- Контроль качества отливок

Содержание
- 2. Этапы контроля качества в литейном производстве Контроль качества в литейном производстве проводится на всех этапах изготовления
- 3. Контроль качества готовых отливок Согласно ГОСТ 15467-79 “Управление качеством продукции. Основные понятия. Термины и определения” дефектом
- 4. Контроль качества готовых отливок Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
- 5. Основные виды контроля отливок Контроль размерной точности Контроль внешнего вида и качества поверхности отливок Контроль химического
- 6. Контроль размерной точности Отливки проверяют на соответствие их ГОСТ Р 53464-2009 “Отливки из металлов и сплавов.
- 7. Контроль химического состава Отлитые образцы или стружку отливки проверяют в лаборатории методом химического или спектрального анализа.
- 8. Испытание на гидропроницаемость Испытание проводят на стендах. В испытываемую полость наливают жидкость (воду, керосин) до требуемого
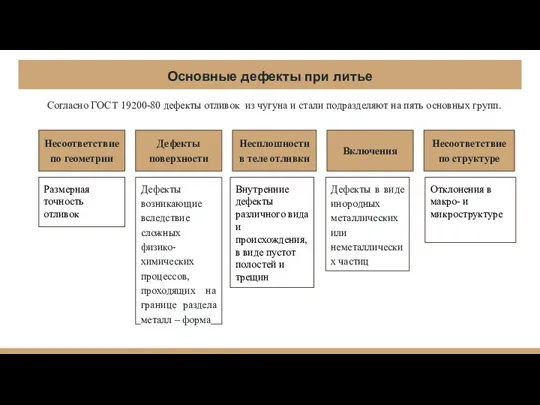
- 9. Основные дефекты при литье Согласно ГОСТ 19200-80 дефекты отливок из чугуна и стали подразделяют на пять
