- Контроль сварных соединений

Содержание
- 2. Дефекты сварных соединений и причины их возникновения Различают: по причинам возникновения по форме дефекта по месту
- 3. Причины возникновения металлургические и тепловые явления формирование шва (нарушение технологии сварки)
- 4. Виды дефектов сварных соединений, возникающих из-за металлургических и тепловых явлений трещины в металле шва и в
- 5. Виды дефектов сварных соединений, возникающих из-за нарушения технологии сварки несоответствие швов расчетным размерам непровары подрезы прожоги
- 6. Причины возникновения дефектов обрыв дуги, - неправильное выполнение конечного участка шва
- 7. Причины возникновения дефектов большой сварочный ток, длинная дуга, при сварке угловых швов, смещение электрода в сторону
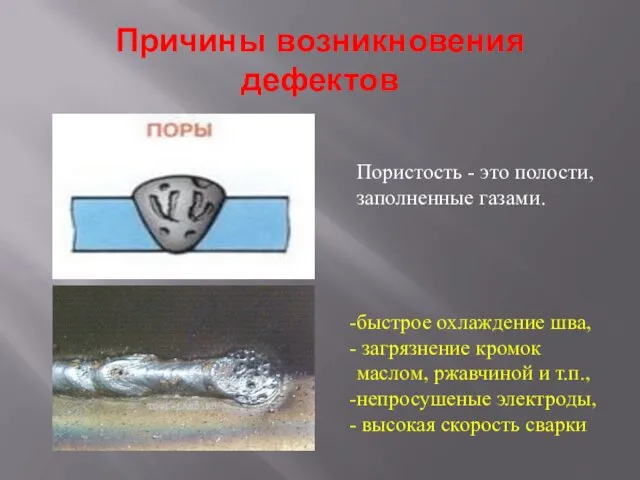
- 8. Причины возникновения дефектов быстрое охлаждение шва, загрязнение кромок маслом, ржавчиной и т.п., непросушеные электроды, высокая скорость
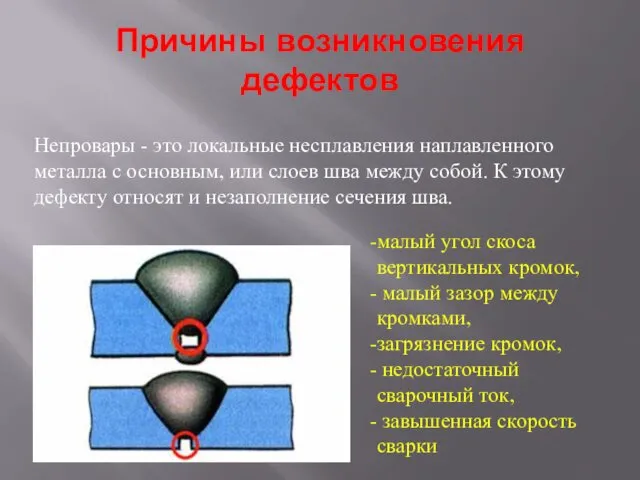
- 9. Причины возникновения дефектов малый угол скоса вертикальных кромок, малый зазор между кромками, загрязнение кромок, недостаточный сварочный
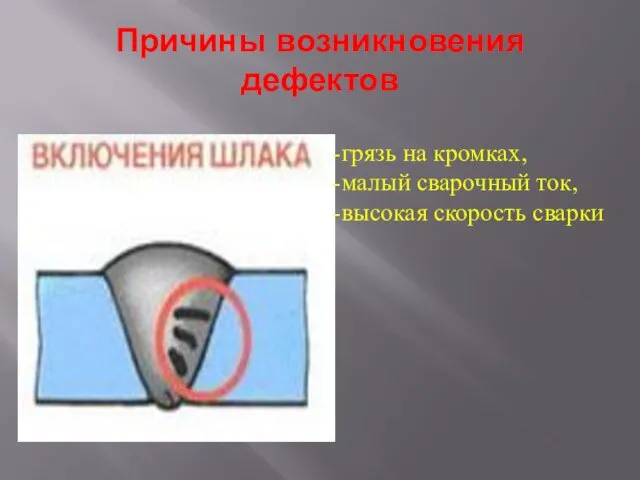
- 10. Причины возникновения дефектов грязь на кромках, малый сварочный ток, высокая скорость сварки
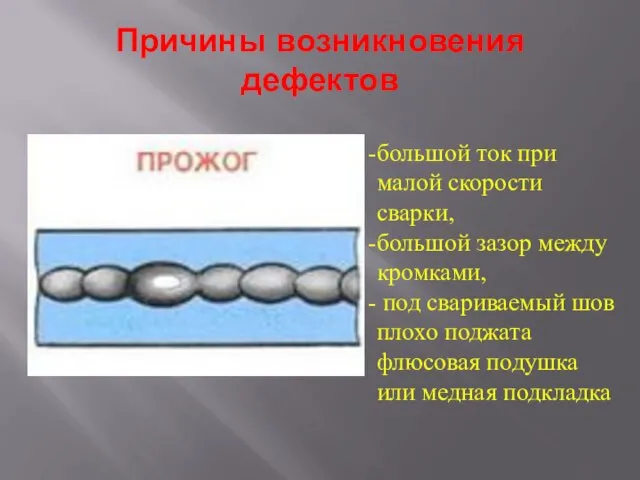
- 11. Причины возникновения дефектов большой ток при малой скорости сварки, большой зазор между кромками, под свариваемый шов
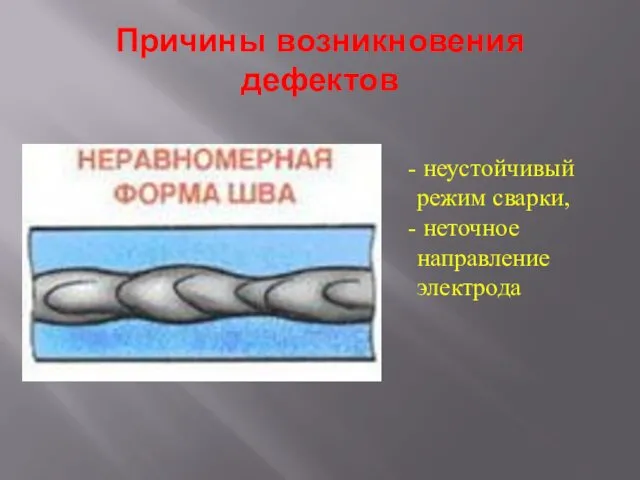
- 12. Причины возникновения дефектов неустойчивый режим сварки, неточное направление электрода
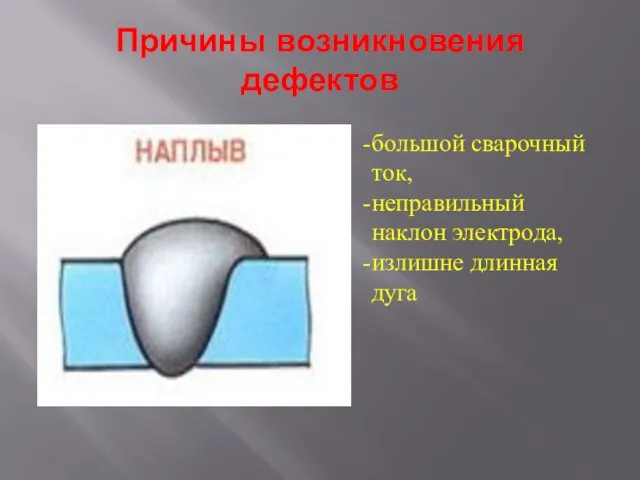
- 13. Причины возникновения дефектов большой сварочный ток, неправильный наклон электрода, излишне длинная дуга
