- Литейная песчано-глинистая форма

Содержание
- 2. Модель, деталь, отливка
- 3. Технология получения литейной формы
- 4. Специальные способы литья: в оболочковые формы; по выплавляемым моделям; кокильное; центробежное.
- 5. Литье в оболочковые формы - процесс получения отливок из расплавленного металла в формах, изготовленных по горячей
- 6. Металлическую модельную плиту 1 с моделью 2 нагревают в печи до 200…250 °C. Затем плиту 1
- 7. Твердая оболочка снимается с модели с помощью толкателей 4. Аналогичным образом получают вторую полуформу. Для получения
- 8. Литье по выплавляемым моделям – процесс получения отливок из расплавленного металла в формах, рабочая полость которых
- 9. Выплавляемые модели изготавливают в пресс-формах 1 из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав
- 10. Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях.
- 11. Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1, двух симметричных полуформ 2 и
- 12. При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что
- 14. При получении отливок на машинах с вращением формы вокруг вертикальной оси (а) металл из ковша 4
- 16. Скачать презентацию
 Южные соседи Киевской Руси - половцы
Южные соседи Киевской Руси - половцы Дорожно-транспортные происшествия (ДТП)
Дорожно-транспортные происшествия (ДТП) С днем рождения. Кодовое имя Татьяна, она же босс
С днем рождения. Кодовое имя Татьяна, она же босс Моли́тва — обращение верующего к Богу
Моли́тва — обращение верующего к Богу Подбор сечений деревянных элементов сплошного сечения
Подбор сечений деревянных элементов сплошного сечения презентация к 9 Мая для старшей и подготовительной групп Диск
презентация к 9 Мая для старшей и подготовительной групп Диск Групповая дискуссия, как метод социальной психологии
Групповая дискуссия, как метод социальной психологии Презентация Алюминий, его свойства и применение.
Презентация Алюминий, его свойства и применение. Measurement automation in laboratory physical modeling of seismic data
Measurement automation in laboratory physical modeling of seismic data Рукописные книги
Рукописные книги Презентация по введению
Презентация по введению Что такое дружба. Закончи пословицу
Что такое дружба. Закончи пословицу Подготовка к участию в практических олимпиадах по робототехнике
Подготовка к участию в практических олимпиадах по робототехнике Плод. Разнообразие и значение плодов. 6 класс
Плод. Разнообразие и значение плодов. 6 класс презентация Кто такой Дед Мороз?
презентация Кто такой Дед Мороз? Макроэкономические показатели. Валовой внутренний продукт. (ВВП)
Макроэкономические показатели. Валовой внутренний продукт. (ВВП) modelirovanie_pryamoy_yubki
modelirovanie_pryamoy_yubki Всероссийский студенческий кэмп в Сочи.Февраль 2016.Роза Хутор
Всероссийский студенческий кэмп в Сочи.Февраль 2016.Роза Хутор Арбитраж шин. Дисциплина Структура компьютерных средств Тема №5 Организация шин Занятие №2/1
Арбитраж шин. Дисциплина Структура компьютерных средств Тема №5 Организация шин Занятие №2/1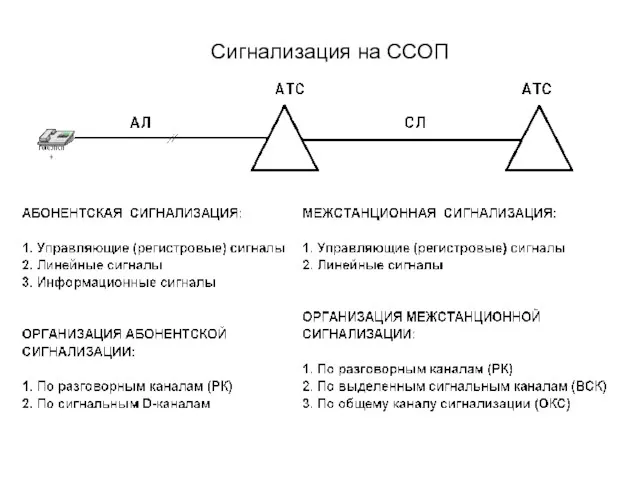 Сигнализация на ССОП
Сигнализация на ССОП Презентация Выдающийся простой человек - Николай Андрианов.
Презентация Выдающийся простой человек - Николай Андрианов. Русь во времена политической раздробленности
Русь во времена политической раздробленности Презентация Развитие фантазии и словесного творчества
Презентация Развитие фантазии и словесного творчества Двуглазый мальчик (сказка)
Двуглазый мальчик (сказка) Эндокринные железы
Эндокринные железы Гормональные средства пептидного и аминокислотного строения. Пероральные сахароснижающие средства. Антитиреоидные средства
Гормональные средства пептидного и аминокислотного строения. Пероральные сахароснижающие средства. Антитиреоидные средства Врисберг жүйкесі
Врисберг жүйкесі Особо опасные инфекции. Чума
Особо опасные инфекции. Чума