- Контрольно-измерительные приспособления (КИП)

Содержание
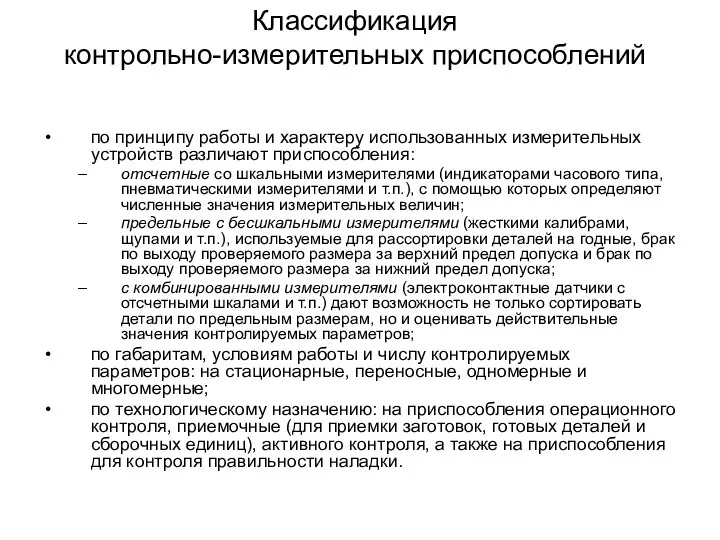
- 2. Классификация контрольно-измерительных приспособлений по принципу работы и характеру использованных измерительных устройств различают приспособления: отсчетные со шкальными
- 3. Приспособлениями контролируются разнообразные элементы деталей и механизмов. Например: всевозможные линейные размеры, в том числе диаметры отверстий
- 4. Отклонения формы
- 5. Отклонения расположения
- 6. Классификация и структура КИП 1) по специализации: Универсальные КИП. Используются для контроля заданных параметров у заготовок
- 7. 2) по виду контролируемых геометрических параметров заготовок или деталей приспособления бывают
- 8. 3) по уровню механизации и автоматизации: ручные, механизированные, автоматизированные, автоматические (таблица). Из таблицы видно, что чем
- 9. 4) по числу измеряемых параметров: одномерные и многомерные. 5) по способу измерения: статические, кинематические и динамические.
- 10. 6) по методу преобразования измерительного импульса: механические, пневматические, гидравлические, электрические, пневмоэлектрические, фотоэлектрические и др. КИП могут
- 11. Элементы КИП
- 12. Базирующие элементы Установка по плоскости Установка деталей по плоскости является широко распространенным способом базирования в КИП.
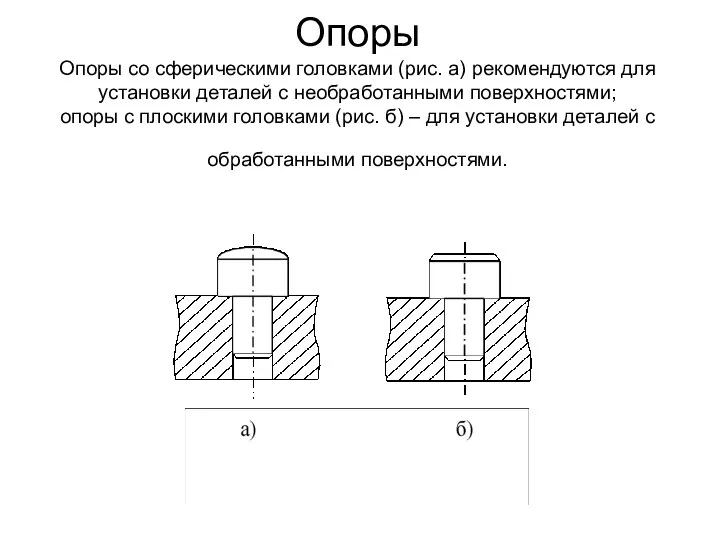
- 13. Опоры Опоры со сферическими головками (рис. а) рекомендуются для установки деталей с необработанными поверхностями; опоры с
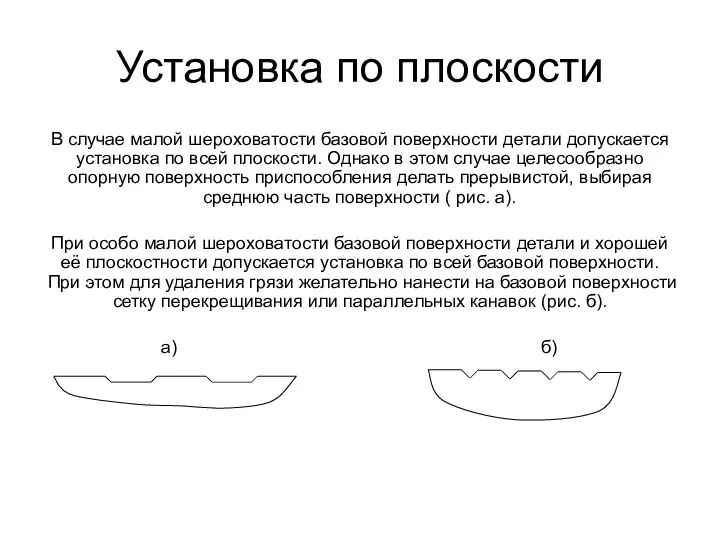
- 14. Установка по плоскости В случае малой шероховатости базовой поверхности детали допускается установка по всей плоскости. Однако
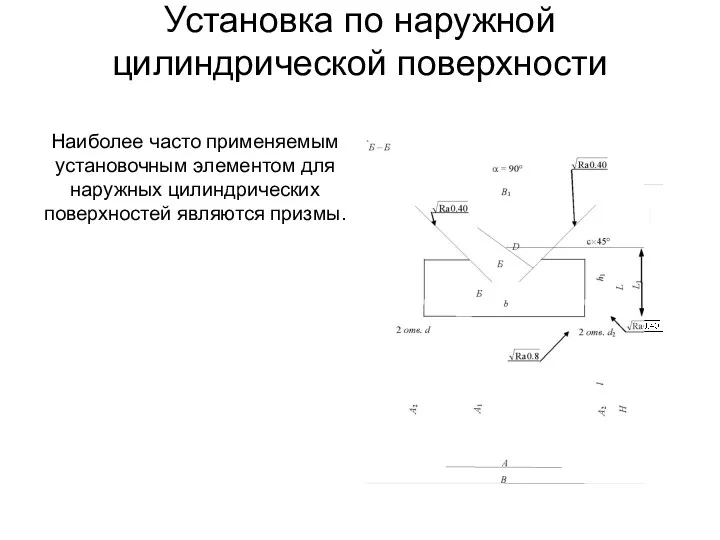
- 15. Установка по наружной цилиндрической поверхности Наиболее часто применяемым установочным элементом для наружных цилиндрических поверхностей являются призмы.
- 16. Призмы
- 17. Установка по цилиндрическому отверстию
- 18. Установка по базовому отверстию часто выполняется с помощью самоцентрирующих устройств.
- 19. Зажимные устройства Основное назначение зажимного устройства в контрольном приспособлении – обеспечение надежности установки контролируемой детали относительно
- 20. В ряде случаев – при устойчивом базировании контролируемой детали на КИП, когда центр тяжести детали проектируется
- 21. Ручные зажимы К ручным зажимам относят: рычажно-пружинные зажимы; шарнирно-рычажные зажимы; байонетный зажим; эксцентриковые зажимы и другие.
- 24. Пневматические зажимы Пневматические зажимные устройства имеют значительные преимущества перед ручными: обеспечение постоянства усилия зажима; возможность применения
- 26. В практике проектирования КИП находят широкое применение пневматические цилиндры, в которых поршень зажимается упругой диафрагмой, изготавливаемой
- 27. Измерительные устройства Наиболее важными и ответственными элементами контрольных приспособлений являются измерительные устройства. Измеритель, как устройство, непосредственно
- 28. Условием правильного выбора средств измерений является соответствие их основных параметров контролируемому параметру: диапазон измерений (пределы измерений)
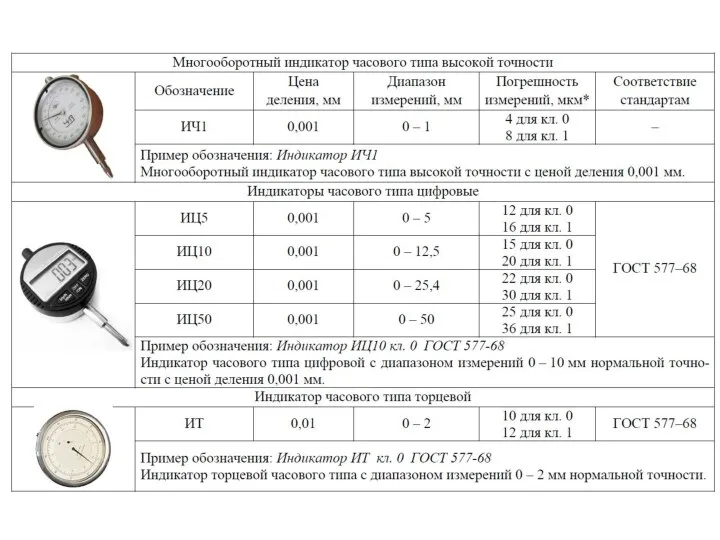
- 29. Измерительные устройства
- 32. Вспомогательные устройства Помимо основных устройств правильность конструкции приспособлений, точность их работы, простота и удобство их изготовления,
- 33. Передаточные устройства Различают передачи для прямолинейных и угловых перемещений. Передачи с прямолинейным перемещением на цилиндрических, призматических
- 34. Наиболее простым видом передачи являются цилиндрические короткие стержни, перемещающиеся во втулке, или длинные стержни, перемещающиеся в
- 35. В последнем случае оба направляющих участка втулок должны быть разнесены возможно дальше друг от друга, что
- 36. Вследствие неточности изготовления линейных и угловых размеров рычагов могут возникать погрешности в запроектированном передаточном отношении рычажных
- 37. Узлы крепления измерительных устройств Правильное крепление измерительных устройств имеет серьезное значение для нормальной работы контрольного приспособления.
- 38. Крепление за гильзу
- 39. Крепление за «Ушко»
- 40. Большое количество измерений производят в условиях на плите, в центрах и т.д. при помощи индикатора. Индикаторы
- 41. Пример откидной стойки можно привести конструкцию, оформленную в виде шарнирного рычага.
- 42. В конструкции КИП широко используются так же поворотные индикаторные стойки.