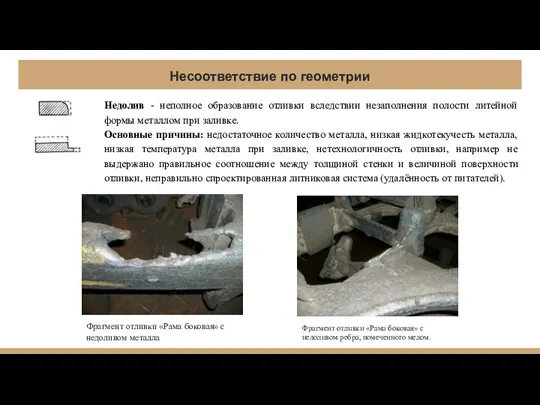
- 10. Несоответствие по геометрии Недолив - неполное образование отливки вследствии незаполнения полости литейной формы металлом при заливке.
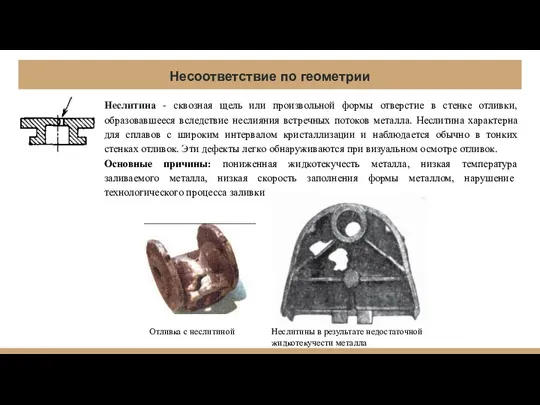
- 11. Несоответствие по геометрии Неслитина - сквозная щель или произвольной формы отверстие в стенке отливки, образовавшееся вследствие
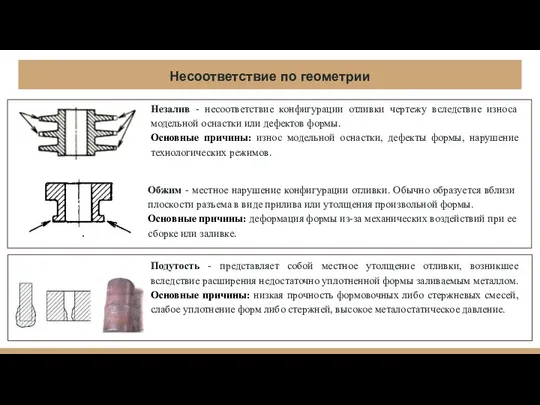
- 12. Несоответствие по геометрии Обжим - местное нарушение конфигурации отливки. Обычно образуется вблизи плоскости разъема в виде
- 13. Несоответствие по геометрии Перекос (сдвиг) - дефект в виде смещения одной части отливки относительно осей или
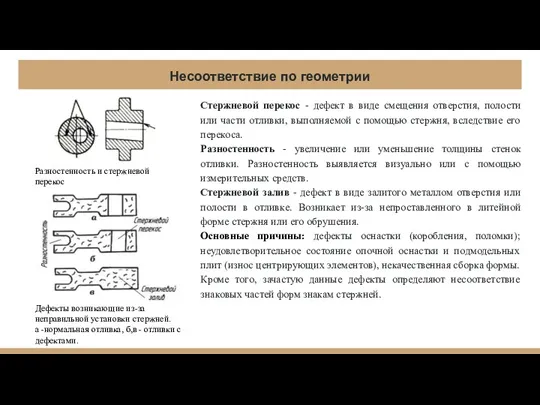
- 14. Несоответствие по геометрии Стержневой перекос - дефект в виде смещения отверстия, полости или части отливки, выполняемой
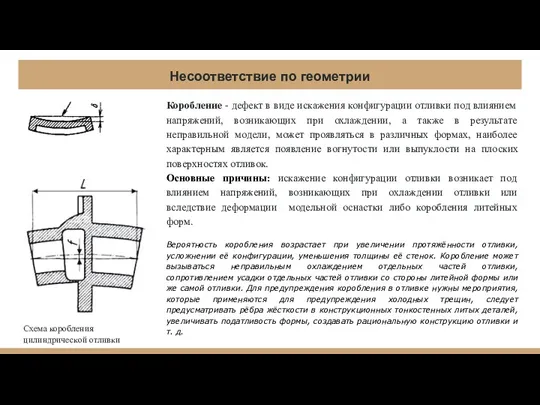
- 15. Несоответствие по геометрии Коробление - дефект в виде искажения конфигурации отливки под влиянием напряжений, возникающих при
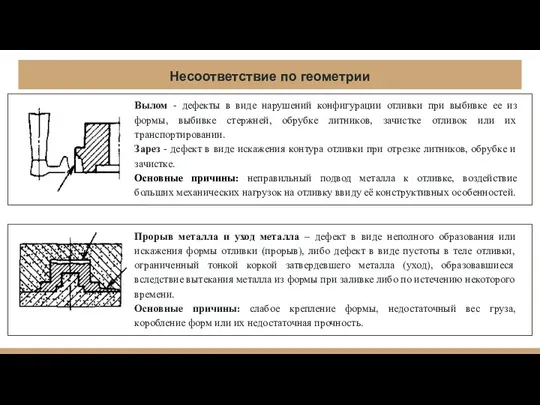
- 16. Несоответствие по геометрии Вылом - дефекты в виде нарушений конфигурации отливки при выбивке ее из формы,