- 14. Причины возникновения дефектов резкое охлаждение конструкции, повышенные напряжения в жестко закрепленных конструкциях, повышенное содержание углерода, серы
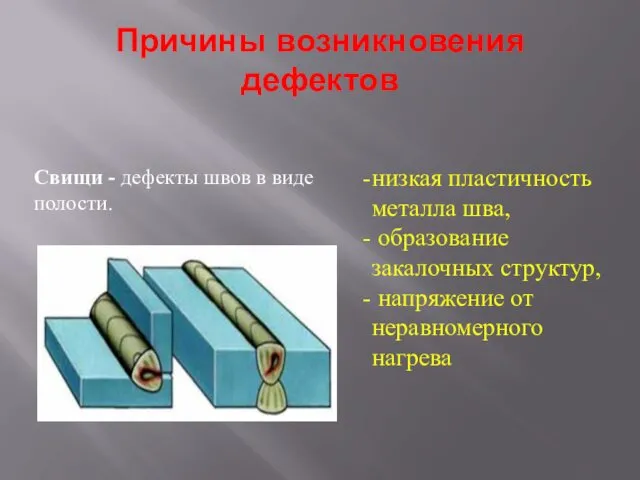
- 15. Причины возникновения дефектов низкая пластичность металла шва, образование закалочных структур, напряжение от неравномерного нагрева Свищи -
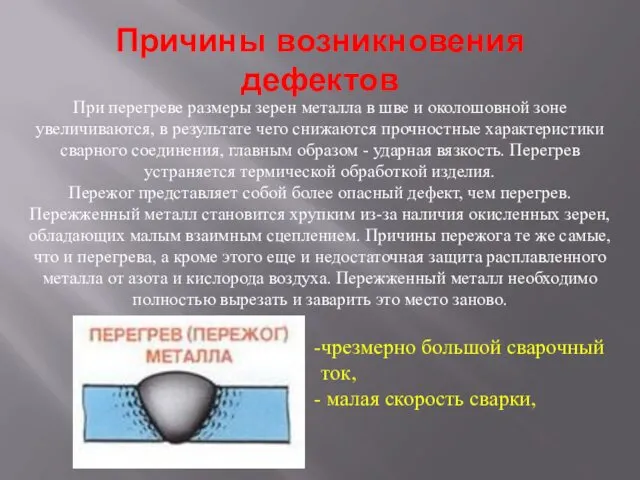
- 16. Причины возникновения дефектов чрезмерно большой сварочный ток, малая скорость сварки, При перегреве размеры зерен металла в
- 17. Распределение дефектов по месту расположения Внешние Внутренние Сквозные
- 18. Внешние Трещины 1. Продольные 2. Поперечные 3. Разветвление 4. В зоне термического влияния
- 19. Внешние 1. Дефекты формы и размеров шва 2. Поры 3. Цепочки пор 4. Усадочные раковины 5.
- 20. Внутренние 1. Непровары 2. Поры 3. Скрытые наплывы 4. Трещины 5. Шлаковые включения
- 21. Сквозные 1. Местные несплавления кромок 2. Прожог 3. Трещины 4. Шлаковые включения
- 22. Виды и методы контроля качества сварных соединений
- 23. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 - 79 1) НЕРАЗРУШАЮЩИЕ методы контроля
- 24. Неразрушающие виды и методы контроля Визуальный контроль
- 25. Неразрушающие виды и методы контроля Радиационный 1. Фотоплёнка 2. Кассета 3. Экраны 4. Рентгеновские лучи 5.
- 26. Магнитные методы контроля Основаны на регистрации локальных магнитных полей рассеяния, возникающих в намагниченных деталях и конструкциях
- 27. Магнитные методы контроля Магнитопорошковый метод Индукционный метод Магнитографический метод
- 28. Образование поля рассеяния дефекта Без дефекта С дефектом
- 29. Запись на ленту: 1. сварочное соединение (изделие); 2. электромагнит; 3. ферромагнитная лента. 1 2 3 МАГНИТОГРАФИЧЕСКИЙ
- 30. Характер импульсов на экране осциллографа 1. Сварной шов без дефектов 2. Трещины и непровары 3. Шлаковые