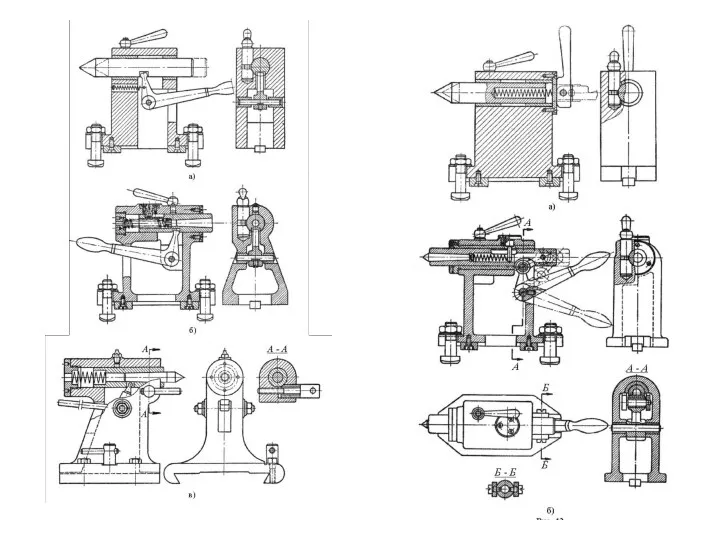
- 43. В значительном количестве случаев детали, базируемые по отверстию на оправках (конических, разжимных и т.п.), при контроле
- 44. Бабку с неподвижным центром можно делать как с центром, имеющим цилиндрический хвостовик.
- 46. Расчет точности КИП И. Н. Аверьянов, А. Н. Болотеин, М. А. Прокофьев. Проектирование и расчет станочных
- 47. Составляющие погрешности измерения КИП. На точность показаний КИП оказывают влияние следующие погрешности: базирования деталей на установочные
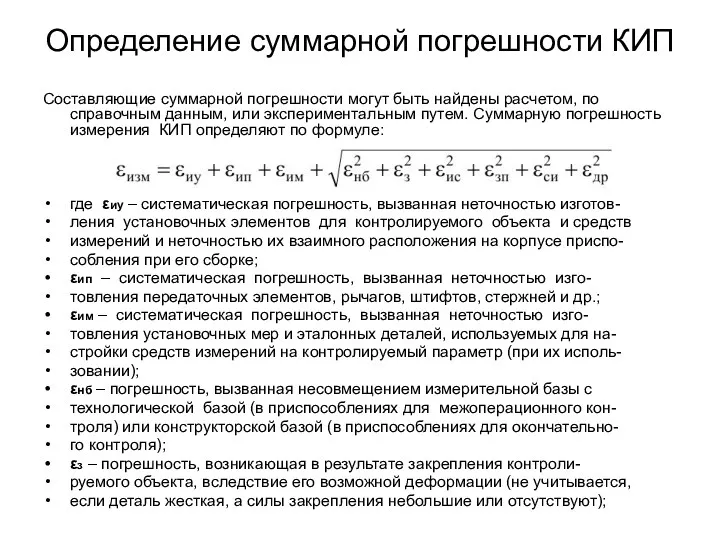
- 48. Определение суммарной погрешности КИП Составляющие суммарной погрешности могут быть найдены расчетом, по справочным данным, или экспериментальным
- 49. εис – погрешность, зависящая от измерительной силы, возникает в результате смещения измерительной базы детали от заданного
- 50. Суммарная погрешность может составлять 8÷30% допуска контролируемого параметра. Её величина зависит от назначения изделий и может
- 51. Погрешности изготовления установочных элементов и их расположения на корпусе приспособления εиу Погрешностей взаимного расположения поверхностей, контролируемых
- 52. Погрешность, вызванная неточностью изготовления передаточных элементов (рычагов) равна сумме составляющих погрешностей εип = ∆рд + ∆ру
- 53. Схема перемещения прямых (а) и угловых (б) рычагов при неточном изготовлении длины их плеч Погрешность от
- 54. Схема непропорционального перемещения плеча рычага и измерительного стержня индикатора Погрешность от непропорциональности перемещения рычагов
- 55. Схема контакта плоских концов рычага со сферическими наконечниками Погрешность от смещения точки контакта рычагов
- 56. e – величина смещения оси стержня индикатора (e = 0,2 – 0,3 мм); s – зазор
- 57. εнб Расчётная схема по определению погрешности несовмещения баз при контроле соосных отверстий оправкой Если в d1
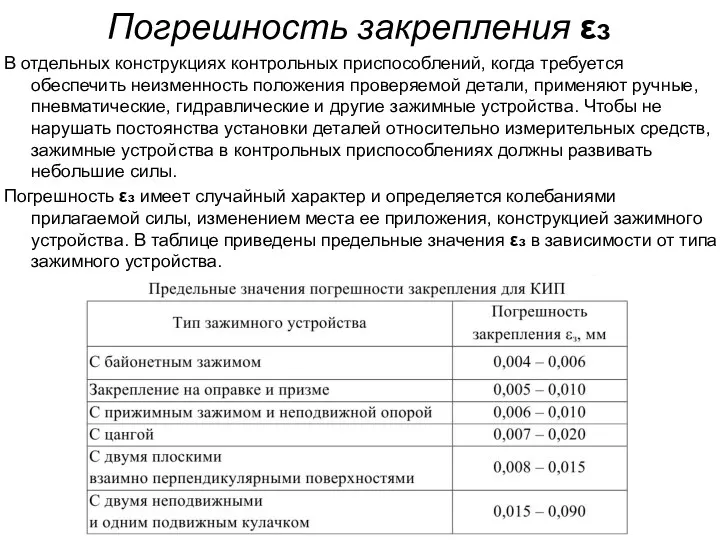
- 58. Погрешность закрепления εз В отдельных конструкциях контрольных приспособлений, когда требуется обеспечить неизменность положения проверяемой детали, применяют
- 59. МЕТОДИКА ПРОЕКТИРОВАНИЯ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
- 60. Основные этапы проектирования КИП К проектированию контрольного приспособления в курсовом и дипломном проекте студент приступает, выполнив
- 61. Методика проектирования контрольных приспособлений в общем случае может включать в себя выполнение следующих основных этапов Выбор
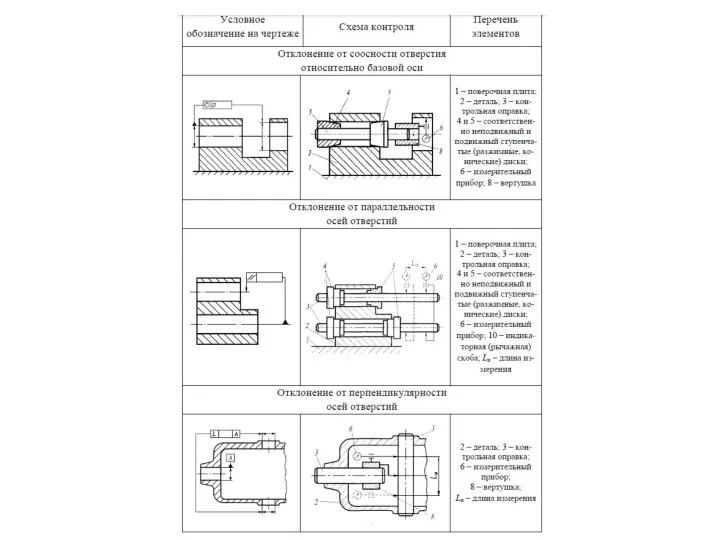
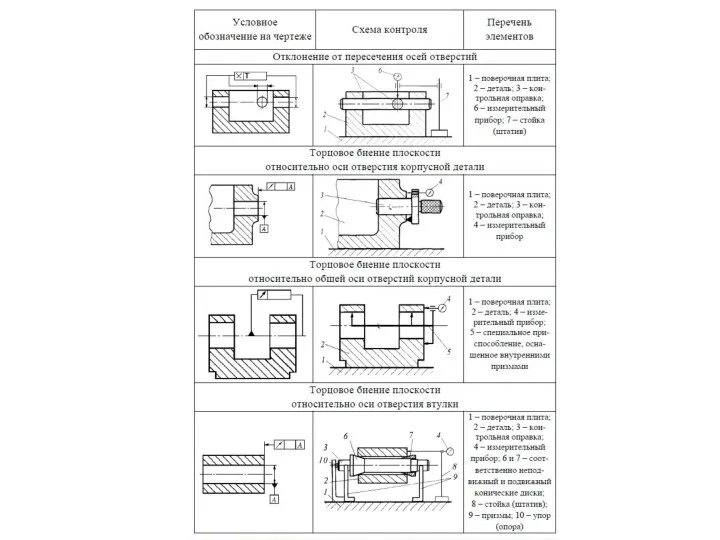
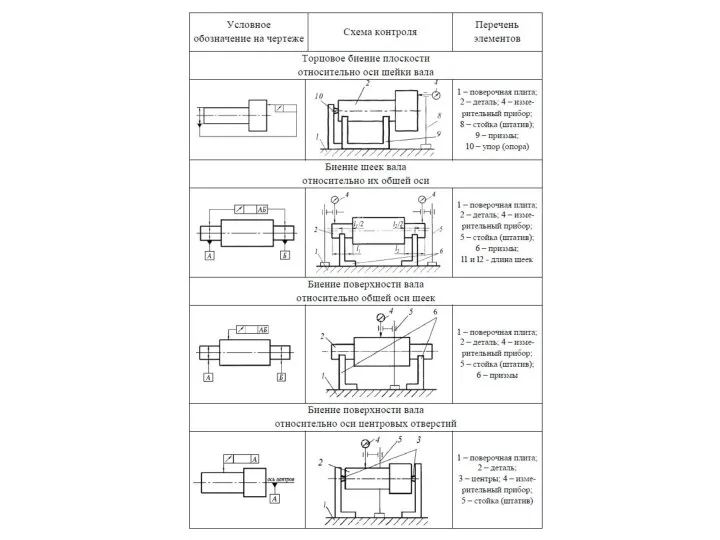
- 62. Выбор схемы контроля
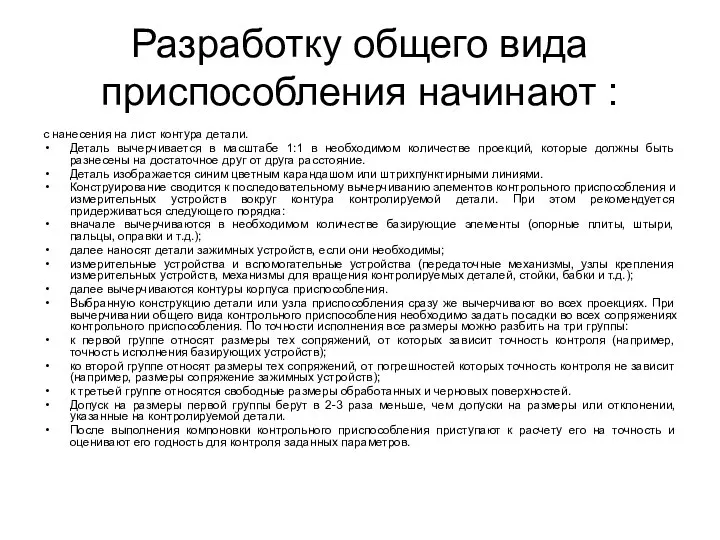
