- Литейное производство. Литьё перстня

Содержание
- 2. ЛИТЕЙНОЕ ПРОИЗВОДСТВО Задача литейного производства – получение заготовок и деталей машин путем заливки расплавленного металла в
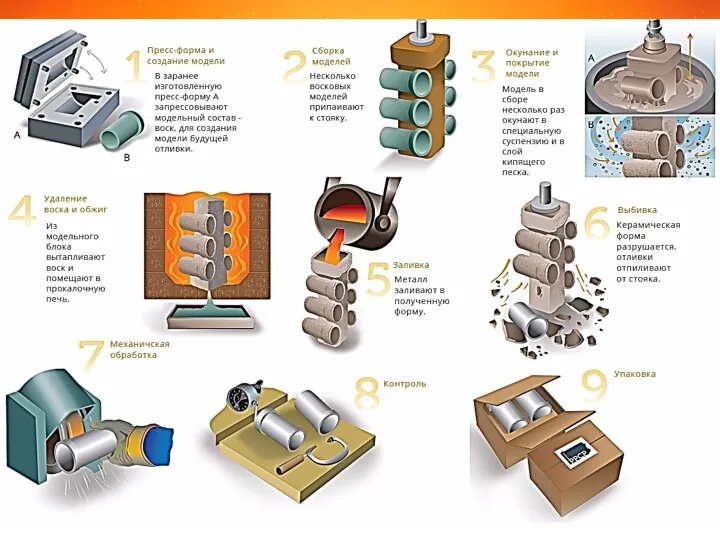
- 3. Литьё по выплавляемым моделям: a – отливка; б – легкоплавкий модельный состав в металлической пресс-форме; в
- 9. Исходная модель в построенная в программе КОМПАС 3d
- 10. Добавление каналов подвода металла …
- 11. … в трёх вариантах
- 12. Формирование геометрической модели
- 13. Передача модели в программу моделирования
- 14. Создание сетки
- 15. Задание параметров
- 16. Начальная стадия заливки металла
- 17. Продолжение моделирования
- 18. Прогноз движения шлаковых частиц «Цветовой поток»
- 19. Финальное распределение цветовых потоков Формирование полей температур
- 20. Прогрев формы Процесс затвердевания
- 21. Прогноз усадки
- 22. Прогноз усадки по конкретным вариантам
- 23. Прогноз микропористости
- 24. Прогноз времени заполнения
- 25. Объёмы, изолированные от атмосферы
- 26. Автоматизация проектирования литников
- 27. Готовое изделие
- 29. Стоимость изготовления Эффективность применения
- 30. БЛАГОДАРИМ ЗА ВНИМАНИЕ
- 31. Анализ существующих решений по проектированию литейных технологий для отливок предрасположенных к образованию типичных дефектов Моделирование и
- 32. В процессе работы проводились компьютерное моделирование с целью определения вероятных видов и мест образования дефектов при
- 33. ЦЕПОЧКА ОБОБЩЕНИЯ СЛЕДУЮЩАЯ: «ГЕОМЕТРИЧЕСКАЯ АНАЛОГИЯ» ----> «АНАЛОГИЯ МАТЕРИАЛОВ» ---- > «АНАЛОГИЯ ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ» В анализируемой технологии
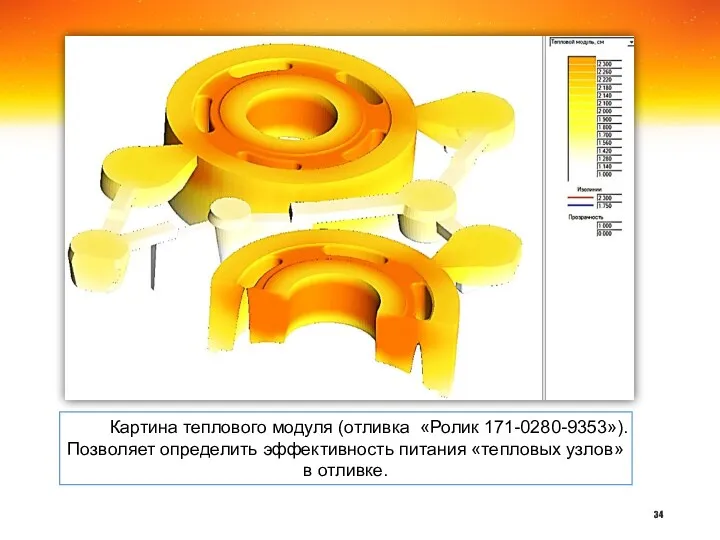
- 34. Картина теплового модуля (отливка «Ролик 171-0280-9353»). Позволяет определить эффективность питания «тепловых узлов» в отливке.
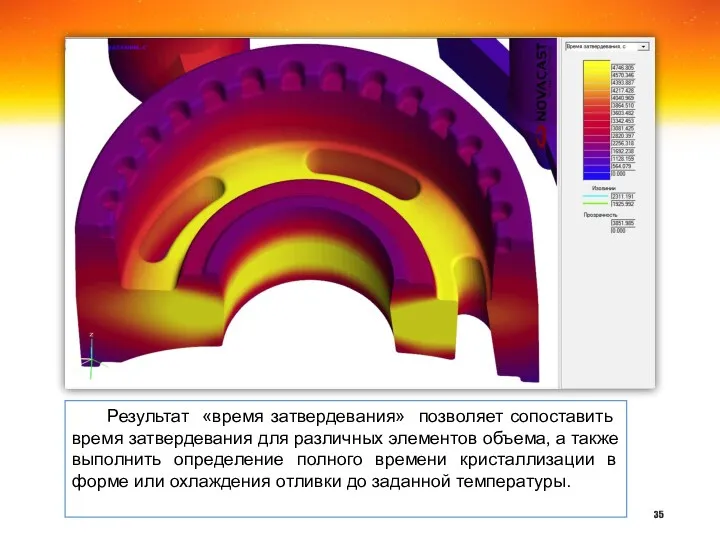
- 35. Результат «время затвердевания» позволяет сопоставить время затвердевания для различных элементов объема, а также выполнить определение полного
- 36. Время заполнения Характер прогрева формы
- 37. Изменение положения микропористости при использовании стержневой смеси с высокой теплопроводностью Схема управления формированием дефекта
- 38. Прогноз вероятности образования усадки Прогноз вероятности образования микропористости
- 39. Расчет значений теплового модуля Расчет времени (последовательности) заполнения отливки
- 40. Анализ прогрева формы (распределение температуры в форме) после окончания процесса кристаллизации Время затвердевания (показано в сечении)
- 41. При проведении моделирования уже на этапе прогноза вероятности образования газовых и усадочных дефектов видно, что при
- 42. Температура в отливке при заливке Локализация усадки (уровень не более 3-5%).
- 44. Скачать презентацию

ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Задача литейного производства – получение заготовок и деталей машин путем
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Задача литейного производства – получение заготовок и деталей машин путем

Литьё по выплавляемым моделям:
a – отливка; б – легкоплавкий модельный состав
Литьё по выплавляемым моделям:
a – отливка; б – легкоплавкий модельный состав



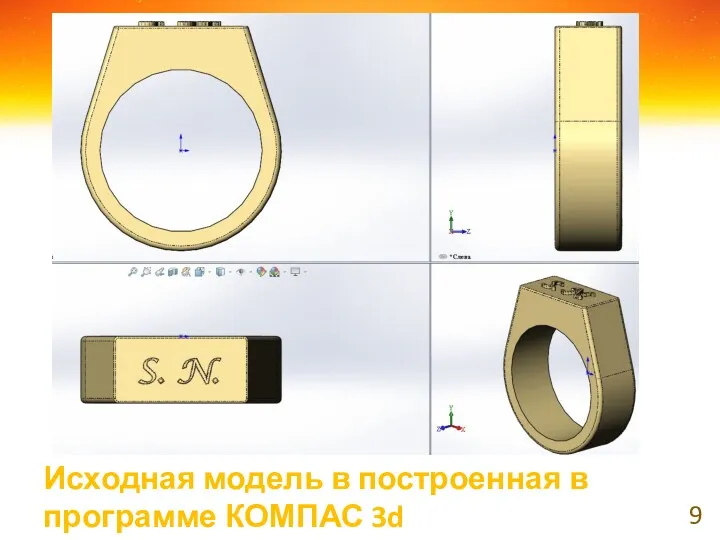
Исходная модель в построенная в программе КОМПАС 3d
Исходная модель в построенная в программе КОМПАС 3d

