- Лазерная сварка

Содержание
- 2. Определение Основные типы лазеров Лазерная сварка – сварка плавлением, при котором нагрев осуществляется энергией лазерного излучения
- 3. Классификация лазерной сварки
- 4. Преимущества лазерной сварки 3.1 мм Перегрев в поворотных точках Перед дуговой сваркой: Высокая производительность процесса (до
- 5. Преимущества лазерной сварки 3.1 мм Перегрев в поворотных точках Перед электронно-лучевой сваркой: Отсутствие вакуумной камеры Отсутствие
- 6. Преимущества лазерной сварки 3.1 мм Перегрев в поворотных точках Перед контактной сваркой: Минимальный размер сварочно точки
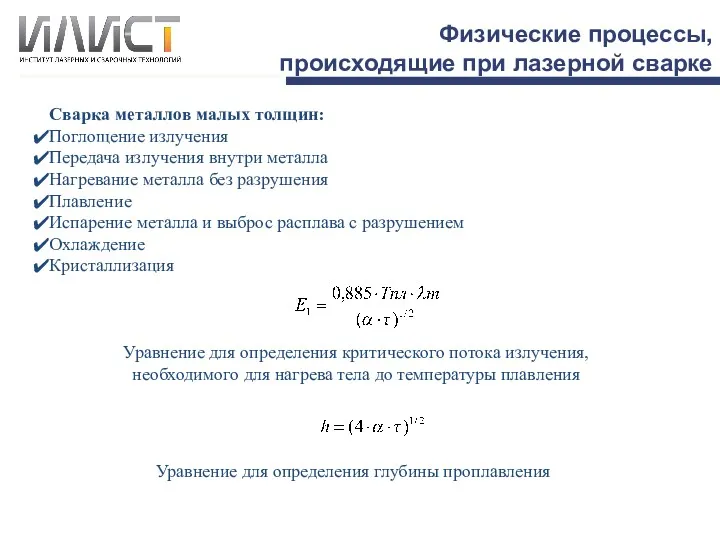
- 7. Физические процессы, происходящие при лазерной сварке Сварка металлов малых толщин: Поглощение излучения Передача излучения внутри металла
- 8. Физические процессы, происходящие при лазерной сварке Уравнение для определения критической плотности мощности излучения, необходимого для нагрева
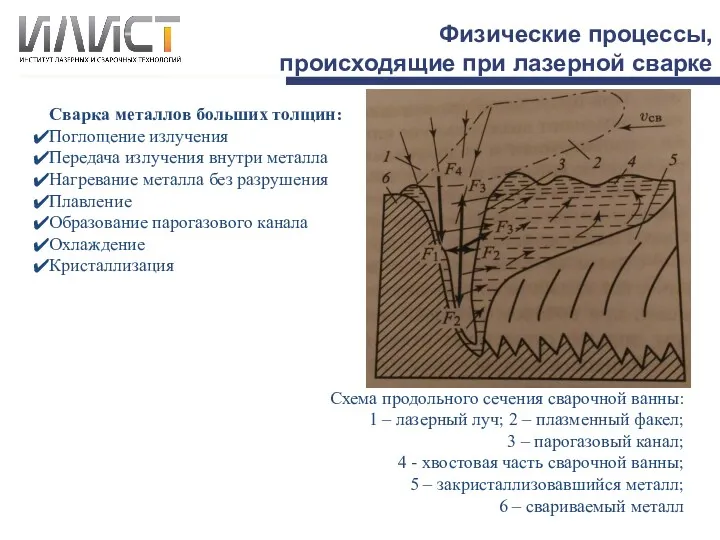
- 9. Физические процессы, происходящие при лазерной сварке Сварка металлов больших толщин: Поглощение излучения Передача излучения внутри металла
- 10. Технологические параметры при лазерной сварке Сварка металлов малых толщин. Основные параметры Энергия импульса Длительность импульса Длительность
- 11. Технологические параметры при лазерной сварке Сварка металлов больших толщин. Основные параметры Мощность лазерного излучения Диаметр сфокусированного
- 12. Повышение эффективности лазерной сварки Использованием импульсно-периодического режима сварки (400-1000 Гц, 20-50 мсек) Наличие зазора (не больше
- 13. Требования к позиционированию лазерного излучения Зазор не более 0,1 мм при сварке тонких металлов Зазор не
- 15. Скачать презентацию

Определение
Основные типы лазеров
Лазерная сварка – сварка плавлением, при котором нагрев
осуществляется
Определение
Основные типы лазеров
Лазерная сварка – сварка плавлением, при котором нагрев
осуществляется