- 66. Разработку общего вида приспособления начинают : с нанесения на лист контура детали. Деталь вычерчивается в масштабе
- 67. В графической части чертеж, кроме изображения общего вида Контрольного приспособления с размерами и предельными отклонениями, может
- 68. Автоматизация контроля
- 69. Принципиальные схемы средств активного контроля
- 70. Измерительный механический прибор
- 73. Схема измерительного средства с индуктивным преобразователем
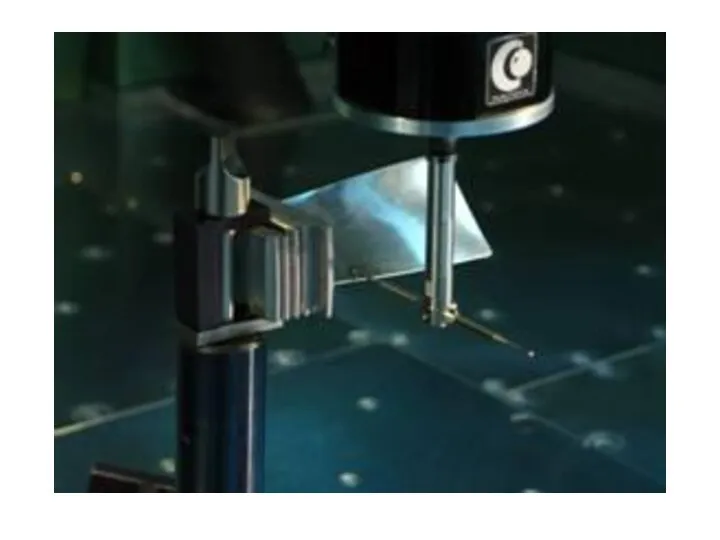
- 74. Координатно-измерительные машины (КИМ)
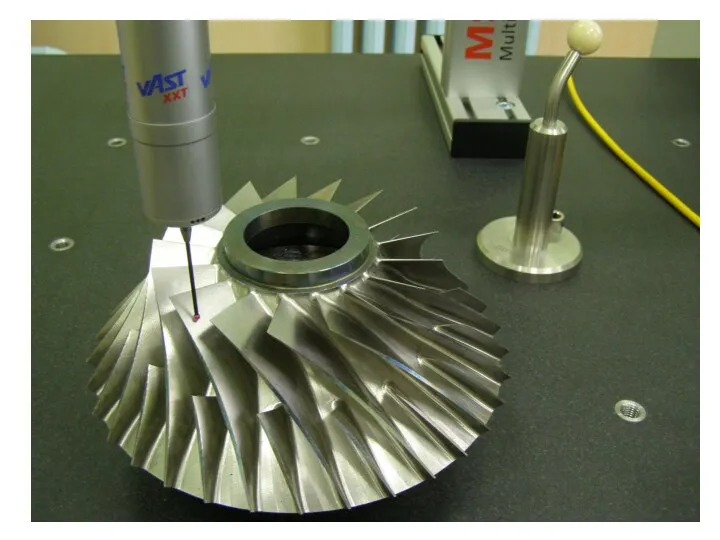
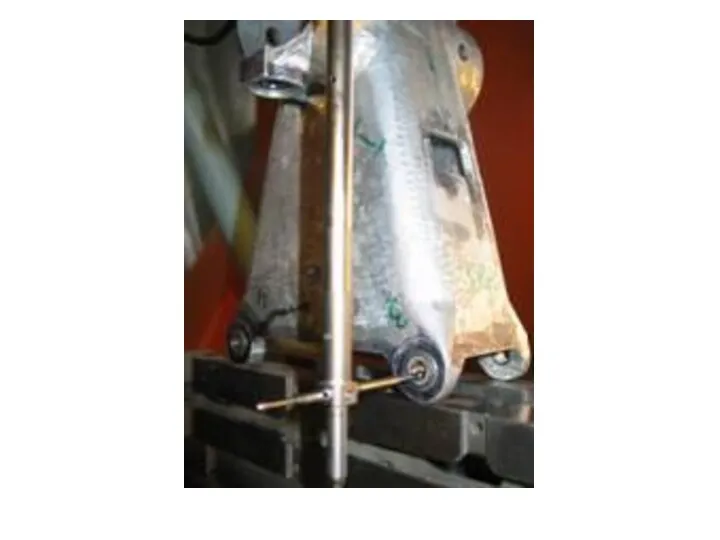
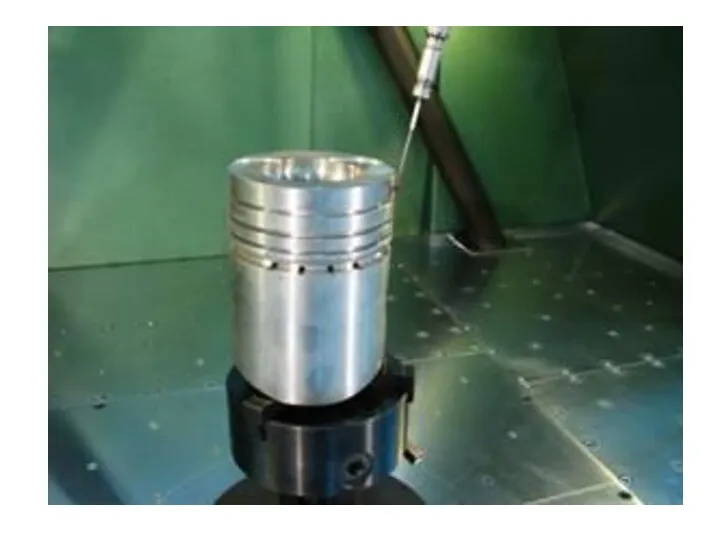
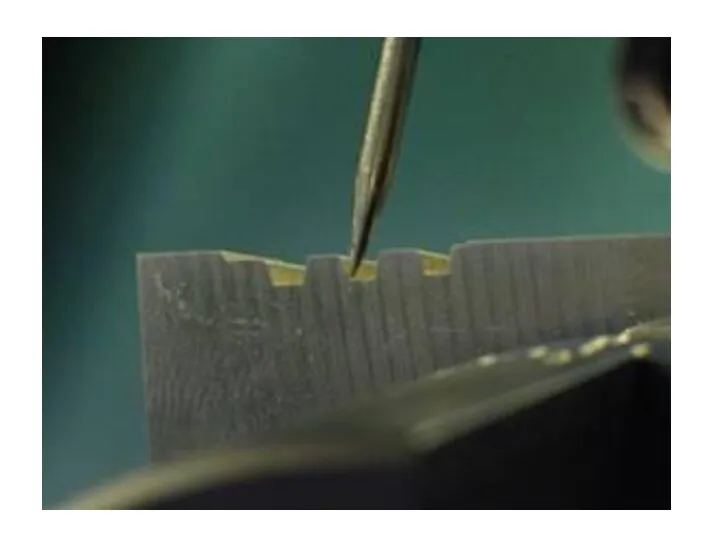
- 75. КИМ предназначена для измерения и контроля: - концевых мер; - сложных пространственных форм; - аэродинамических поверхностей;
- 83. Преимущество КИМ: удобство эксплуатации, простоту обслуживания, доступность сервиса. Положение каретки описывается привычными тремя декартовыми координатами X,
- 84. Общий вид контрольно-измерительной машины
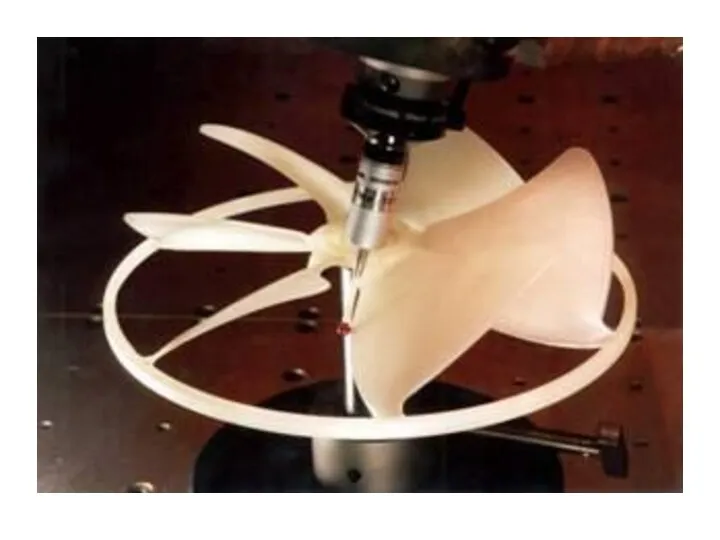
- 85. Схемы измерений
- 92. Технико-экономическое обоснование оснастки и выбора варианта технологического процесса СТ = а·ПГ+b, где а – условно-переменные расходы,
- 93. С´Т = а1·ПГ+b1 и С´´Т = а2·ПГ+b2 Сравнение вариантов ТП График определения критической программы выпуска деталей
- 94. Нахождение составляющих затрат сч.з.п.=сmч.з.п.· kд.з ·kс ·kпр β1·tд Заработная плата проектировщиков Затраты на режущий инструмент Затраты
- 96. Скачать презентацию
Классификация
контрольно-измерительных приспособлений
по принципу работы и характеру использованных измерительных устройств различают
Классификация
контрольно-измерительных приспособлений
по принципу работы и характеру использованных измерительных устройств различают
Приспособлениями контролируются разнообразные элементы деталей и механизмов. Например:
всевозможные линейные размеры, в
Приспособлениями контролируются разнообразные элементы деталей и механизмов. Например:
всевозможные линейные размеры, в

Отклонения формы
Отклонения формы

Отклонения расположения
Отклонения расположения
Классификация и структура КИП
1) по специализации:
Универсальные КИП. Используются для контроля
Классификация и структура КИП
1) по специализации:
Универсальные КИП. Используются для контроля
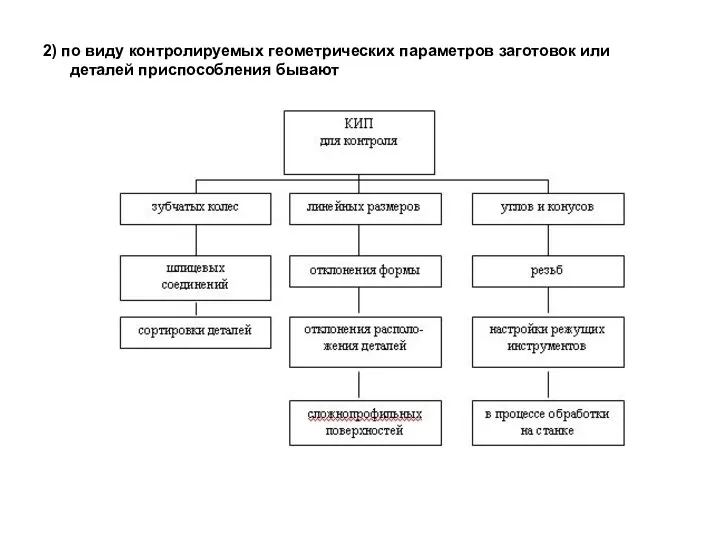
2) по виду контролируемых геометрических параметров заготовок или деталей приспособления бывают
2) по виду контролируемых геометрических параметров заготовок или деталей приспособления бывают
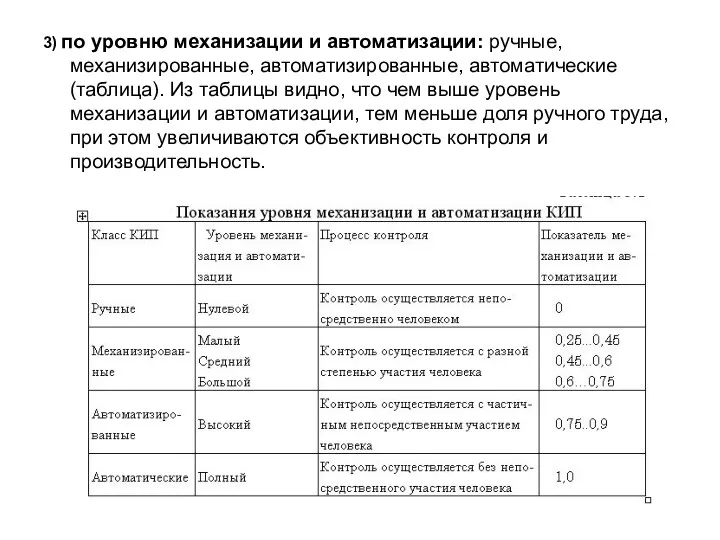
3) по уровню механизации и автоматизации: ручные, механизированные, автоматизированные, автоматические (таблица).
