

Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Станки, изготовленные по асимметричной
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Станки, изготовленные по асимметричной

Листовая штамповка. Гибка. Особенности гибки труб
При гибке трубы ее сечение искажается
Листовая штамповка. Гибка. Особенности гибки труб
При гибке трубы ее сечение искажается
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Гибка на трубогибочном станке
Листовая штамповка. Гибка. Способы гибки и применяемое оборудование
Гибка на трубогибочном станке
Листовая штамповка. Гибка профилированным инструментом
Гибка специальными гибочными штампами может осуществляться без
Листовая штамповка. Гибка профилированным инструментом
Гибка специальными гибочными штампами может осуществляться без
Гибка обтягиванием по оправке
Схемы гибки профилей обтягиванием по оправке:
1 –
Гибка обтягиванием по оправке
Схемы гибки профилей обтягиванием по оправке:
1 –
 В гостях у сказки. Заюшкина избушка
В гостях у сказки. Заюшкина избушка Всероссийский конкурс исследовательских краеведческих работ учащихся Отечество.
Всероссийский конкурс исследовательских краеведческих работ учащихся Отечество. Работа с родителями
Работа с родителями презентация к конкурсному выступлению на педсовете
презентация к конкурсному выступлению на педсовете Архитектурные конструкции малоэтажных зданий
Архитектурные конструкции малоэтажных зданий Водные богатства
Водные богатства Турнир знатоков для 8 – 9 классов
Турнир знатоков для 8 – 9 классов Презентация Работа старшего воспитателя с педагогами в межаттестационный период
Презентация Работа старшего воспитателя с педагогами в межаттестационный период Класс Насекомые
Класс Насекомые Конструкция теплообменников
Конструкция теплообменников Қыз балалар гинекологиясының негіздері
Қыз балалар гинекологиясының негіздері Поливинилхлорид. Поливинилхлоридтің сипаты. • Поливинилхлоридтің физикалық қасиеттері. • Тұрмыста және әр салада қолданылуы
Поливинилхлорид. Поливинилхлоридтің сипаты. • Поливинилхлоридтің физикалық қасиеттері. • Тұрмыста және әр салада қолданылуы Автолет: грузовое такси. Инструкция по использованию мобильного приложения
Автолет: грузовое такси. Инструкция по использованию мобильного приложения Функциональная структура психики
Функциональная структура психики Diabetul. Alimentatia diabet zaharat
Diabetul. Alimentatia diabet zaharat А. Платонов Ещё мама 15 ап
А. Платонов Ещё мама 15 ап Antenna Magus
Antenna Magus Этил спирті
Этил спирті Станки шлифовальной группы
Станки шлифовальной группы Палау Республикасы
Палау Республикасы Классный час Правила поведения в школе.ppt
Классный час Правила поведения в школе.ppt Аяқ астынан болатын өлімнің алдын-алу үшін тағайындалатын дәрілік препараттар: заманауи гиполипидемиялық дәрілер
Аяқ астынан болатын өлімнің алдын-алу үшін тағайындалатын дәрілік препараттар: заманауи гиполипидемиялық дәрілер Организация производственных процессов с использованием поточных линий
Организация производственных процессов с использованием поточных линий Проектирование электрооборудования резьбонарезного автомата 5А993
Проектирование электрооборудования резьбонарезного автомата 5А993 Сотрудничество школы и вуза как условие успешной подготовки педагогов
Сотрудничество школы и вуза как условие успешной подготовки педагогов Подросток и наркотики
Подросток и наркотики Материалы, заготовки и комплектующие в производстве КДК
Материалы, заготовки и комплектующие в производстве КДК Разработка родительского собрания Наши дети не для насилия
Разработка родительского собрания Наши дети не для насилия