- 31. ПРОВЕРКА ГЕРМЕТИЧНОСТИ Проверка керосином Контролируются сосуды, работающие без давления
- 32. 1- Сжатый воздух 2- Аммиак 3- Закрытая конструкция (сосуд) 4- Манометр 5- Бумага или бинт; пропитанный
- 33. ПРОВЕРКА ГЕРМЕТИЧНОСТИ Пневматический метод 1. Сжатый воздух (от сети) 2. Газовый редуктор 3. Манометр 4. Кран
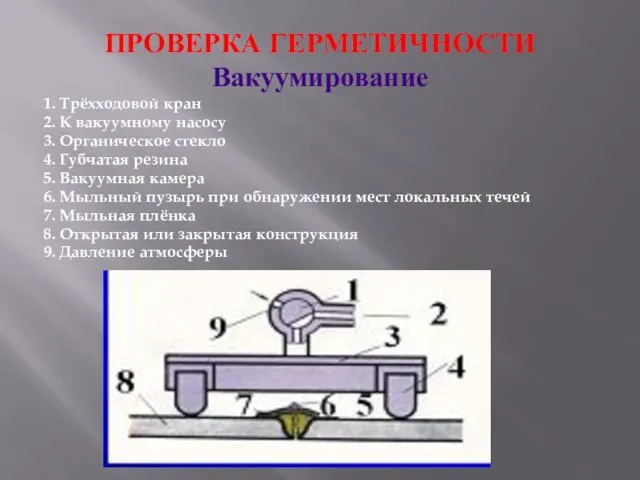
- 34. ПРОВЕРКА ГЕРМЕТИЧНОСТИ Вакуумирование 1. Трёхходовой кран 2. К вакуумному насосу 3. Органическое стекло 4. Губчатая резина
- 35. Схема установки для контроля газоаналитическим методом с помощью гелиевого течеискателя 1. Гелиевый течеискатель 2. Шуп-улавливатель 3.
- 36. КАПИЛЛЯРНЫЙ МЕТОД Цветной метод; Люминисцентный метод
- 37. Разрушающие методы контроля Схема механических испытаний сварных соединений Круглые образцы до и после испытаний Схема вырезки
- 38. Разрушающие методы контроля Выбор расположения образцов для определения механических свойств по макрошлифу сварного соединения 1. На
- 40. Скачать презентацию
Дефекты сварных соединений и причины их возникновения
Различают:
по причинам возникновения
по форме
Дефекты сварных соединений и причины их возникновения
Различают:
по причинам возникновения
по форме
Причины возникновения
металлургические и тепловые явления
формирование шва (нарушение технологии сварки)
Причины возникновения
металлургические и тепловые явления
формирование шва (нарушение технологии сварки)
Виды дефектов сварных соединений, возникающих из-за металлургических и тепловых явлений
трещины в
Виды дефектов сварных соединений, возникающих из-за металлургических и тепловых явлений
трещины в
Виды дефектов сварных соединений, возникающих из-за нарушения технологии сварки
несоответствие швов расчетным
Виды дефектов сварных соединений, возникающих из-за нарушения технологии сварки
несоответствие швов расчетным