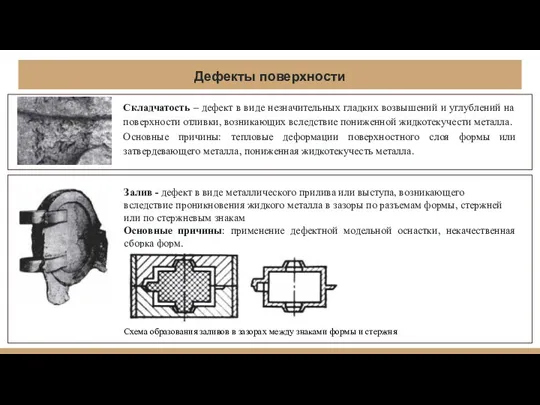
- 17. Дефекты поверхности Складчатость – дефект в виде незначительных гладких возвышений и углублений на поверхности отливки, возникающих
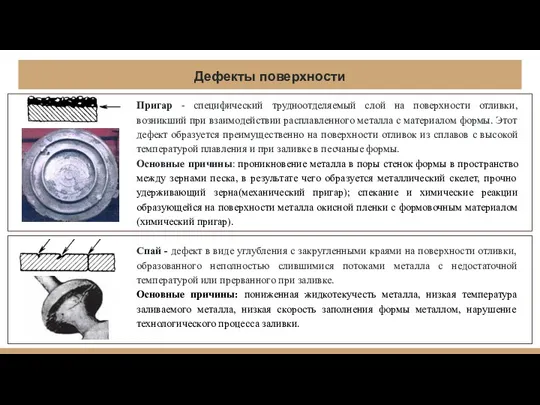
- 18. Дефекты поверхности Пригар - специфический трудноотделяемый слой на поверхности отливки, возникший при взаимодействии расплавленного металла с
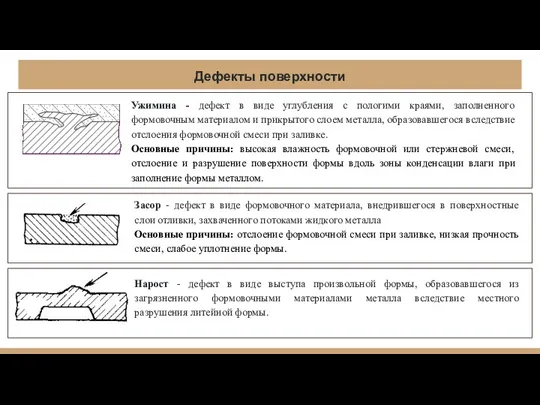
- 19. Дефекты поверхности Ужимина - дефект в виде углубления с пологими краями, заполненного формовочным материалом и прикрытого
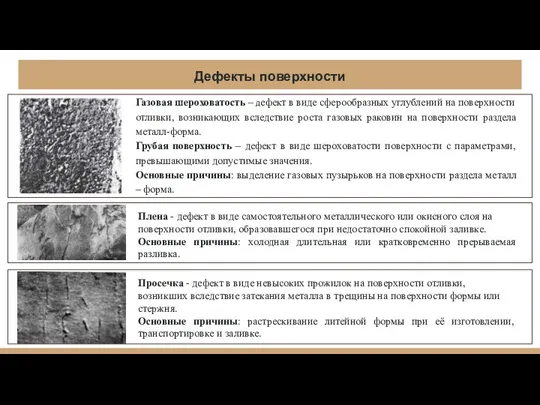
- 20. Дефекты поверхности Газовая шероховатость – дефект в виде сферообразных углублений на поверхности отливки, возникающих вследствие роста
- 21. Дефекты поверхности Поверхностное повреждение – случайные повреждения поверхности во время выбивки отливок или транспортирования. При этом
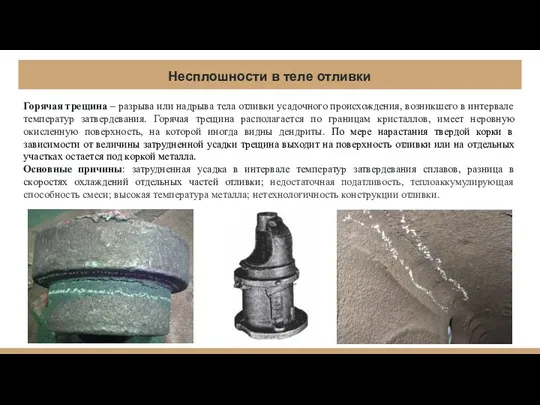
- 22. Несплошности в теле отливки Горячая трещина – разрыва или надрыва тела отливки усадочного происхождения, возникшего в