Добавление каналов подвода металла …
Добавление каналов подвода металла …

… в трёх вариантах
… в трёх вариантах

Формирование геометрической модели
Формирование геометрической модели

Передача модели в программу моделирования
Передача модели в программу моделирования
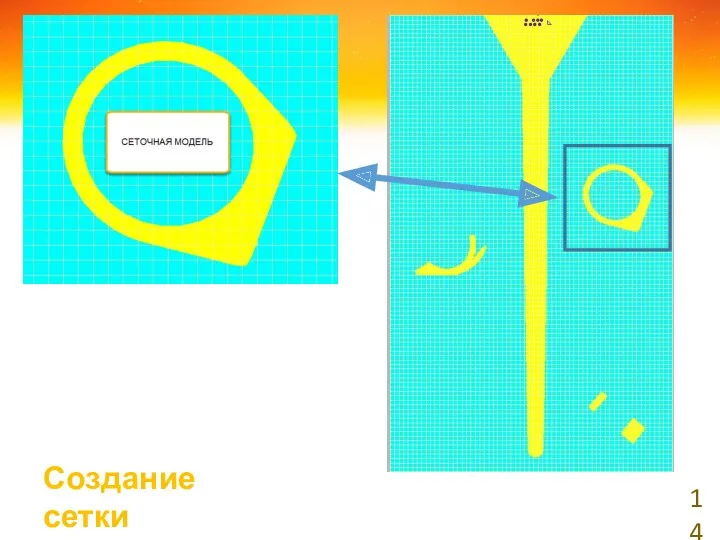
Создание сетки
Создание сетки
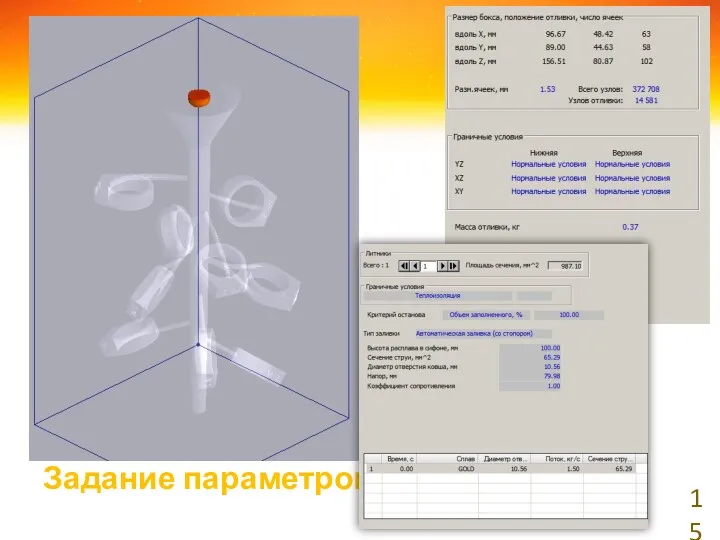
Задание параметров
Задание параметров