Причины возникновения дефектов
обрыв дуги,
- неправильное выполнение конечного участка шва
Причины возникновения дефектов
обрыв дуги,
- неправильное выполнение конечного участка шва

Причины возникновения дефектов
большой сварочный ток,
длинная дуга,
при сварке угловых
Причины возникновения дефектов
большой сварочный ток,
длинная дуга,
при сварке угловых
Причины возникновения дефектов
быстрое охлаждение шва,
загрязнение кромок маслом, ржавчиной и т.п.,
Причины возникновения дефектов
быстрое охлаждение шва,
загрязнение кромок маслом, ржавчиной и т.п.,
Причины возникновения дефектов
малый угол скоса вертикальных кромок,
малый зазор между
Причины возникновения дефектов
малый угол скоса вертикальных кромок,
малый зазор между
Причины возникновения дефектов
грязь на кромках,
малый сварочный ток,
высокая скорость сварки
Причины возникновения дефектов
грязь на кромках,
малый сварочный ток,
высокая скорость сварки
Причины возникновения дефектов
большой ток при малой скорости сварки,
большой зазор между кромками,
Причины возникновения дефектов
большой ток при малой скорости сварки,
большой зазор между кромками,
Причины возникновения дефектов
неустойчивый режим сварки,
неточное направление электрода
Причины возникновения дефектов
неустойчивый режим сварки,
неточное направление электрода
Причины возникновения дефектов
большой сварочный ток,
неправильный наклон электрода,
излишне длинная дуга
Причины возникновения дефектов
большой сварочный ток,
неправильный наклон электрода,
излишне длинная дуга