- 23. Несплошности в теле отливки Холодная трещина – дефект в виде разрыва тела затвердевшей отливки, отличается сравнительно
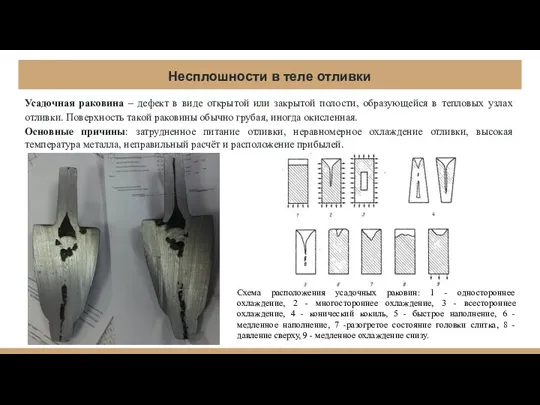
- 24. Несплошности в теле отливки Усадочная раковина – дефект в виде открытой или закрытой полости, образующейся в
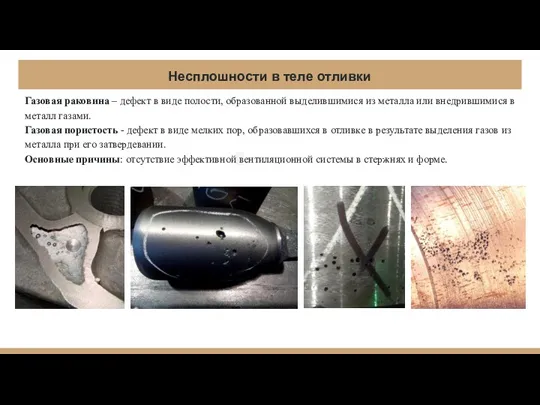
- 25. Несплошности в теле отливки Газовая раковина – дефект в виде полости, образованной выделившимися из металла или
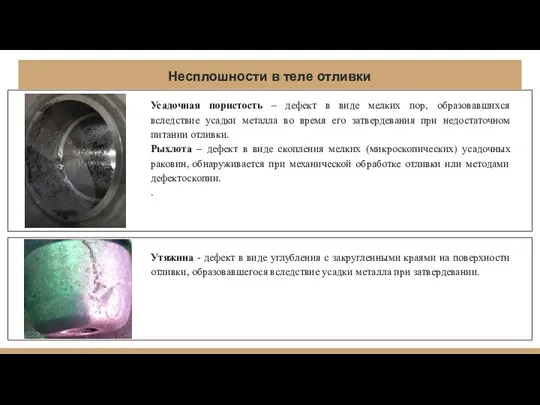
- 26. Несплошности в теле отливки Усадочная пористость – дефект в виде мелких пор, образовавшихся вследствие усадки металла
- 27. Несплошности в теле отливки Песчаная раковина - полость, частично или полностью заполненная формовочным материалом. . Шлаковая
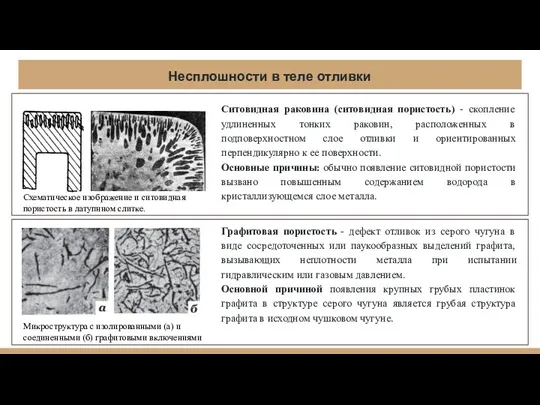
- 28. Несплошности в теле отливки Ситовидная раковина (ситовидная пористость) - скопление удлиненных тонких раковин, расположенных в подповерхностном
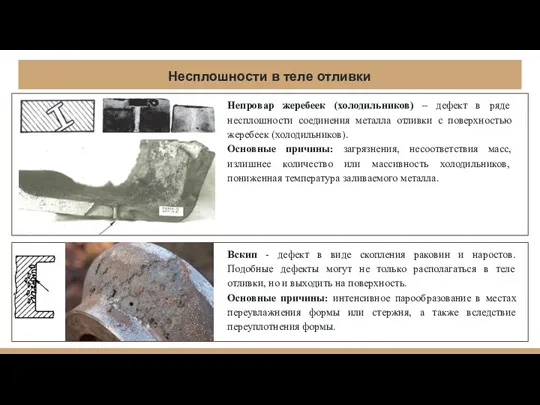
- 29. Несплошности в теле отливки Непровар жеребеек (холодильников) – дефект в ряде несплошности соединения металла отливки с
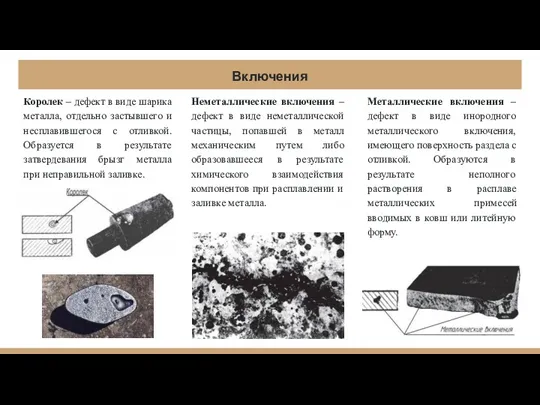