Начальная стадия заливки металла
Начальная стадия заливки металла

Продолжение моделирования
Продолжение моделирования
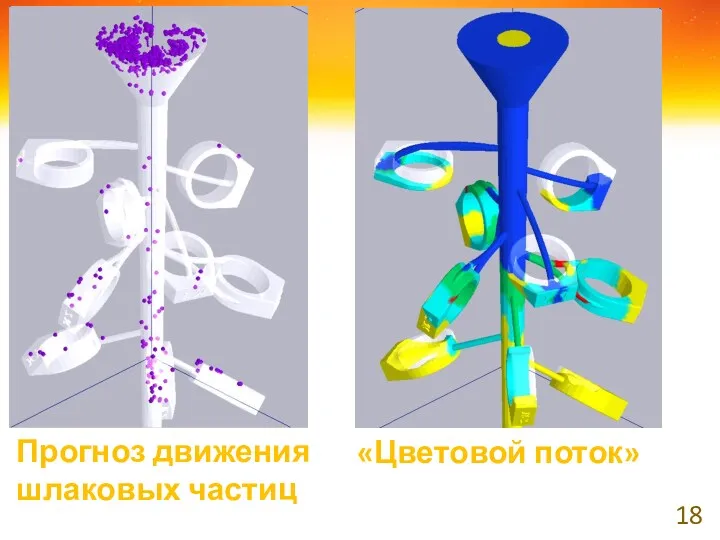
Прогноз движения шлаковых частиц
«Цветовой поток»
Прогноз движения шлаковых частиц
«Цветовой поток»

Финальное распределение цветовых потоков
Формирование полей температур
Финальное распределение цветовых потоков
Формирование полей температур
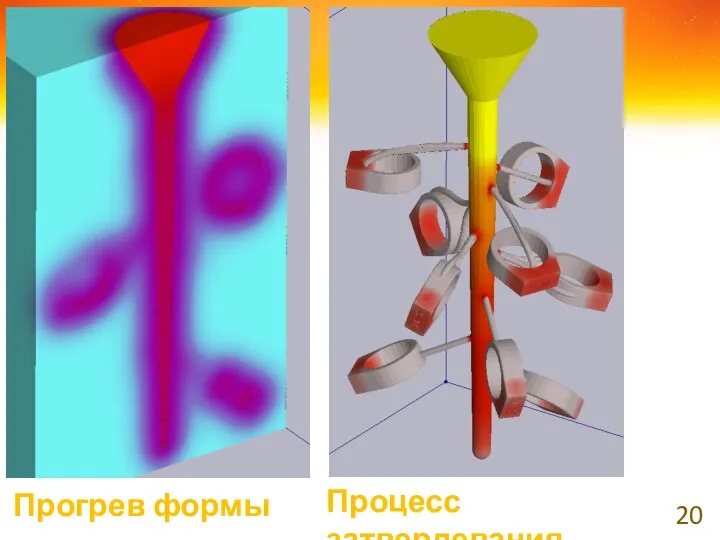
Прогрев формы
Процесс затвердевания
Прогрев формы
Процесс затвердевания

Прогноз усадки
Прогноз усадки

Прогноз усадки по конкретным вариантам
Прогноз усадки по конкретным вариантам

Прогноз микропористости
Прогноз микропористости

Прогноз времени заполнения
Прогноз времени заполнения

Объёмы, изолированные от атмосферы
Объёмы, изолированные от атмосферы
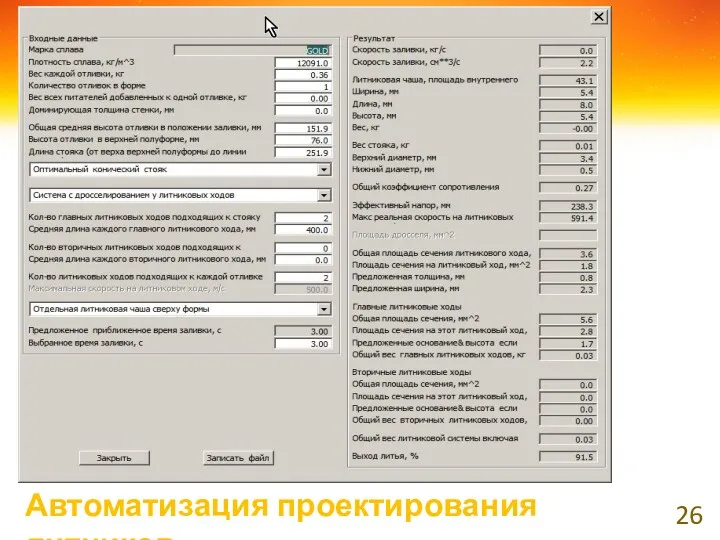
Автоматизация проектирования литников
Автоматизация проектирования литников