3) по уровню механизации и автоматизации: ручные, механизированные, автоматизированные, автоматические (таблица).
4) по числу измеряемых параметров: одномерные и многомерные.
5) по способу измерения:
4) по числу измеряемых параметров: одномерные и многомерные.
5) по способу измерения:
6) по методу преобразования измерительного импульса: механические, пневматические, гидравлические, электрические, пневмоэлектрические,
6) по методу преобразования измерительного импульса: механические, пневматические, гидравлические, электрические, пневмоэлектрические,
Элементы КИП
Элементы КИП
Базирующие элементы
Установка по плоскости
Установка деталей по плоскости является широко распространенным способом
Базирующие элементы
Установка по плоскости
Установка деталей по плоскости является широко распространенным способом
Опоры
Опоры со сферическими головками (рис. а) рекомендуются для установки деталей
Опоры Опоры со сферическими головками (рис. а) рекомендуются для установки деталей
Установка по плоскости
В случае малой шероховатости базовой поверхности детали допускается установка
Установка по плоскости
В случае малой шероховатости базовой поверхности детали допускается установка
Установка по наружной цилиндрической поверхности
Наиболее часто применяемым установочным элементом для наружных
Установка по наружной цилиндрической поверхности
Наиболее часто применяемым установочным элементом для наружных

Призмы
Призмы

Установка по цилиндрическому отверстию
Установка по цилиндрическому отверстию
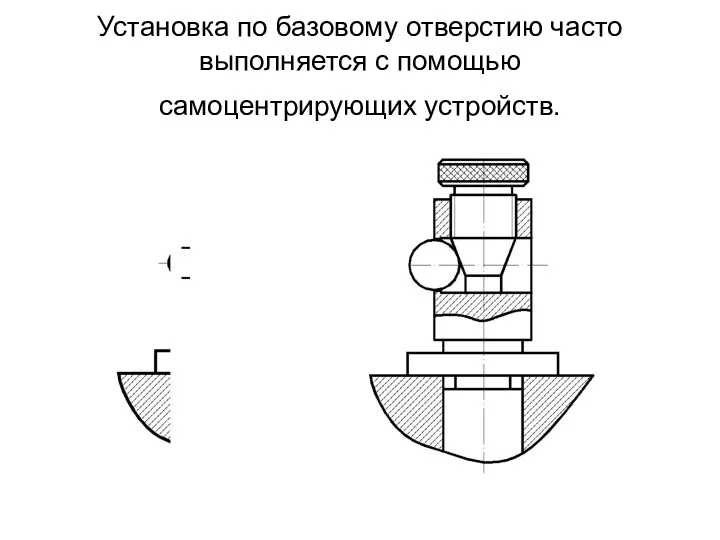
Установка по базовому отверстию часто выполняется с помощью
самоцентрирующих устройств.
Установка по базовому отверстию часто выполняется с помощью
самоцентрирующих устройств.
Зажимные устройства
Основное назначение зажимного устройства в контрольном приспособлении – обеспечение
Зажимные устройства
Основное назначение зажимного устройства в контрольном приспособлении – обеспечение
В ряде случаев – при устойчивом базировании контролируемой детали на КИП,
В ряде случаев – при устойчивом базировании контролируемой детали на КИП,
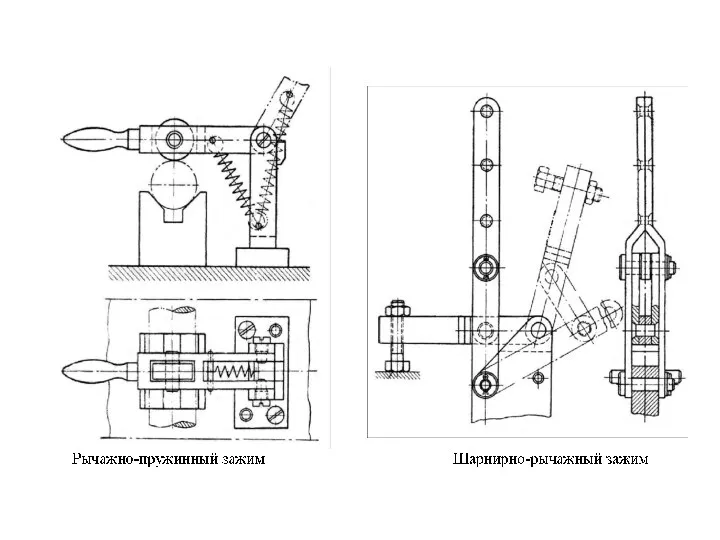
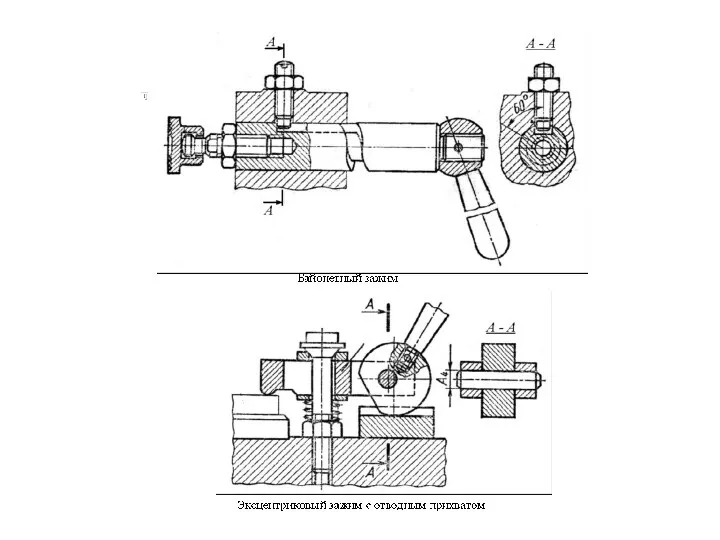
Ручные зажимы
К ручным зажимам относят:
рычажно-пружинные зажимы;
шарнирно-рычажные зажимы;
байонетный зажим;
эксцентриковые зажимы и другие.
Ручные зажимы
К ручным зажимам относят:
рычажно-пружинные зажимы;
шарнирно-рычажные зажимы;
байонетный зажим;
эксцентриковые зажимы и другие.
Пневматические зажимы
Пневматические зажимные устройства имеют значительные преимущества перед ручными:
обеспечение постоянства усилия
Пневматические зажимы
Пневматические зажимные устройства имеют значительные преимущества перед ручными:
обеспечение постоянства усилия
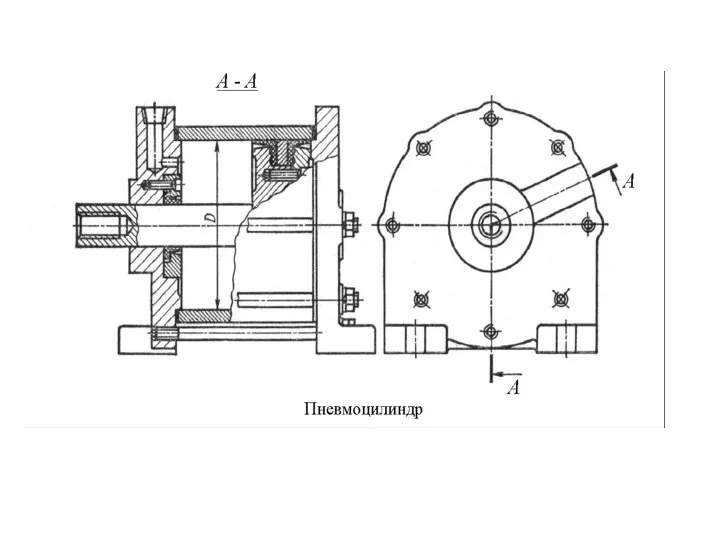
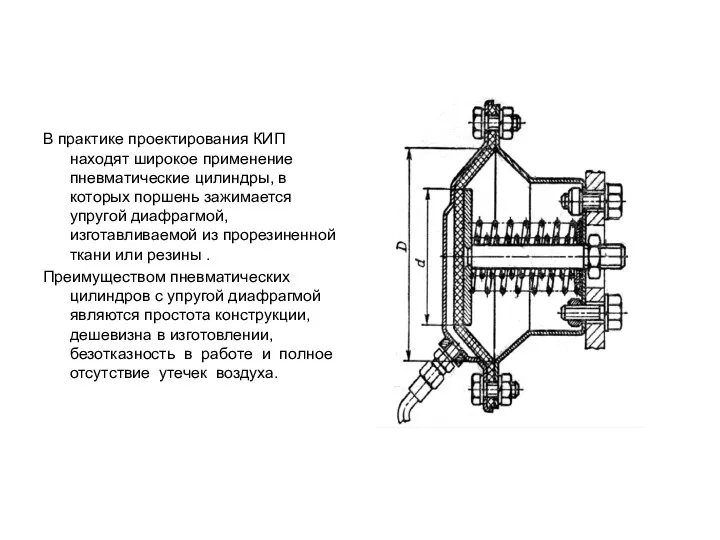
В практике проектирования КИП находят широкое применение пневматические цилиндры, в которых
В практике проектирования КИП находят широкое применение пневматические цилиндры, в которых
Измерительные устройства
Наиболее важными и ответственными элементами контрольных приспособлений являются измерительные
Измерительные устройства
Наиболее важными и ответственными элементами контрольных приспособлений являются измерительные
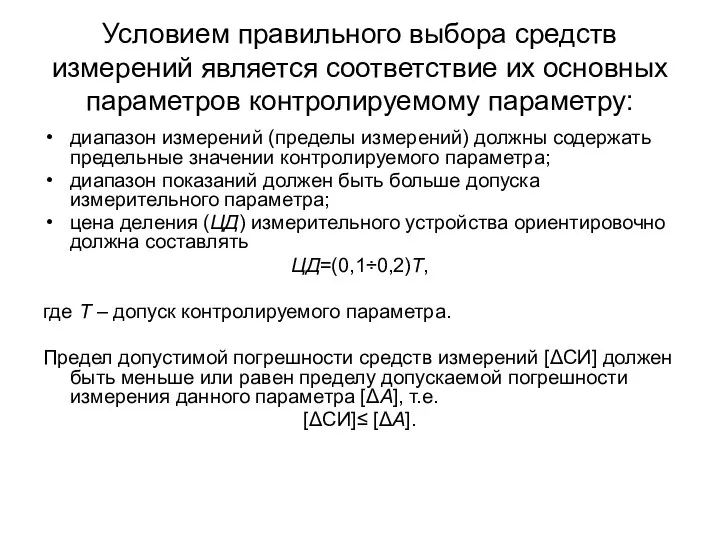
Условием правильного выбора средств измерений является соответствие их основных параметров контролируемому
Условием правильного выбора средств измерений является соответствие их основных параметров контролируемому

Измерительные устройства
Измерительные устройства

Вспомогательные устройства
Помимо основных устройств правильность конструкции приспособлений, точность их работы,
Вспомогательные устройства
Помимо основных устройств правильность конструкции приспособлений, точность их работы,
Передаточные устройства
Различают передачи для прямолинейных и угловых перемещений.