- 30. Включения Неметаллические включения – дефект в виде неметаллической частицы, попавшей в металл механическим путем либо образовавшееся
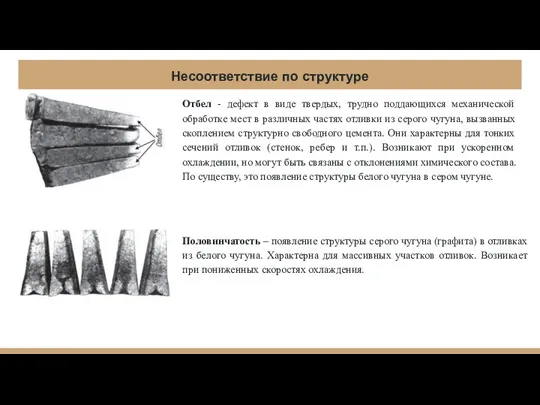
- 31. Несоответствие по структуре Отбел - дефект в виде твердых, трудно поддающихся механической обработке мест в различных
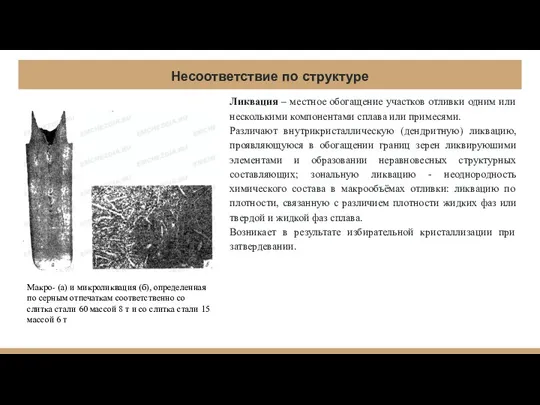
- 32. Несоответствие по структуре Ликвация – местное обогащение участков отливки одним или несколькими компонентами сплава или примесями.
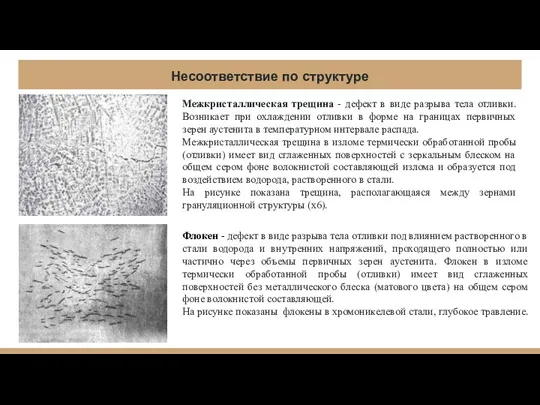
- 33. Несоответствие по структуре Межкристаллическая трещина - дефект в виде разрыва тела отливки. Возникает при охлаждении отливки
- 35. Скачать презентацию
Этапы контроля качества в литейном производстве
Контроль качества в литейном производстве проводится
Этапы контроля качества в литейном производстве
Контроль качества в литейном производстве проводится
Контроль качества готовых отливок
Согласно ГОСТ 15467-79 “Управление качеством продукции. Основные понятия.
Контроль качества готовых отливок
Согласно ГОСТ 15467-79 “Управление качеством продукции. Основные понятия.