Причины возникновения дефектов
резкое охлаждение конструкции,
повышенные напряжения в жестко закрепленных конструкциях,
повышенное
Причины возникновения дефектов
резкое охлаждение конструкции,
повышенные напряжения в жестко закрепленных конструкциях,
повышенное
Причины возникновения дефектов
низкая пластичность металла шва,
образование закалочных структур,
напряжение от
Причины возникновения дефектов
низкая пластичность металла шва,
образование закалочных структур,
напряжение от
Причины возникновения дефектов
чрезмерно большой сварочный ток,
малая скорость сварки,
При перегреве
Причины возникновения дефектов
чрезмерно большой сварочный ток,
малая скорость сварки,
При перегреве
Распределение дефектов по месту расположения
Внешние
Внутренние
Сквозные
Распределение дефектов по месту расположения
Внешние
Внутренние
Сквозные
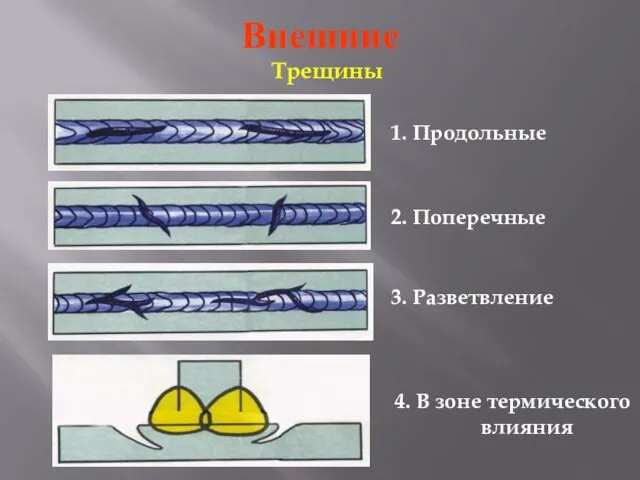
Внешние
Трещины
1. Продольные
2. Поперечные
3. Разветвление
4. В зоне термического влияния
Внешние