Готовое изделие
Готовое изделие

Стоимость изготовления
Эффективность
применения
Стоимость изготовления
Эффективность
применения

БЛАГОДАРИМ
ЗА
ВНИМАНИЕ
БЛАГОДАРИМ
ЗА
ВНИМАНИЕ

Анализ существующих решений по проектированию литейных технологий для отливок предрасположенных к
Анализ существующих решений по проектированию литейных технологий для отливок предрасположенных к

В процессе работы проводились компьютерное моделирование с целью определения вероятных видов
В процессе работы проводились компьютерное моделирование с целью определения вероятных видов
ЦЕПОЧКА ОБОБЩЕНИЯ СЛЕДУЮЩАЯ:
«ГЕОМЕТРИЧЕСКАЯ АНАЛОГИЯ» ---->
«АНАЛОГИЯ МАТЕРИАЛОВ» ---- >
«АНАЛОГИЯ ТЕХНОЛОГИЧЕСКИХ
ЦЕПОЧКА ОБОБЩЕНИЯ СЛЕДУЮЩАЯ:
«ГЕОМЕТРИЧЕСКАЯ АНАЛОГИЯ» ---->
«АНАЛОГИЯ МАТЕРИАЛОВ» ---- >
«АНАЛОГИЯ ТЕХНОЛОГИЧЕСКИХ
Картина теплового модуля (отливка «Ролик 171-0280-9353»). Позволяет определить эффективность питания
Картина теплового модуля (отливка «Ролик 171-0280-9353»). Позволяет определить эффективность питания
Результат «время затвердевания» позволяет сопоставить время затвердевания для различных элементов объема,
Результат «время затвердевания» позволяет сопоставить время затвердевания для различных элементов объема,
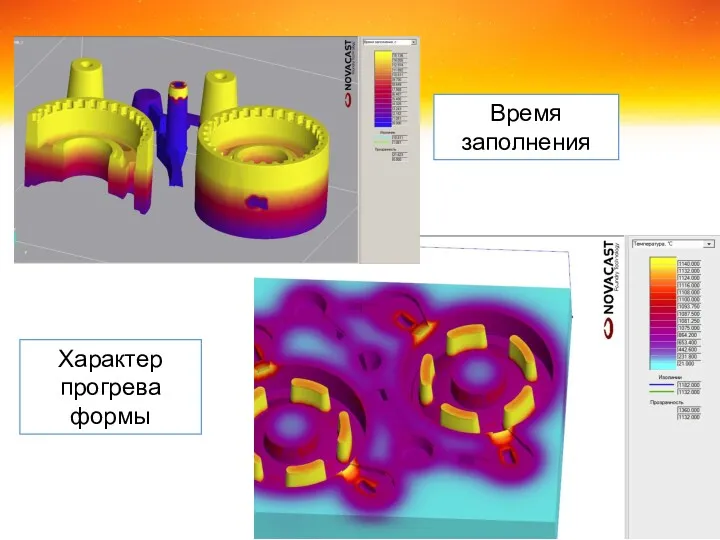
Время заполнения
Характер прогрева формы
Время заполнения
Характер прогрева формы