Передачи с прямолинейным перемещением
Передаточные устройства
Различают передачи для прямолинейных и угловых перемещений.
Передачи с прямолинейным перемещением
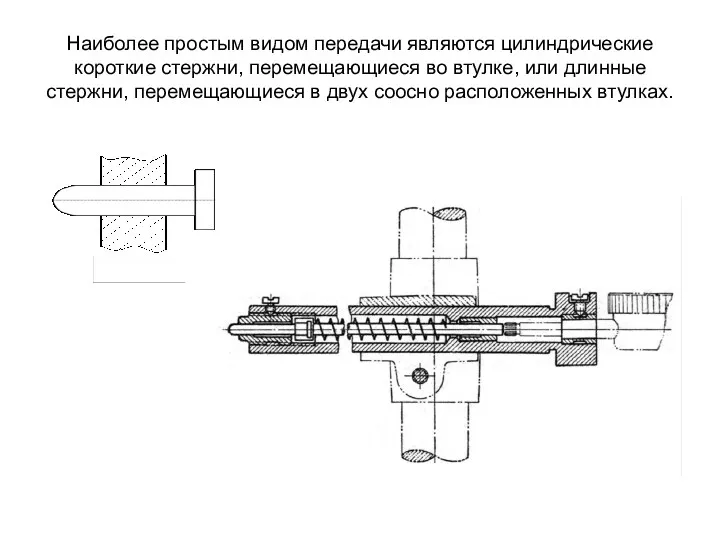
Наиболее простым видом передачи являются цилиндрические короткие стержни, перемещающиеся во втулке,
Наиболее простым видом передачи являются цилиндрические короткие стержни, перемещающиеся во втулке,
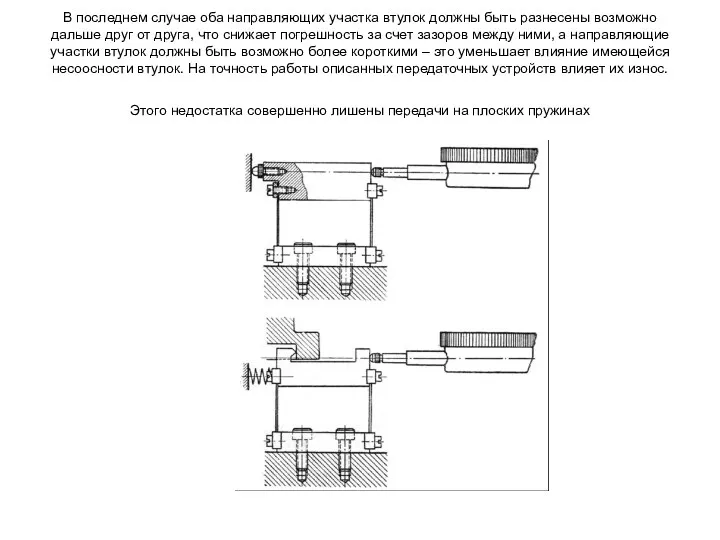
В последнем случае оба направляющих участка втулок должны быть разнесены возможно
В последнем случае оба направляющих участка втулок должны быть разнесены возможно
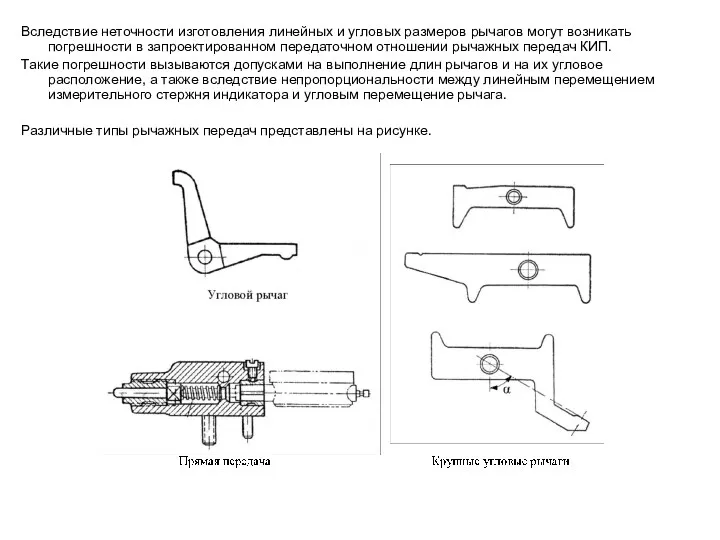
Вследствие неточности изготовления линейных и угловых размеров рычагов могут возникать погрешности
Вследствие неточности изготовления линейных и угловых размеров рычагов могут возникать погрешности
Узлы крепления измерительных устройств
Правильное крепление измерительных устройств имеет серьезное значение для
Узлы крепления измерительных устройств
Правильное крепление измерительных устройств имеет серьезное значение для
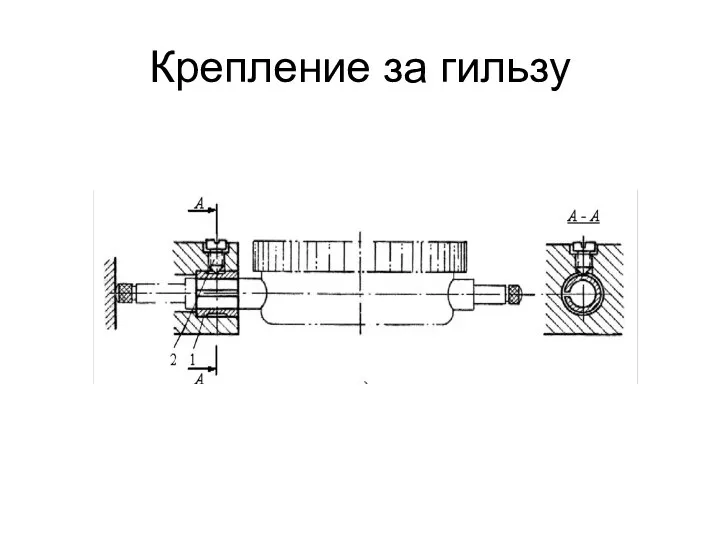
Крепление за гильзу
Крепление за гильзу

Крепление за «Ушко»
Крепление за «Ушко»

Большое количество измерений производят в условиях на плите, в центрах и
Большое количество измерений производят в условиях на плите, в центрах и
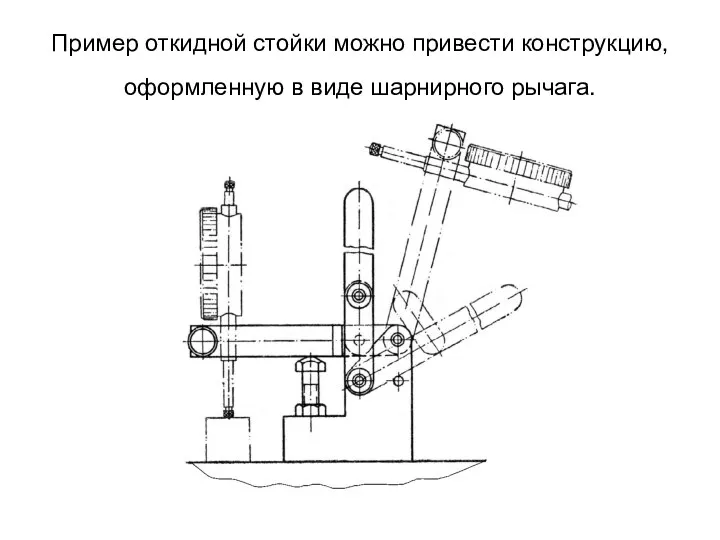
Пример откидной стойки можно привести конструкцию, оформленную в виде шарнирного рычага.
Пример откидной стойки можно привести конструкцию, оформленную в виде шарнирного рычага.
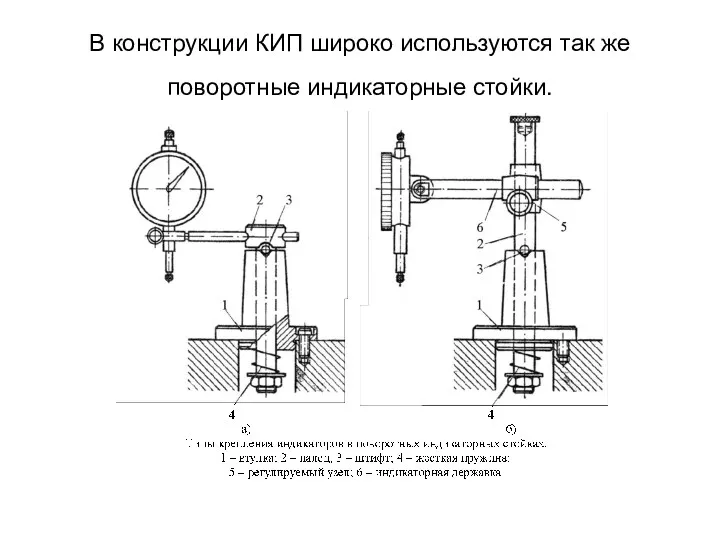
В конструкции КИП широко используются так же поворотные индикаторные стойки.