Классификация лазерной сварки
Классификация лазерной сварки
Преимущества лазерной сварки
3.1 мм
Перегрев в поворотных точках
Перед дуговой сваркой:
Высокая производительность процесса
Преимущества лазерной сварки
3.1 мм
Перегрев в поворотных точках
Перед дуговой сваркой:
Высокая производительность процесса
Преимущества лазерной сварки
3.1 мм
Перегрев в поворотных точках
Перед электронно-лучевой сваркой:
Отсутствие вакуумной камеры
Отсутствие
Преимущества лазерной сварки
3.1 мм
Перегрев в поворотных точках
Перед электронно-лучевой сваркой:
Отсутствие вакуумной камеры
Отсутствие
Преимущества лазерной сварки
3.1 мм
Перегрев в поворотных точках
Перед контактной сваркой:
Минимальный размер сварочно
Преимущества лазерной сварки
3.1 мм
Перегрев в поворотных точках
Перед контактной сваркой:
Минимальный размер сварочно
Физические процессы,
происходящие при лазерной сварке
Сварка металлов малых толщин:
Поглощение излучения
Передача излучения
Физические процессы,
происходящие при лазерной сварке
Сварка металлов малых толщин:
Поглощение излучения
Передача излучения
Физические процессы,
происходящие при лазерной сварке
Уравнение для определения критической плотности мощности
Физические процессы,
происходящие при лазерной сварке
Уравнение для определения критической плотности мощности
Физические процессы,
происходящие при лазерной сварке
Сварка металлов больших толщин:
Поглощение излучения
Передача излучения
Физические процессы,
происходящие при лазерной сварке
Сварка металлов больших толщин:
Поглощение излучения
Передача излучения
Технологические параметры
при лазерной сварке
Сварка металлов малых толщин.
Основные параметры
Энергия импульса
Длительность импульса
Длительность
Технологические параметры
при лазерной сварке
Сварка металлов малых толщин.
Основные параметры
Энергия импульса
Длительность импульса
Длительность
Технологические параметры
при лазерной сварке
Сварка металлов больших толщин.
Основные параметры
Мощность лазерного излучения
Диаметр
Технологические параметры
при лазерной сварке
Сварка металлов больших толщин.
Основные параметры
Мощность лазерного излучения
Диаметр
Повышение эффективности
лазерной сварки
Использованием импульсно-периодического режима сварки
(400-1000 Гц, 20-50 мсек)
Наличие зазора
Повышение эффективности
лазерной сварки
Использованием импульсно-периодического режима сварки
(400-1000 Гц, 20-50 мсек)
Наличие зазора
Требования к позиционированию
лазерного излучения
Зазор не более 0,1 мм при
Требования к позиционированию
лазерного излучения
Зазор не более 0,1 мм при
 Cyrel® фотополимерные пластины
Cyrel® фотополимерные пластины Логический квадрат. Ложные, истинные и неопределенные суждения
Логический квадрат. Ложные, истинные и неопределенные суждения Планування та облік роботи науково- педагогічних працівників
Планування та облік роботи науково- педагогічних працівників Сказка на зимнем участке
Сказка на зимнем участке Презентация Проект Развитие мелкой моторики у детей с нарушениями речи
Презентация Проект Развитие мелкой моторики у детей с нарушениями речи Формы и организация познавательной деятельности учащихся на уроках географии
Формы и организация познавательной деятельности учащихся на уроках географии освещение основные понятия
освещение основные понятия Трудности адаптационного периода в 5 классе и пути их преодоления родительское собрание
Трудности адаптационного периода в 5 классе и пути их преодоления родительское собрание Белоснежка и первоклассные гномы.
Белоснежка и первоклассные гномы. Подарок к 8 Марта. Мимоза. 2 класс
Подарок к 8 Марта. Мимоза. 2 класс Памятник природы Новая роща
Памятник природы Новая роща Современный урок: требования, технологии, результаты.
Современный урок: требования, технологии, результаты. Характеристика дизайнів
Характеристика дизайнів Инновационные технологии в растениеводстве
Инновационные технологии в растениеводстве Христианство и социальные проекты
Христианство и социальные проекты Специальные вопросы гидравлики, водопроводных и водоотводящих сооружений. Гидравлический прыжок. Сопряжение бьефов. (Лекция 3)
Специальные вопросы гидравлики, водопроводных и водоотводящих сооружений. Гидравлический прыжок. Сопряжение бьефов. (Лекция 3) Процесс перемещения грузов и логистика
Процесс перемещения грузов и логистика Дәрілік заттардың әсерінің ағзаның қасиетіне тәуелділігі
Дәрілік заттардың әсерінің ағзаның қасиетіне тәуелділігі Викторина по сказкам Г-Х Андерсена
Викторина по сказкам Г-Х Андерсена Бизнес мечты
Бизнес мечты презентация на тему конфликты в коллективах.причины и способы их разрешения
презентация на тему конфликты в коллективах.причины и способы их разрешения Проект программы элективного курса для учащихся 9 класса В мире уравнений высших степеней
Проект программы элективного курса для учащихся 9 класса В мире уравнений высших степеней Предмет и метод экономической теории. Основные этапы развития экономической мысли
Предмет и метод экономической теории. Основные этапы развития экономической мысли Основні режими роботи системи стільникового зв'язку
Основні режими роботи системи стільникового зв'язку Массовая культура
Массовая культура Проектирование психологически безопасной, комфортной среды ОО
Проектирование психологически безопасной, комфортной среды ОО Підсумок за темою ”Поетична збірка 3”
Підсумок за темою ”Поетична збірка 3”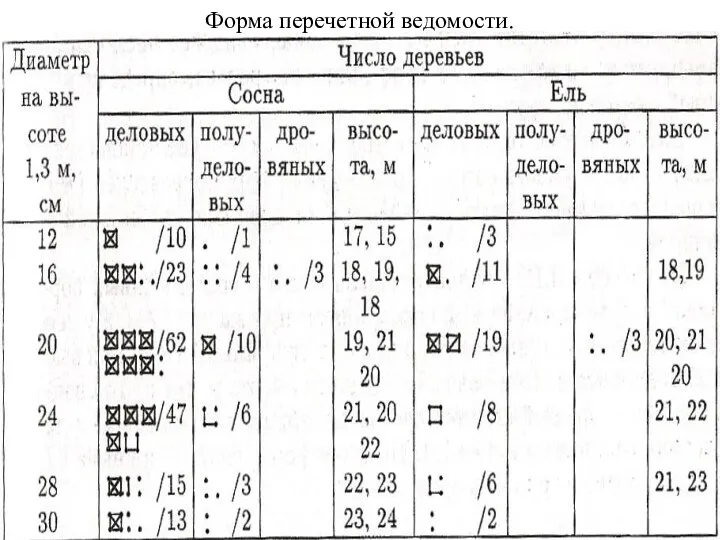 Определение запаса насаждения
Определение запаса насаждения