Изменение положения микропористости при использовании стержневой смеси с высокой теплопроводностью
Схема управления
Изменение положения микропористости при использовании стержневой смеси с высокой теплопроводностью
Схема управления
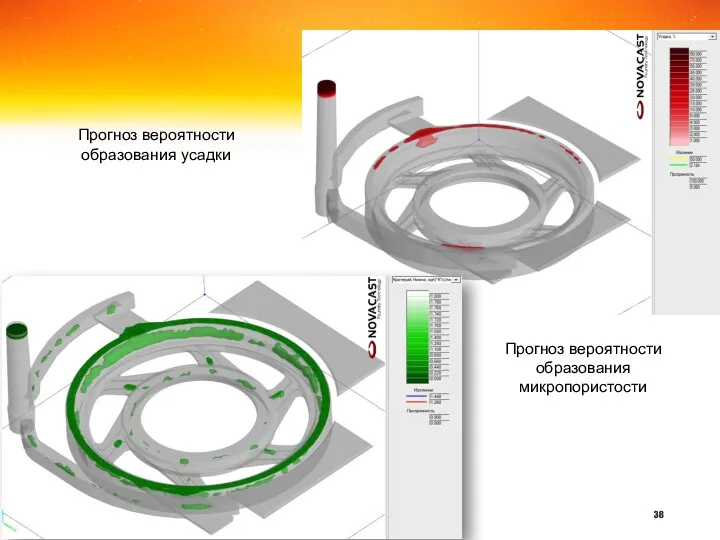
Прогноз вероятности
образования усадки
Прогноз вероятности
образования микропористости
Прогноз вероятности
образования усадки
Прогноз вероятности
образования микропористости
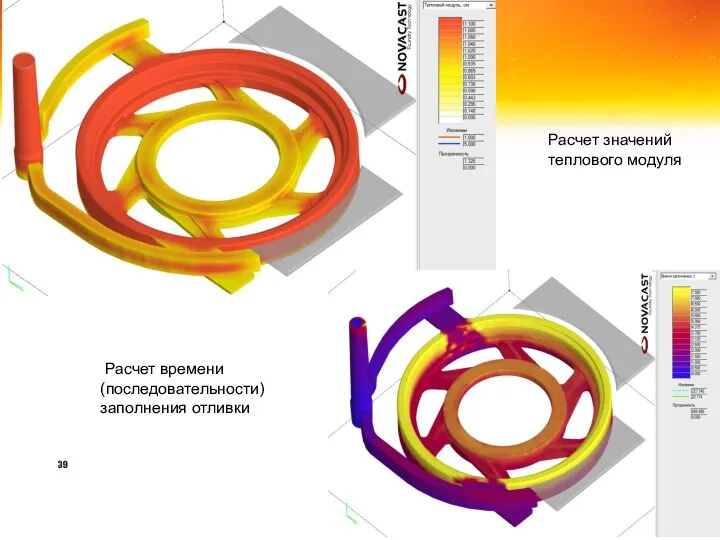
Расчет значений теплового модуля
Расчет времени (последовательности) заполнения отливки
Расчет значений теплового модуля
Расчет времени (последовательности) заполнения отливки
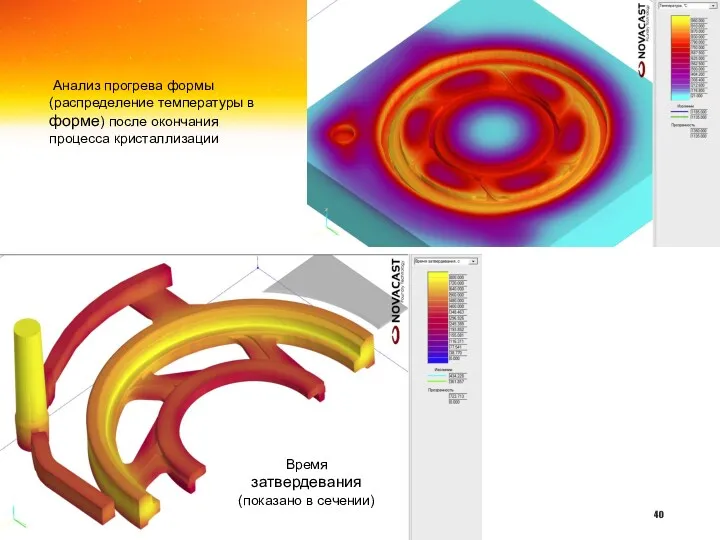
Анализ прогрева формы (распределение температуры в форме) после окончания процесса
Анализ прогрева формы (распределение температуры в форме) после окончания процесса