В конструкции КИП широко используются так же поворотные индикаторные стойки.
В значительном количестве случаев детали, базируемые по отверстию на оправках (конических,
В значительном количестве случаев детали, базируемые по отверстию на оправках (конических,
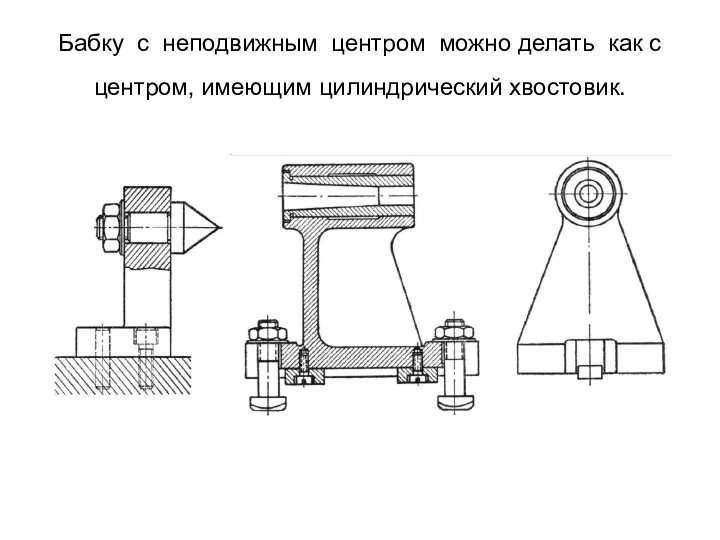
Бабку с неподвижным центром можно делать как с центром, имеющим цилиндрический
Бабку с неподвижным центром можно делать как с центром, имеющим цилиндрический
Расчет точности КИП
И. Н. Аверьянов, А. Н. Болотеин, М. А.
Расчет точности КИП
И. Н. Аверьянов, А. Н. Болотеин, М. А.
Составляющие погрешности измерения КИП.
На точность показаний КИП оказывают влияние следующие погрешности:
базирования
Составляющие погрешности измерения КИП.
На точность показаний КИП оказывают влияние следующие погрешности:
базирования
Определение суммарной погрешности КИП
Составляющие суммарной погрешности могут быть найдены расчетом, по
Определение суммарной погрешности КИП
Составляющие суммарной погрешности могут быть найдены расчетом, по
εис – погрешность, зависящая от измерительной силы, возникает в
результате смещения
εис – погрешность, зависящая от измерительной силы, возникает в
результате смещения
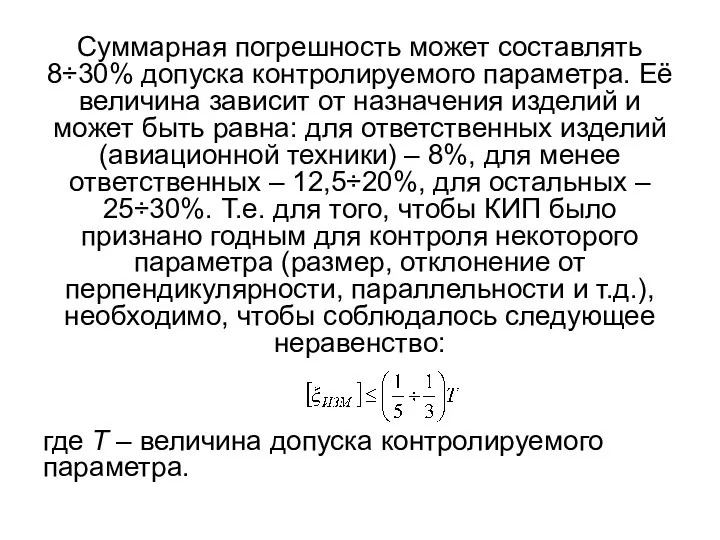
Суммарная погрешность может составлять 8÷30% допуска контролируемого параметра. Её величина зависит
Суммарная погрешность может составлять 8÷30% допуска контролируемого параметра. Её величина зависит
Погрешности изготовления установочных элементов и их расположения на корпусе приспособления εиу
Погрешности изготовления установочных элементов и их расположения на корпусе приспособления εиу
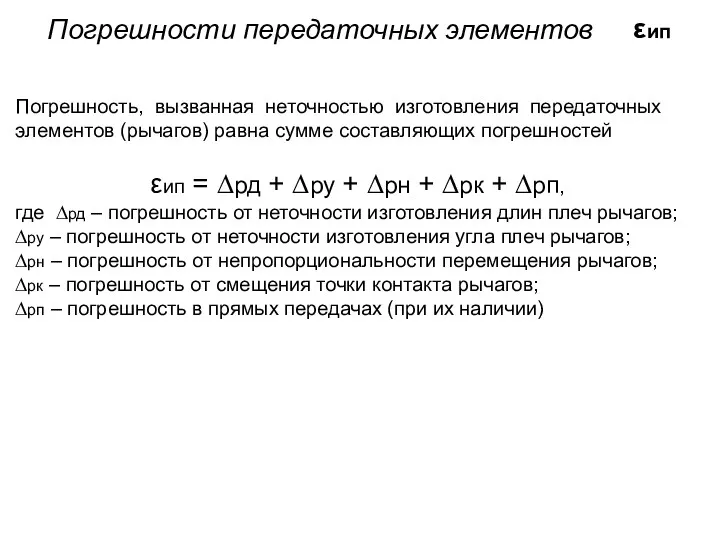
Погрешность, вызванная неточностью изготовления передаточных
элементов (рычагов) равна сумме составляющих погрешностей
Погрешность, вызванная неточностью изготовления передаточных
элементов (рычагов) равна сумме составляющих погрешностей
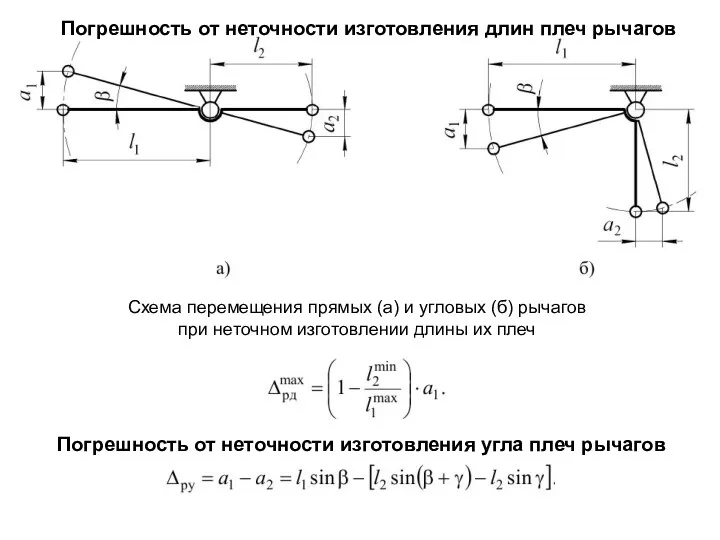
Схема перемещения прямых (а) и угловых (б) рычагов
при неточном изготовлении
Схема перемещения прямых (а) и угловых (б) рычагов
при неточном изготовлении
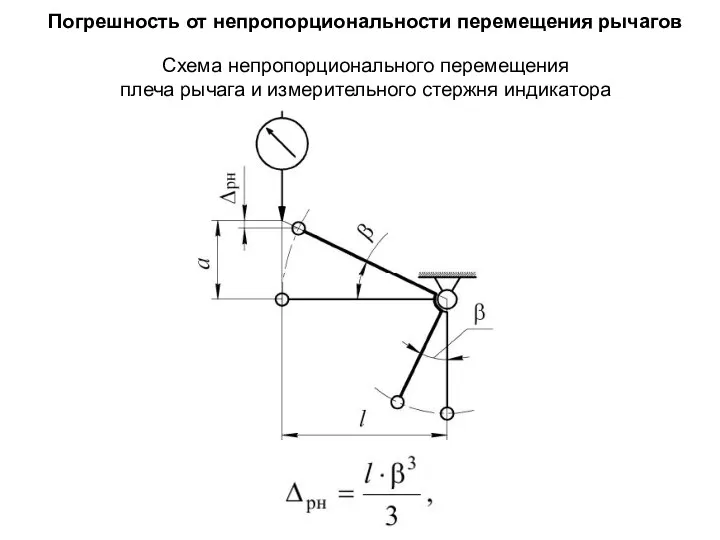
Схема непропорционального перемещения
плеча рычага и измерительного стержня индикатора
Погрешность от непропорциональности
Схема непропорционального перемещения
плеча рычага и измерительного стержня индикатора
Погрешность от непропорциональности
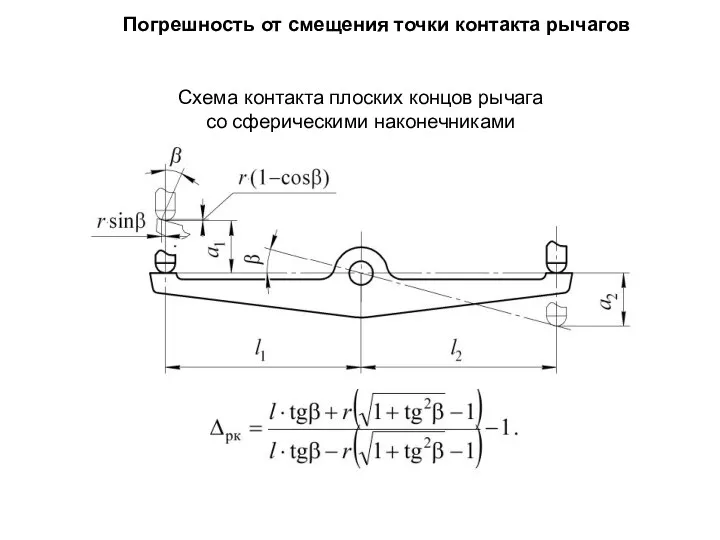
Схема контакта плоских концов рычага
со сферическими наконечниками
Погрешность от смещения точки
Схема контакта плоских концов рычага
со сферическими наконечниками