Трещины
1. Продольные
2. Поперечные
3. Разветвление
4. В зоне термического влияния
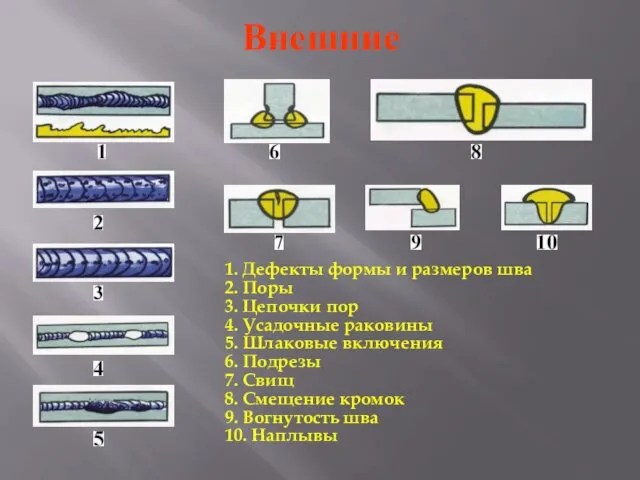
Внешние
1. Дефекты формы и размеров шва
2. Поры
3. Цепочки пор
4. Усадочные раковины
5.
Внешние
1. Дефекты формы и размеров шва
2. Поры
3. Цепочки пор
4. Усадочные раковины
5.
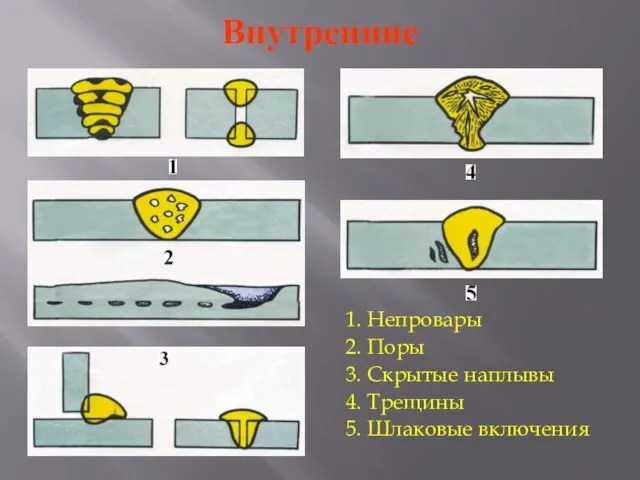
Внутренние
1. Непровары
2. Поры
3. Скрытые наплывы
4. Трещины
5. Шлаковые включения
Внутренние
1. Непровары
2. Поры
3. Скрытые наплывы
4. Трещины
5. Шлаковые включения
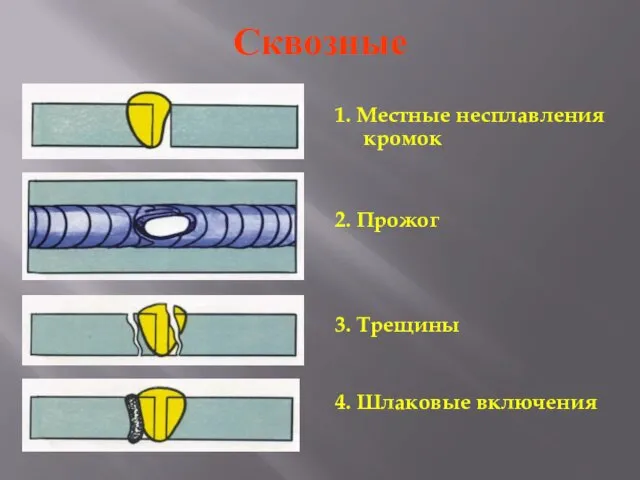
Сквозные
1. Местные несплавления кромок
2. Прожог
3. Трещины
4. Шлаковые включения
Сквозные
1. Местные несплавления кромок
2. Прожог
3. Трещины
4. Шлаковые включения
Виды и методы контроля качества сварных соединений
Виды и методы контроля качества сварных соединений
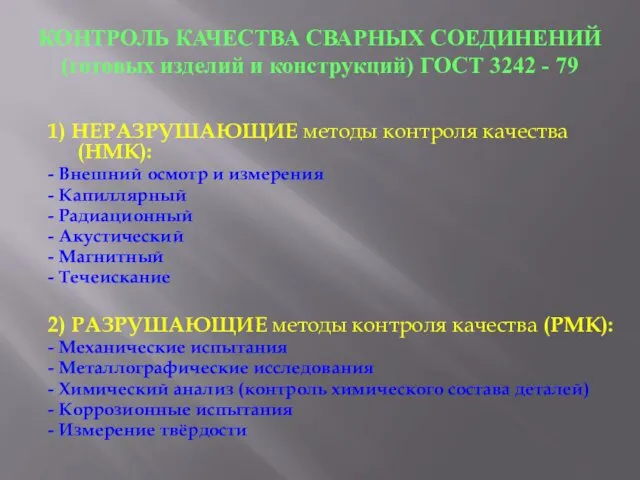
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 -
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 -