Контроль качества готовых отливок
Устранимость или неустранимость дефекта определяют применительно к конкретным
Контроль качества готовых отливок
Устранимость или неустранимость дефекта определяют применительно к конкретным
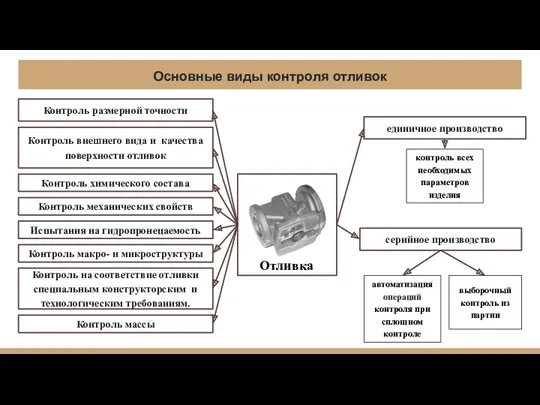
Основные виды контроля отливок
Контроль размерной точности
Контроль внешнего вида и качества поверхности
Основные виды контроля отливок
Контроль размерной точности
Контроль внешнего вида и качества поверхности
Контроль размерной точности
Отливки проверяют на соответствие их ГОСТ Р 53464-2009 “Отливки
Контроль размерной точности
Отливки проверяют на соответствие их ГОСТ Р 53464-2009 “Отливки
Контроль химического состава
Отлитые образцы или стружку отливки проверяют в лаборатории методом
Контроль химического состава
Отлитые образцы или стружку отливки проверяют в лаборатории методом
Испытание на гидропроницаемость
Испытание проводят на стендах. В испытываемую полость наливают жидкость
Испытание на гидропроницаемость
Испытание проводят на стендах. В испытываемую полость наливают жидкость
Основные дефекты при литье
Согласно ГОСТ 19200-80 дефекты отливок из чугуна и
Основные дефекты при литье
Согласно ГОСТ 19200-80 дефекты отливок из чугуна и
Несоответствие по геометрии
Недолив - неполное образование отливки вследствии незаполнения полости литейной
Несоответствие по геометрии
Недолив - неполное образование отливки вследствии незаполнения полости литейной
Несоответствие по геометрии
Неслитина - сквозная щель или произвольной формы отверстие в
Несоответствие по геометрии
Неслитина - сквозная щель или произвольной формы отверстие в
Несоответствие по геометрии
Обжим - местное нарушение конфигурации отливки. Обычно образуется вблизи
Несоответствие по геометрии
Обжим - местное нарушение конфигурации отливки. Обычно образуется вблизи

Несоответствие по геометрии
Перекос (сдвиг) - дефект в виде смещения одной части
Несоответствие по геометрии
Перекос (сдвиг) - дефект в виде смещения одной части
Несоответствие по геометрии
Стержневой перекос - дефект в виде смещения отверстия, полости
Несоответствие по геометрии
Стержневой перекос - дефект в виде смещения отверстия, полости
Несоответствие по геометрии
Коробление - дефект в виде искажения конфигурации отливки под
Несоответствие по геометрии
Коробление - дефект в виде искажения конфигурации отливки под
Несоответствие по геометрии
Вылом - дефекты в виде нарушений конфигурации отливки при
Несоответствие по геометрии
Вылом - дефекты в виде нарушений конфигурации отливки при
Дефекты поверхности
Складчатость – дефект в виде незначительных гладких возвышений и углублений
Дефекты поверхности
Складчатость – дефект в виде незначительных гладких возвышений и углублений
Дефекты поверхности
Пригар - специфический трудноотделяемый слой на поверхности отливки, возникший при
Дефекты поверхности
Пригар - специфический трудноотделяемый слой на поверхности отливки, возникший при
Дефекты поверхности
Ужимина - дефект в виде углубления с пологими краями, заполненного
Дефекты поверхности
Ужимина - дефект в виде углубления с пологими краями, заполненного
Дефекты поверхности
Газовая шероховатость – дефект в виде сферообразных углублений на поверхности
Дефекты поверхности
Газовая шероховатость – дефект в виде сферообразных углублений на поверхности
Дефекты поверхности
Поверхностное повреждение – случайные повреждения поверхности во время выбивки отливок
Дефекты поверхности
Поверхностное повреждение – случайные повреждения поверхности во время выбивки отливок
Несплошности в теле отливки
Горячая трещина – разрыва или надрыва тела отливки
Несплошности в теле отливки
Горячая трещина – разрыва или надрыва тела отливки

Несплошности в теле отливки
Холодная трещина – дефект в виде разрыва тела
Несплошности в теле отливки
Холодная трещина – дефект в виде разрыва тела
Несплошности в теле отливки
Усадочная раковина – дефект в виде открытой или
Несплошности в теле отливки
Усадочная раковина – дефект в виде открытой или
Несплошности в теле отливки
Газовая раковина – дефект в виде полости, образованной
Несплошности в теле отливки
Газовая раковина – дефект в виде полости, образованной
Несплошности в теле отливки
Усадочная пористость – дефект в виде мелких пор,
Несплошности в теле отливки
Усадочная пористость – дефект в виде мелких пор,

Несплошности в теле отливки
Песчаная раковина - полость, частично или полностью заполненная
Несплошности в теле отливки
Песчаная раковина - полость, частично или полностью заполненная
Несплошности в теле отливки
Ситовидная раковина (ситовидная пористость) - скопление удлиненных тонких
Несплошности в теле отливки
Ситовидная раковина (ситовидная пористость) - скопление удлиненных тонких
Несплошности в теле отливки
Непровар жеребеек (холодильников) – дефект в ряде несплошности
Несплошности в теле отливки
Непровар жеребеек (холодильников) – дефект в ряде несплошности
Включения
Неметаллические включения – дефект в виде неметаллической частицы, попавшей в металл
Включения
Неметаллические включения – дефект в виде неметаллической частицы, попавшей в металл
Несоответствие по структуре
Отбел - дефект в виде твердых, трудно поддающихся механической
Несоответствие по структуре
Отбел - дефект в виде твердых, трудно поддающихся механической
Несоответствие по структуре
Ликвация – местное обогащение участков отливки одним или несколькими
Несоответствие по структуре
Ликвация – местное обогащение участков отливки одним или несколькими
Несоответствие по структуре
Межкристаллическая трещина - дефект в виде разрыва тела отливки.