Погрешность от смещения точки
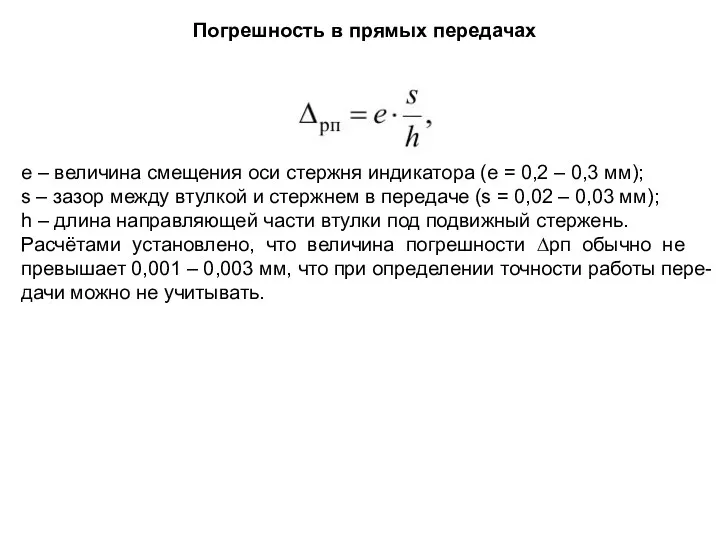
e – величина смещения оси стержня индикатора (e = 0,2 –
e – величина смещения оси стержня индикатора (e = 0,2 –
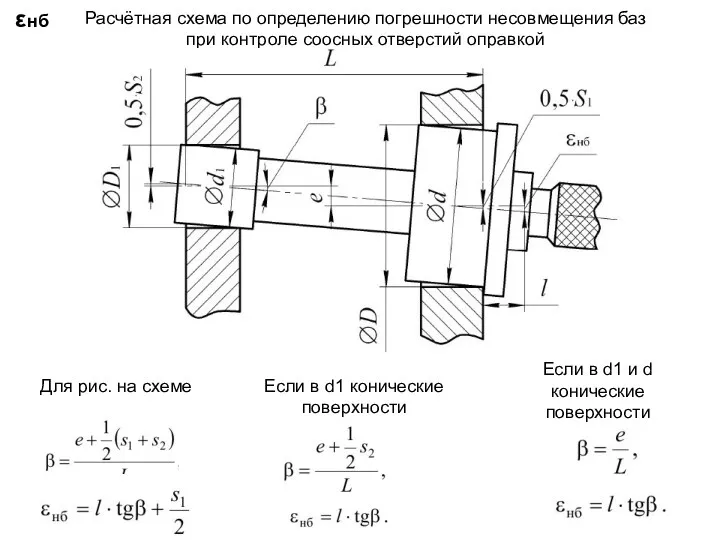
εнб
Расчётная схема по определению погрешности несовмещения баз
при контроле соосных отверстий
εнб
Расчётная схема по определению погрешности несовмещения баз
при контроле соосных отверстий
Погрешность закрепления εз
В отдельных конструкциях контрольных приспособлений, когда требуется обеспечить неизменность
Погрешность закрепления εз
В отдельных конструкциях контрольных приспособлений, когда требуется обеспечить неизменность
МЕТОДИКА ПРОЕКТИРОВАНИЯ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
МЕТОДИКА ПРОЕКТИРОВАНИЯ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Основные этапы проектирования КИП
К проектированию контрольного приспособления в курсовом и дипломном
Основные этапы проектирования КИП
К проектированию контрольного приспособления в курсовом и дипломном
Методика проектирования контрольных приспособлений в общем случае
может включать в себя
Методика проектирования контрольных приспособлений в общем случае может включать в себя

Выбор схемы контроля
Выбор схемы контроля
Разработку общего вида приспособления начинают :
с нанесения на лист контура детали.
Деталь
Разработку общего вида приспособления начинают :
с нанесения на лист контура детали.
Деталь
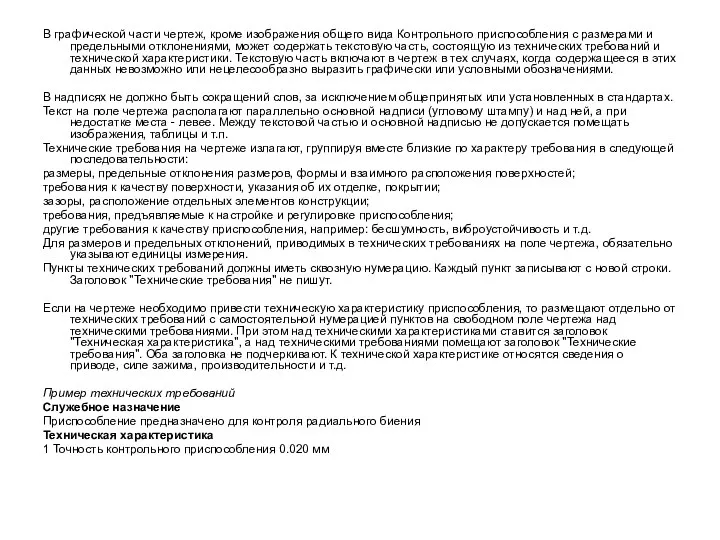
В графической части чертеж, кроме изображения общего вида Контрольного приспособления с
В графической части чертеж, кроме изображения общего вида Контрольного приспособления с
Автоматизация контроля
Автоматизация контроля
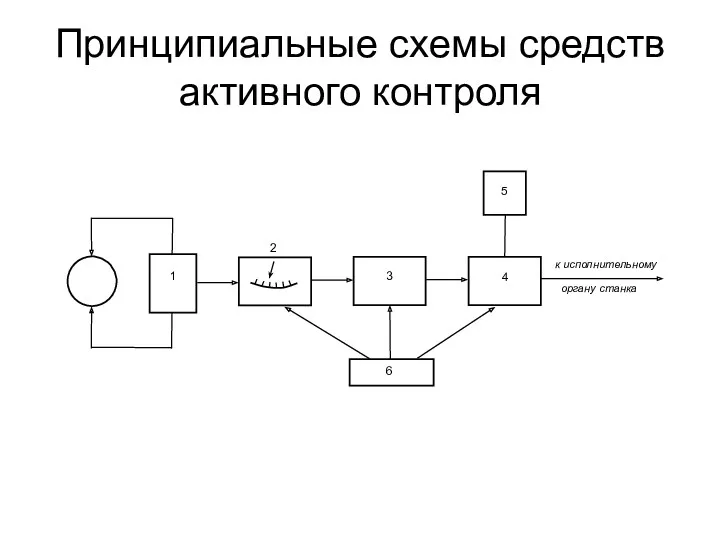
Принципиальные схемы средств активного контроля
Принципиальные схемы средств активного контроля
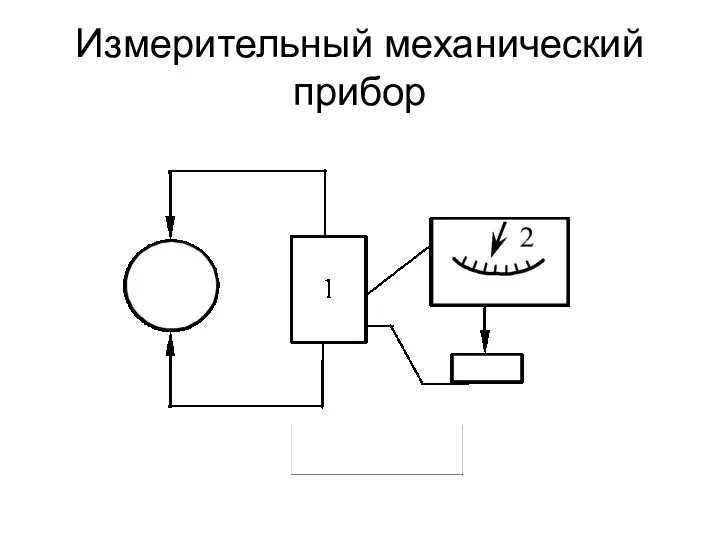
Измерительный механический прибор
Измерительный механический прибор
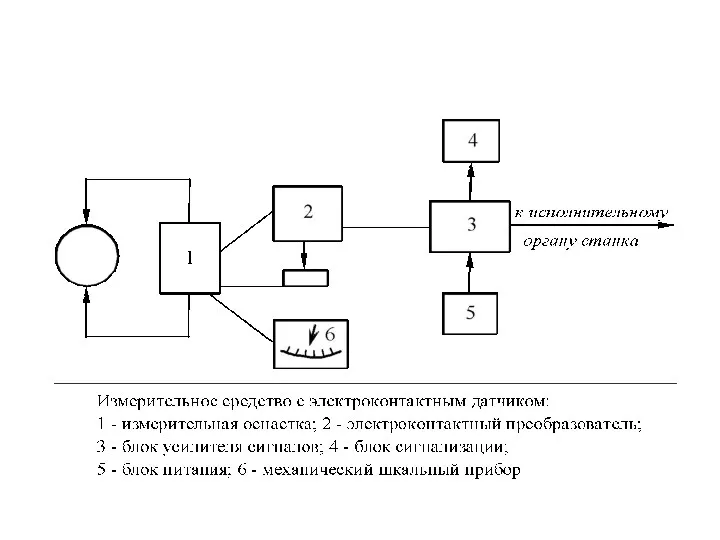
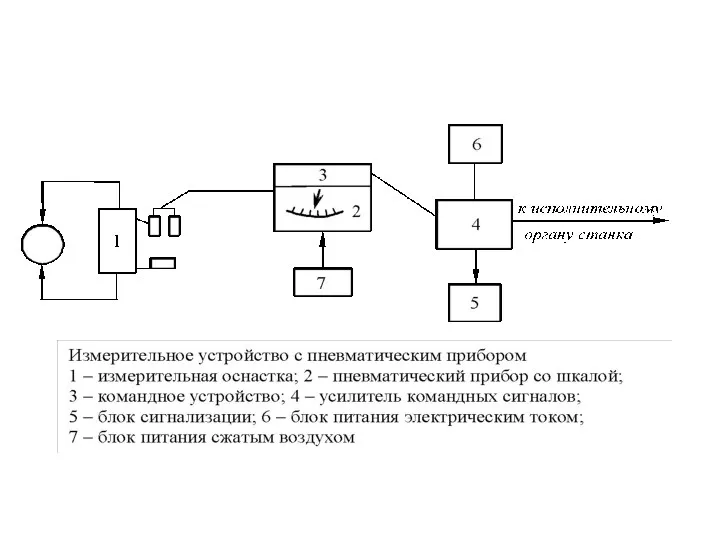

Схема измерительного средства с индуктивным преобразователем
Схема измерительного средства с индуктивным преобразователем
Координатно-измерительные машины
(КИМ)
Координатно-измерительные машины
(КИМ)
КИМ предназначена
для измерения и контроля:
- концевых мер;
- сложных пространственных
КИМ предназначена
для измерения и контроля: - концевых мер; - сложных пространственных






Преимущество КИМ: удобство эксплуатации, простоту обслуживания, доступность сервиса.
Положение каретки описывается
Преимущество КИМ: удобство эксплуатации, простоту обслуживания, доступность сервиса.