Неразрушающие виды и методы контроля
Визуальный контроль
Неразрушающие виды и методы контроля
Визуальный контроль

Неразрушающие виды и методы контроля
Радиационный
1. Фотоплёнка
2. Кассета
3. Экраны
4. Рентгеновские лучи
5. Гамма-лучи
6.
Неразрушающие виды и методы контроля
Радиационный
1. Фотоплёнка
2. Кассета
3. Экраны
4. Рентгеновские лучи
5. Гамма-лучи
6.
Магнитные методы контроля
Основаны на регистрации локальных магнитных полей рассеяния, возникающих в
Магнитные методы контроля
Основаны на регистрации локальных магнитных полей рассеяния, возникающих в

Магнитные методы контроля
Магнитопорошковый метод
Индукционный метод
Магнитографический метод
Магнитные методы контроля
Магнитопорошковый метод
Индукционный метод
Магнитографический метод

Образование поля рассеяния дефекта
Без дефекта
С дефектом
Образование поля рассеяния дефекта
Без дефекта
С дефектом

Запись на ленту:
1. сварочное соединение (изделие);
2. электромагнит;
3. ферромагнитная лента.
1
2
3
МАГНИТОГРАФИЧЕСКИЙ МЕТОД
Запись на ленту:
1. сварочное соединение (изделие);
2. электромагнит;
3. ферромагнитная лента.
1
2
3
МАГНИТОГРАФИЧЕСКИЙ МЕТОД

Характер импульсов на экране осциллографа
1. Сварной шов без дефектов
2. Трещины
Характер импульсов на экране осциллографа
1. Сварной шов без дефектов
2. Трещины

ПРОВЕРКА ГЕРМЕТИЧНОСТИ
Проверка керосином
Контролируются сосуды, работающие без давления
ПРОВЕРКА ГЕРМЕТИЧНОСТИ
Проверка керосином
Контролируются сосуды, работающие без давления

1- Сжатый воздух
2- Аммиак
3- Закрытая конструкция (сосуд)
4- Манометр
5- Бумага или бинт;
1- Сжатый воздух
2- Аммиак
3- Закрытая конструкция (сосуд)
4- Манометр
5- Бумага или бинт;

ПРОВЕРКА ГЕРМЕТИЧНОСТИ
Пневматический метод
1. Сжатый воздух (от сети)
2. Газовый редуктор
3. Манометр
4. Кран
ПРОВЕРКА ГЕРМЕТИЧНОСТИ
Пневматический метод
1. Сжатый воздух (от сети)
2. Газовый редуктор
3. Манометр
4. Кран
ПРОВЕРКА ГЕРМЕТИЧНОСТИ
Вакуумирование
1. Трёхходовой кран
2. К вакуумному насосу
3. Органическое стекло
4. Губчатая резина
5.
ПРОВЕРКА ГЕРМЕТИЧНОСТИ
Вакуумирование
1. Трёхходовой кран
2. К вакуумному насосу
3. Органическое стекло
4. Губчатая резина
5.

Схема установки для контроля газоаналитическим методом с помощью гелиевого течеискателя
1. Гелиевый
Схема установки для контроля газоаналитическим методом с помощью гелиевого течеискателя
1. Гелиевый

