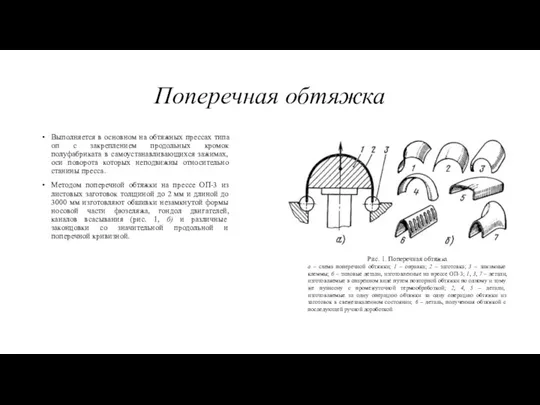
Обтяжка с продольным растяжением
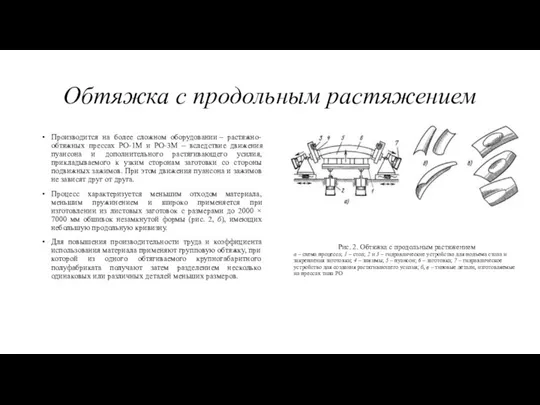
Производится на более сложном оборудовании – растяжно-обтяжных прессах
PO-1M и РО-3М – вследствие движения пуансона и дополнительного растягивающего усилия, прикладываемого к узким сторонам заготовки со стороны подвижных зажимов. При этом движения пуансона и зажимов не зависят друг от друга.
Процесс характеризуется меньшим отходом материала, меньшим пружинением и широко применяется при изготовлении из листовых заготовок с размерами до 2000 × 7000 мм обшивок незамкнутой формы (рис. 2, б), имеющих небольшую продольную кривизну.
Для повышения производительности труда и коэффициента использования материала применяют групповую обтяжку, при которой из одного обтягиваемого крупногабаритного полуфабриката получают затем разделением несколько одинаковых или различных деталей меньших размеров.
Рис. 2. Обтяжка с продольным растяжением
а – схема процесса; 1 – стол; 2 и 3 – гидравлические устройства для подъема стола и закрепления заготовки; 4 – зажимы; 5 – пуансон; 6 – заготовка; 7 – гидравлическое устройство для создания растягивающего усилия; б, в – типовые детали, изготовляемые на прессах типа РО

 Денежная система
Денежная система Перегородки. Виды перегородок
Перегородки. Виды перегородок Жизнь рыб
Жизнь рыб жизнь возле свалки
жизнь возле свалки 20240129_kultura_i_obrazovanie
20240129_kultura_i_obrazovanie Stepan Tkachenko
Stepan Tkachenko Перечень оборудования для начинающего видеооператора
Перечень оборудования для начинающего видеооператора Михаил Васильевич Ломоносов
Михаил Васильевич Ломоносов Акселерометры, их типы и характеристики
Акселерометры, их типы и характеристики Тепловая электростанция (ТЭС)
Тепловая электростанция (ТЭС) Техника безопасности на уроках технологии
Техника безопасности на уроках технологии Hydraulic Fracturing
Hydraulic Fracturing Железнодорожный транспорт. Характеристика, пути сообщения, транспортные средства
Железнодорожный транспорт. Характеристика, пути сообщения, транспортные средства Презентация: Закономерности географической оболочки география 6 класс.
Презентация: Закономерности географической оболочки география 6 класс. Печатная форма. Печатающие элементы
Печатная форма. Печатающие элементы ПОТРЕБНОСТИ ПАЦИЕНТА В СНЕ И ОТДЫХЕ
ПОТРЕБНОСТИ ПАЦИЕНТА В СНЕ И ОТДЫХЕ Протестантизм
Протестантизм Средства реабилитации
Средства реабилитации Презентация Семейные ценности. Традиции семьи
Презентация Семейные ценности. Традиции семьи Презентация история
Презентация история „Skóra, fura i komóra”. Rzecz o dziesiątym przykazaniu
„Skóra, fura i komóra”. Rzecz o dziesiątym przykazaniu Познавательный журнал Толмач
Познавательный журнал Толмач Спрос и предложение. 10 класс
Спрос и предложение. 10 класс Общая характеристика радиолокационной системы РТВ
Общая характеристика радиолокационной системы РТВ Литературно-музыкальная композиция Мы не стреляли
Литературно-музыкальная композиция Мы не стреляли Вторичные деформации зубных рядов
Вторичные деформации зубных рядов Презентация Изготовление кукол из ниток и тряпочек и растительного материала
Презентация Изготовление кукол из ниток и тряпочек и растительного материала Начальное обучение плаванию
Начальное обучение плаванию