Положение каретки описывается

Общий вид контрольно-измерительной машины
Общий вид контрольно-измерительной машины
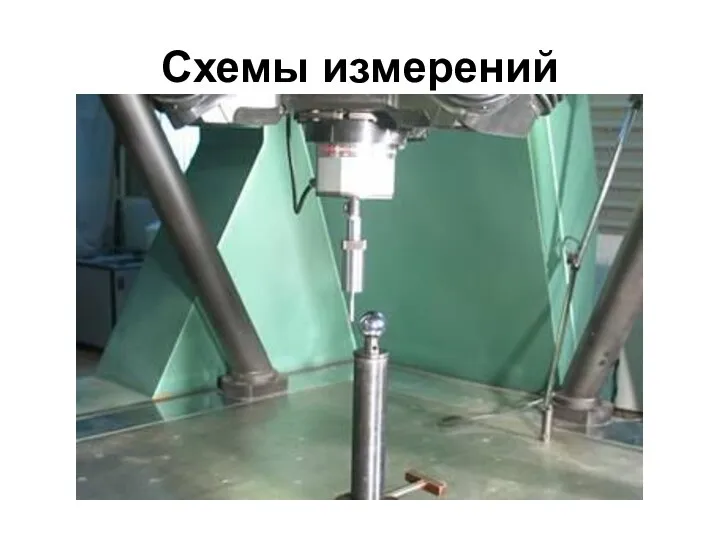
Схемы измерений
Схемы измерений

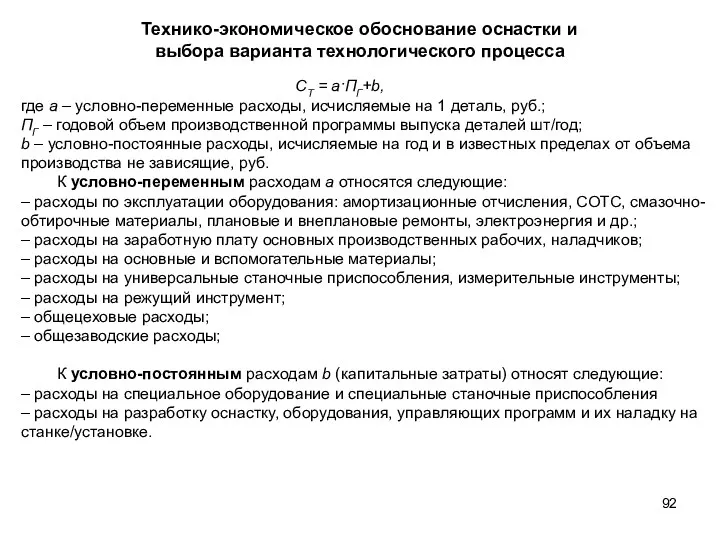
Технико-экономическое обоснование оснастки и
выбора варианта технологического процесса
СТ = а·ПГ+b,
где
Технико-экономическое обоснование оснастки и
выбора варианта технологического процесса
СТ = а·ПГ+b,
где
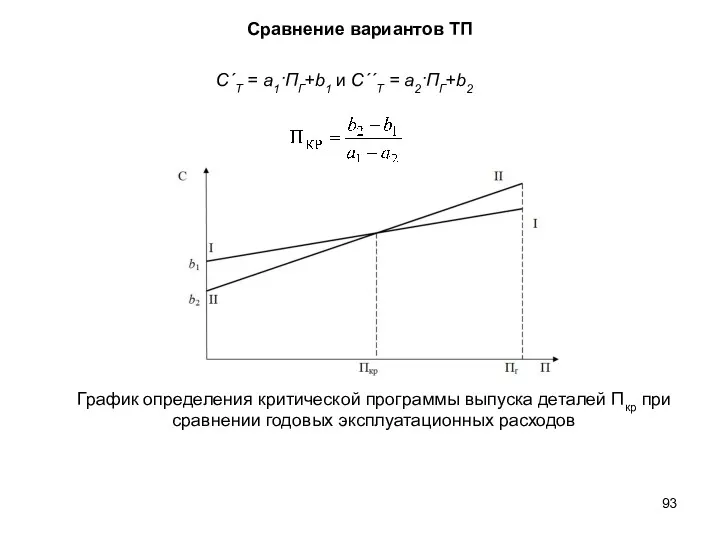
С´Т = а1·ПГ+b1 и С´´Т = а2·ПГ+b2
Сравнение вариантов ТП
График определения критической
С´Т = а1·ПГ+b1 и С´´Т = а2·ПГ+b2
Сравнение вариантов ТП
График определения критической
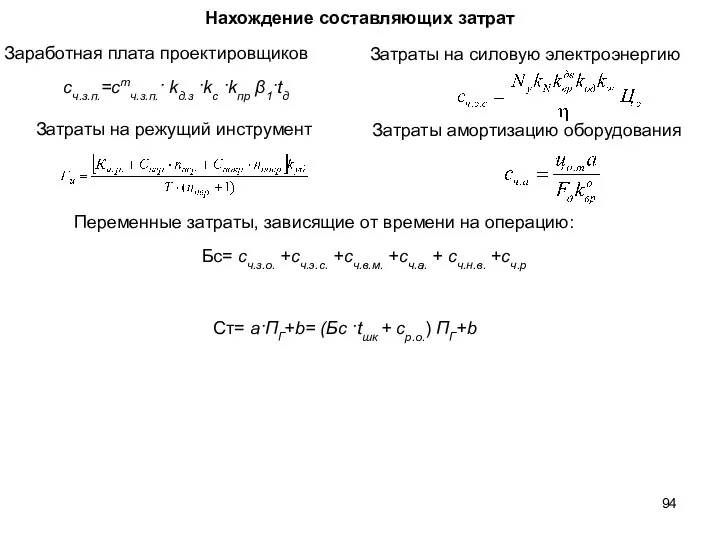
Нахождение составляющих затрат
сч.з.п.=сmч.з.п.· kд.з ·kс ·kпр β1·tд
Заработная плата проектировщиков
Затраты на режущий
Нахождение составляющих затрат
сч.з.п.=сmч.з.п.· kд.з ·kс ·kпр β1·tд
Заработная плата проектировщиков
Затраты на режущий
 Семинарское занятие кружка Волшебный карандаш - Рисуем горы. Наш горный край
Семинарское занятие кружка Волшебный карандаш - Рисуем горы. Наш горный край Sector Team Умный дом
Sector Team Умный дом Аминокислоты. Открытие аминокислот
Аминокислоты. Открытие аминокислот Применение здоровьесберегающих технологий в работе с детьми и семьей в средней группе
Применение здоровьесберегающих технологий в работе с детьми и семьей в средней группе Серге́й Па́влович Королёв
Серге́й Па́влович Королёв Тема 1 УП
Тема 1 УП Графические материалы на комиссию №6. Генеральный план города Ижевска
Графические материалы на комиссию №6. Генеральный план города Ижевска Частицы
Частицы Понятие, значение, система особенной части уголовного права. Понятие, значение и основы квалификации преступлений
Понятие, значение, система особенной части уголовного права. Понятие, значение и основы квалификации преступлений Город Глазов в Удмуртской Республике России
Город Глазов в Удмуртской Республике России Гидроцилиндры общего назначения. Варианты задач
Гидроцилиндры общего назначения. Варианты задач Вышивка крестом
Вышивка крестом Патогенез плохих выступлений
Патогенез плохих выступлений Презентация к ЮБИЛЕЮ детского сада ТЕРЕМОК
Презентация к ЮБИЛЕЮ детского сада ТЕРЕМОК Новый год
Новый год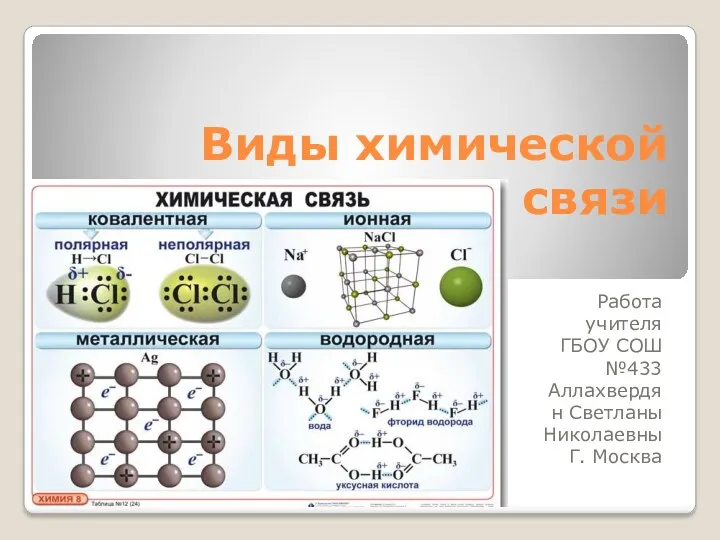 виды химической связи
виды химической связи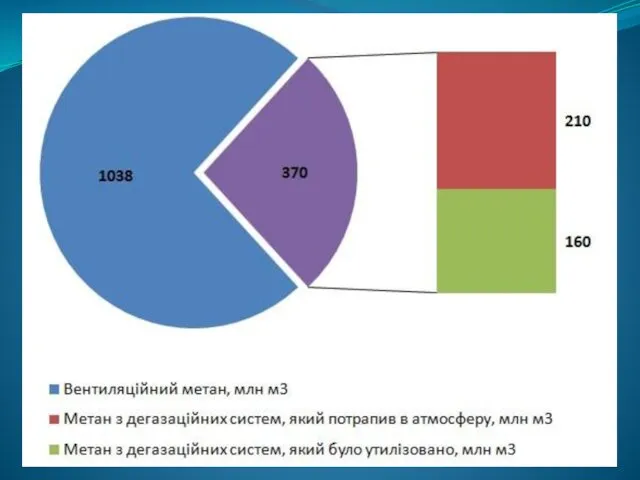 Принципова схема підземної газифікації
Принципова схема підземної газифікації Права ребенка через социальные взаимоотношения.
Права ребенка через социальные взаимоотношения. Экологические сообщества
Экологические сообщества Методика ортопедического лечения литыми вкладками
Методика ортопедического лечения литыми вкладками Требования к оформлению исследовательской работы для научно-исследовательской конференции
Требования к оформлению исследовательской работы для научно-исследовательской конференции Вертикальные резервуары
Вертикальные резервуары Структура Базельских стандартов. Обзор
Структура Базельских стандартов. Обзор Перпендикуляр и наклонная. Угол между прямой и плоскостью
Перпендикуляр и наклонная. Угол между прямой и плоскостью Республика Крым
Республика Крым ДИСЛЕКСИЯ – МУЛЬТИФАКТОРНАЯ МОДЕЛЬ.
ДИСЛЕКСИЯ – МУЛЬТИФАКТОРНАЯ МОДЕЛЬ. Упражнение в определении лексического значения глагола
Упражнение в определении лексического значения глагола презенетантация на тему Душа танца
презенетантация на тему Душа танца