КАПИЛЛЯРНЫЙ МЕТОД
Цветной метод;
Люминисцентный метод
КАПИЛЛЯРНЫЙ МЕТОД
Цветной метод;
Люминисцентный метод
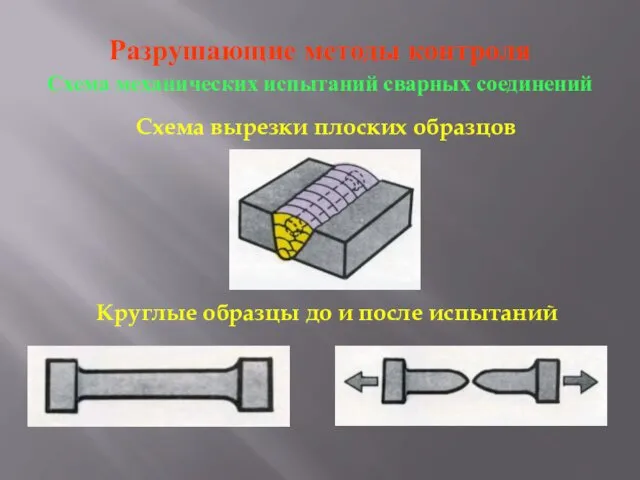
Разрушающие методы контроля
Схема механических испытаний сварных соединений
Круглые образцы до и
Разрушающие методы контроля
Схема механических испытаний сварных соединений
Круглые образцы до и
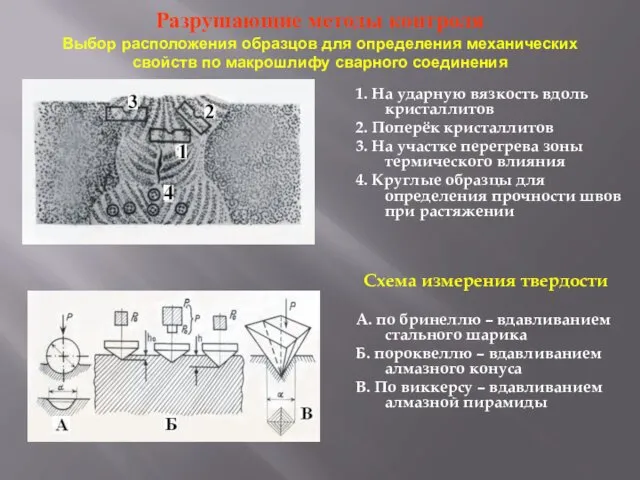
Разрушающие методы контроля
Выбор расположения образцов для определения механических свойств по макрошлифу
Разрушающие методы контроля Выбор расположения образцов для определения механических свойств по макрошлифу
 Выбор и подготовка материалов для резки
Выбор и подготовка материалов для резки Изготовление цветка гвоздики
Изготовление цветка гвоздики Зороастризм
Зороастризм Дошкольное детство. Психология развития и возрастная психология
Дошкольное детство. Психология развития и возрастная психология Types of transport
Types of transport Стихи на уроках - 8
Стихи на уроках - 8 Механические методы индукции родов
Механические методы индукции родов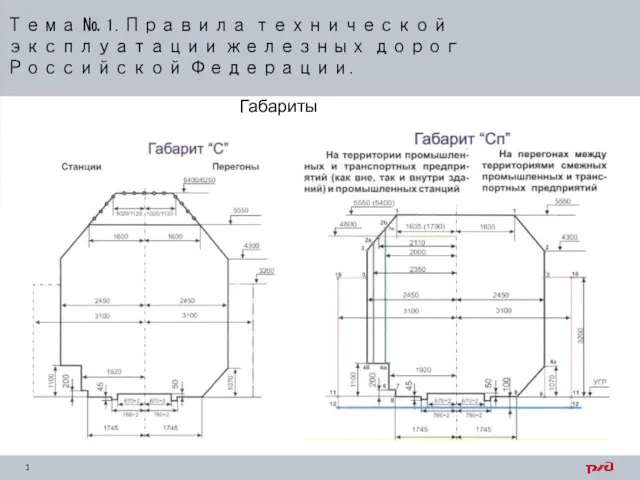 Правила технической эксплуатации железных дорог Российской Федерации
Правила технической эксплуатации железных дорог Российской Федерации Распорный анкерный болт
Распорный анкерный болт Компьютерные технологий в обучении математике
Компьютерные технологий в обучении математике Международный день родного языка - 21 февраля. Викторина Я знаю удмуртский язык
Международный день родного языка - 21 февраля. Викторина Я знаю удмуртский язык Исследование и разработка системы автоматического управления процессом сушки аммиачной селитры
Исследование и разработка системы автоматического управления процессом сушки аммиачной селитры Гештальт-терапия как практико-ориентированный подход в психологии
Гештальт-терапия как практико-ориентированный подход в психологии Прекрасное Далеко. Слова Ю. Энтина. Музыка Е. Крылатова
Прекрасное Далеко. Слова Ю. Энтина. Музыка Е. Крылатова История возникновения образа Золотой век Голливуда 40-х годов
История возникновения образа Золотой век Голливуда 40-х годов В Новый год по странам мира
В Новый год по странам мира Winemaking In Russia
Winemaking In Russia Создание контента в Instagram
Создание контента в Instagram История происхождения и развития шрифтов
История происхождения и развития шрифтов Трудный диалог с учёбой, или как помочь своему ребёнку учиться
Трудный диалог с учёбой, или как помочь своему ребёнку учиться Симптомы поражения различных долей головного мозга, мозжечка, экстрапирамидных структур
Симптомы поражения различных долей головного мозга, мозжечка, экстрапирамидных структур Регистры
Регистры Зимние Олимпийские игры XX - XXII
Зимние Олимпийские игры XX - XXII ЛДО Прикамье отряд: Еще не взрослые! 5-7 классы
ЛДО Прикамье отряд: Еще не взрослые! 5-7 классы Бытие. Развитие. Детерминизм. Тема №5
Бытие. Развитие. Детерминизм. Тема №5 Река и ее части
Река и ее части Кордиц совет (1)
Кордиц совет (1) Клиническая физиология кислотно-щелочного равновесия
Клиническая физиология кислотно-щелочного равновесия