При проведении моделирования уже на этапе прогноза вероятности образования газовых и
При проведении моделирования уже на этапе прогноза вероятности образования газовых и
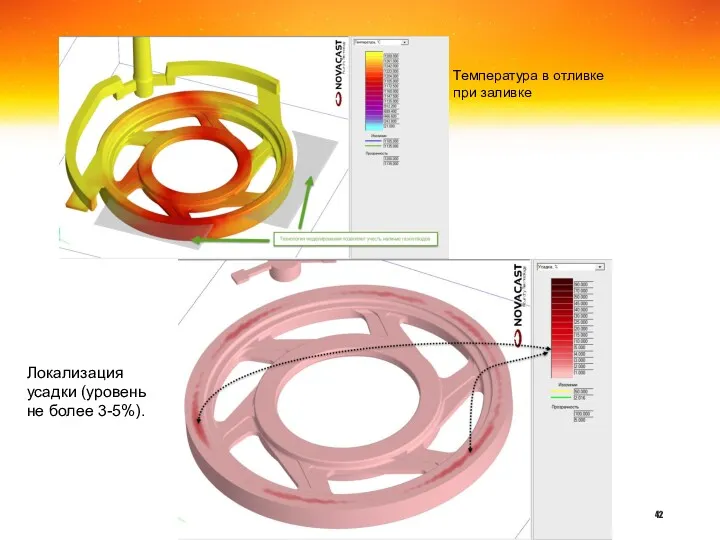
Температура в отливке
при заливке
Локализация усадки (уровень не более 3-5%).
Температура в отливке
при заливке
Локализация усадки (уровень не более 3-5%).
 Инструкция для участника итогового сочинения
Инструкция для участника итогового сочинения Ремонт зубчатых колес коробки подач токарных станков
Ремонт зубчатых колес коробки подач токарных станков Визитка группы раннего возраста Ладушки
Визитка группы раннего возраста Ладушки Лето, Лето к нам пришло! Средняя группа Ласточка
Лето, Лето к нам пришло! Средняя группа Ласточка Основы рекреологии
Основы рекреологии Типы химических реакций
Типы химических реакций Бытие 1-2. Сотворение и его значение
Бытие 1-2. Сотворение и его значение Обмен веществ
Обмен веществ Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО
Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО Знакомство с жителями Страны Чувств
Знакомство с жителями Страны Чувств Взаимодействие токов. Магнитное поле. Вектор магнитной индукции. Линии магнитной индукции
Взаимодействие токов. Магнитное поле. Вектор магнитной индукции. Линии магнитной индукции Знакомый и незнакомый картофель
Знакомый и незнакомый картофель Обыкновенные дроби
Обыкновенные дроби Совместная деятельность
Совместная деятельность Презентация Руссая народная кукла. Домашние обрядовые куклы
Презентация Руссая народная кукла. Домашние обрядовые куклы Презентация к внеклассному мероприятию Изготовление поделки РАДУГА
Презентация к внеклассному мероприятию Изготовление поделки РАДУГА Аппаратное обеспечение компьютера
Аппаратное обеспечение компьютера Права ребёнка. Презентация.
Права ребёнка. Презентация. Оперативная память
Оперативная память Россия советская и постсоветская 1953 – 2008 гг
Россия советская и постсоветская 1953 – 2008 гг Донецко-Криворожская республика. Артем(Ф.А.Сергеев)
Донецко-Криворожская республика. Артем(Ф.А.Сергеев) Аналоговый датчик линии
Аналоговый датчик линии Я Научу Тебя Творить
Я Научу Тебя Творить Собака - лучший друг человека!
Собака - лучший друг человека! Формы взаимодействия психолога с коллективом
Формы взаимодействия психолога с коллективом Безопасность, гигиена, эргономика, ресурсосбережение. Эксплуатационные требования к компьютерному рабочему месту
Безопасность, гигиена, эргономика, ресурсосбережение. Эксплуатационные требования к компьютерному рабочему месту Игра - путешествие
Игра - путешествие Правовой режим земель населенных пунктов
Правовой режим земель населенных пунктов