Несоответствие по структуре
Межкристаллическая трещина - дефект в виде разрыва тела отливки.
 Психологические особенности воспитания девочек в пубертатный период
Психологические особенности воспитания девочек в пубертатный период Мультимедийная презентация к игре Галактический поединок
Мультимедийная презентация к игре Галактический поединок творческий проект по благоустройству участка Божьи коровки.
творческий проект по благоустройству участка Божьи коровки. Современные требования к реализации дополнительных общеобразовательных программ
Современные требования к реализации дополнительных общеобразовательных программ Vyyavlenie_potrebnostey
Vyyavlenie_potrebnostey Сооружение опор выше обреза фундамента. Тема № 3
Сооружение опор выше обреза фундамента. Тема № 3 Работы учащихся 9 классов ГБОУ СОШ 599 (презентации к уроку)
Работы учащихся 9 классов ГБОУ СОШ 599 (презентации к уроку) Геометрія навколо нас
Геометрія навколо нас презентация для самообразования учителей о Кембриджской Программе внедрения семи модулей, как Новых подходах в воспитании и обучении детей.
презентация для самообразования учителей о Кембриджской Программе внедрения семи модулей, как Новых подходах в воспитании и обучении детей. Жизнь на Земле
Жизнь на Земле Теоретические основы мониторинга и внутреннего контроля в образовательном учреждении
Теоретические основы мониторинга и внутреннего контроля в образовательном учреждении Этапы планирования деятельности организации и управления по изготовлению рекламного продукта туристической фирмы TEZ TOUR
Этапы планирования деятельности организации и управления по изготовлению рекламного продукта туристической фирмы TEZ TOUR ИКТ в работе учителя классов КРО
ИКТ в работе учителя классов КРО Оффшорная компания на Кипре
Оффшорная компания на Кипре Таблица умножения на 2
Таблица умножения на 2 Путешествие по сказке Гуси - Лебеди. Мультимедийная игра для детей среднего дошкольного возраста
Путешествие по сказке Гуси - Лебеди. Мультимедийная игра для детей среднего дошкольного возраста Значение эмоций для формирования положительного взаимодействия ребенка с окружающим миром
Значение эмоций для формирования положительного взаимодействия ребенка с окружающим миром Сочинение-рассуждение на лингвистическую тему. Задание 15.1 ОГЭ-9
Сочинение-рассуждение на лингвистическую тему. Задание 15.1 ОГЭ-9 Берегите первоцветы!
Берегите первоцветы! Зардап шеккендерге психологиялық көмек көрсету дағдыларын қалыптастыру
Зардап шеккендерге психологиялық көмек көрсету дағдыларын қалыптастыру презентация к уроку по теме Кислород
презентация к уроку по теме Кислород Медицинская гельминтология. Тип круглые черви. Лекция №2
Медицинская гельминтология. Тип круглые черви. Лекция №2 Что такое текст? 5 класс
Что такое текст? 5 класс Аппликация осьминожка паучок 1 класс
Аппликация осьминожка паучок 1 класс Новогодний конкурс 2021-2022 гг
Новогодний конкурс 2021-2022 гг Мастер-класс Игольница
Мастер-класс Игольница презентация Подготовка ребёнка к школе
презентация Подготовка ребёнка к школе До витоку Збруча
До витоку Збруча